JC 532-1994
基本信息
标准号: JC 532-1994
中文名称:建材机械钢焊接件通用技术条件
标准类别:建筑材料行业标准(JC)
标准状态:已作废
发布日期:1994-02-17
实施日期:1994-11-01
作废日期:2007-11-01
下载格式:pdf zip
标准分类号
标准ICS号: 91.110
中标分类号:建材>>建材机械与设备>>Q90建材机械与设备综合
关联标准
替代情况:被JC/T 532-2007替代
出版信息
出版社:建材工业出版社
页数:17页
标准价格:18.0
相关单位信息
标准简介
标准图片预览
标准内容
中华人民共和国建材行业标准
JC532-94
建材机械钢焊接件通用技术条件1994-02-17发布
国家建筑材料工业局发布
标准投换网.bz8om.com各类标准行业资科免费下费1994-11-01实施
中华人民共和国建材行业标准
建材机械钢焊接件通用技术条件1主题内容与适用范围
本标准规定了建材机械钢焊接件的技术要求、试验方法和检验规则。JC532-—94
本标准适用于建材机械中产品标准或图样无特殊要求的碳素钢、低合金钢和奥氏体钢的熔化焊焊、接件(以下简称焊接件)。
2引用标准
GB324焊缝符号表示法
GB985气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸GB986埋弧焊焊缝坡口的基本形式和尺寸GB1958
GB2649
GB2650
GB2651
GB2652
GB2653
GB2654
GB2655
GB2656
GB3323
GB3375
GB5185
GB6416
GB6417
GB11345
形状和位置公差检测规定
焊接接头机械性能试验取样方法焊接接头冲击试验方法
焊接接头拉仲试验方法
焊缝及熔敷金属拉伸试验法
焊接接头弯曲及压扁试验方法
焊接接头及堆焊金属硬度试验方法焊接接头应变时效敏感性试验方法焊缝金属和焊接接头的疲劳试验法钢熔化焊对接接头射线照相和质量分级焊接名词术语
金属焊接及钎焊方法在图样上的表示代号影响钢熔化焊接头质量的技术因素金属熔化焊焊缝缺陷分类及说明钢焊缝手工超声波探伤方法和探伤结果的分级GB12212
ZBJ04005
ZBJ04006
技术制图焊缝符号的尺寸、比例及简化表示法渗透探伤方法
钢铁材料磁粉探伤方法
ZBH24001
ZBJ59002
3术语
旋转磁场磁粉探伤方法
热切割
焊接术语按GB3375的规定。
3.2焊缝缺陷术语按GB6417的规定。国家建筑材料工业局1994-02-17批准标准况援网mbm1994-11-01实施
