GB/T 31203-2014
基本信息
标准号: GB/T 31203-2014
中文名称:乘用车铝合金车轮铸件
标准类别:国家标准(GB)
英文名称:Aluminum alloy wheel castings for passenger car
标准状态:现行
发布日期:2014-09-03
实施日期:2015-06-01
下载格式:pdf zip
标准分类号
标准ICS号: 冶金>>有色金属>>77.120.10铝和铝合金
中标分类号:机械>>加工工艺>>J31铸造
关联标准
出版信息
出版社:中国标准出版社
页数:8页
标准价格:24.0
出版日期:2015-06-01
相关单位信息
起草人:陈玖新、乌新平、葛素静、李国伟、计国富、李静、甄跃军、乔文明
起草单位:天津立中车轮有限公司、国家铝及铝制品质量监督检验中心、河北立中有色金属集团有限公司、三门峡戴卡轮毂制造有限公司
归口单位:全国铸造标准化技术委员会(SAC/TC54)
提出单位:全国铸造标准化技术委员会(SAC/TC54)
发布部门:中华人民共和国国家质量监督检验检疫总局 中国国家标准化管理委员会
标准简介
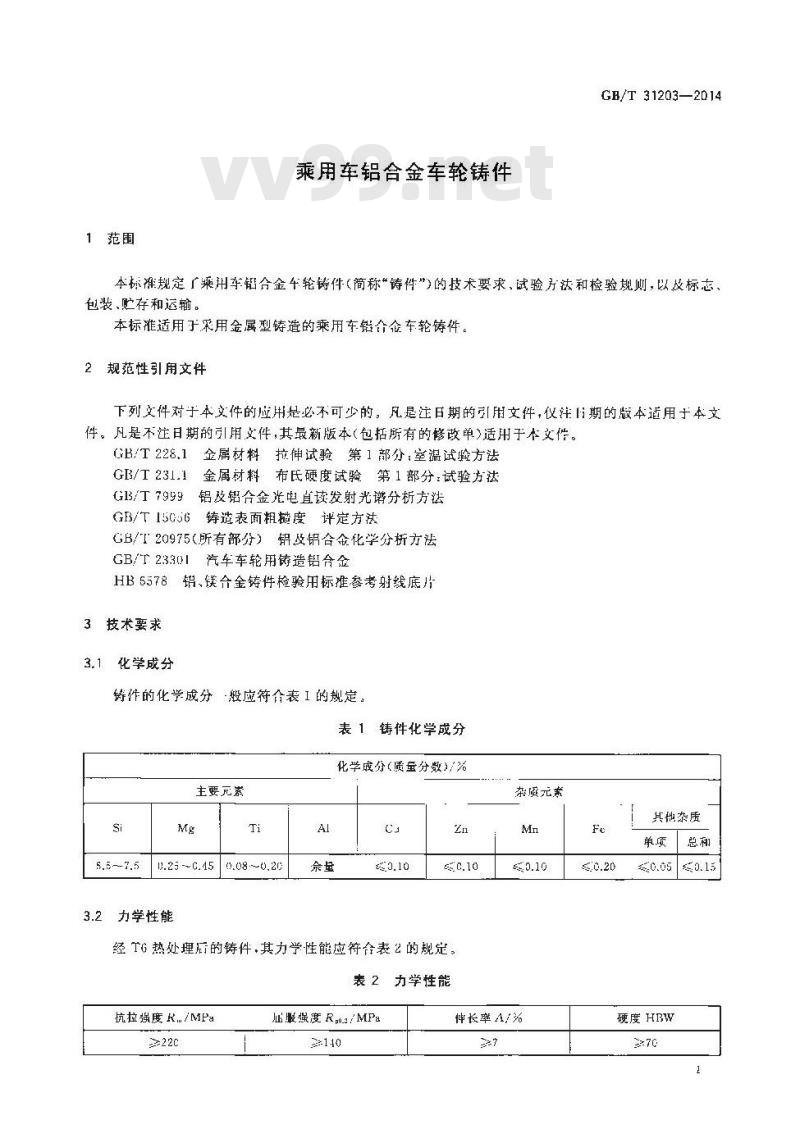
本标准规定了乘用车铝合金车轮铸件(简称“铸件”)的技术要求、试验方法和检验规则,以及标志、包装、贮存和运输。
本标准适用于采用金属型铸造的乘用车铝合金车轮铸件。
标准图片预览

标准内容
1ICS 77.120.10
中华人民共和国国家标准
GB/T 31203--2014
乘用车铝合金车轮铸件
Aluminum alloy wheel castings for passenger car2014-09-03发布
中华人民共和国国家质量监督检验检疫总局国国家标准化管理委员会
2015-06-01实施
中华人民共和国
国家标准
乘用车铝合金车轮铸件
GB/T 312C3—2014
中国标准出版社出版发行
北京市朝阳区和里西街申2号(100029)北京市西城区-里河北街16号(100045)网址spc.nrt..t
总编室:(010)64275323
发行中心:(010)51780235
读者服务部:(010)6852394G
中国标准出版社案室岛印刷」印制各地新华书店经销
JF本 880×1230 1/16
2014年9月第版
低张 0.5
字数 lu f-学
2c14 年 9 月第一次印刷
5号:155666·1-19484定价
如有印装差错
由本社发行中心调换
侵权必究
版权专有
举报电话:(010)68510107
本标准按照 GB/T 1.1
2009给出的规则起草
本标准由全国铸造标推化技术委员会(SAC/TC54)提出并归口,本标准负贵起草单位:天津文中车轮有限公司GB/T 31203--2014
本标准参加起草单位:国家铝及铝制品质量监督检验中心、河北立中有色金属集有限公司三门峡戴卡轮毂制造有限公司,
本标主要起萨人:陈玖新,乌新平、葛素静、李国伟、计国富,李静,甄跃军、乔文明。1范围Vv99.net
乘用车铝合金车轮铸件
GB/T 31203—2014
本标准规定厂乘用车铅合金车轮铸件(简称“铸件\)的技术要求,试验方法和检验规则,以及标志、包装、存和运输。
本标准适用于采用金属型铸造的乘用车铝合企车轮铸件。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仪注1期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T228.1金属材料拉伸试验第1部分:室温试验方法GB/T231.1金属材料布氏硬度试验第1部分:试验方法G13/T7999铝及铅合金光电直读发射光谱分析方法GB/T15C56铸造表面粗度评定方法GB/T20975(所有部分)铝及铝合金化学分析方法GB/T23301汽车车轮用铸造铝合金HB6578铝、镁合金铸件检验用标推参考射线底片3技术要求
