NY/T 267-2006
基本信息
标准号: NY/T 267-2006
中文名称:推式割胶刀
标准类别:农业行业标准(NY)
英文名称:Hand-pushing tapping knife
标准状态:现行
发布日期:2006-07-10
实施日期:2006-10-01
下载格式:pdf zip

标准分类号
标准ICS号: 农业>>农业机械、工具和设备>>65.060.99其他农业机械和设备
中标分类号:农业、林业>>农、林机械与设备>>B90农、林机械与设备
关联标准
出版信息
出版社:农业出版社
页数:9页
标准价格:10.0
出版日期:2006-10-01
相关单位信息
发布部门:中华人民共和国农业部
标准简介
本标准规定了天然橡胶推式割胶刀的型号、规格、技术要求、检验规则及标志、包装、贮存和运输等要求。本标准适用于推式割胶刀,其他类型的天然橡胶割胶刀可参照使用。
标准图片预览

标准内容
ICS65.060.80
中华人民共和国农业行业标准
NY/T267-2006
代替NY/T267—1994
推式割胶刀
Hand-pushingtappingknife
2006-07-10发布
2006-10-01实施
中华人民共和国农业部发布
本标准代替NY/T267—1994《推式割胶刀》。本标准与NY/T267—1994相比主要变化如下:NY/T267—2006
修订了术语,增加了刀口、刀把、刀柄、刀背、刀侧和卷刃率的术语,删除了楔角的术语:产品型号规格中,增加了大刀口刀型和修改了刀身弯度;修订了刀型几何形状:
将试验方法部分内容并人检验规则中:修订了检验规则,将检验项目、不合格分类和判定规则三部分内容合并在一个表中,检验水平由特殊检验水平改为一般检验水平:对标志、包装、存和运输的内容作了修改与补充。本标准由中华人民共和国农业部提出。本标准由农业部热带作物机械及产品加工设备标准化分技术委员会归口。本标准起草单位:农业部热带作物机械质量监督检验测试中心、中国热带农业科学院农业机械研究所海南省农阜营根机械厂。
本标准主要起草人:张劲、欧忠庆、陈旭东、李明、李明福。本标准所代替标准的历次版本发布情况:NY/T267-1994。
1范围
推式割胶刀
NY/T267—2006
本标准规定了天然橡胶推式割胶刀的型号、规格,技术要求、检验规则及标志、包装、贮存和运输等要求。
本标准适用于推式割胶刀,其他类型的天然橡胶割胶刀可参照使用。2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准。然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T1298-—1986碳素工具钢技术条件GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划3术语和定义
下列术语和定义适用于本标准。3.1
刀翼broadside of aknife
割胶刀夹角的两侧面。
刀knifeedge
刀翼的刃口。
刀把handle
安装刀柄的手把。
刀柄knifehandle
刀身外用于安装刀把的部分。www.vv99.net
刀身knifeblade
从刀口至刀柄交接处。
刀背knifeback
刀身背面两翼相交的弧线处。
刀侧knifeside
刀翼两边缘。
小圆口
U-shapedknifeedge
NY/T267-2006
两翼间的过渡圆角处。