4技术要求
4.1焊接结构设计
JC532--94
4.1.1焊接结构应根据GB6416的有关规定设计。4.1.2图样上焊缝符号、焊接方法的表示代号及制图要求应分别符合GB324GB5185及GB12212的规定。
4.2材料
所用的母材和焊接材料均应有出厂质量合格证明书或机械制造厂质量复验合格证明书,焊接材料的保管应符合有关规定。
4.3坡口
4.3.1气焊,手工电弧焊、气体保护焊和埋弧焊焊缝坡口的形式和尺寸应分别符合GB985和GB986的规定。
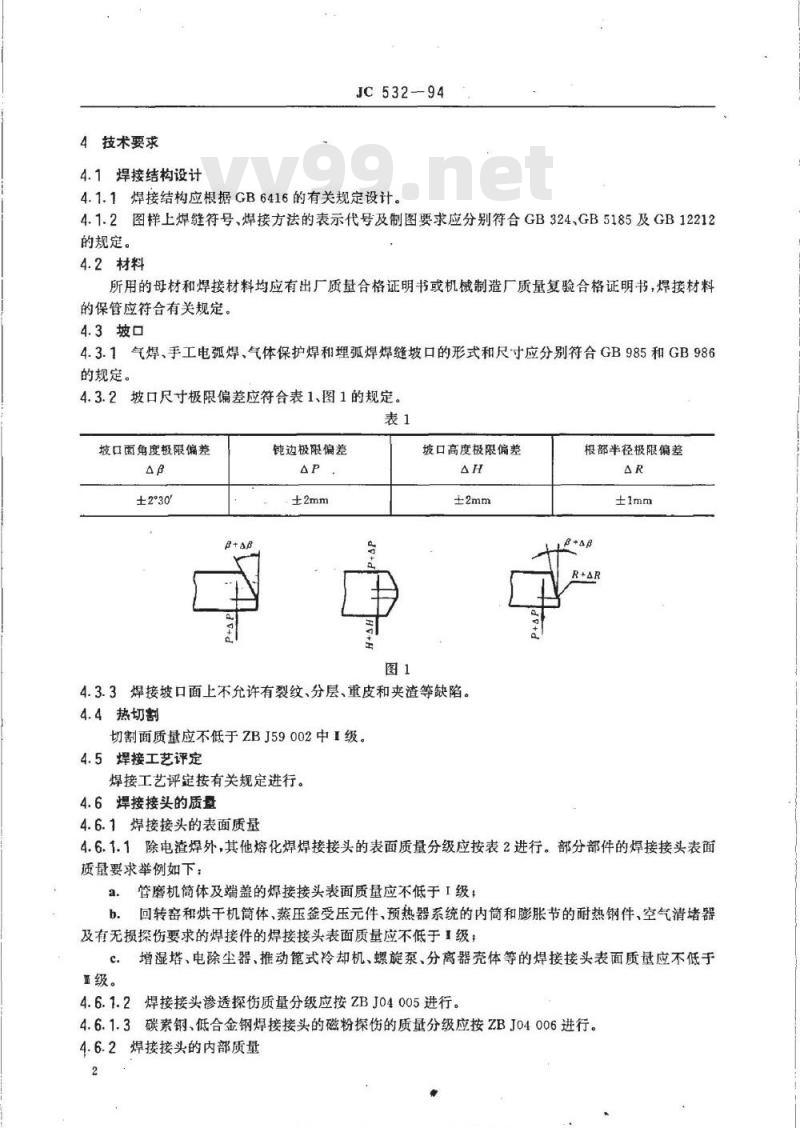
4.3.2坡口尺寸极限偏差应符合表1、图1的规定。表1
坡口面角度极限偏差
±2°30″
钝边极限偏差
坡口高度极限偏差
4.3.3焊接坡口面上不允许有裂纹、分层、重皮和夹渣等缺陷。4.4热切割
切割面质量应不低于ZBJ59002中I级4.5焊接工艺评定
焊接工艺评定按有关规定进行。4.6焊接接头的质量
4.6.1焊接接头的表面质量
根部半径极限偏差
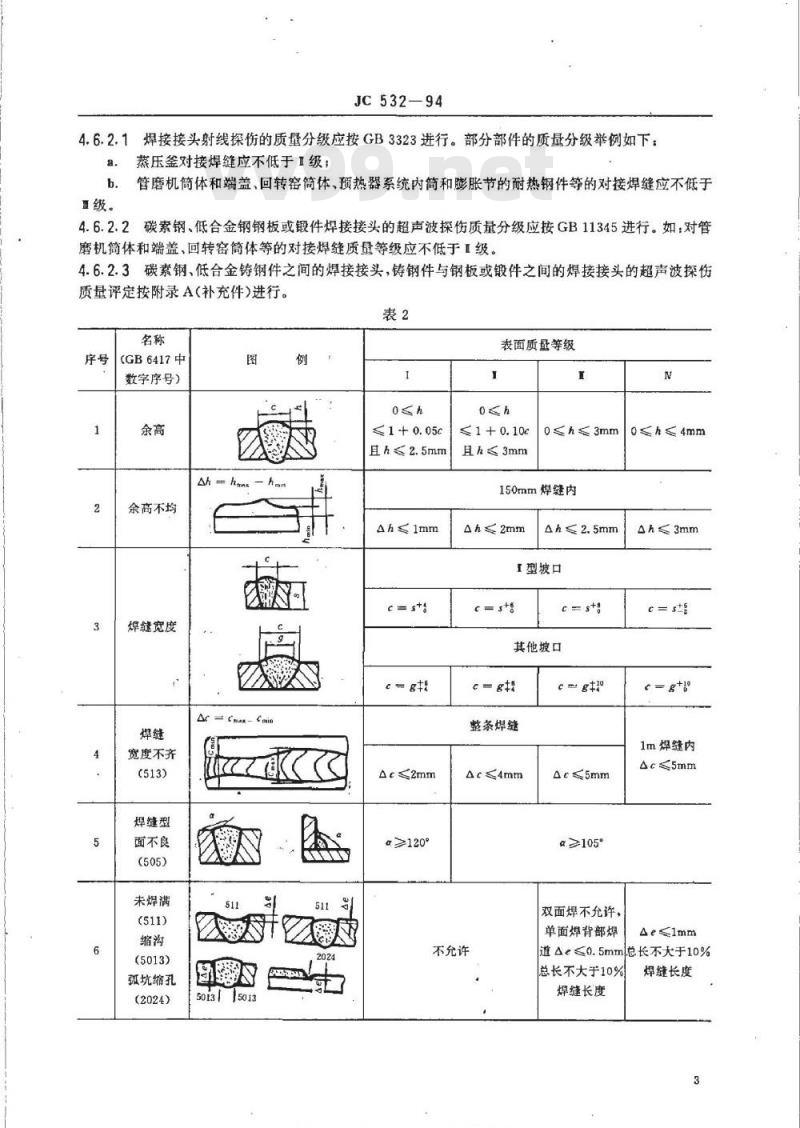
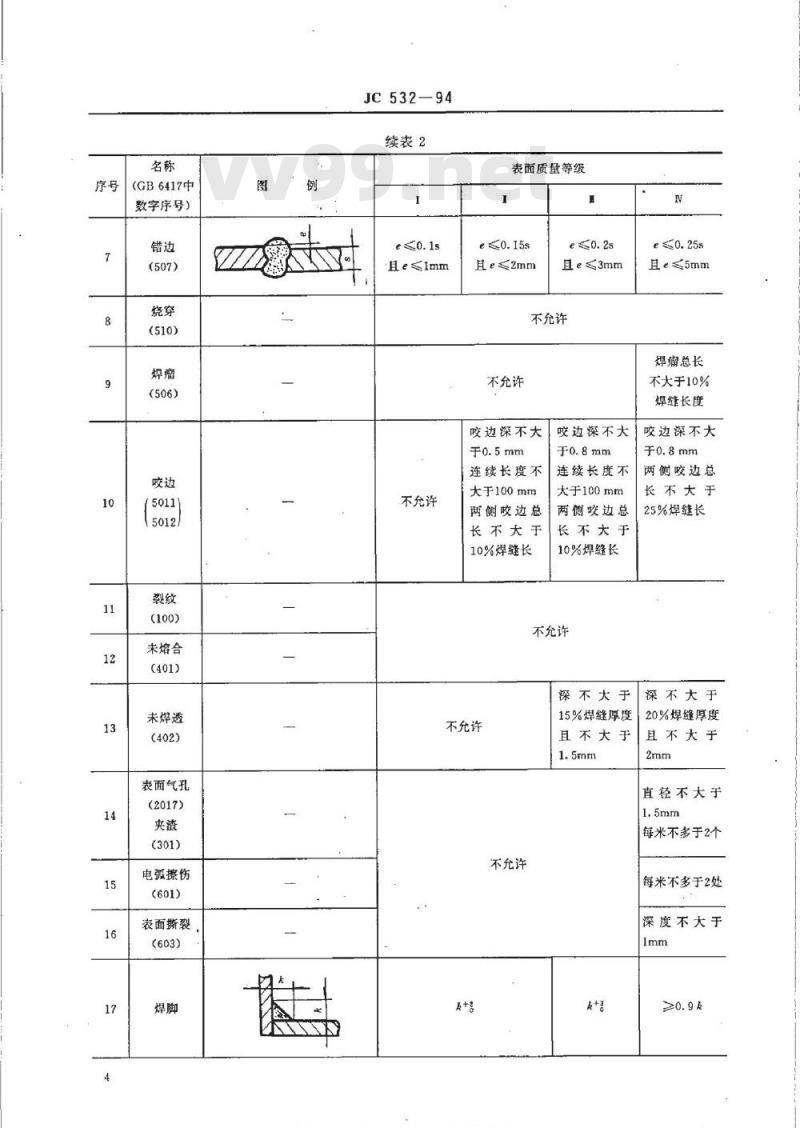
4.6.1.1除电渣焊外,其他熔化焊焊接接头的表面质量分级应按表2进行。部分部件的焊接接头表面质量要求举例如下:
管磨机筒体及端盖的焊接接头表面质量应不低于I级;a.
回转密和烘干机筒体、蒸压签受压元件、预热器系统的内筒和膨胀节的耐热钢件、空气清堵器及有无损探伤要求的焊接件的焊接接头表面质量应不低于1级;C
亚级。
增湿塔、电除尘器、推动式冷却机、螺旋泵、分离器壳体等的焊接接头表面质基应不低于4.6.1.2焊接接头渗透探伤质量分级应按ZBJ04005进行。4.6.1.3碳素钢、低合金钢焊接接头的磁粉探伤的质量分级应按ZBJ04006进行。4.6.2焊接接头的内部质量
标准损提网b各类标准行业资料免费下额JC532—94
4.6.2.1焊接接头射线探伤的质量分级应按GB3323进行。部分部件的质量分级举例如下蒸压签对接焊缝应不低于I级;
管磨机筒体和端盖,回转窑筒体预热器系统内简和膨胀节的耐热钢件等的对接焊缝应不低于b.
置级。
4.6.2.2碳素钢、低合金钢钢板或锻件焊接接头的超声波探伤质量分级应按GB11345进行。如:对管磨机筒体和端盖、回转窑筒体等的对接焊缝质量等级应不低于「级。4.6.2.3碳素钢、低合金铸钢件之间的焊接接头,铸钢件与钢板或锻件之间的焊接接头的超声波探伤质量评定按附录A(补充件)进行。表2
