JC/T 827-2000
基本信息
标准号: JC/T 827-2000
中文名称:石材工业用圆盘切锯机技术条件
标准类别:建筑材料行业标准(JC)
标准状态:已作废
发布日期:2000-06-16
实施日期:2001-10-01
作废日期:2012-07-01
下载格式:pdf zip
标准分类号
标准ICS号: 91.110
中标分类号:建材>>建材机械与设备>>Q99其他建材设备
关联标准
出版信息
页数:8页
标准价格:14.0
相关单位信息
起草人:刘志远、马安仁、杨连振
起草单位:贵州黎阳民用机械厂
归口单位:国家建筑材料工业局建材机械标准化技术委员会
提出单位:国家建筑材料工业局建材机械标准化技术委员会
发布部门:国家建筑材料工业局
标准简介
本标准规定了石材工业用圆盘切锯机的分类、技术要求、试验方法、检验规则及标志、包装、运输和贮存。适用于石材工业用圆盘切锯机(以下简称切锯机)。
标准图片预览

标准内容
中华人民共和国建材行业标准
JC/T 827-20 0 0
石材工业用圆盘切锯机
技术条件
2000-06-16发布
国家建筑材料工业
2000-10-01实施
JC/T827-2000
本标准对JC/T827一1988(1996)石材工业用桥式切机技术条件进行了修订,目的是将单品种切板机标准修订为多品种规格锯右机和细板机的通用性标准,因此标准名称改为石材业用圆盘切锯机技术条件)。
本标推与原标准相比作了较大改动:结构主体重新布置,增加了技术内容与要求,扩大了标准适用港围,各项技术性能指标参考国外先进技术指标。本标推从实施之日起,同时代替JC/T827—1988(1996)。本标准由国家避筑材料工业局建材机械标准化技术委员会提出井归口。本标准起草单位;贵州黎阳民用机械厂。本标准主要起草人,刘志远马安仁杨连振wu.1范圈
中华人民共和国建材行业标准
石材工业用圆盘切锯机技术案件JC/T 827-2000
代警 JC/T B27—1988(1996)
本标准规定了右材工业用圆盘切锯机的分类、技术要求,试验方法,检验规则及标志、包装、运输和贮存。适用于石材工业用围盘切锯机(以下简称切锯机)。2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,便用本标谁的各方应探讨使用下列标雅最新版本的可能性。GB/T 985一1980手工电弧焊焊接接头的基本型式与尺寸GB/T 18do.1-1998 “极限与配合基础第-部分,调汇GB/T 18do,210984极限与配合基础第二部分:公差,偏差和配合的基本规定》GB/T1800.3一1998极限与配合基础第三部分,标准公差和基本偏差数值表GB/T1804—1992—般公案线性尺寸的未注公差GB/T 1958—1980形状和位暨公差检测规定GB/T 3766一1983液压系统通用接术条件GB/T3786-1996声学声压法测定噪声源声功率级反射面上方采用包络测量表面简易法GB/T5226—1985机床电器设备:通用技术条件GB/T576.4-1985梯形螺纹,公差GB/T 9439-1985灰链铁件
GB/T10089-1988
GB/T 10095—1988
匾柱蜗扦,蜗轮精度
渐开线圆柱齿轮精度
GB/T 11365-1989
雉齿轮和准双曲面齿轮精度
JB 4385-
JC/T 9 --1991
链上自由锻件通用技术条件
天然大理石建筑板材
205-1991
天然花岗石建筑板材
JC/T401.21991建材机械用碳钢和低合金悔件技术条件JC/T 402 --1991
JC/T 532—1994
3分类
水泥机械漆防锈技术条件
