GB/T 14764-1993
基本信息
标准号: GB/T 14764-1993
中文名称:手用钢锯条
标准类别:国家标准(GB)
英文名称:Hand hacksaw blades
标准状态:已作废
发布日期:1993-01-02
实施日期:1994-10-01
作废日期:2009-09-01
下载格式:pdf zip
标准分类号
标准ICS号: 机械制造>>25.140手持工具
中标分类号:机械>>工艺装备>>J47手工工具
关联标准
替代情况:被GB/T 14764-2008代替
出版信息
出版社:中国标准出版社
页数:出版社:
标准价格:10.0
相关单位信息
首发日期:1993-12-21
复审日期:2004-10-14
起草单位:“手用钢锯条”标准起草组
归口单位:全国五金制品标准化技术委员会
发布部门:国家技术监督局
主管部门:中国轻工业联合会
标准简介
本标准规定了手用钢锯条的术语、产品分类、技术要求、试验方法与检验规则及标志、包装、运输及贮存。本标准适用于手用钢锯条(以下简称锯条)。
标准图片预览
标准内容
中华人民共和国国家标准
Hand hacksaw blades
1主题内容与适用范围
GB/T 14764-93
本标准规定了手用钢锯条的术语、产品分类、技术要求、试验方法与检验规则及标志、包装、运输及贮存。
本标准适用于手用钢锯条(以下简称锯条)。2引用标准
GB/T 230
金属洛氏硬度试验法
GB 2828
逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB3525
弹簧钢、工具钢冷轧钢带
锯条用冷轧钢带
GB3529
GB 5305
3术语
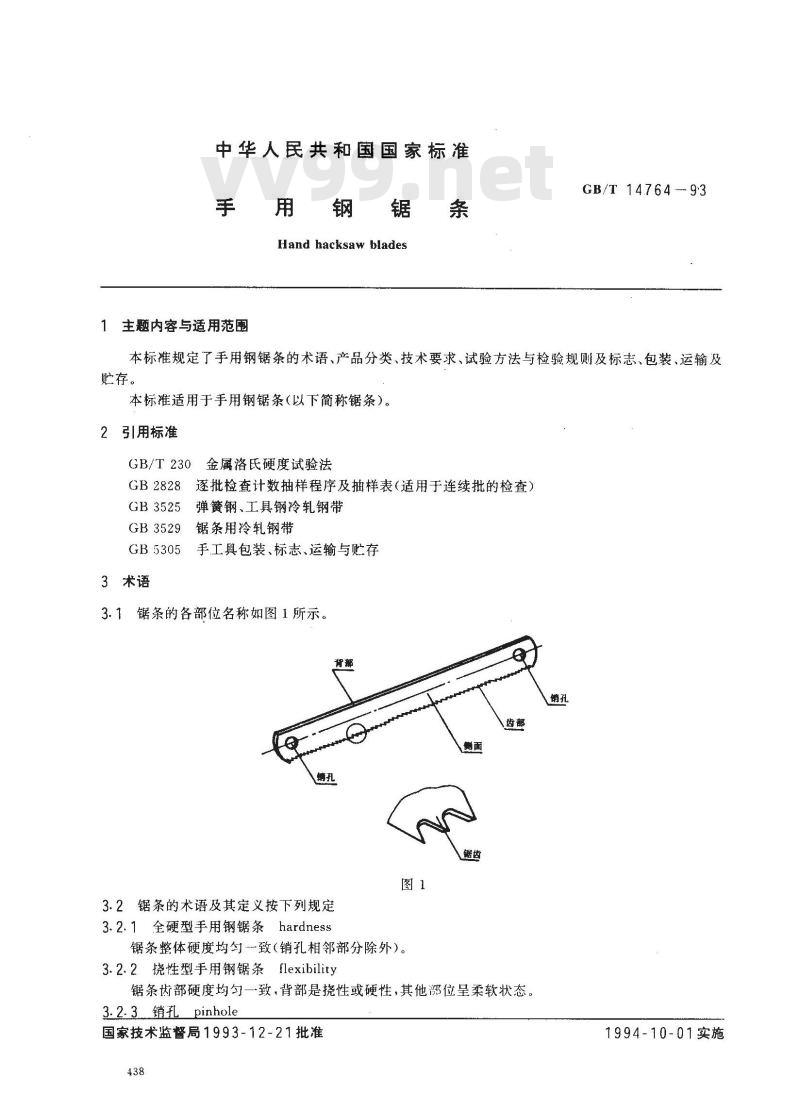