(GB6417中
数字序号)
余高不均
焊缝宽度
宽度不齐
焊缝型
面不良
未焊满
(5013)
弧坑缩孔
(2024)
≤1+0.05c
且h≤2.5mm
Ah≤lmm
c= s+$
α≥120°
表面质量等级
≤1+0.10c
且h≤3mm
0≤h3mm
150mm焊缝内
4h≤2mm
Ah≤2.5mm
I型玻口
其他坡口
整条焊缝
Ac≤4mm
不允许
标准损提网m,bzanencom各类标准行业资料免费下教emgto
Ae≤5mm
a≥105°
双面焊不允许,
单面焊背部焊
0≤h≤4mm
Ah≤3mm
1m焊缝内
Ac≤5mm
道么e≤0.5mm总长不于10%
总长不大于10%
焊缝长度
焊缝长度
(GB6417中
数字序号)
(507)
(5011)
未熔合
未焊透
表面气孔
(2017)
电弧擦伤
表面撕裂
JC532-94
续表2
且e1mm
不允许
表面质量等级
e≤0.15s
e≤2mm
且e≤3mm
不允许
不允许
咬边深不大
连续长度不
大于100mm
两侧咬边总
长不大于
10%焊缝长
且e5mm
焊瘤总长
不大于10%
焊缝长度
咬边深不大
咬边深不大
连续长度不
大于100mm
两侧咬边总
长不大于
10%焊缝长
不允许
深不大于
15%焊缝厚度
不允许
且不大于
不允许
标准损提网mbm&+
两侧咬边总
长不大于
25%焊缝长
深不大于
20%焊缝厚度
且不大于
直径不大于
每米不多于2个
每米不多于2处
深度不大于
(GB6417中
数字序号)
焊脚不对称
焊缝凸度
焊缝凹度
km-Kain
JC532—94
续表2
表面质量等级
Ah≤1+Vv99.net
且≤1.5mml
不允许
且h,≤1mm
4.6.2.4奥氏体钢的焊接接头不允许采用超声波探伤。4.6.3焊缝的严密性试验
焊缝在严密性试验时应无渗漏。4.7焊接件的公差
4.7.1焊接件的尺寸极限偏差应符合表3的规定。表3
,≤2+
且4k≤4mm
Ak≤5mm
≤1+0.15ah≤1+0.20a
h≤1+ 0.10h
且h,3mm
hz≤0.2+
且hg1mm
极限偏差等级
公称尺寸
>315~630
>630~1000
>1000~1600
>1600~2500
>2500~4000
>4000~6300
>6300~10000
极限偏差值
且h4mm
且h≤5mm
h≤0.3+0.05a
且hz≤2mm
标准捷网m.bza口mo.ccm±2.5
公称尺寸
>10000~16000
>16000~20000
>20000
部分部件的尺寸极限偏差举例如下:a.