建材机械钢焊接件通用技术茶件切锯机接用途分,锯石机和切板机3.1锯石机:用于锯切大理石或花岗石荒料。按结构特征一般分:a)四柱式:机体为哲面立柱,刀盘系统在主梁上沿导轨做左右切割:主梁在梁上微后运动,并随横梁浩四面立柱丝杠升降,双向切割,国豪建蚊材料工业属 2 0 0 0-0 9-1 3 批准2 001-01-01实施
JC/T 827-2000
b)门式:机体为双面立柱,刀盘系统在主粲上沿导轨做左右切割,主染沿两侧立柱丝杠升降,工作台车独自嫩前后移动,可以双向切割:c)桥式:机体为桥式。圆锯片随刀架升降,并沿主梁导轨做左右切割,主梁固定或在两侧导轨上做前后运动:
d)单臂式:机体为悬臂式,网磐片随力架升降,运动裕悬臂导轨做左右切制或分片,工作台车做分片或前后运动。
3.2切板机:用于截切大理石或花岗石规格板材,按结构特征-般分:a)门式,机塑为门式,面罐片随刀架在主整上定位后固定,工作台面水平称动截切,b)桥式:机架为桥式,主梁固定。圆锯片随刀架沿主梁作左右水平方向截切:c)甚臂式:机架为悬臂式,圆锯片随刀架沿悉臂导轨作水平移动或与工作台相对移动进行截切。4技术腰求
4.1:基本要求
4. 1. 1图样和文件
切锯机设计图样及技术文件的各项技术要求应符合本标准的规定,并按照经规定程序批准的设计图样和技术文件制造。
4.1.2材料
4.1.2.1丰要构件材料如选用铸铁件;其技术条件应符合CB9439规定,并附有出厂质量含格证明。材料代用应接规定程序审批。
4.1.2.2主要等铁件应符合JC/T401.2的规定。主要锻快件应符合JB4385的规定。4.1.2.3主要爆接件焊接质量应符合如下要求:a)爆接接头的质量应符合JC/T532规定,其中,表面质量不应低于JC/T532一1994中级,尺寸及角度极限整不应低于JC/T 582-1994中A级,直线度及平面度公楚应符有 JCYT 532—1994中 E级
b)焊接接头型式与尺寸应符合GB/T985规定1)焊缝不应出现裂纹,连续焊链不应出现间断,重要焊接部位应进行消除应力处理。4.1.3工件
4.1.3.1季件机械加工应按设计图样和工艺文件规定与要求加工其加工尺寸、几何精度应符合国家标准规定。
4.1.3.2主单罕件加工尺寸应满足下列要求4a)非轴应进行正火或调质处理,与轴承配合部做尺寸精魔不低于GB/T1800.3一1998中6级;b)选播丝杠精度等级应满足各类型锯石机工作条件与要求,传动丝杠精度等级木应低于GB/T5796.4→1985中8级,分片丝杠精度等级不应低于GB/T5796.4-1985中7级,c)圆柱齿轮尺寸糟度不应低于GB/T10095--1988中8级,齿轮副的侧不应大于0.2mm,圆锥齿轮糖度等级不应低于GB/T11365-1989中7级,齿轮副的最小侧隙应不小于0.02mmd)蜗杆,蜗轮精度等级不应低于GB/T10089-1988中8级。4.1.3.3加工件线性尺寸、倒圆半径未注极限偏差不应低于GB/T1804-1992中m级,4.1.4外购件、外协件
购登外购件和外协件的质量应在订货合同中明确质量要求及必要的验收方法,并分别符合有关标准的规定,附有产品合格证。
4.1.5操作系统
4.1.5.1操作系统的布局应紧婆合理,所有操作手柄、按钮的安装位置应明显集中,方便操作。4.1.5.2客操作手柄、开关和按钮附近处应有表朗用途和操作方向的标志、字样,并以不同题色区分,操作应轻便灵活。
4.1.6电气系统
JC/T 8272 00 0
4.1.6.1电气系统应根据切锯机功能的带要应符合GB/T5226规定。4.1.6.2选择电气系统所用电气元件、部件应满足功能使用要求,并考虑工作时报动、接电顺策、工作环境恶劣的特点。性能参数应符合国家标准的规定。4.1.6.3各电气元件、部件的代号应与电气设计图样上标注的代号一致,元件、部件凡设置于专用柜内的,应有电气系统原理图或布线示意图。4.1.7
