LD/T 71.34-2000
基本信息
标准号: LD/T 71.34-2000
中文名称:铁路工业气焊工劳动定额制定
标准类别:劳动和劳动安全行业标准(LD)
英文名称:Formulation of work quota of gas welding for railway industry
标准状态:已作废
发布日期:2000-07-14
实施日期:2001-01-01
作废日期:2019-02-01
下载格式:pdf zip
标准分类号
中标分类号:铁路>>铁路综合>>S02经济管理
关联标准
替代情况:被LD/T 71.34-2019代替
出版信息
标准价格:28.0
相关单位信息
标准简介
标准图片预览
标准内容
中华人民共和国劳动和劳动安全行业标准LD/T71.34-—2000
铁路工业气焊工劳动定额制定
Formulation of work quota of gas welding for railway industry2000-07-14发布
中华人民共和国劳动和社会保障部中华人民共和国铁道部
2001-01-01实施
为了合理制定气焊劳动定额,使铁路工业在劳动定额管理上有一个统一的标准,制定本标本标准的附录A是标准的附录。
本标准的附录B是提示的附录。
本标准由铁道行业劳动定额定员标准化技术归口单位铁道部劳动工资和卫生司提出。本标准由劳动和社会保障部归口。本标准由中国铁路机车车辆工业总公司负责起草。本标准主要起草人:沈圣工。
本标准由铁道部负责解释。
中华人民共和国劳动和劳动安全行业标准LD/T71.34—2000
铁路工业气焊工劳动定额制定
Formulationofworkquotaofgasweldingforrailwayindustry本标准规定了铁路工业气割、气焊劳动定额的制定方法。本标准适用于铁路工业、施工、运输企业气焊劳动定额的制定与管理。引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T14002—1992
2劳动定额术语
GB/T14163—1993
3代号
工时消耗分类、代号和标准时间构成本标准出现的代号含义应符合表1规定。表1代号
注:本标准中的Ta、K;代号名称采用GB/T14163—1993的规定。4
气焊时间定额的制定
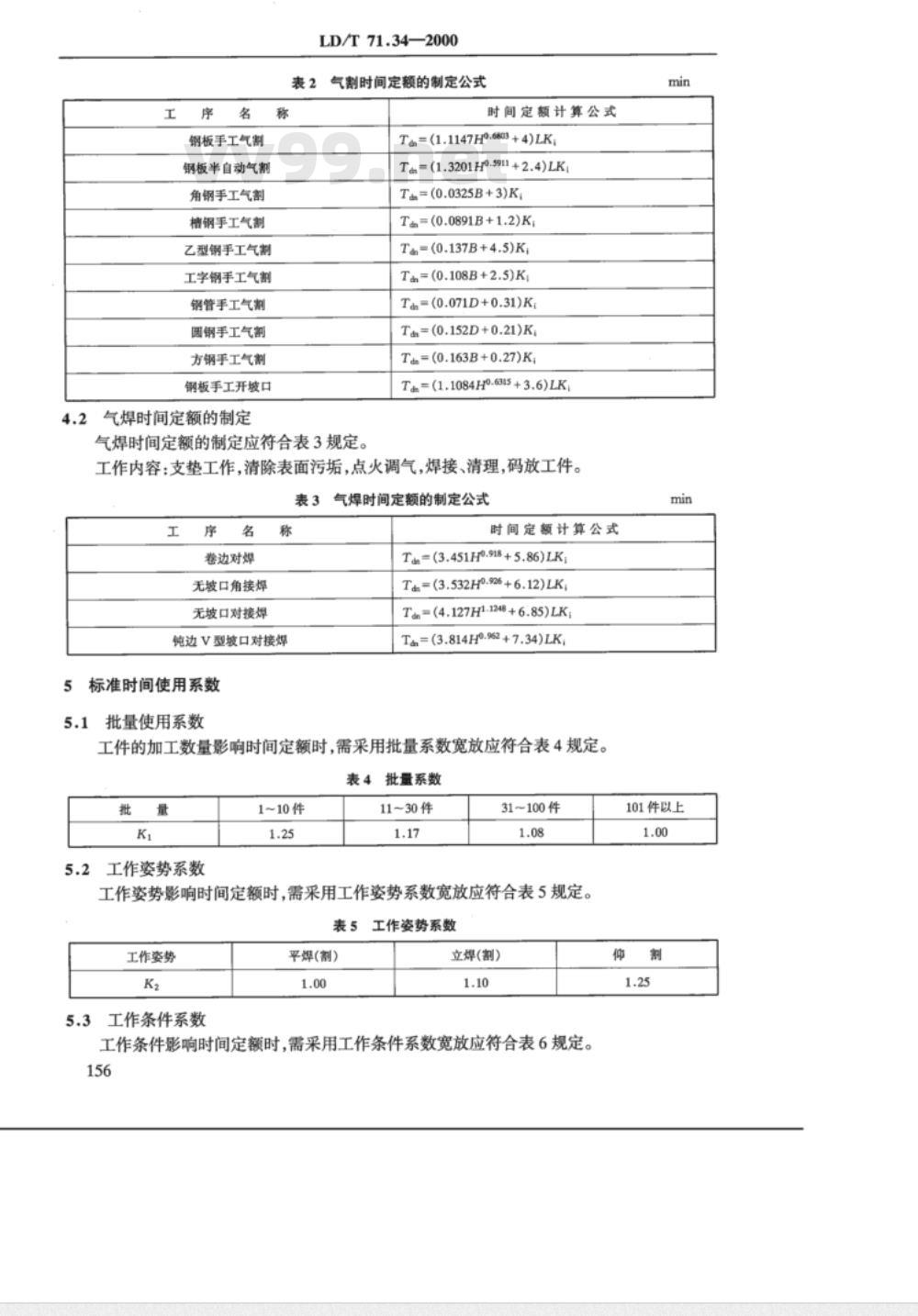
1气割时间定额的制定