卷刃率crooked bladerate
割胶试验时,卷刃的割胶刀数量占同批割胶刀数量的百分比。4产品型号、规格和基本参数
4.1产品型号规格编制方法
型号由刀名代号、主要参数和刀型代号组成。刀名代号用胶刀”名称第一和第二个汉字拼音开头的大写字母表示。主要参数用刀身长度和两翼夹角表示。刀型代号根据刀翼宽度的大小,用大刀口”或“小刀口”的第一个汉字拼音开头的大写字母表示。4.2型号表示方法
JD-0--5
示例:
一大刀口,X-
两翼夹角(°)
刀身长度(mm)
小刀口
JD-140-80-X表示刀身长度为140mm,两翼夹角为80°,小刀口的推式割胶刀。4.3技术参数
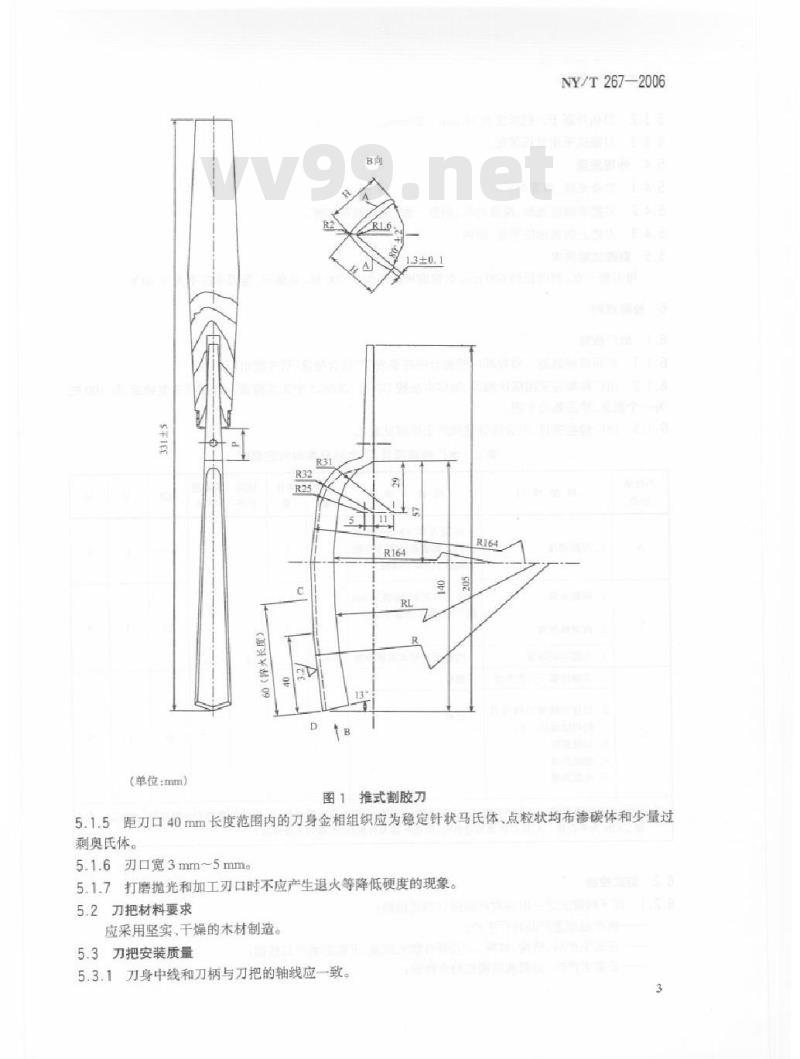
推式割胶刀技术参数应符合表1和图1的规定。表1技术参数
刀翼宽度H
刀背圆弧半径R
刀侧圆弧半径RL
5技术要求
5.1加工要求
大刀口
技术数
小刀口
370~830
340-810
5.1.1刀身用力学性能不低于GB/T1298—1986规定的T10材料制造。5.1.2几何形状应符合图1和以下的规定:小圆口处厚度为1.5mm土0.4mm;两翼A面不应磨平,弦弧高为0.2mm~0.3mm;一小圆口的过渡应圆滑。
5.1.3距刀口40mm长度范围内的刀身硬度为65HRC±1HRC。5.1.4距刀口40mm长度范围内的刀身外表面粗糙度应为3.2gm其余为12.5jm。2
(单位:mm)
图1推式割胶刀
NY/T267-2006
5.1.5距刀口40mm长度范围内的刀身金相组织应为稳定针状马氏体、点粒状均布渗碳体和少量过剩奥氏体。
5.1.6刃口宽3mm~5mm
5.1.7打磨抛光和加工刃口时不应产生退火等降低硬度的现象。5.2刀把材料要求
应采用坚实、干燥的木材制造。5.3刀把安装质量
5.3.1刀身中线和刀柄与刀把的轴线应一致。NY/T267-2006
5.3.2刀柄外露于刀把长度为18mm~20mm5.3.3刀箍应采用紧压装配。
5.4外观质量
5.4.1刀身光滑,两翼勾称。
5.4.2刀把表面应光滑,涂漆均勾,颜色一致,无起泡和起皱。5.4.3刀把上的商标应平整清晰。5.5割胶试验要求
每刃磨一次,割围径约600mm的橡胶树应不少于200株,其崩刃,卷刃率应不大于10%。6检验规则
6.1出厂检验
6.1.1产品需经制造厂质检部门检验合格并签发“产品合格证”后才能出厂。6.1.2出厂检验应采用随机抽样,抽样方法按GB/T2828.1中正常检查一次抽样方案确定,每100把为一个批量,样品数为8把。
6.1.3出厂检验项目、不合格分类和判定规则见表2。表2出厂检验项目、不合格分类和判定规则不合格
检验项目
1.刀面硬度
1.两翼夹角
2.两真端厚度
3.小圆口处厚度
1.刀柄外露于刀把长度
2.刀身申线和刀柄与刀
把的轴线应一致
3.刀箍装配
4.油漆外观
5.外观质量
检验方法
在距刀口40mm长度
的两刀翼表面各取3点测
定硬度,计算平均值
从刀口开始,每隔30mmm
测一处,测3处取平均值
按图纸及技术要求检验
样本量
注:AQL为接收质量限:Ac为接收数:Re为拒收数:评定时果用逐项检验考核A.B、C各类的不合格总数分别≤Ac为合格,>Re为不合格。A.B.C各类均合格时,该批产品为合格品,否则为不合格品。6.2型式检验
6.2.1有下列情况之一时应对产品进行型式检验:一新产品或老产品转厂生产;
一正式生产后,结构、材料、工艺等有较大改变,可能影响产品性能;一正常生产时,定期或周期性抽查检验;4