化学成分
铸件的化学成分一般应符合表I的规定。表 1 铸件化学成分
化学成分(质蛋分数)/%
主要元素
13.25 -~C.45
力学性能
经 TG热处理后的铸件,其力学性能应符合表2的规定。表 2 力学性能
抗拉强度R../MPa
服强度R.0.a/MPa
杂质元素
伸长率4/%
其他杂质
硬度HBW
GB/T 312032014
3.3几何形状、尺寸和重量
3.3.1铸件的几何形状和尺寸应衍合图样的要求。图样或技术协议中末注明尺寸公差的.应符合表3的规定。
表3铸件未注尺寸公差
铸件基本尺寸/mm
19-~16
>15 - 25
25~-45
>40-~63
>63-- 105
> 100 ~-160
160~250
250--43:
400--530
>63C --1 000
3.3.?铸件平最应符合图样或技术协议的要求。3.4表面质量
公/mm
铸件应修整飞边、毛刺.表而光法.非加1表面不役有流痕、粘铝现象。3.4.1
3.4.2充许用打磨或其他方法清除铸件毛刺和表面轻微流痕,粘铅等缺陷:铸件打磨后应保证符合铸件图样尺要求。不允许打的部位应在图样、技术协议中注明。3.4.3铸件非加T表面粗糙度应不大于R,12.5μm,3.4.4当对铸件表面质量有特殊要求时,山供需双方商定。内部质盘
铸件不允许有玲隔和裂纹缺陷,3.5.1
铸件应按4.5的检查方法进行X射线无损检测,缺陷接受等级应不大了表4规定的等级数。3.5.2
表4X射线检查铸件内部缺陷接受等级缺陷名称
夹杂(低密度)
夹杂(高度)
孔形)
针孔(长形)
轮盘部位
4试验方法
4.1化学成分
GB/T 31203—2014
铸件化学成分的检验方法按GB/T20975(所有部分)或GB/T7999的规定执行。在保证分析精度的条件下,允许使用真遇检测方法,当对分析结果有异设时,应按/20975(所有部分)进行仲裁4.2力学性能
4.2.1铸件拉伸试验按GB/T228.1的规定执行。4.2.2铸件硬度试验按CB/T231.1的规定执行。4.3几何形状、尺寸和重量
4.3.1铸件的几何形状、尺寸来用适宜的量具进行测量。4.3.2铸件重量采用适宜的衡器进行测量,4.4表面质量
4.4.1月视或用适当的量具.仪器检验铸件的外观质量4.4.2铸件非加工表面的粗糙度评级按GB/T15056的规定执行,4.5内部质量
用X射线方法检验时,诗件内部气孔、夹杂、针孔、缩孔、疏松等缺陷评级按HB6578的规定执行。5检验规卿
5.1组批
铸件应成批提交检验,以每8h热处理下线铸件为…批。5.2抽样方案
铸件化学成分、力学性能、几何形状、八寸、重量和内部质量的轴样方案出供需双方商定。5.3化学成分
5.3.1铸件化学成分分析应从铸件本体上取样,取样部位由供需双方商定,5.3.2铸件化学成分第一次分析不合格时,允许重新取样分析。如第二次分析仍出现不合格,则该批铸件的化学成分不合格。
5.4力学性能
5.4.1铸件拉伸试验和硬度试验应从铸件本体1:取样,取样部位按GB/T23301的规定执行。5.4.2当被抽检的样品力学性能不合格时,可加抽检,重新取样检验力学性能。如果加倍拍检的结果都合格,该批铸件力学性能合格,否则判定不合格。5.4.3尚当试样存在铸造缺陷造成检验结果不合格的,不计人检验次数中,但是需要更换试样章新送检5.5几何形状、尺寸和置量
铸件元何形状、尺寸和重量检验不符合3.3要求,则判定该铸件不合格:GB/T 31203 ---2014
5.6表面质量