JC532-—94
续表3
极限偏差等级
极限偏差值
电除尘器的立柱、底梁尺寸的极限偏差应不低于A级;管磨机、螺旋泵的尺寸极限偏差应不低于B级:c
回转窑、预热器系统、增湿塔、蒸压釜、分离器壳体、推动篦式冷却机、烘干机,电除尘器其他部件、箱式给料机、真空挤砖机、辊式细碎机、双轴搅揽拌机、空气清堵器等焊接件的尺寸极限偏差应不低于C级。
焊接件的角度极限偏差,△α应符合表4的规定。如图样上不标注角度而只标注长度尺寸,则e/L4.7.2
的极限偏差应符合表5的规定。表中符号示例见图2。注:对于标注角度的极限偏差,以角的焊接件短边作为基准边,其长度亦可从特定的基准点引出,此时应将基准点在图样上标出。
极限偏差等级
焊接件短边的公称尺寸
>315~1000
焊接件短边的公称尺寸
>315~1000
±20″
±30°
极限偏差值
极限偏差等级
极限偏差值云(×10-\)
标准技网mm.bza口mo.ccm各类标准行业统料免费下±18
±130°
±115*
基准点
JC532-94
基准点
4.7.3焊接件的直线度和平面度公差应符合表6的规定。表6
公差等级
公称尺寸
>120~315
>315~630
>630~1000
>1000~1600
>1600~2500
>2500~4000
>4000~6300
>6300~10000
>10000~16000
>16000~20000
>20000
公差值
标注尺寸
基准点
4.7.4筒节纵向或环向对接焊缝处形成的棱角度E≤0.1s十2mm,且不大于5mm(见图3)。标准授损网m.b2mn.品客美标准行业资料免费下赖mm
JC532-94
4.7.5简节同一断面上最大直径与最小直径之差(Dmax一Dmia)≤1%D,(D为筒体内径mm),且不大于25mm
4.7.6筒简节的周长差不大于±0.25%D。4.7.7简节端面偏差f不大于2mm(见图4)。图4
4.8焊缝返修
4.8.1当焊缝上发现有不允许的缺陷,经清除后需要返修,焊缝同一部位的返修次数不宜超过两次。超过两次以上的返修,每次均需经制造单位技术总负责人批准。焊缝返修的次数,部位和返修情况应记入产品质基证明书。
4.8.2要求焊后热处理的焊接件,应在热处理前返修,如在热处理后还需返修时,返修后应再作热处理。
4.9焊接试板
当产品标准或图样规定要带焊接试板时,试板应符合本条的规定。4.9.1试板的材料必须与焊接件的材料具有相同的牌号、厚度和热处理工艺。4.9.2单块试板的宽度不小于150mm,试板的长度应满足试样的尺寸和数量以及试样的下料余量和按6.4条进行复试试样尺寸的要求。试板两端的舍弃长度,对手工焊不小于30mm,对自动焊不小于40mm,如有引弧板及引出板时,可不舍弃。4.9.3只做纵向焊缝的试板,试板必须接在焊缝的延长部位,由施焊焊接件的焊工,按纵焊缝焊接工艺8
标准授损网m.b2.品客美标准行业资料免费下载同时施焊。
JC532—94
4.9.4有热处理要求的焊接件,试板应随焊接件一起进行热处理。4.9.5试板的焊缝经表面质量检验合格后,需经射线或超声波探伤检查,评定标准与所代表的焊缝相同。
4.9.6焊接试板性能试验项目及合格标准由产品标准或图样规定.当未规定试验项目时,则应测定焊接接头的常带温抗拉强度,进行焊接接头弯曲试验。当母材标准中有冲击功规定值时,还应进行焊接接头的冲击韧性试验。
4.9.7焊接试板机械性能应符合下列要求:a。焊接接头拉力试样常温抗拉强度应不低于母材标准规定值的下限;b。焊接接头三个相同缺口位置冲击试样的冲击功平均值应不低于母材标准规定值的下限,单个试样冲击功应不低于母材规定值的70%;c.焊接接头弯曲试验的弯曲角度,碳素钢及奥氏体钢在双面焊时为180°,单面焊时为90;其他钢种双面焊时为100°,单面焊时为50°,当弯到规定角度后,其受拉面上不得有横向(沿试样宽度方向)长度大于1.5mm或纵向(沿试样长度方向)长度大于3mm的裂纹或缺陷。试样的梭角开裂不计,但焊接缺陷引起的试样棱角开裂应计入评定;d。由不同母材组成的焊接接头,其机械性能按较低者评定。4.10焊后消除应力热处理
焊后消除应力热处理应符合附录B(补充件)的规定。5试验方法
5.1对于4.3.2规定之坡口偏差尺寸检验采用焊接量规或其他适当的测量工具进行。5.2对于4.6.1.1规定之焊接接头表面质量检验前,焊缝两侧的熔渣、飞溅物和其他污物必须清除干净,然后用肉眼或不大于5倍放大镜并采用焊接量规或其他辅助量具进行。5.3对4.6.1.2规定之透探伤方法应按ZBJ04005进行。5.4对4.6.1.3规定之磁粉探伤方法应按ZBJ04006或ZBH24001进行。5.5对4.6.2.1规定之射线探伤方法应按GB3323进行。射线照相质量等级应不低于A级。5.6对4.6.2.2规定之超声波探伤方法应按GB11345进行,检验等级应不低于B级。5.7对4.6.2.3规定之超声波探伤方法应按附录A(补充件)进行。5.8对4.6.3规定之焊缝严密性试验采用煤油渗漏法检验时,在被试验焊缝一面先涂上白垩粉,待干燥后,在另一面上涂以大量煤油,经2030min后,观察涂白垩粉面,以涂白垩粉面无黑色油斑为无渗漏。试验时,气温不应低于5℃。