液压系统
4. 1. 7. 1
液压系统的技术要求应符合GB/T3766规定。调速阀应使刀盘系统在允许进给速度范画内稳定移动,不应有爬行和明显的捷动。4. 1. 7. 2
安全防护装置
4. 1. 8. 1
切锯机外露的对人体有不安全因靠的转动零、部件均应装设防护罩(网),锯片防护罩上应有锯片旋转方向的标志。
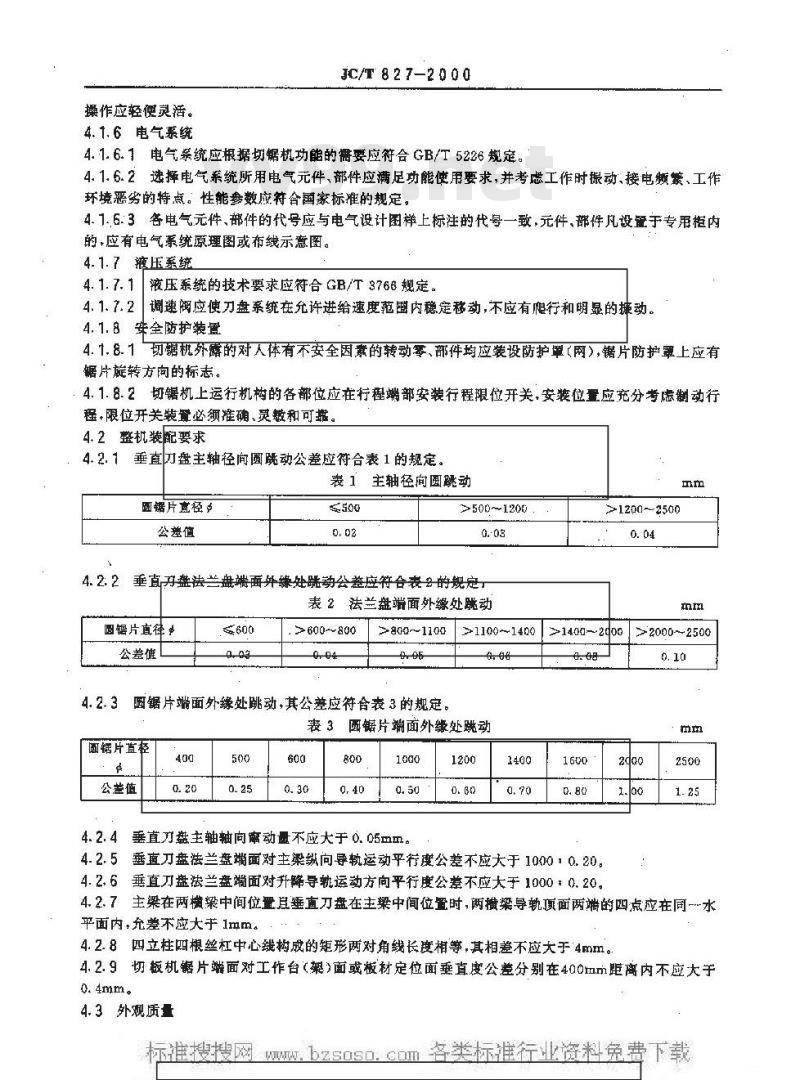
4.1.8.2切锯机上运行机构的各部位应在行程端部安装行程限位开关,安装位置应究分考虑制动行程,限位开关装氧必须准确、灵数和可靠。4.2整机装配要求
4.2.1垂直刀盘主轴径间圆既动公差应符合表1的规定。表1主轴径向圆跳动
圆锯片直径点
公差值
>500~1200
4. 2.2垂直万盘法兰盘端面外缘处既动公差应符合表2的规定表2法兰盘端面外缘处跳动
圆锯片直律4
公差值
>600~800
800~1100
4.2.3圆锯片端面外缘处跳动,其公差应符合表3的规定,1100-~1400
表3圆锯片端面外缘处跳动
面糖片直径
公差值
垂直万盘主轴轴向需动量不应大于0.05mm。1200
>1200-2500
≥14002000
4.2.5垂直刀盘法兰盘端面对主梁纵向导轨运动平行度公差不应大于1000:0.20,4.2.6垂直刀盘法兰盘端面对升降导轨运动方向平行度公差不应大于1000:0.20。mm
2000~2500
4.2.7主梁在两横梁中间位置且垂直刀盘在主梁中间位留时,两横梁导轨项面两满的四点应在同-水平面内,允差不应大于1mm。
4.2.8四立柱四根丝杠中心线构成的矩形两对角线长度相等,其相差不应大于4mm。4.2.9切板机锯片端面对工作台(架>面或板材定位面垂直度公差分别在400mm距离内不应大手0.4mm。
4.3外观质量
JC/T827-2000
表.3.1切锯机外观可见部分的表应喷(涂)油漆,油漆表面的质量应符合JC/T402规定4.3.2外观焊缝表面应打磨平整,不应有链痕、焊瘤和金属飞磁物等缺陷。43.3电气、液压素统线路、管路的外露位应布厨紧离、排列整齐、支承牢固、便于装拆。4.4使用性能要求
4.4.1切深度
)大理石:一次切割深度小于圆糖片直径与法兰盘直径差的二分之一b)花岗石:分次切。每次探度为10~50mm。4.4.2切进给速度及加工能为应在产品技术文件或便用说明书中分别作出规定。4.4.3.工作寿命
切锯机第一次大偿前正常工作时间:a)锯石机不应少于5000h
b)切板机不应少于6000h。
4.5空载试运转要求
4.5.1各转动、传动机构工作时应灵活自如、平稳、安全可靠,不应发生振动、冲击、过热和异常噪声。4.5.2操电气系统工作时,各控制开关指示与动作应准确无误。4.5.3液压、气动系统工作附应调节更敏、传动平稳,不应有渗油(气)现象。4.5.4各安全防护装蟹牢固可靠。4.5.5主轴辅承最高温度不应大于70℃,温升不应大于40℃,油箱内油温不应大于70℃。4.5.6噪声声压分级分别是:
a)锯石机不应大于9OdB(A):b)切板机不应大于85dB(A)。4.6负载试运转要求
4.6.1运转作忧态应符合4.5.1~4.5.5各项规定4.6.2试切毛板、板材允许公差
a)切割大理石毛板厚度偏差为土0.7mm,平面度公差为10001.0b)切割花岗石毛板厚度偏差为土1.Qmm,平面度公差为10001.0;c)截切规格板材各项尺寸允许极限公差应分别符合JC7T79—1991或JC/T205-1991中优等品的规定。
5试验方法
5.1 儿何精度检测