手工具包装、标志、运输与贮存3.1锯条的各部位名称如图1所示。背部
3.2锯条的术语及其定义按下列规定3.2.1全硬型手用钢锯条hardness锯条整体硬度均匀致(销孔相邻部分除外)。3.2.2挠性型手用钢锯条flexibility锯条齿部硬度均匀一致,背部是挠性或硬性,其他部位呈柔软状态。3.2.3销孔pinhole
国家技术监督局1993-12-21批准438
1994-10-01实施
用于装夹锯条的孔。
3.2.4锯齿tooth
齿状部分,用作锯切刃缘。
3.2.5 齿部 toothed edge
锯齿沿锯条全长形成的纵向边。3.2.6背部backedge
与齿部相对并平行的纵向边。
3.2.7 侧面 side
齿部与背部之间的两个平面。
4产品分类
GB/T 14764—93
4.1锯条按其特性分为全硬型(以H表示)和挠性型(以F表示)二种。4.2、锯条按其材质分为优质碳素结构钢(以D表示)、碳素(合金)工具钢(以T表示)、高速钢、双金属复合钢(以G表示)三种。
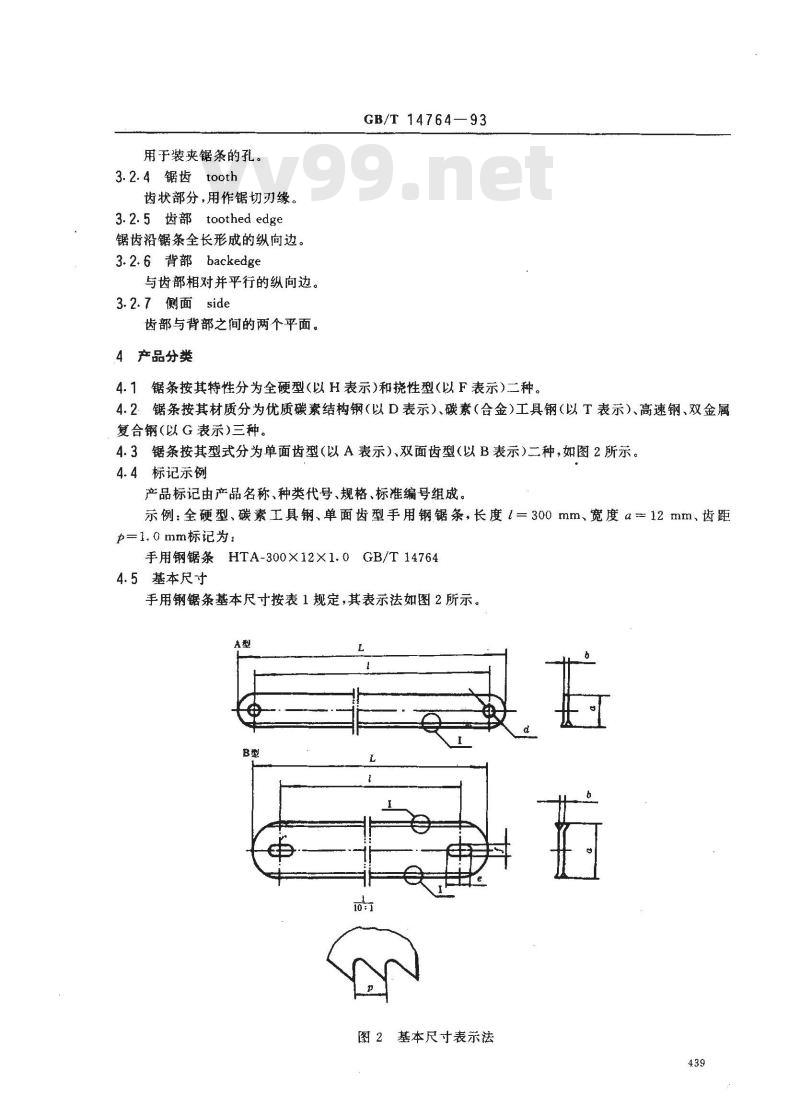
4.3锯条按其型式分为单面齿型(以A表示)、双面齿型(以B表示)二种,如图2所示4.4标记示例
产品标记由产品名称、种类代号、规格、标准编号组成。示例:全硬型、碳素工具钢、单面齿型手用钢锯条,长度l=300mm、宽度a=12mm、齿距p=1.0mm标记为:
手用钢锯条HTA-300×12×1.0GB/T147644.5基本尺寸
手用钢锯条基本尺寸按表1规定,其表示法如图2所示。A型
图2基本尺寸表示法
长度1
GB/T14764-93
厚度5
注:1)锯条的齿形角和锯路宽参照附录A(参考件)。偏差
2特殊用途的锯条·其基本尺寸不受本标准限制。5技术要求
5.1材料
销孔!