5.9对4.7.3规定之焊接件的直线度和平面度检测按GB1958进行。5.10对4.7.4规定之棱角度检测,纵焊缝应采用弦长等于1/6D,且不小于300mm样板进行(见图3)环焊缝应采用长度不小于300mm的检验直尺进行。5.11对4.9.7规定的焊接试板的机械性能试验应按GB2649~2656进行:a。对4.9.7a项规定之焊接拉力试样数量为2个,b。对4.9.7b项规定之焊接接头冲击试验的试验温度及缺口形状应与母材标准规定相同,缺口位置在焊缝上及热影响区上的试样各3个;c,对4.9.7c项规定之焊接接头弯曲试验,弯轴直径为3倍的试样厚度,支座间距离为5.2倍的试样厚度。当试样厚度小于20mm时,面弯,背弯各1个,当试样厚度大于或等于20mm时,侧弯2个。6检验规则
6.1对4.6.1.2,4.6.1.3,4.6.2,4.7.3和4.9条规定之检验,应按产品标准或图样的规定进行全部检验9
标准投损网bzag.ccm各类标准行业资料充费下载JC532—94
或抽样检验。当产品标准或图样无规定时,则不进行检验。6.2除6.1条规定的抽样检验或不检验外,其余均应全部检验。焊接试板的内部质量为全部检验。6.3焊接接头内部质量检验的抽样比例由产品标准或图样规定。每条焊缝均应按规定比例抽样,每个对接T字焊缝处必须检验。当抽样检验发现有不允许的缺陷时,应在该缺陷两端的延伸部位增加检查长度,进行扩大检验,增加长度为该焊缝长度的10%,且不小于250mm。如仍有不允许的缺陷时,则对该条焊缝进行全部检验。焊缝上所有不允许的缺陷应按4.8条进行返修。焊缝最终质量应符合原检验要求。6.4对4.9条规定之焊接试板性能不合格时复试应符合下列规定;a.对4.9.7a项及4.9.7c项规定之焊接接头抗拉强度及弯曲性能试验不合格允许复验,对不合格项目取双倍试样进行复验,合格指标应分别符合4.9.7a项及4.9.7c项;b.对4.9.7b项规定之焊接接头冲击试验不合格时,可再取一组(3个)与不合格试样相同缺口位置的试样进行试验,合格指标为:前后两组6个试样冲击功平均值不得低于母材标准规定值,允许有2个试样小于母材规定值,但其中小于母材规定值70%的只允许有1个;c.
其余性能不合格时的复试规则由产品标准或图样规定。6.5对于按6.4条进行复试仍不合格的焊缝应予报废。标准换报网m.bzeoep,cem各类标准行业资料免费下教主题内容与适用范围
JC532-94
附录A
铸钢件焊缝超声波探伤方法和质墅评定(补充件)
本附录规定了建材机械铸钢件焊缝超声波探伤方法和质量评定。本附录适用于碳素钢,低合金钢铸件之间的焊缝或它们与钢板、锻件之间焊缝的超声波探伤。本附录不适用于一侧或二侧母材为奥氏体钢的焊缝;内径小于200mm的环形焊缝及纵向焊缝。A2双晶探头
对探测深度不大于25mm的探伤,应使用夹角为12的双晶探头。A3试块·
A3.1试块应用具有与被检材料相似声响应的铸钢制成,每块试块侧面应有表示其材料及试块本身的永久性代号。
A3.2纵波直探头的标准参考试块见图A1.其基本组应由表A1所示试块组成,如果检验厚度超过250mm,则按最大检验厚度设计附加试块。L±o.5
A3.3双晶探头用的参考试块见图A2,其尺寸见表A2。0.03
标准扶抗网ms,bsnoso/com各类标准行业资科免费下裁其余6.3
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
JC532-94
建材机械钢焊接件通用技术条件1994-02-17发布
国家建筑材料工业局发布
标准投换网.bz8om.com各类标准行业资科免费下费1994-11-01实施
中华人民共和国建材行业标准
建材机械钢焊接件通用技术条件1主题内容与适用范围
本标准规定了建材机械钢焊接件的技术要求、试验方法和检验规则。JC532-—94
本标准适用于建材机械中产品标准或图样无特殊要求的碳素钢、低合金钢和奥氏体钢的熔化焊焊、接件(以下简称焊接件)。
2引用标准
GB324焊缝符号表示法
GB985气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸GB986埋弧焊焊缝坡口的基本形式和尺寸GB1958
GB2649
GB2650
GB2651
GB2652
GB2653
GB2654
GB2655
GB2656
GB3323
GB3375
GB5185
GB6416
GB6417
GB11345
形状和位置公差检测规定
焊接接头机械性能试验取样方法焊接接头冲击试验方法
焊接接头拉仲试验方法
焊缝及熔敷金属拉伸试验法
焊接接头弯曲及压扁试验方法
焊接接头及堆焊金属硬度试验方法焊接接头应变时效敏感性试验方法焊缝金属和焊接接头的疲劳试验法钢熔化焊对接接头射线照相和质量分级焊接名词术语
金属焊接及钎焊方法在图样上的表示代号影响钢熔化焊接头质量的技术因素金属熔化焊焊缝缺陷分类及说明钢焊缝手工超声波探伤方法和探伤结果的分级GB12212
ZBJ04005
ZBJ04006
技术制图焊缝符号的尺寸、比例及简化表示法渗透探伤方法
钢铁材料磁粉探伤方法