由于切锯机功能、型号不伺,其检测项目应在4.2中选摔,但必须含有4.2.1、4.2.2,4..4和4.2.5。5.1.1.对4.2.1~4.2.3的检测分别按GB/T1958进行。5.1.2对4.2.4的检测:对主轴加个规定的轴向力(约150200NT)将百分表测头触及主轴前满面中心,主轴缓慢旋转一转测取读数。5.1.3对4.2.5的检测:用百分表测头触及法兰盘端面外缴处,沿导轨移动刀盘测取读数。5.1.4对4.2.6的检测:用百分表测头触及法兰盘端面,主梁慢速升降测取读数。5.1.5两横梁调整水平度的检测,用水平仪,高度尺谢整水平测取读数。5.1.6对4.2.8的检测:将四立柱下基面调平,用专用测对角线卡板、钢卷尺测敢读数差。5.1.7对4.2..9的检测,按GB/T1958进行。5.1.8毛板厚度差、平面公差的检测,按JC/T79或JC/T205中规定的方法进行。5.2空载试运转
5.2. 1试验条件
.JC/T 8272000
a)按加工材质确定画锯片边缘速度应符合下列要求:花岗右25~40m/s;
大理石40~60m/s。
b)将画锯片装在主轴上应检查圆锯片端面外缘处跳动,其公差见表3,油箱注油到标线:e)各部位等,部件应装配合格,d)安金、电气、液压和其他装置在分别验证后应安全可靠。5.2.2试验方法
a)连续运转时间不应步于 2h:
b)运转过程中应符合4.5.1~-4.5.4的规定;c)用数字显示温度计在靠近主轴轴承处测量,温度,温升应符合 4.5.5的规定,d) 油箱内油温在正常工作 4h 后测量,应符合 4. 5. 5 的规定e)噪声声压值的测量按GB/T3768执行。5.3负载试运转
5.3.1试验条件
a)空载试运转合格
b)选用规则荒料或规格板材进行切割或截切。5.3.2试验对法
)连续试验时间不应少于1h;
b)试切毛板,板材允许偏差应符合4.6.2的规定,c)加工能力应按公式(1)计算:G-B-L'K/T
式中:G-
如工能力,m/h
B--—切割深度,m:
L—切割长度,m;
T—划割所需时间,h
K——有效切割系数,取 0. 7 ~~~0. 8。6检验规则
6.1出广检验
每台切锯机出厂前应检验下列各项,(1)
a)检验4.1.5*4.1.8;4.2.1;4.2.9;4.3,4.57.1和7.2中规定的内容,在运转试验出程中因故障停机,故障排除后可重新试验,达到检验合格签发产品合格证,建立质量档案b)检查产品便用维护说明书应完整适用;c)随机备件、随机工具按使用维护说明书规定应配齐;d)包装应符合本标准的规定戴按协议执行。6.2型式检验
6. 2.1有下列情况之一时,应进行型式捡验:的)产品试制时;
b)正式生产后,如重要结构、材料、工艺有较大变化,可能影响性能时;c)停产两年以上,恢复生产时;d)国家质量技术监督部门提出进行型式检验的要求时。6.2.2型式检验的样机可在生产批量中随机抽取一台,按本标准的全部项目进行检验。示准搜搜网WzSOSO.COm?标志,包装、运物和完存
JC/T827-2000
7.1每台切锯机应固定产品标牌,标牌上标明:a)制造厂名及商标
b)产品名称及型号规格:
c)产品主要性能整数,
d)产品制造日期及编号:
e)球行标准代号。
7.2包装Vv99.net
7.2.1根据切锯机结构特征可用如下方法包装:a)大切机采用拆体捆扎,为了避免误装,使用说明书中应清楚地说明各部件连接的部分、方式和要求,
b)中、小切机采用整体捆扎:
c)电气部件或部位包装应防潮、防展。7.2.2切锯机外露金周加工表面应涂有防锈油脂7.3运输
切锯机的运输应有防止机体变形和防雨、防锈的措施。7.4贮存
切锯机的更存应防止损坏和锈蚀。贮存期超过一年应重新涂防锈油脂。准搜搜网中华人民英利国建材
行业标准
石材工业用圈盘切辑机技术案件IC/T 827-2000
