GB/T 12362-1990
基本信息
标准号: GB/T 12362-1990
中文名称:钢质模锻件 公差及机械加工余量
标准类别:国家标准(GB)
英文名称:Tolerances and machining allowances of steel die forgings
标准状态:已作废
发布日期:1990-06-14
实施日期:1991-05-01
作废日期:2004-06-01
下载格式:pdf zip
标准分类号
标准ICS号: 冶金>>钢铁产品>>77.140.80钢铁铸件
中标分类号:机械>>加工工艺>>J32锻压
关联标准
出版信息
页数:22页
标准价格:19.0
相关单位信息
标准简介
标准图片预览
标准内容
中华人民共和国国家标准
钢质模锻件
公差及机械加工余量
Tolerances and achialng allowinces ofsteel dle forgings
1主悬内容与适用范围
1.1主题内容
G B 12 86 2 -- 90
本标准规定了钢质模锻件(以下简称锻件)的公差,机械加工余量及其使用原则。1.2适用范围
1.2.1本标准适用于模锻锤、热模锻压力机、螺旋压力机和平锻机等锻压设备生产的结构钢锻件,其他钢种的锻件亦可参照使用。1.2.2本标准适用于重量小于或等于250k各,长度(最大尺寸)小于或等于2500mm的锻件。2公差及机械加工余量等级
2.1本标准中公差分为两级,普通级和精密级。普通级公差适用于一般模锻工艺能够达到技术要求的锻件。精密级公差适用于有较高技术要求,但需要采取附加制造工艺才能达到的锻件。一般不宜采用。精密级公差可用于某一锻件的全部尺寸,也可用于局部尺寸。平镀件只采用普通级。