ZBH24001
ZBJ59002
3术语
旋转磁场磁粉探伤方法
热切割
焊接术语按GB3375的规定。
3.2焊缝缺陷术语按GB6417的规定。国家建筑材料工业局1994-02-17批准标准况援网mbm1994-11-01实施
4技术要求
4.1焊接结构设计
JC532--94
4.1.1焊接结构应根据GB6416的有关规定设计。4.1.2图样上焊缝符号、焊接方法的表示代号及制图要求应分别符合GB324GB5185及GB12212的规定。
4.2材料
所用的母材和焊接材料均应有出厂质量合格证明书或机械制造厂质量复验合格证明书,焊接材料的保管应符合有关规定。
4.3坡口
4.3.1气焊,手工电弧焊、气体保护焊和埋弧焊焊缝坡口的形式和尺寸应分别符合GB985和GB986的规定。
4.3.2坡口尺寸极限偏差应符合表1、图1的规定。表1
坡口面角度极限偏差
±2°30″
钝边极限偏差
坡口高度极限偏差
4.3.3焊接坡口面上不允许有裂纹、分层、重皮和夹渣等缺陷。4.4热切割
切割面质量应不低于ZBJ59002中I级4.5焊接工艺评定
焊接工艺评定按有关规定进行。4.6焊接接头的质量
4.6.1焊接接头的表面质量
根部半径极限偏差
4.6.1.1除电渣焊外,其他熔化焊焊接接头的表面质量分级应按表2进行。部分部件的焊接接头表面质量要求举例如下:
管磨机筒体及端盖的焊接接头表面质量应不低于I级;a.
回转密和烘干机筒体、蒸压签受压元件、预热器系统的内筒和膨胀节的耐热钢件、空气清堵器及有无损探伤要求的焊接件的焊接接头表面质量应不低于1级;C
亚级。
增湿塔、电除尘器、推动式冷却机、螺旋泵、分离器壳体等的焊接接头表面质基应不低于4.6.1.2焊接接头渗透探伤质量分级应按ZBJ04005进行。4.6.1.3碳素钢、低合金钢焊接接头的磁粉探伤的质量分级应按ZBJ04006进行。4.6.2焊接接头的内部质量
标准损提网b各类标准行业资料免费下额JC532—94
4.6.2.1焊接接头射线探伤的质量分级应按GB3323进行。部分部件的质量分级举例如下蒸压签对接焊缝应不低于I级;
管磨机筒体和端盖,回转窑筒体预热器系统内简和膨胀节的耐热钢件等的对接焊缝应不低于b.
置级。
4.6.2.2碳素钢、低合金钢钢板或锻件焊接接头的超声波探伤质量分级应按GB11345进行。如:对管磨机筒体和端盖、回转窑筒体等的对接焊缝质量等级应不低于「级。4.6.2.3碳素钢、低合金铸钢件之间的焊接接头,铸钢件与钢板或锻件之间的焊接接头的超声波探伤质量评定按附录A(补充件)进行。表2
(GB6417中
数字序号)
余高不均
焊缝宽度
宽度不齐
焊缝型
面不良
未焊满
(5013)
弧坑缩孔
(2024)
≤1+0.05c
且h≤2.5mm
Ah≤lmm
c= s+$
α≥120°
表面质量等级
≤1+0.10c
且h≤3mm
0≤h3mm
150mm焊缝内
4h≤2mm
Ah≤2.5mm
I型玻口
其他坡口
整条焊缝
Ac≤4mm
不允许
标准损提网m,bzanencom各类标准行业资料免费下教emgto
Ae≤5mm
a≥105°
双面焊不允许,
单面焊背部焊
0≤h≤4mm
Ah≤3mm
1m焊缝内
Ac≤5mm
道么e≤0.5mm总长不于10%
总长不大于10%
焊缝长度
焊缝长度
(GB6417中
数字序号)
(507)
(5011)
未熔合
未焊透
表面气孔
(2017)
电弧擦伤
表面撕裂
JC532-94
续表2
且e1mm
不允许
表面质量等级
e≤0.15s
e≤2mm
且e≤3mm
不允许
不允许
咬边深不大
连续长度不
大于100mm
两侧咬边总
长不大于
10%焊缝长
且e5mm
焊瘤总长
不大于10%
焊缝长度
咬边深不大
咬边深不大
连续长度不
大于100mm
两侧咬边总
长不大于
10%焊缝长
不允许
深不大于
15%焊缝厚度
不允许
且不大于
不允许
标准损提网mbm&+
两侧咬边总
长不大于
25%焊缝长
深不大于
20%焊缝厚度
且不大于
直径不大于
每米不多于2个
每米不多于2处
深度不大于
(GB6417中
数字序号)
焊脚不对称
焊缝凸度
焊缝凹度
km-Kain
JC532—94
续表2
表面质量等级
Ah≤1+Vv99.net
且≤1.5mml
不允许
且h,≤1mm
4.6.2.4奥氏体钢的焊接接头不允许采用超声波探伤。4.6.3焊缝的严密性试验
焊缝在严密性试验时应无渗漏。4.7焊接件的公差
4.7.1焊接件的尺寸极限偏差应符合表3的规定。表3
,≤2+
且4k≤4mm
Ak≤5mm
≤1+0.15ah≤1+0.20a
h≤1+ 0.10h
且h,3mm
hz≤0.2+
且hg1mm
极限偏差等级
公称尺寸
>315~630
>630~1000
>1000~1600
>1600~2500
>2500~4000
>4000~6300
>6300~10000
极限偏差值
且h4mm
且h≤5mm
h≤0.3+0.05a
且hz≤2mm
标准捷网m.bza口mo.ccm±2.5
公称尺寸
>10000~16000
>16000~20000
>20000
部分部件的尺寸极限偏差举例如下:a.