国索建筑材料工业局标准化研究所出版发行地址:北京朝阳区管庄
邮政编码,100024
传真电话:(010)65755125
机械科学研究院标推出版中心印殿权专有不得翻印
开本880×12301/16印张3/4
字数16000
2000 年 12月第~版
2000年12月第一次印刷
.印数1—300定价6. 00 元
编号 1164
000128/00
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
JC/T 827-20 0 0
石材工业用圆盘切锯机
技术条件
2000-06-16发布
国家建筑材料工业
2000-10-01实施
JC/T827-2000
本标准对JC/T827一1988(1996)石材工业用桥式切机技术条件进行了修订,目的是将单品种切板机标准修订为多品种规格锯右机和细板机的通用性标准,因此标准名称改为石材业用圆盘切锯机技术条件)。
本标推与原标准相比作了较大改动:结构主体重新布置,增加了技术内容与要求,扩大了标准适用港围,各项技术性能指标参考国外先进技术指标。本标推从实施之日起,同时代替JC/T827—1988(1996)。本标准由国家避筑材料工业局建材机械标准化技术委员会提出井归口。本标准起草单位;贵州黎阳民用机械厂。本标准主要起草人,刘志远马安仁杨连振wu.1范圈
中华人民共和国建材行业标准
石材工业用圆盘切锯机技术案件JC/T 827-2000
代警 JC/T B27—1988(1996)
本标准规定了右材工业用圆盘切锯机的分类、技术要求,试验方法,检验规则及标志、包装、运输和贮存。适用于石材工业用围盘切锯机(以下简称切锯机)。2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,便用本标谁的各方应探讨使用下列标雅最新版本的可能性。GB/T 985一1980手工电弧焊焊接接头的基本型式与尺寸GB/T 18do.1-1998 “极限与配合基础第-部分,调汇GB/T 18do,210984极限与配合基础第二部分:公差,偏差和配合的基本规定》GB/T1800.3一1998极限与配合基础第三部分,标准公差和基本偏差数值表GB/T1804—1992—般公案线性尺寸的未注公差GB/T 1958—1980形状和位暨公差检测规定GB/T 3766一1983液压系统通用接术条件GB/T3786-1996声学声压法测定噪声源声功率级反射面上方采用包络测量表面简易法GB/T5226—1985机床电器设备:通用技术条件GB/T576.4-1985梯形螺纹,公差GB/T 9439-1985灰链铁件
GB/T10089-1988
GB/T 10095—1988
匾柱蜗扦,蜗轮精度
渐开线圆柱齿轮精度
GB/T 11365-1989
雉齿轮和准双曲面齿轮精度
JB 4385-
JC/T 9 --1991
链上自由锻件通用技术条件
天然大理石建筑板材
205-1991
天然花岗石建筑板材
JC/T401.21991建材机械用碳钢和低合金悔件技术条件JC/T 402 --1991
JC/T 532—1994
3分类
水泥机械漆防锈技术条件
建材机械钢焊接件通用技术茶件切锯机接用途分,锯石机和切板机3.1锯石机:用于锯切大理石或花岗石荒料。按结构特征一般分:a)四柱式:机体为哲面立柱,刀盘系统在主梁上沿导轨做左右切割:主梁在梁上微后运动,并随横梁浩四面立柱丝杠升降,双向切割,国豪建蚊材料工业属 2 0 0 0-0 9-1 3 批准2 001-01-01实施
JC/T 827-2000