企长1
不大手
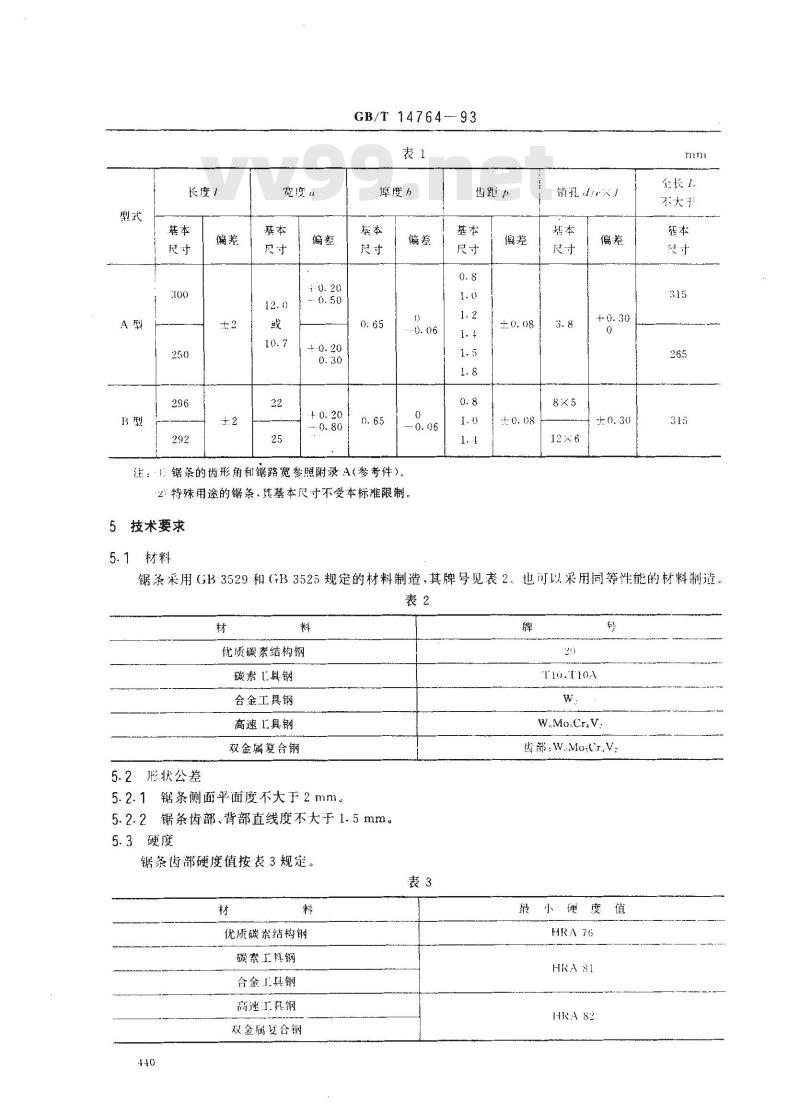
锯条采用GB3529和(GB3525规定的材料制造,其牌号见表2。也可以采用同等性能的材料制造表2
优质碳素结构钢
碳素具钢
合金工具钢
高速工具钢
双金属复合钢
5.2形状公差
5.2.1锯条侧面平面度不大于2mm。5.2.2锯条齿部、背部直线度不大于1.5mm。5.3硬度
锯条齿部硬度值按表3规定。
优质磁素结构钢
碳素工具钢
合金工具钢
高速工具钢
双金属合钢
W.Mo.Cr,.V.
齿部:WMo.Cr.V:
小硬度值
5.4锯切性能要求
GB/T14764—93
5.4.1锯条的锯切性能数值按表4规定。5.4.2锯切后,切片截面倾斜应不大于3mm。表4
250×12. 0
300×12.0
300×10.7
250×10.7
5.5弹性
优质碳素结构钢、碳素
工具钢、合金工具钢
最大锯切时间,min
第一片
第五片
高速钢、双金属复合钢
最大锯切时间,min
第一片
全硬型锯条经弯曲试验后不得产生裂纹,其永久变形量不得大于5.2.1条的规定。5.6表面质量
5.6.1锯条表面不应有裂纹、气泡、生锈等缺陷。5.6.2涂漆锯条漆层应色泽一致,厚度均匀。6试验方法