产品长期停产后恢复生产:
-出厂检验结果与上次型式检验有较大差异;质量监督机构提出进行型式检验要求。6.2.2型式检验应采用随机抽样,抽样方法与6.1.2相同。6.2.3
样本应在最近6个月内生产的产品中随机抽取。6.2.4
样本应在生产企业成品库或销售部门抽取。6.2.5
型式检验项目、不合格分类和判定规则见表3。表3型式检验项目、不合格分类和判定规则不合格
检验项目
1.刀面硬度
2.金相组织
3.崩刃和卷刃率
1.两翼夹角
2.两费端厚度
3刀翼宽度
4.刀身中弦弧高度
5.小圆口处厚度
1.刀柄外露于刀把长度
2.刀身中线和刀柄与刀
把的轴线应一致
3.刀髓装配
4.油漆外观
5.外观质量
检验方法
在距力口40mm长度
的两刀翼表面各取3点测
定便度,计算平均值
取试样,经抛光后观察
其金相结构
每刃磨一次,割固径约
600mm的橡胶树应不少
于200株,其崩刃和卷刃
率应不大于10%
从刀口开始,每隔30mm
测一处,测3处取平均值
按图纸及技术要求检验
样本量
NY/T267-2006
注:AQL为接收质量限;Ac为接收数;Re为拒收数;评定时采用逐项检验考核,A.B.C各类的不合格总数分别≤Ac为合格,Re为不合格。A.B、C各类均合格时,该批产品为合格品,否测为不合格品。7标志、包装、贮存、运输及技术文件7.1标志
7.1.1产品的刀把上应贴商标;
7.1.2商标上应标明制造厂名称。7.2包装
7.2.1每件产品的金属表面应涂上防锈剂。NY/T267—2006
7.2.2产品的单件包装为薄膜包装。7.2.3产品的批量包装为木箱包装或厚纸箱包装。7.2.4装箱应符合运输和装载要求,箱外应标明产品名称和型号、制造厂名称和商标,包装箱尺寸(长×宽×高)、毛重等。还应有防潮\等标志。7.3贮存和运输
产品应贮存在干燥、通风的仓库内,并注意防潮,避免与酸、碱、农药等有腐蚀性物质混放,库存应放置整齐,避免超重紧压和撞击。在运输过程中,应避免大力撞击。7.4批量包装箱技术文件
每箱产品应提供下列技术文件:产品使用说明书:
一产品合格证;
装箱单。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国农业行业标准
NY/T267-2006
代替NY/T267—1994
推式割胶刀
Hand-pushingtappingknife
2006-07-10发布
2006-10-01实施
中华人民共和国农业部发布
本标准代替NY/T267—1994《推式割胶刀》。本标准与NY/T267—1994相比主要变化如下:NY/T267—2006
修订了术语,增加了刀口、刀把、刀柄、刀背、刀侧和卷刃率的术语,删除了楔角的术语:产品型号规格中,增加了大刀口刀型和修改了刀身弯度;修订了刀型几何形状:
将试验方法部分内容并人检验规则中:修订了检验规则,将检验项目、不合格分类和判定规则三部分内容合并在一个表中,检验水平由特殊检验水平改为一般检验水平:对标志、包装、存和运输的内容作了修改与补充。本标准由中华人民共和国农业部提出。本标准由农业部热带作物机械及产品加工设备标准化分技术委员会归口。本标准起草单位:农业部热带作物机械质量监督检验测试中心、中国热带农业科学院农业机械研究所海南省农阜营根机械厂。
本标准主要起草人:张劲、欧忠庆、陈旭东、李明、李明福。本标准所代替标准的历次版本发布情况:NY/T267-1994。