JC532-—94
续表3
极限偏差等级
极限偏差值
电除尘器的立柱、底梁尺寸的极限偏差应不低于A级;管磨机、螺旋泵的尺寸极限偏差应不低于B级:c
回转窑、预热器系统、增湿塔、蒸压釜、分离器壳体、推动篦式冷却机、烘干机,电除尘器其他部件、箱式给料机、真空挤砖机、辊式细碎机、双轴搅揽拌机、空气清堵器等焊接件的尺寸极限偏差应不低于C级。
焊接件的角度极限偏差,△α应符合表4的规定。如图样上不标注角度而只标注长度尺寸,则e/L4.7.2
的极限偏差应符合表5的规定。表中符号示例见图2。注:对于标注角度的极限偏差,以角的焊接件短边作为基准边,其长度亦可从特定的基准点引出,此时应将基准点在图样上标出。
极限偏差等级
焊接件短边的公称尺寸
>315~1000
焊接件短边的公称尺寸
>315~1000
±20″
±30°
极限偏差值
极限偏差等级
极限偏差值云(×10-\)
标准技网mm.bza口mo.ccm各类标准行业统料免费下±18
±130°
±115*
基准点
JC532-94
基准点
4.7.3焊接件的直线度和平面度公差应符合表6的规定。表6
公差等级
公称尺寸
>120~315
>315~630
>630~1000
>1000~1600
>1600~2500
>2500~4000
>4000~6300
>6300~10000
>10000~16000
>16000~20000
>20000
公差值
标注尺寸
基准点
4.7.4筒节纵向或环向对接焊缝处形成的棱角度E≤0.1s十2mm,且不大于5mm(见图3)。标准授损网m.b2mn.品客美标准行业资料免费下赖mm
JC532-94
4.7.5简节同一断面上最大直径与最小直径之差(Dmax一Dmia)≤1%D,(D为筒体内径mm),且不大于25mm
4.7.6筒简节的周长差不大于±0.25%D。4.7.7简节端面偏差f不大于2mm(见图4)。图4
4.8焊缝返修
4.8.1当焊缝上发现有不允许的缺陷,经清除后需要返修,焊缝同一部位的返修次数不宜超过两次。超过两次以上的返修,每次均需经制造单位技术总负责人批准。焊缝返修的次数,部位和返修情况应记入产品质基证明书。
4.8.2要求焊后热处理的焊接件,应在热处理前返修,如在热处理后还需返修时,返修后应再作热处理。
4.9焊接试板
当产品标准或图样规定要带焊接试板时,试板应符合本条的规定。4.9.1试板的材料必须与焊接件的材料具有相同的牌号、厚度和热处理工艺。4.9.2单块试板的宽度不小于150mm,试板的长度应满足试样的尺寸和数量以及试样的下料余量和按6.4条进行复试试样尺寸的要求。试板两端的舍弃长度,对手工焊不小于30mm,对自动焊不小于40mm,如有引弧板及引出板时,可不舍弃。4.9.3只做纵向焊缝的试板,试板必须接在焊缝的延长部位,由施焊焊接件的焊工,按纵焊缝焊接工艺8
标准授损网m.b2.品客美标准行业资料免费下载同时施焊。
JC532—94
4.9.4有热处理要求的焊接件,试板应随焊接件一起进行热处理。4.9.5试板的焊缝经表面质量检验合格后,需经射线或超声波探伤检查,评定标准与所代表的焊缝相同。
4.9.6焊接试板性能试验项目及合格标准由产品标准或图样规定.当未规定试验项目时,则应测定焊接接头的常带温抗拉强度,进行焊接接头弯曲试验。当母材标准中有冲击功规定值时,还应进行焊接接头的冲击韧性试验。
4.9.7焊接试板机械性能应符合下列要求:a。焊接接头拉力试样常温抗拉强度应不低于母材标准规定值的下限;b。焊接接头三个相同缺口位置冲击试样的冲击功平均值应不低于母材标准规定值的下限,单个试样冲击功应不低于母材规定值的70%;c.焊接接头弯曲试验的弯曲角度,碳素钢及奥氏体钢在双面焊时为180°,单面焊时为90;其他钢种双面焊时为100°,单面焊时为50°,当弯到规定角度后,其受拉面上不得有横向(沿试样宽度方向)长度大于1.5mm或纵向(沿试样长度方向)长度大于3mm的裂纹或缺陷。试样的梭角开裂不计,但焊接缺陷引起的试样棱角开裂应计入评定;d。由不同母材组成的焊接接头,其机械性能按较低者评定。4.10焊后消除应力热处理
焊后消除应力热处理应符合附录B(补充件)的规定。5试验方法