6.1尺寸检验
第五片
锯条尺寸采用通用量具测量,应符合4.5条的规定,测量齿距时,采用工具显微镜测量,在一支锯条上一次测相邻连续六齿,取其平均值。6.2形位公差检验
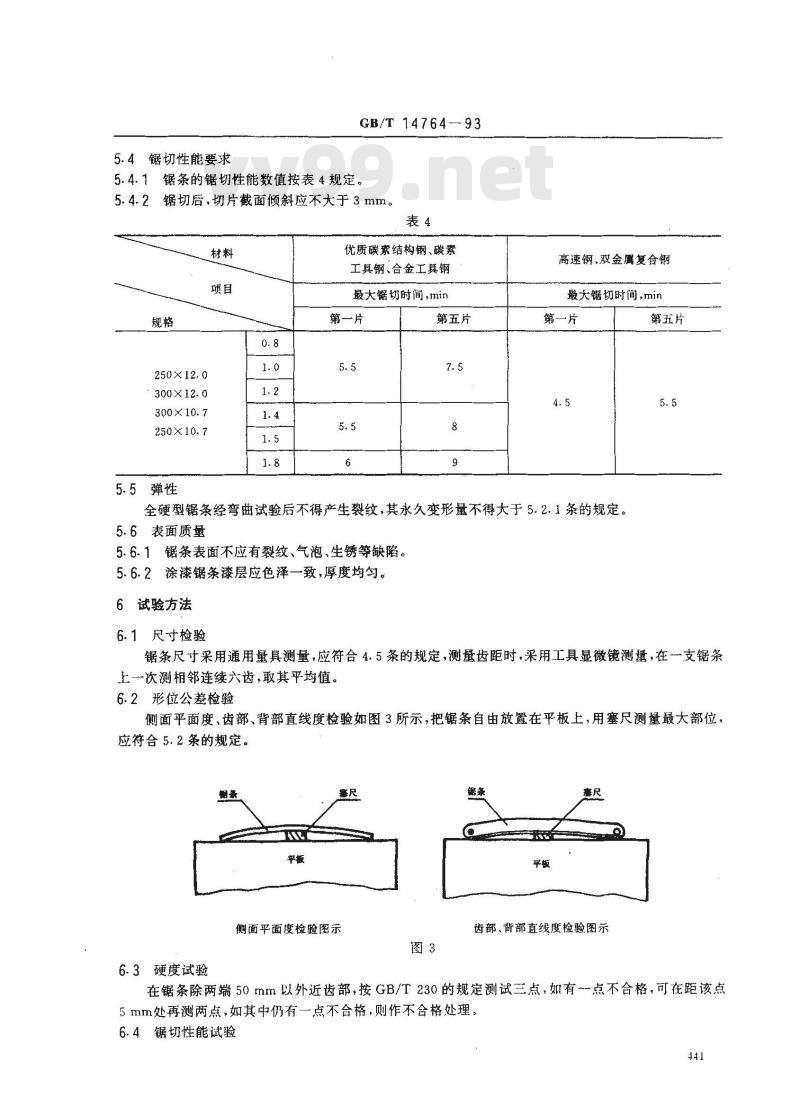
侧面平面度、齿部、背部直线度检验如图3所示,把锯条自由放置在平板上,用塞尺测量最大部位,应符合5.2条的规定。
侧面平面度检验图示
6.3硬度试验
齿部、背部直线度检验图示
在锯条除两端50mm以外近齿部,按GB/T230的规定测试三点,如有~点不合格,可在距该点5mm处再测两点,如其中仍有一点不合格,则作不合格处理,6.4锯切性能试验
GB/T14764—93
6.4.1锯条锯切试验应在SGJS90-1型专用锯切试验机上进行试验,试验结果应符合表4的规定。锯切试验机的要求参照附录B(参考件)。6.4.2锯切后,切片截面倾斜用0级90°宽座角尺与塞尺测量。测量时将角尺座放在锯切试验机工作台面上,用塞尺测量试棒端面与角尺之间的间隙,应符合5.4.2条的规定。6.4.3试验时不用冷却剂。
6.4.4锯切用试材
锯切用试材采用40Gr钢,直径为25-8.2tmm的圆棒。a.
试材经调质处理,表面硬度值为:b.