气割时间定额的制定应符合表2规定。说
加工件的加工长度
钢材的厚度
国钢、钢管直径
型钢型号
工作内容:支垫工作,清除表面污垢,点火调气(安机调试),切割、清渣、码放工件。中华人民共和国劳动和社会保障部2000-07-14批准2001-01-01实施
钢板手工气割
钢板半自动气割
角钢手工气割
槽钢手工气割
乙型钢手工气割
工字钢手工气割制
钢管手工气制
圆钢手工气割
方钢手工气割
钢板手工开坡口
气焊时间定额的制定
LD/T71.34—2000
气割时间定额的制定公式
时间定额计算公式
Ta= (1.1147H0.603 + 4) LK
Ta= (1.3201H0.51 +2.4)LK
T±=(0.0325B+3)K
T=(0.0891B+1.2)K,
Ta=(0.137B+4.5)K,
Ta=(0.108B+2.5)K,
Ta=(0.071D+0.31)K
T±=(0.152D+0.21)K
T±=(0.163B+0.27)K,
T±(1.1084H0.6315 +3.6)LK
气焊时间定额的制定应符合表3规定。工作内容:支垫工作,清除表面污垢,点火调气,焊接、清理,码放工件。表3
卷边对焊
无坡口角接燥
无坡口对接焊
钝边V型坡口对接焊
标准时间使用系数
批量使用系数
气焊时间定额的制定公式
时间定额计算公式
T±(3.451H0.918+5.86)LK
T±= (3.532H0.926 +6.12)LK,
Te=(4.127H148 +6.85)LK;
Ta= (3.814H0.962 +7.34)LK,
工件的加工数量影响时间定额时,需采用批量系数宽放应符合表4规定。表4
1~10件
批量系数
11~30件
31~100件
工作姿势系数
工作姿势影响时间定额时,需采用工作姿势系数宽放应符合表5规定。表5
工作姿势
平焊(割)
工作姿势系数
立焊(割)
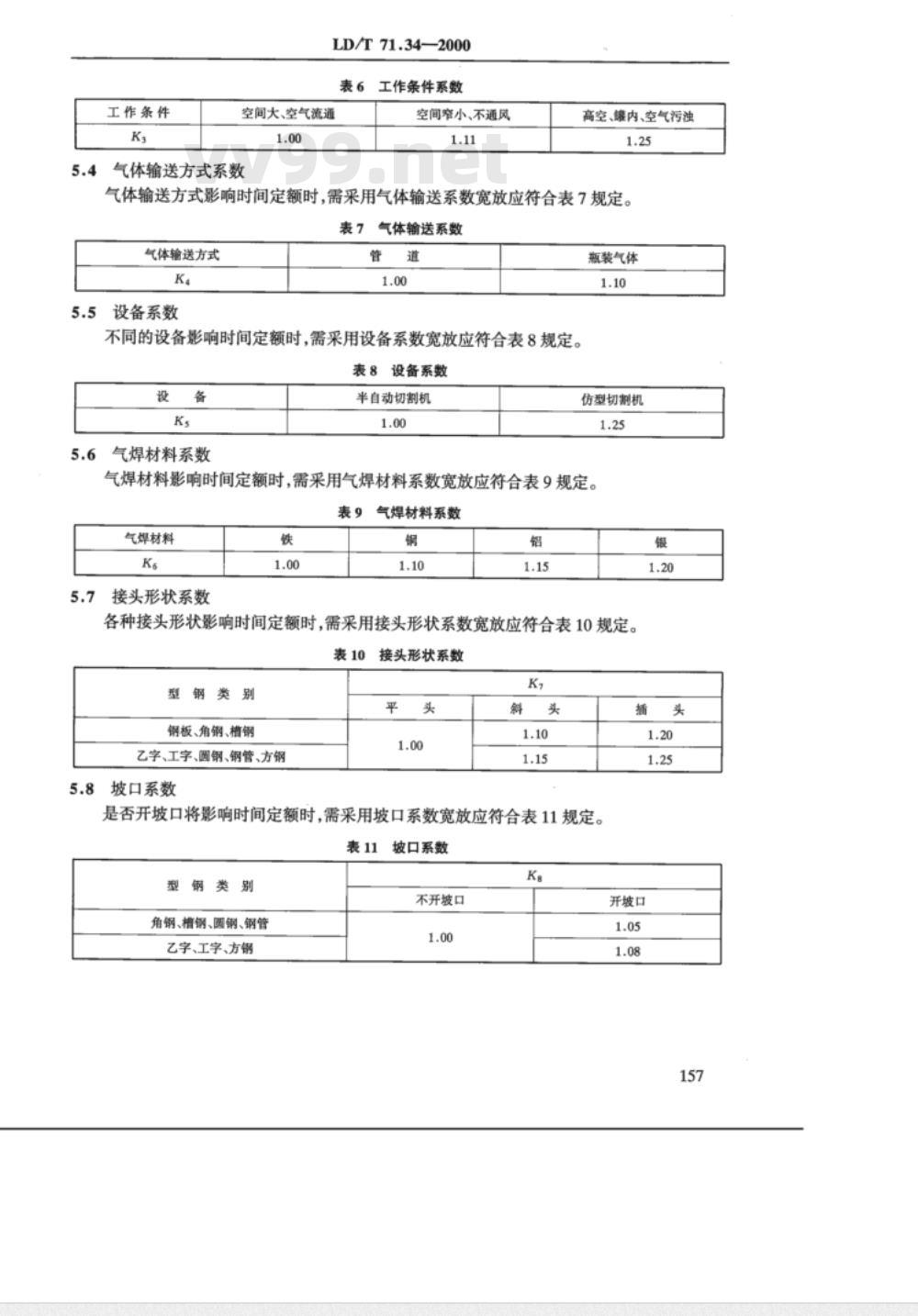
工作条件系数
工作条件影响时间定额时,需采用工作条件系数宽放应符合表6规定。156
101件以上
工作条件
LD/T71.34—2000
工作条件系数
表6:
空间大、空气流通
气体输送方式系数
空间窄小、不通风
高空、罐内、空气污浊
气体输送方式影响时间定额时,需采用气体输送系数宽放应符合表7规定。表7气体输送系数
气体输送方式
5.5设备系数
不同的设备影响时间定额时,需采用设备系数宽放应符合表8规定。表8设备系数
:气焊材料系数