5.1对于4.3.2规定之坡口偏差尺寸检验采用焊接量规或其他适当的测量工具进行。5.2对于4.6.1.1规定之焊接接头表面质量检验前,焊缝两侧的熔渣、飞溅物和其他污物必须清除干净,然后用肉眼或不大于5倍放大镜并采用焊接量规或其他辅助量具进行。5.3对4.6.1.2规定之透探伤方法应按ZBJ04005进行。5.4对4.6.1.3规定之磁粉探伤方法应按ZBJ04006或ZBH24001进行。5.5对4.6.2.1规定之射线探伤方法应按GB3323进行。射线照相质量等级应不低于A级。5.6对4.6.2.2规定之超声波探伤方法应按GB11345进行,检验等级应不低于B级。5.7对4.6.2.3规定之超声波探伤方法应按附录A(补充件)进行。5.8对4.6.3规定之焊缝严密性试验采用煤油渗漏法检验时,在被试验焊缝一面先涂上白垩粉,待干燥后,在另一面上涂以大量煤油,经2030min后,观察涂白垩粉面,以涂白垩粉面无黑色油斑为无渗漏。试验时,气温不应低于5℃。
5.9对4.7.3规定之焊接件的直线度和平面度检测按GB1958进行。5.10对4.7.4规定之棱角度检测,纵焊缝应采用弦长等于1/6D,且不小于300mm样板进行(见图3)环焊缝应采用长度不小于300mm的检验直尺进行。5.11对4.9.7规定的焊接试板的机械性能试验应按GB2649~2656进行:a。对4.9.7a项规定之焊接拉力试样数量为2个,b。对4.9.7b项规定之焊接接头冲击试验的试验温度及缺口形状应与母材标准规定相同,缺口位置在焊缝上及热影响区上的试样各3个;c,对4.9.7c项规定之焊接接头弯曲试验,弯轴直径为3倍的试样厚度,支座间距离为5.2倍的试样厚度。当试样厚度小于20mm时,面弯,背弯各1个,当试样厚度大于或等于20mm时,侧弯2个。6检验规则
6.1对4.6.1.2,4.6.1.3,4.6.2,4.7.3和4.9条规定之检验,应按产品标准或图样的规定进行全部检验9
标准投损网bzag.ccm各类标准行业资料充费下载JC532—94
或抽样检验。当产品标准或图样无规定时,则不进行检验。6.2除6.1条规定的抽样检验或不检验外,其余均应全部检验。焊接试板的内部质量为全部检验。6.3焊接接头内部质量检验的抽样比例由产品标准或图样规定。每条焊缝均应按规定比例抽样,每个对接T字焊缝处必须检验。当抽样检验发现有不允许的缺陷时,应在该缺陷两端的延伸部位增加检查长度,进行扩大检验,增加长度为该焊缝长度的10%,且不小于250mm。如仍有不允许的缺陷时,则对该条焊缝进行全部检验。焊缝上所有不允许的缺陷应按4.8条进行返修。焊缝最终质量应符合原检验要求。6.4对4.9条规定之焊接试板性能不合格时复试应符合下列规定;a.对4.9.7a项及4.9.7c项规定之焊接接头抗拉强度及弯曲性能试验不合格允许复验,对不合格项目取双倍试样进行复验,合格指标应分别符合4.9.7a项及4.9.7c项;b.对4.9.7b项规定之焊接接头冲击试验不合格时,可再取一组(3个)与不合格试样相同缺口位置的试样进行试验,合格指标为:前后两组6个试样冲击功平均值不得低于母材标准规定值,允许有2个试样小于母材规定值,但其中小于母材规定值70%的只允许有1个;c.
其余性能不合格时的复试规则由产品标准或图样规定。6.5对于按6.4条进行复试仍不合格的焊缝应予报废。标准换报网m.bzeoep,cem各类标准行业资料免费下教主题内容与适用范围
JC532-94
附录A
铸钢件焊缝超声波探伤方法和质墅评定(补充件)
本附录规定了建材机械铸钢件焊缝超声波探伤方法和质量评定。本附录适用于碳素钢,低合金钢铸件之间的焊缝或它们与钢板、锻件之间焊缝的超声波探伤。本附录不适用于一侧或二侧母材为奥氏体钢的焊缝;内径小于200mm的环形焊缝及纵向焊缝。A2双晶探头
对探测深度不大于25mm的探伤,应使用夹角为12的双晶探头。A3试块·
A3.1试块应用具有与被检材料相似声响应的铸钢制成,每块试块侧面应有表示其材料及试块本身的永久性代号。
A3.2纵波直探头的标准参考试块见图A1.其基本组应由表A1所示试块组成,如果检验厚度超过250mm,则按最大检验厚度设计附加试块。L±o.5
A3.3双晶探头用的参考试块见图A2,其尺寸见表A2。0.03
标准扶抗网ms,bsnoso/com各类标准行业资科免费下裁其余6.3
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。