优质碳素结构钢、碳素工具钢、合金工具钢锯条用试材,硬度值HRC24~27。高速钢、双金属复合钢锯条用试材硬度值HRC34~37。6.5弹性试验
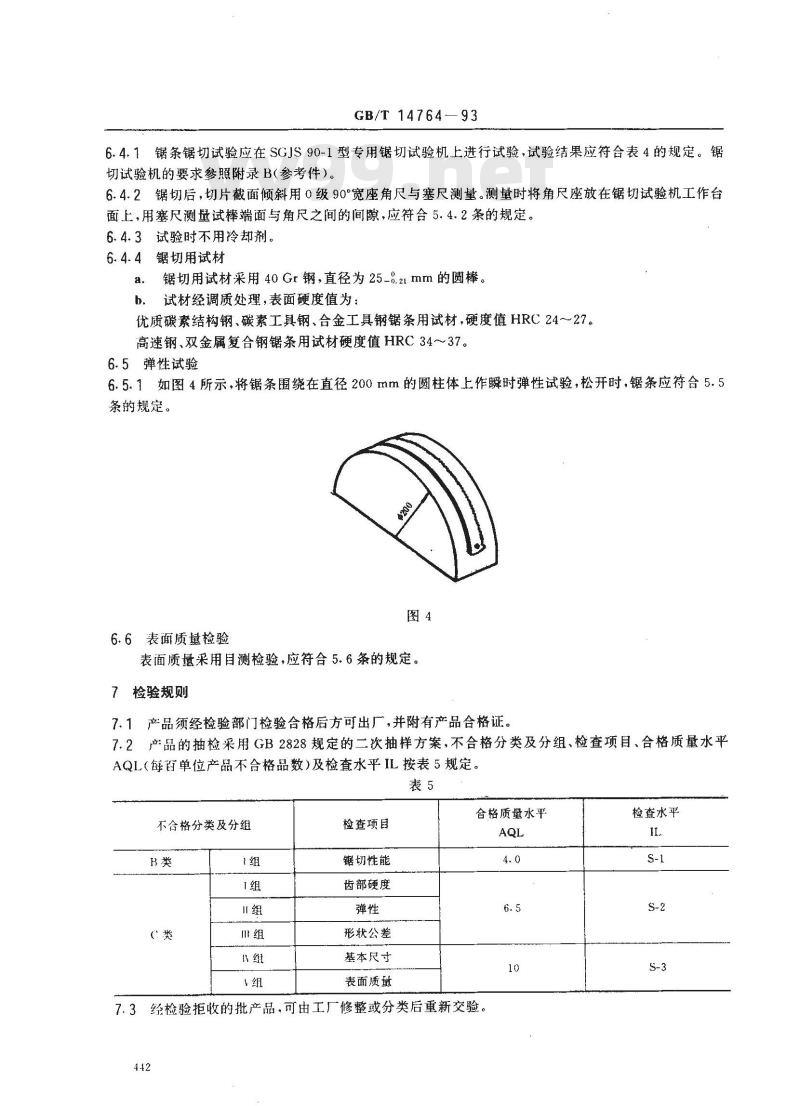
6.5.1如图4所示,将锯条围绕在直径200mm的圆柱体上作瞬时弹性试验,松开时,锯条应符合5.5条的规定。
6.6表面质量检验
表面质量采用目测检验,应符合5.6条的规定。7检验规则
7.1产品须经检验部门检验合格后方可出厂,并附有产品合格证。7.2产品的抽检采用GB2828规定的二次抽样方案,不合格分类及分组、检查项目、合格质量水平AQL(每百单位产品不合格品数)及检查水平IL按表5规定。表5
不合格分类及分组
检查项目
锯切性能
齿部硬度
形状公差
基本尺寸
表面质
合格质量水平
7.3经检验拒收的批产品,可由工厂修整或分类后重新交验。442
检查水平
8产品分级
GB/T14764-93
8.1凡符合本标准全部要求的为一级品。8.2除硬度、锯切性能项目以外,基本尺寸与形位公差按一级品偏差放宽50%为二级品。9包装、标志、运输与贮存
9、1产品的包装、标志、运输与贮存按GB5305规定。9.2产品在符合GB5305规定的贮存条件下,由出厂日期起九个月内,锯条产生锈蚀,厂方应负责为订货单位整理或更换。
A1齿形角形状如图A1,参数见表A1。齿
距,mm
0.8、1.0、1.2
1.4、1.5、1.8
GB/T 14764—93
附录A
手用钢锯条几何参数
(参考件)
46°~~53°
50°~58°
锯路型式如图A2,锯路宽(h)见表A2。A2
交叉形锯路
基本尺寸
波浪形锯路
2°~ 2°
(除两端35mm外)
B1试验设备
GB/T14764-93
附录B
SGJJ90-1型
手用钢锯条锯切试验机技术要求及检定规程(参考件)
B1.1锯切试验机应符合下列要求:a.