半自动切割机
瓶装气体
仿型切制机
气焊材料影响时间定额时,需采用气焊材料系数宽放应符合表9规定。表9气焊材料系数此内容来自唯久标准下载网
气焊材料
接头形状系数
各种接头形状影响时间定额时,需采用接头形状系数宽放应符合表10规定。表10
接头形状系数
型钢类别
铜板、角钢、槽钢
乙字、工字、圆钢、钢管、方钢坡口系数
是否开坡口将影响时间定额时,需采用坡口系数宽放应符合表11规定。坡口系数
型钢类别
角钢、槽钢、圆钢、钢管
乙字、工字、方锅
不开被口
开坡口
LD/T 71.34—2000
附录A
(提示的附录)
有关标准的使用说明
按工艺要求进行气制,并达到工艺质量要求。A1
卷边对焊适用于3mm以下的薄板焊接。型钢手工气割定额是切一头为平头的时间,当一头平头一头斜头气割时,气割时间为平头定额乘接头形状系数。
制定方法(见图B1)
4.熟悉工艺文件
6.确定计算公式
c.明确代号含义
d.选择相关系数
e.计算时间定额
应用举例
LD/T71.34—2000
附录B
(提示的附录)
时间定额制定的方法
工艺文件
任务量
+查表2、表3
时间定额计算公式
+查表1
有关代号及参数值
+查表4~表11
有关标准时间使用系数及其参数值支代人公式
工序单件核算时间 min/件
手工气割560工字钢5件,下料长度6m,一头平头一头斜头,平头开坡口,计算气割工序单件核算时间?
工序名称
工字钢手工气割
技术要求
气割工序单件核算时间表
时间定额计算公式
K,=1.25,K2=1.15,Ks=1.08,B=560Ta=(0.108B+2.5)K
时间定额
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
铁路工业气焊工劳动定额制定
Formulation of work quota of gas welding for railway industry2000-07-14发布
中华人民共和国劳动和社会保障部中华人民共和国铁道部
2001-01-01实施
为了合理制定气焊劳动定额,使铁路工业在劳动定额管理上有一个统一的标准,制定本标本标准的附录A是标准的附录。
本标准的附录B是提示的附录。
本标准由铁道行业劳动定额定员标准化技术归口单位铁道部劳动工资和卫生司提出。本标准由劳动和社会保障部归口。本标准由中国铁路机车车辆工业总公司负责起草。本标准主要起草人:沈圣工。
本标准由铁道部负责解释。