b)门式:机体为双面立柱,刀盘系统在主粲上沿导轨做左右切割,主染沿两侧立柱丝杠升降,工作台车独自嫩前后移动,可以双向切割:c)桥式:机体为桥式。圆锯片随刀架升降,并沿主梁导轨做左右切割,主梁固定或在两侧导轨上做前后运动:
d)单臂式:机体为悬臂式,网磐片随力架升降,运动裕悬臂导轨做左右切制或分片,工作台车做分片或前后运动。
3.2切板机:用于截切大理石或花岗石规格板材,按结构特征-般分:a)门式,机塑为门式,面罐片随刀架在主整上定位后固定,工作台面水平称动截切,b)桥式:机架为桥式,主梁固定。圆锯片随刀架沿主梁作左右水平方向截切:c)甚臂式:机架为悬臂式,圆锯片随刀架沿悉臂导轨作水平移动或与工作台相对移动进行截切。4技术腰求
4.1:基本要求
4. 1. 1图样和文件
切锯机设计图样及技术文件的各项技术要求应符合本标准的规定,并按照经规定程序批准的设计图样和技术文件制造。
4.1.2材料
4.1.2.1丰要构件材料如选用铸铁件;其技术条件应符合CB9439规定,并附有出厂质量含格证明。材料代用应接规定程序审批。
4.1.2.2主要等铁件应符合JC/T401.2的规定。主要锻快件应符合JB4385的规定。4.1.2.3主要爆接件焊接质量应符合如下要求:a)爆接接头的质量应符合JC/T532规定,其中,表面质量不应低于JC/T532一1994中级,尺寸及角度极限整不应低于JC/T 582-1994中A级,直线度及平面度公楚应符有 JCYT 532—1994中 E级
b)焊接接头型式与尺寸应符合GB/T985规定1)焊缝不应出现裂纹,连续焊链不应出现间断,重要焊接部位应进行消除应力处理。4.1.3工件
4.1.3.1季件机械加工应按设计图样和工艺文件规定与要求加工其加工尺寸、几何精度应符合国家标准规定。
4.1.3.2主单罕件加工尺寸应满足下列要求4a)非轴应进行正火或调质处理,与轴承配合部做尺寸精魔不低于GB/T1800.3一1998中6级;b)选播丝杠精度等级应满足各类型锯石机工作条件与要求,传动丝杠精度等级木应低于GB/T5796.4→1985中8级,分片丝杠精度等级不应低于GB/T5796.4-1985中7级,c)圆柱齿轮尺寸糟度不应低于GB/T10095--1988中8级,齿轮副的侧不应大于0.2mm,圆锥齿轮糖度等级不应低于GB/T11365-1989中7级,齿轮副的最小侧隙应不小于0.02mmd)蜗杆,蜗轮精度等级不应低于GB/T10089-1988中8级。4.1.3.3加工件线性尺寸、倒圆半径未注极限偏差不应低于GB/T1804-1992中m级,4.1.4外购件、外协件
购登外购件和外协件的质量应在订货合同中明确质量要求及必要的验收方法,并分别符合有关标准的规定,附有产品合格证。
4.1.5操作系统
4.1.5.1操作系统的布局应紧婆合理,所有操作手柄、按钮的安装位置应明显集中,方便操作。4.1.5.2客操作手柄、开关和按钮附近处应有表朗用途和操作方向的标志、字样,并以不同题色区分,操作应轻便灵活。
4.1.6电气系统
JC/T 8272 00 0
4.1.6.1电气系统应根据切锯机功能的带要应符合GB/T5226规定。4.1.6.2选择电气系统所用电气元件、部件应满足功能使用要求,并考虑工作时报动、接电顺策、工作环境恶劣的特点。性能参数应符合国家标准的规定。4.1.6.3各电气元件、部件的代号应与电气设计图样上标注的代号一致,元件、部件凡设置于专用柜内的,应有电气系统原理图或布线示意图。4.1.7
液压系统
4. 1. 7. 1
液压系统的技术要求应符合GB/T3766规定。调速阀应使刀盘系统在允许进给速度范画内稳定移动,不应有爬行和明显的捷动。4. 1. 7. 2
安全防护装置
4. 1. 8. 1
切锯机外露的对人体有不安全因靠的转动零、部件均应装设防护罩(网),锯片防护罩上应有锯片旋转方向的标志。