1范围
推式割胶刀
NY/T267—2006
本标准规定了天然橡胶推式割胶刀的型号、规格,技术要求、检验规则及标志、包装、贮存和运输等要求。
本标准适用于推式割胶刀,其他类型的天然橡胶割胶刀可参照使用。2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准。然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T1298-—1986碳素工具钢技术条件GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划3术语和定义
下列术语和定义适用于本标准。3.1
刀翼broadside of aknife
割胶刀夹角的两侧面。
刀knifeedge
刀翼的刃口。
刀把handle
安装刀柄的手把。
刀柄knifehandle
刀身外用于安装刀把的部分。www.vv99.net
刀身knifeblade
从刀口至刀柄交接处。
刀背knifeback
刀身背面两翼相交的弧线处。
刀侧knifeside
刀翼两边缘。
小圆口
U-shapedknifeedge
NY/T267-2006
两翼间的过渡圆角处。
卷刃率crooked bladerate
割胶试验时,卷刃的割胶刀数量占同批割胶刀数量的百分比。4产品型号、规格和基本参数
4.1产品型号规格编制方法
型号由刀名代号、主要参数和刀型代号组成。刀名代号用胶刀”名称第一和第二个汉字拼音开头的大写字母表示。主要参数用刀身长度和两翼夹角表示。刀型代号根据刀翼宽度的大小,用大刀口”或“小刀口”的第一个汉字拼音开头的大写字母表示。4.2型号表示方法
JD-0--5
示例:
一大刀口,X-
两翼夹角(°)
刀身长度(mm)
小刀口
JD-140-80-X表示刀身长度为140mm,两翼夹角为80°,小刀口的推式割胶刀。4.3技术参数
推式割胶刀技术参数应符合表1和图1的规定。表1技术参数
刀翼宽度H
刀背圆弧半径R
刀侧圆弧半径RL
5技术要求
5.1加工要求
大刀口
技术数
小刀口
370~830
340-810
5.1.1刀身用力学性能不低于GB/T1298—1986规定的T10材料制造。5.1.2几何形状应符合图1和以下的规定:小圆口处厚度为1.5mm土0.4mm;两翼A面不应磨平,弦弧高为0.2mm~0.3mm;一小圆口的过渡应圆滑。
5.1.3距刀口40mm长度范围内的刀身硬度为65HRC±1HRC。5.1.4距刀口40mm长度范围内的刀身外表面粗糙度应为3.2gm其余为12.5jm。2
(单位:mm)
图1推式割胶刀
NY/T267-2006
5.1.5距刀口40mm长度范围内的刀身金相组织应为稳定针状马氏体、点粒状均布渗碳体和少量过剩奥氏体。
5.1.6刃口宽3mm~5mm
5.1.7打磨抛光和加工刃口时不应产生退火等降低硬度的现象。5.2刀把材料要求
应采用坚实、干燥的木材制造。5.3刀把安装质量
5.3.1刀身中线和刀柄与刀把的轴线应一致。NY/T267-2006
5.3.2刀柄外露于刀把长度为18mm~20mm5.3.3刀箍应采用紧压装配。
5.4外观质量
5.4.1刀身光滑,两翼勾称。
5.4.2刀把表面应光滑,涂漆均勾,颜色一致,无起泡和起皱。5.4.3刀把上的商标应平整清晰。5.5割胶试验要求
每刃磨一次,割围径约600mm的橡胶树应不少于200株,其崩刃,卷刃率应不大于10%。6检验规则