5.6.1铸件的表而质量应逐件检验,5.6.2铸件表面质量检查不符合3.4要求,则判定该铸件不合格。5.7内部质量
铸件内部质量检变不符合3.5要求,则对该批铸件逐件检验,合格铸件重新组批。6标志、包装、贮存和运输
6.1标志
车轮筹件应在车轮装胎后的可见位置永久性地标记下列信息,各种标记应清晰可见:a)公司名称或商标、代号;
b)制造年份及H期;
c)最人设计载荷;
dt)车轮的规格利偏距。
包装、贮存和运输
铸件的包装和贮存应满足在存放期间不锈蚀、在运输小无机板损伤。版权专有侵权必究
-书号:155056 1-49484
GB/T31203-2014
定价:
14.00J元
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国国家标准
GB/T 31203--2014
乘用车铝合金车轮铸件
Aluminum alloy wheel castings for passenger car2014-09-03发布
中华人民共和国国家质量监督检验检疫总局国国家标准化管理委员会
2015-06-01实施
中华人民共和国
国家标准
乘用车铝合金车轮铸件
GB/T 312C3—2014
中国标准出版社出版发行
北京市朝阳区和里西街申2号(100029)北京市西城区-里河北街16号(100045)网址spc.nrt..t
总编室:(010)64275323
发行中心:(010)51780235
读者服务部:(010)6852394G
中国标准出版社案室岛印刷」印制各地新华书店经销
JF本 880×1230 1/16
2014年9月第版
低张 0.5
字数 lu f-学
2c14 年 9 月第一次印刷
5号:155666·1-19484定价
如有印装差错
由本社发行中心调换
侵权必究
版权专有
举报电话:(010)68510107
本标准按照 GB/T 1.1
2009给出的规则起草
本标准由全国铸造标推化技术委员会(SAC/TC54)提出并归口,本标准负贵起草单位:天津文中车轮有限公司GB/T 31203--2014
本标准参加起草单位:国家铝及铝制品质量监督检验中心、河北立中有色金属集有限公司三门峡戴卡轮毂制造有限公司,
本标主要起萨人:陈玖新,乌新平、葛素静、李国伟、计国富,李静,甄跃军、乔文明。1范围Vv99.net
乘用车铝合金车轮铸件
GB/T 31203—2014
本标准规定厂乘用车铅合金车轮铸件(简称“铸件\)的技术要求,试验方法和检验规则,以及标志、包装、存和运输。
本标准适用于采用金属型铸造的乘用车铝合企车轮铸件。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仪注1期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T228.1金属材料拉伸试验第1部分:室温试验方法GB/T231.1金属材料布氏硬度试验第1部分:试验方法G13/T7999铝及铅合金光电直读发射光谱分析方法GB/T15C56铸造表面粗度评定方法GB/T20975(所有部分)铝及铝合金化学分析方法GB/T23301汽车车轮用铸造铝合金HB6578铝、镁合金铸件检验用标推参考射线底片3技术要求
化学成分
铸件的化学成分一般应符合表I的规定。表 1 铸件化学成分
化学成分(质蛋分数)/%
主要元素
13.25 -~C.45
力学性能
经 TG热处理后的铸件,其力学性能应符合表2的规定。表 2 力学性能
抗拉强度R../MPa
服强度R.0.a/MPa
杂质元素
伸长率4/%
其他杂质
硬度HBW
GB/T 312032014
3.3几何形状、尺寸和重量
3.3.1铸件的几何形状和尺寸应衍合图样的要求。图样或技术协议中末注明尺寸公差的.应符合表3的规定。