4.1.8.2切锯机上运行机构的各部位应在行程端部安装行程限位开关,安装位置应究分考虑制动行程,限位开关装氧必须准确、灵数和可靠。4.2整机装配要求
4.2.1垂直刀盘主轴径间圆既动公差应符合表1的规定。表1主轴径向圆跳动
圆锯片直径点
公差值
>500~1200
4. 2.2垂直万盘法兰盘端面外缘处既动公差应符合表2的规定表2法兰盘端面外缘处跳动
圆锯片直律4
公差值
>600~800
800~1100
4.2.3圆锯片端面外缘处跳动,其公差应符合表3的规定,1100-~1400
表3圆锯片端面外缘处跳动
面糖片直径
公差值
垂直万盘主轴轴向需动量不应大于0.05mm。1200
>1200-2500
≥14002000
4.2.5垂直刀盘法兰盘端面对主梁纵向导轨运动平行度公差不应大于1000:0.20,4.2.6垂直刀盘法兰盘端面对升降导轨运动方向平行度公差不应大于1000:0.20。mm
2000~2500
4.2.7主梁在两横梁中间位置且垂直刀盘在主梁中间位留时,两横梁导轨项面两满的四点应在同-水平面内,允差不应大于1mm。
4.2.8四立柱四根丝杠中心线构成的矩形两对角线长度相等,其相差不应大于4mm。4.2.9切板机锯片端面对工作台(架>面或板材定位面垂直度公差分别在400mm距离内不应大手0.4mm。
4.3外观质量
JC/T827-2000
表.3.1切锯机外观可见部分的表应喷(涂)油漆,油漆表面的质量应符合JC/T402规定4.3.2外观焊缝表面应打磨平整,不应有链痕、焊瘤和金属飞磁物等缺陷。43.3电气、液压素统线路、管路的外露位应布厨紧离、排列整齐、支承牢固、便于装拆。4.4使用性能要求
4.4.1切深度
)大理石:一次切割深度小于圆糖片直径与法兰盘直径差的二分之一b)花岗石:分次切。每次探度为10~50mm。4.4.2切进给速度及加工能为应在产品技术文件或便用说明书中分别作出规定。4.4.3.工作寿命
切锯机第一次大偿前正常工作时间:a)锯石机不应少于5000h
b)切板机不应少于6000h。
4.5空载试运转要求
4.5.1各转动、传动机构工作时应灵活自如、平稳、安全可靠,不应发生振动、冲击、过热和异常噪声。4.5.2操电气系统工作时,各控制开关指示与动作应准确无误。4.5.3液压、气动系统工作附应调节更敏、传动平稳,不应有渗油(气)现象。4.5.4各安全防护装蟹牢固可靠。4.5.5主轴辅承最高温度不应大于70℃,温升不应大于40℃,油箱内油温不应大于70℃。4.5.6噪声声压分级分别是:
a)锯石机不应大于9OdB(A):b)切板机不应大于85dB(A)。4.6负载试运转要求
4.6.1运转作忧态应符合4.5.1~4.5.5各项规定4.6.2试切毛板、板材允许公差
a)切割大理石毛板厚度偏差为土0.7mm,平面度公差为10001.0b)切割花岗石毛板厚度偏差为土1.Qmm,平面度公差为10001.0;c)截切规格板材各项尺寸允许极限公差应分别符合JC7T79—1991或JC/T205-1991中优等品的规定。
5试验方法
5.1 儿何精度检测
由于切锯机功能、型号不伺,其检测项目应在4.2中选摔,但必须含有4.2.1、4.2.2,4..4和4.2.5。5.1.1.对4.2.1~4.2.3的检测分别按GB/T1958进行。5.1.2对4.2.4的检测:对主轴加个规定的轴向力(约150200NT)将百分表测头触及主轴前满面中心,主轴缓慢旋转一转测取读数。5.1.3对4.2.5的检测:用百分表测头触及法兰盘端面外缴处,沿导轨移动刀盘测取读数。5.1.4对4.2.6的检测:用百分表测头触及法兰盘端面,主梁慢速升降测取读数。5.1.5两横梁调整水平度的检测,用水平仪,高度尺谢整水平测取读数。5.1.6对4.2.8的检测:将四立柱下基面调平,用专用测对角线卡板、钢卷尺测敢读数差。5.1.7对4.2..9的检测,按GB/T1958进行。5.1.8毛板厚度差、平面公差的检测,按JC/T79或JC/T205中规定的方法进行。5.2空载试运转