锯切试验机应处于良好的状态,特别是行程的直线性要准确,避免过大的振动。弓锯架的滑动导轨应能充分自由活动,以防由行程运动时产生的摩擦变化。弓锯架运动平面与水平面垂直,试棒中心线与偏心轮中心线在同一水平线上。行程向前时进行锯切。
锯条相对于试验机滑杆的锯切方向有1°15°士10'的倾斜夹角。锯切试验机行程为150土1mm。
锯切试验机锯切速度为64士2次行程/min。试棒在试验机上装夹定位应方便,当锯弓移动时,试棒与锯条销孔的距离不得少于50mm。i
弓锯架在返回行程时,往复运动的滑杆不得抬高。j.弓锯架包括往复运动滑杆所产生的静态载荷是由垂直悬挂在试棒之上的弹簧秤在试验机达到行程中点时测得55士1N。如图B1所示。k.锯切试验机往复运动所产生的垂直向下的轻微动态载荷不作计算。B2锯条夹角的测量
锯条与主滑杆之间形成的夹角,可用下列方法进行测量。将锯条绷紧在锯架上,采用一止动块使主滑杆与试验机工作台台面保持平行。用高度尺测量锯条两销孔处的垂直高度。测量所得两点高度之差除以两销孔之间的长度,即为锯条相对于主滑杆的夹角的正切角。注:锯条相对于锯切试验机滑杆锯切方向成α=115土10°夹角。试棒及锯条模向中心线
55 ±1N免费下载标准就来唯久标准网
主滑杆中心线(便之处于水平状态)())糖条
锯条中心毁
+-锯切行程方向
电脑显示屏(附打印)
少凝转方向
(遭时针)
图B1锯条锯切试验时静载荷的测定方法平衡块
3锯条的细紧应力测量
GB/T14764—93
施加于锯条上的规定绷紧应力所必需的锯条绷紧螺钉旋进量可以采取用手将螺钉旋进,到锯条绷紧为止。
B4试验机精度的测量
锯切试验机的精度,在150mm的行程中,其垂直偏差应在0.05mm以下。测试时,采用0级90°宽座角尺与塞尺为测量工具,并配以型式与基本尺寸类似锯条的其厚度为3~5mm,不平行度小于0.01mm的无齿锯条标样。标样材质为45号钢,经调质处理后,硬度为HRC30~~40,其平面表面粗糖度R.3.2。a.与台虎钳钳口的垂直度:在150mm行程范围内,将90宽座角尺座紧贴固定钳口夹持平面,用塞尺测量锯条标样平面与角尺之间的间隙;用同样方法将角尺座紧贴固定钳口另一夹持平面,然后测量之。
b.与工作台台面的垂直度:在150mm行程范围内,将90°宽座角尺座安放在锯切试验机工作台台面上,用塞尺测量锯条标样平面与角尺之间的间隙。c.锯架运动的直线度和垂直度:用锯条标样安装在锯架上,将90°宽座角尺安放在锯切试验机工作台台面上,然后分别前后、上下移动锯架,用塞尺测量锯条标样与角尺的间隙。B5试验机电脑控制器使用方法
将220V电源接通后,如电脑控制器无故障,所有显示“0”。此时表明控制器已进入准备状态,可进行有关的键盘操作和数据输入。信息输入完毕,即可进行锯切试验。B6锯切试验条件
B6.1锯切试验机应处于良好状态,特别是行程的直线性要准确,避免过大的振动。B6.2锯条锯切试验机的静态载荷应校准到55士1N。B6.3确保夹紧试棒的钳口与号锯架运动平面的垂直度,在150mm行程中,误差不得超过0.05mm。B6.4确保试棒上面无凸出的边缘。B7试验结果
完成每次锯切试验后,要有记录锯切试验数据的报告单。附加说明:
本标准由中国轻工总会提出。
本标准由全国工具五金标准化分技术委员会归口。本标准由上海工具工业研究所、上海锯条总厂、青岛锯条厂、太行锯条厂、宁波锯条厂等负责起草。本标准主要起草人程永丰、郭琳、胡立伟、张学刚、倪有永。446
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
Hand hacksaw blades
1主题内容与适用范围
GB/T 14764-93
本标准规定了手用钢锯条的术语、产品分类、技术要求、试验方法与检验规则及标志、包装、运输及贮存。
本标准适用于手用钢锯条(以下简称锯条)。2引用标准
GB/T 230
金属洛氏硬度试验法
GB 2828
逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB3525
弹簧钢、工具钢冷轧钢带
锯条用冷轧钢带
GB3529
GB 5305
3术语
手工具包装、标志、运输与贮存3.1锯条的各部位名称如图1所示。背部
3.2锯条的术语及其定义按下列规定3.2.1全硬型手用钢锯条hardness锯条整体硬度均匀致(销孔相邻部分除外)。3.2.2挠性型手用钢锯条flexibility锯条齿部硬度均匀一致,背部是挠性或硬性,其他部位呈柔软状态。3.2.3销孔pinhole
国家技术监督局1993-12-21批准438
1994-10-01实施
用于装夹锯条的孔。
3.2.4锯齿tooth
齿状部分,用作锯切刃缘。
3.2.5 齿部 toothed edge
锯齿沿锯条全长形成的纵向边。3.2.6背部backedge
与齿部相对并平行的纵向边。
3.2.7 侧面 side
齿部与背部之间的两个平面。
4产品分类
GB/T 14764—93
4.1锯条按其特性分为全硬型(以H表示)和挠性型(以F表示)二种。4.2、锯条按其材质分为优质碳素结构钢(以D表示)、碳素(合金)工具钢(以T表示)、高速钢、双金属复合钢(以G表示)三种。
4.3锯条按其型式分为单面齿型(以A表示)、双面齿型(以B表示)二种,如图2所示4.4标记示例
产品标记由产品名称、种类代号、规格、标准编号组成。示例:全硬型、碳素工具钢、单面齿型手用钢锯条,长度l=300mm、宽度a=12mm、齿距p=1.0mm标记为:
手用钢锯条HTA-300×12×1.0GB/T147644.5基本尺寸
手用钢锯条基本尺寸按表1规定,其表示法如图2所示。A型
图2基本尺寸表示法
长度1
GB/T14764-93
厚度5
注:1)锯条的齿形角和锯路宽参照附录A(参考件)。偏差
2特殊用途的锯条·其基本尺寸不受本标准限制。5技术要求
5.1材料
销孔!