6.1出厂检验
6.1.1产品需经制造厂质检部门检验合格并签发“产品合格证”后才能出厂。6.1.2出厂检验应采用随机抽样,抽样方法按GB/T2828.1中正常检查一次抽样方案确定,每100把为一个批量,样品数为8把。
6.1.3出厂检验项目、不合格分类和判定规则见表2。表2出厂检验项目、不合格分类和判定规则不合格
检验项目
1.刀面硬度
1.两翼夹角
2.两真端厚度
3.小圆口处厚度
1.刀柄外露于刀把长度
2.刀身申线和刀柄与刀
把的轴线应一致
3.刀箍装配
4.油漆外观
5.外观质量
检验方法
在距刀口40mm长度
的两刀翼表面各取3点测
定硬度,计算平均值
从刀口开始,每隔30mmm
测一处,测3处取平均值
按图纸及技术要求检验
样本量
注:AQL为接收质量限:Ac为接收数:Re为拒收数:评定时果用逐项检验考核A.B、C各类的不合格总数分别≤Ac为合格,>Re为不合格。A.B.C各类均合格时,该批产品为合格品,否则为不合格品。6.2型式检验
6.2.1有下列情况之一时应对产品进行型式检验:一新产品或老产品转厂生产;
一正式生产后,结构、材料、工艺等有较大改变,可能影响产品性能;一正常生产时,定期或周期性抽查检验;4
产品长期停产后恢复生产:
-出厂检验结果与上次型式检验有较大差异;质量监督机构提出进行型式检验要求。6.2.2型式检验应采用随机抽样,抽样方法与6.1.2相同。6.2.3
样本应在最近6个月内生产的产品中随机抽取。6.2.4
样本应在生产企业成品库或销售部门抽取。6.2.5
型式检验项目、不合格分类和判定规则见表3。表3型式检验项目、不合格分类和判定规则不合格
检验项目
1.刀面硬度
2.金相组织
3.崩刃和卷刃率
1.两翼夹角
2.两费端厚度
3刀翼宽度
4.刀身中弦弧高度
5.小圆口处厚度
1.刀柄外露于刀把长度
2.刀身中线和刀柄与刀
把的轴线应一致
3.刀髓装配
4.油漆外观
5.外观质量
检验方法
在距力口40mm长度
的两刀翼表面各取3点测
定便度,计算平均值
取试样,经抛光后观察
其金相结构
每刃磨一次,割固径约
600mm的橡胶树应不少
于200株,其崩刃和卷刃
率应不大于10%
从刀口开始,每隔30mm
测一处,测3处取平均值
按图纸及技术要求检验
样本量
NY/T267-2006
注:AQL为接收质量限;Ac为接收数;Re为拒收数;评定时采用逐项检验考核,A.B.C各类的不合格总数分别≤Ac为合格,Re为不合格。A.B、C各类均合格时,该批产品为合格品,否测为不合格品。7标志、包装、贮存、运输及技术文件7.1标志
7.1.1产品的刀把上应贴商标;
7.1.2商标上应标明制造厂名称。7.2包装
7.2.1每件产品的金属表面应涂上防锈剂。NY/T267—2006
7.2.2产品的单件包装为薄膜包装。7.2.3产品的批量包装为木箱包装或厚纸箱包装。7.2.4装箱应符合运输和装载要求,箱外应标明产品名称和型号、制造厂名称和商标,包装箱尺寸(长×宽×高)、毛重等。还应有防潮\等标志。7.3贮存和运输
产品应贮存在干燥、通风的仓库内,并注意防潮,避免与酸、碱、农药等有腐蚀性物质混放,库存应放置整齐,避免超重紧压和撞击。在运输过程中,应避免大力撞击。7.4批量包装箱技术文件
每箱产品应提供下列技术文件:产品使用说明书:
一产品合格证;
装箱单。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。