5.2. 1试验条件
.JC/T 8272000
a)按加工材质确定画锯片边缘速度应符合下列要求:花岗右25~40m/s;
大理石40~60m/s。
b)将画锯片装在主轴上应检查圆锯片端面外缘处跳动,其公差见表3,油箱注油到标线:e)各部位等,部件应装配合格,d)安金、电气、液压和其他装置在分别验证后应安全可靠。5.2.2试验方法
a)连续运转时间不应步于 2h:
b)运转过程中应符合4.5.1~-4.5.4的规定;c)用数字显示温度计在靠近主轴轴承处测量,温度,温升应符合 4.5.5的规定,d) 油箱内油温在正常工作 4h 后测量,应符合 4. 5. 5 的规定e)噪声声压值的测量按GB/T3768执行。5.3负载试运转
5.3.1试验条件
a)空载试运转合格
b)选用规则荒料或规格板材进行切割或截切。5.3.2试验对法
)连续试验时间不应少于1h;
b)试切毛板,板材允许偏差应符合4.6.2的规定,c)加工能力应按公式(1)计算:G-B-L'K/T
式中:G-
如工能力,m/h
B--—切割深度,m:
L—切割长度,m;
T—划割所需时间,h
K——有效切割系数,取 0. 7 ~~~0. 8。6检验规则
6.1出广检验
每台切锯机出厂前应检验下列各项,(1)
a)检验4.1.5*4.1.8;4.2.1;4.2.9;4.3,4.57.1和7.2中规定的内容,在运转试验出程中因故障停机,故障排除后可重新试验,达到检验合格签发产品合格证,建立质量档案b)检查产品便用维护说明书应完整适用;c)随机备件、随机工具按使用维护说明书规定应配齐;d)包装应符合本标准的规定戴按协议执行。6.2型式检验
6. 2.1有下列情况之一时,应进行型式捡验:的)产品试制时;
b)正式生产后,如重要结构、材料、工艺有较大变化,可能影响性能时;c)停产两年以上,恢复生产时;d)国家质量技术监督部门提出进行型式检验的要求时。6.2.2型式检验的样机可在生产批量中随机抽取一台,按本标准的全部项目进行检验。示准搜搜网WzSOSO.COm?标志,包装、运物和完存
JC/T827-2000
7.1每台切锯机应固定产品标牌,标牌上标明:a)制造厂名及商标
b)产品名称及型号规格:
c)产品主要性能整数,
d)产品制造日期及编号:
e)球行标准代号。
7.2包装Vv99.net
7.2.1根据切锯机结构特征可用如下方法包装:a)大切机采用拆体捆扎,为了避免误装,使用说明书中应清楚地说明各部件连接的部分、方式和要求,
b)中、小切机采用整体捆扎:
c)电气部件或部位包装应防潮、防展。7.2.2切锯机外露金周加工表面应涂有防锈油脂7.3运输
切锯机的运输应有防止机体变形和防雨、防锈的措施。7.4贮存
切锯机的更存应防止损坏和锈蚀。贮存期超过一年应重新涂防锈油脂。准搜搜网中华人民英利国建材
行业标准
石材工业用圈盘切辑机技术案件IC/T 827-2000
国索建筑材料工业局标准化研究所出版发行地址:北京朝阳区管庄
邮政编码,100024
传真电话:(010)65755125
机械科学研究院标推出版中心印殿权专有不得翻印
开本880×12301/16印张3/4
字数16000
2000 年 12月第~版
2000年12月第一次印刷
.印数1—300定价6. 00 元
编号 1164
000128/00
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。