中华人民共和国劳动和劳动安全行业标准LD/T71.34—2000
铁路工业气焊工劳动定额制定
Formulationofworkquotaofgasweldingforrailwayindustry本标准规定了铁路工业气割、气焊劳动定额的制定方法。本标准适用于铁路工业、施工、运输企业气焊劳动定额的制定与管理。引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T14002—1992
2劳动定额术语
GB/T14163—1993
3代号
工时消耗分类、代号和标准时间构成本标准出现的代号含义应符合表1规定。表1代号
注:本标准中的Ta、K;代号名称采用GB/T14163—1993的规定。4
气焊时间定额的制定
1气割时间定额的制定
气割时间定额的制定应符合表2规定。说
加工件的加工长度
钢材的厚度
国钢、钢管直径
型钢型号
工作内容:支垫工作,清除表面污垢,点火调气(安机调试),切割、清渣、码放工件。中华人民共和国劳动和社会保障部2000-07-14批准2001-01-01实施
钢板手工气割
钢板半自动气割
角钢手工气割
槽钢手工气割
乙型钢手工气割
工字钢手工气割制
钢管手工气制
圆钢手工气割
方钢手工气割
钢板手工开坡口
气焊时间定额的制定
LD/T71.34—2000
气割时间定额的制定公式
时间定额计算公式
Ta= (1.1147H0.603 + 4) LK
Ta= (1.3201H0.51 +2.4)LK
T±=(0.0325B+3)K
T=(0.0891B+1.2)K,
Ta=(0.137B+4.5)K,
Ta=(0.108B+2.5)K,
Ta=(0.071D+0.31)K
T±=(0.152D+0.21)K
T±=(0.163B+0.27)K,
T±(1.1084H0.6315 +3.6)LK
气焊时间定额的制定应符合表3规定。工作内容:支垫工作,清除表面污垢,点火调气,焊接、清理,码放工件。表3
卷边对焊
无坡口角接燥
无坡口对接焊
钝边V型坡口对接焊
标准时间使用系数
批量使用系数
气焊时间定额的制定公式
时间定额计算公式
T±(3.451H0.918+5.86)LK
T±= (3.532H0.926 +6.12)LK,
Te=(4.127H148 +6.85)LK;
Ta= (3.814H0.962 +7.34)LK,
工件的加工数量影响时间定额时,需采用批量系数宽放应符合表4规定。表4
1~10件