表3铸件未注尺寸公差
铸件基本尺寸/mm
19-~16
>15 - 25
25~-45
>40-~63
>63-- 105
> 100 ~-160
160~250
250--43:
400--530
>63C --1 000
3.3.?铸件平最应符合图样或技术协议的要求。3.4表面质量
公/mm
铸件应修整飞边、毛刺.表而光法.非加1表面不役有流痕、粘铝现象。3.4.1
3.4.2充许用打磨或其他方法清除铸件毛刺和表面轻微流痕,粘铅等缺陷:铸件打磨后应保证符合铸件图样尺要求。不允许打的部位应在图样、技术协议中注明。3.4.3铸件非加T表面粗糙度应不大于R,12.5μm,3.4.4当对铸件表面质量有特殊要求时,山供需双方商定。内部质盘
铸件不允许有玲隔和裂纹缺陷,3.5.1
铸件应按4.5的检查方法进行X射线无损检测,缺陷接受等级应不大了表4规定的等级数。3.5.2
表4X射线检查铸件内部缺陷接受等级缺陷名称
夹杂(低密度)
夹杂(高度)
孔形)
针孔(长形)
轮盘部位
4试验方法
4.1化学成分
GB/T 31203—2014
铸件化学成分的检验方法按GB/T20975(所有部分)或GB/T7999的规定执行。在保证分析精度的条件下,允许使用真遇检测方法,当对分析结果有异设时,应按/20975(所有部分)进行仲裁4.2力学性能
4.2.1铸件拉伸试验按GB/T228.1的规定执行。4.2.2铸件硬度试验按CB/T231.1的规定执行。4.3几何形状、尺寸和重量
4.3.1铸件的几何形状、尺寸来用适宜的量具进行测量。4.3.2铸件重量采用适宜的衡器进行测量,4.4表面质量
4.4.1月视或用适当的量具.仪器检验铸件的外观质量4.4.2铸件非加工表面的粗糙度评级按GB/T15056的规定执行,4.5内部质量
用X射线方法检验时,诗件内部气孔、夹杂、针孔、缩孔、疏松等缺陷评级按HB6578的规定执行。5检验规卿
5.1组批
铸件应成批提交检验,以每8h热处理下线铸件为…批。5.2抽样方案
铸件化学成分、力学性能、几何形状、八寸、重量和内部质量的轴样方案出供需双方商定。5.3化学成分
5.3.1铸件化学成分分析应从铸件本体上取样,取样部位由供需双方商定,5.3.2铸件化学成分第一次分析不合格时,允许重新取样分析。如第二次分析仍出现不合格,则该批铸件的化学成分不合格。
5.4力学性能
5.4.1铸件拉伸试验和硬度试验应从铸件本体1:取样,取样部位按GB/T23301的规定执行。5.4.2当被抽检的样品力学性能不合格时,可加抽检,重新取样检验力学性能。如果加倍拍检的结果都合格,该批铸件力学性能合格,否则判定不合格。5.4.3尚当试样存在铸造缺陷造成检验结果不合格的,不计人检验次数中,但是需要更换试样章新送检5.5几何形状、尺寸和置量
铸件元何形状、尺寸和重量检验不符合3.3要求,则判定该铸件不合格:GB/T 31203 ---2014
5.6表面质量
5.6.1铸件的表而质量应逐件检验,5.6.2铸件表面质量检查不符合3.4要求,则判定该铸件不合格。5.7内部质量
铸件内部质量检变不符合3.5要求,则对该批铸件逐件检验,合格铸件重新组批。6标志、包装、贮存和运输
6.1标志
车轮筹件应在车轮装胎后的可见位置永久性地标记下列信息,各种标记应清晰可见:a)公司名称或商标、代号;
b)制造年份及H期;
c)最人设计载荷;
dt)车轮的规格利偏距。
包装、贮存和运输
铸件的包装和贮存应满足在存放期间不锈蚀、在运输小无机板损伤。版权专有侵权必究
-书号:155056 1-49484
GB/T31203-2014
定价:
14.00J元
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。