企长1
不大手
锯条采用GB3529和(GB3525规定的材料制造,其牌号见表2。也可以采用同等性能的材料制造表2
优质碳素结构钢
碳素具钢
合金工具钢
高速工具钢
双金属复合钢
5.2形状公差
5.2.1锯条侧面平面度不大于2mm。5.2.2锯条齿部、背部直线度不大于1.5mm。5.3硬度
锯条齿部硬度值按表3规定。
优质磁素结构钢
碳素工具钢
合金工具钢
高速工具钢
双金属合钢
W.Mo.Cr,.V.
齿部:WMo.Cr.V:
小硬度值
5.4锯切性能要求
GB/T14764—93
5.4.1锯条的锯切性能数值按表4规定。5.4.2锯切后,切片截面倾斜应不大于3mm。表4
250×12. 0
300×12.0
300×10.7
250×10.7
5.5弹性
优质碳素结构钢、碳素
工具钢、合金工具钢
最大锯切时间,min
第一片
第五片
高速钢、双金属复合钢
最大锯切时间,min
第一片
全硬型锯条经弯曲试验后不得产生裂纹,其永久变形量不得大于5.2.1条的规定。5.6表面质量
5.6.1锯条表面不应有裂纹、气泡、生锈等缺陷。5.6.2涂漆锯条漆层应色泽一致,厚度均匀。6试验方法
6.1尺寸检验
第五片
锯条尺寸采用通用量具测量,应符合4.5条的规定,测量齿距时,采用工具显微镜测量,在一支锯条上一次测相邻连续六齿,取其平均值。6.2形位公差检验
侧面平面度、齿部、背部直线度检验如图3所示,把锯条自由放置在平板上,用塞尺测量最大部位,应符合5.2条的规定。
侧面平面度检验图示
6.3硬度试验
齿部、背部直线度检验图示
在锯条除两端50mm以外近齿部,按GB/T230的规定测试三点,如有~点不合格,可在距该点5mm处再测两点,如其中仍有一点不合格,则作不合格处理,6.4锯切性能试验
GB/T14764—93
6.4.1锯条锯切试验应在SGJS90-1型专用锯切试验机上进行试验,试验结果应符合表4的规定。锯切试验机的要求参照附录B(参考件)。6.4.2锯切后,切片截面倾斜用0级90°宽座角尺与塞尺测量。测量时将角尺座放在锯切试验机工作台面上,用塞尺测量试棒端面与角尺之间的间隙,应符合5.4.2条的规定。6.4.3试验时不用冷却剂。
6.4.4锯切用试材
锯切用试材采用40Gr钢,直径为25-8.2tmm的圆棒。a.
试材经调质处理,表面硬度值为:b.
优质碳素结构钢、碳素工具钢、合金工具钢锯条用试材,硬度值HRC24~27。高速钢、双金属复合钢锯条用试材硬度值HRC34~37。6.5弹性试验
6.5.1如图4所示,将锯条围绕在直径200mm的圆柱体上作瞬时弹性试验,松开时,锯条应符合5.5条的规定。
6.6表面质量检验
表面质量采用目测检验,应符合5.6条的规定。7检验规则
7.1产品须经检验部门检验合格后方可出厂,并附有产品合格证。7.2产品的抽检采用GB2828规定的二次抽样方案,不合格分类及分组、检查项目、合格质量水平AQL(每百单位产品不合格品数)及检查水平IL按表5规定。表5
不合格分类及分组
检查项目
锯切性能
齿部硬度
形状公差
基本尺寸
表面质
合格质量水平
7.3经检验拒收的批产品,可由工厂修整或分类后重新交验。442
检查水平
8产品分级
GB/T14764-93
8.1凡符合本标准全部要求的为一级品。8.2除硬度、锯切性能项目以外,基本尺寸与形位公差按一级品偏差放宽50%为二级品。9包装、标志、运输与贮存
9、1产品的包装、标志、运输与贮存按GB5305规定。9.2产品在符合GB5305规定的贮存条件下,由出厂日期起九个月内,锯条产生锈蚀,厂方应负责为订货单位整理或更换。
A1齿形角形状如图A1,参数见表A1。齿
距,mm
0.8、1.0、1.2
1.4、1.5、1.8
GB/T 14764—93
附录A
手用钢锯条几何参数
(参考件)
46°~~53°
50°~58°
锯路型式如图A2,锯路宽(h)见表A2。A2
交叉形锯路
基本尺寸
波浪形锯路
2°~ 2°
(除两端35mm外)
B1试验设备
GB/T14764-93
附录B
SGJJ90-1型
手用钢锯条锯切试验机技术要求及检定规程(参考件)
B1.1锯切试验机应符合下列要求:a.