批量系数
11~30件
31~100件
工作姿势系数
工作姿势影响时间定额时,需采用工作姿势系数宽放应符合表5规定。表5
工作姿势
平焊(割)
工作姿势系数
立焊(割)
工作条件系数
工作条件影响时间定额时,需采用工作条件系数宽放应符合表6规定。156
101件以上
工作条件
LD/T71.34—2000
工作条件系数
表6:
空间大、空气流通
气体输送方式系数
空间窄小、不通风
高空、罐内、空气污浊
气体输送方式影响时间定额时,需采用气体输送系数宽放应符合表7规定。表7气体输送系数
气体输送方式
5.5设备系数
不同的设备影响时间定额时,需采用设备系数宽放应符合表8规定。表8设备系数
:气焊材料系数
半自动切割机
瓶装气体
仿型切制机
气焊材料影响时间定额时,需采用气焊材料系数宽放应符合表9规定。表9气焊材料系数此内容来自唯久标准下载网
气焊材料
接头形状系数
各种接头形状影响时间定额时,需采用接头形状系数宽放应符合表10规定。表10
接头形状系数
型钢类别
铜板、角钢、槽钢
乙字、工字、圆钢、钢管、方钢坡口系数
是否开坡口将影响时间定额时,需采用坡口系数宽放应符合表11规定。坡口系数
型钢类别
角钢、槽钢、圆钢、钢管
乙字、工字、方锅
不开被口
开坡口
LD/T 71.34—2000
附录A
(提示的附录)
有关标准的使用说明
按工艺要求进行气制,并达到工艺质量要求。A1
卷边对焊适用于3mm以下的薄板焊接。型钢手工气割定额是切一头为平头的时间,当一头平头一头斜头气割时,气割时间为平头定额乘接头形状系数。
制定方法(见图B1)
4.熟悉工艺文件
6.确定计算公式
c.明确代号含义
d.选择相关系数
e.计算时间定额
应用举例
LD/T71.34—2000
附录B
(提示的附录)
时间定额制定的方法
工艺文件
任务量
+查表2、表3
时间定额计算公式
+查表1
有关代号及参数值
+查表4~表11
有关标准时间使用系数及其参数值支代人公式
工序单件核算时间 min/件
手工气割560工字钢5件,下料长度6m,一头平头一头斜头,平头开坡口,计算气割工序单件核算时间?
工序名称
工字钢手工气割
技术要求
气割工序单件核算时间表
时间定额计算公式
K,=1.25,K2=1.15,Ks=1.08,B=560Ta=(0.108B+2.5)K
时间定额
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。