锯切试验机应处于良好的状态,特别是行程的直线性要准确,避免过大的振动。弓锯架的滑动导轨应能充分自由活动,以防由行程运动时产生的摩擦变化。弓锯架运动平面与水平面垂直,试棒中心线与偏心轮中心线在同一水平线上。行程向前时进行锯切。
锯条相对于试验机滑杆的锯切方向有1°15°士10'的倾斜夹角。锯切试验机行程为150土1mm。
锯切试验机锯切速度为64士2次行程/min。试棒在试验机上装夹定位应方便,当锯弓移动时,试棒与锯条销孔的距离不得少于50mm。i
弓锯架在返回行程时,往复运动的滑杆不得抬高。j.弓锯架包括往复运动滑杆所产生的静态载荷是由垂直悬挂在试棒之上的弹簧秤在试验机达到行程中点时测得55士1N。如图B1所示。k.锯切试验机往复运动所产生的垂直向下的轻微动态载荷不作计算。B2锯条夹角的测量
锯条与主滑杆之间形成的夹角,可用下列方法进行测量。将锯条绷紧在锯架上,采用一止动块使主滑杆与试验机工作台台面保持平行。用高度尺测量锯条两销孔处的垂直高度。测量所得两点高度之差除以两销孔之间的长度,即为锯条相对于主滑杆的夹角的正切角。注:锯条相对于锯切试验机滑杆锯切方向成α=115土10°夹角。试棒及锯条模向中心线
55 ±1N免费下载标准就来唯久标准网
主滑杆中心线(便之处于水平状态)())糖条
锯条中心毁
+-锯切行程方向
电脑显示屏(附打印)
少凝转方向
(遭时针)
图B1锯条锯切试验时静载荷的测定方法平衡块
3锯条的细紧应力测量
GB/T14764—93
施加于锯条上的规定绷紧应力所必需的锯条绷紧螺钉旋进量可以采取用手将螺钉旋进,到锯条绷紧为止。
B4试验机精度的测量
锯切试验机的精度,在150mm的行程中,其垂直偏差应在0.05mm以下。测试时,采用0级90°宽座角尺与塞尺为测量工具,并配以型式与基本尺寸类似锯条的其厚度为3~5mm,不平行度小于0.01mm的无齿锯条标样。标样材质为45号钢,经调质处理后,硬度为HRC30~~40,其平面表面粗糖度R.3.2。a.与台虎钳钳口的垂直度:在150mm行程范围内,将90宽座角尺座紧贴固定钳口夹持平面,用塞尺测量锯条标样平面与角尺之间的间隙;用同样方法将角尺座紧贴固定钳口另一夹持平面,然后测量之。
b.与工作台台面的垂直度:在150mm行程范围内,将90°宽座角尺座安放在锯切试验机工作台台面上,用塞尺测量锯条标样平面与角尺之间的间隙。c.锯架运动的直线度和垂直度:用锯条标样安装在锯架上,将90°宽座角尺安放在锯切试验机工作台台面上,然后分别前后、上下移动锯架,用塞尺测量锯条标样与角尺的间隙。B5试验机电脑控制器使用方法
将220V电源接通后,如电脑控制器无故障,所有显示“0”。此时表明控制器已进入准备状态,可进行有关的键盘操作和数据输入。信息输入完毕,即可进行锯切试验。B6锯切试验条件
B6.1锯切试验机应处于良好状态,特别是行程的直线性要准确,避免过大的振动。B6.2锯条锯切试验机的静态载荷应校准到55士1N。B6.3确保夹紧试棒的钳口与号锯架运动平面的垂直度,在150mm行程中,误差不得超过0.05mm。B6.4确保试棒上面无凸出的边缘。B7试验结果
完成每次锯切试验后,要有记录锯切试验数据的报告单。附加说明:
本标准由中国轻工总会提出。
本标准由全国工具五金标准化分技术委员会归口。本标准由上海工具工业研究所、上海锯条总厂、青岛锯条厂、太行锯条厂、宁波锯条厂等负责起草。本标准主要起草人程永丰、郭琳、胡立伟、张学刚、倪有永。446
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。