2.2机械加工余量只采用级。
3技术内容
3.1确定锻件公差和机械加工余量的主要因素3.1.1锻件重量mr
锻件重量的估算按下列程序进行:零件图基本尺寸一估计机械加工余量一绘制锻件图-估算锻件重量。并按此重量查表确定公差礼机械加工余。
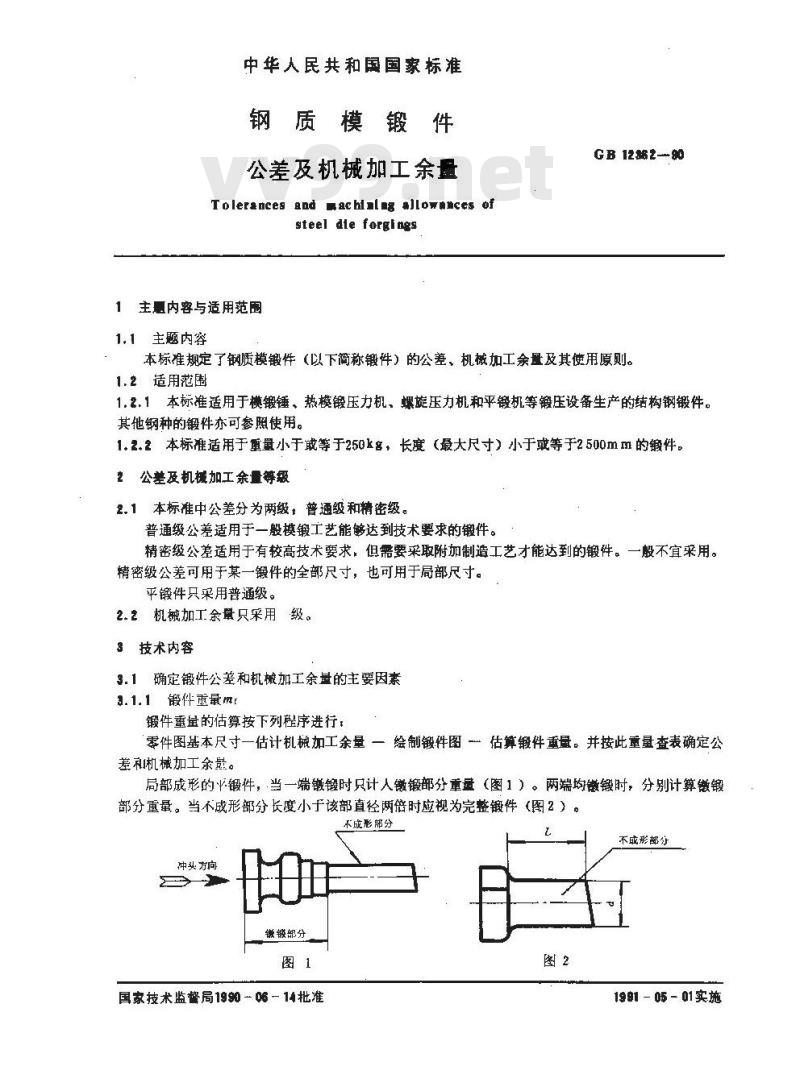
局部成形的平锻件,当一端锻锻时只计人镦锻部分重量(图1)。两端均缴锻时,分别计算镦锻部分重量。当不成形部分长度小于该部直径两倍时应视为完整锻件(图2)。不成形部分
不成形部尔Vv99.net
冲头方向
锻镀部分
国京技术监督局1990-06-14批准图2
1991 - 05 - 01实施
3.1.2锻件形状复杂系数S
GB12862—B0
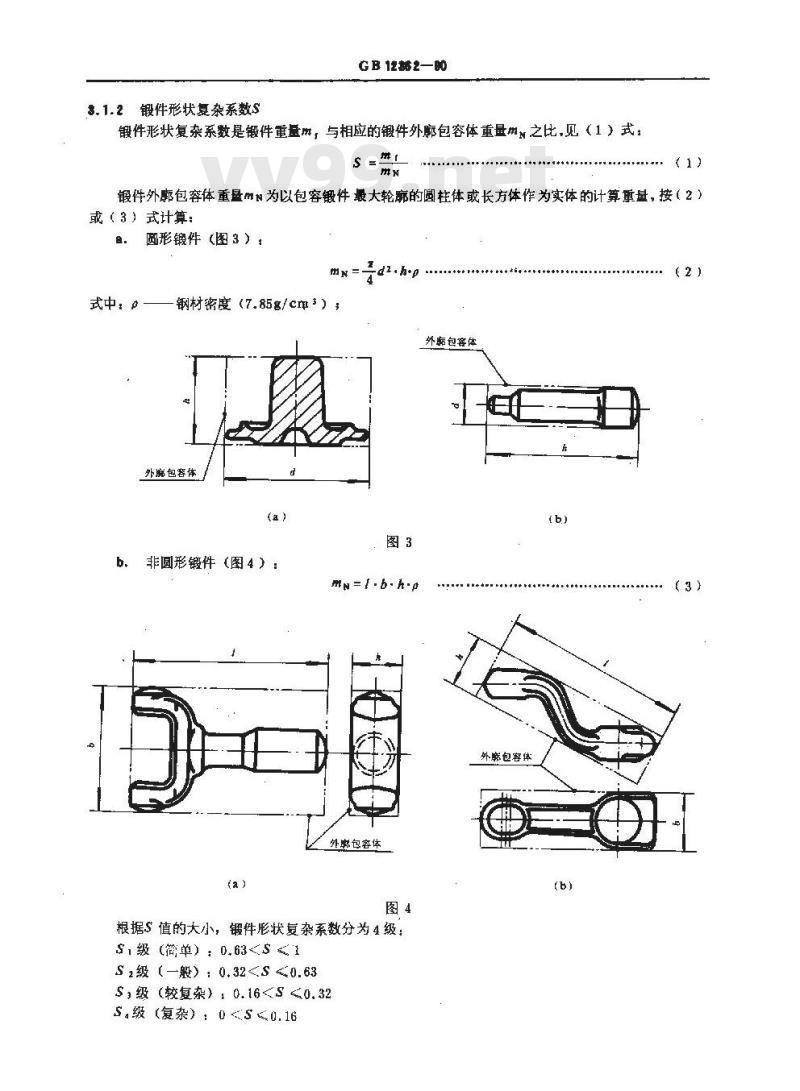
锻件形状复杂系数是锻件重量m,与相应的锻件外廊包容体重量州之比,见(1)式:S:
锻件外廓包容体重量N为以包容锻件最大轮廓的圆柱体或长方体作为实体的计算重量,按(2)或(3)式计算:
式中:p
圆形锻件(图3):
钢材密度(7.85g/c3):
外腕包容体
非圆形锻件(图4):
mn=l.b-h-p
外邮包容体
根据S值的大小,锻件形状复杂系数分为4级:S.级(简单)0.63S级(—般):0.32S,级(较复杂),0.16S.级(复杂):0S≤0.16
外邮包容体
外廉包容体
GB12362—90
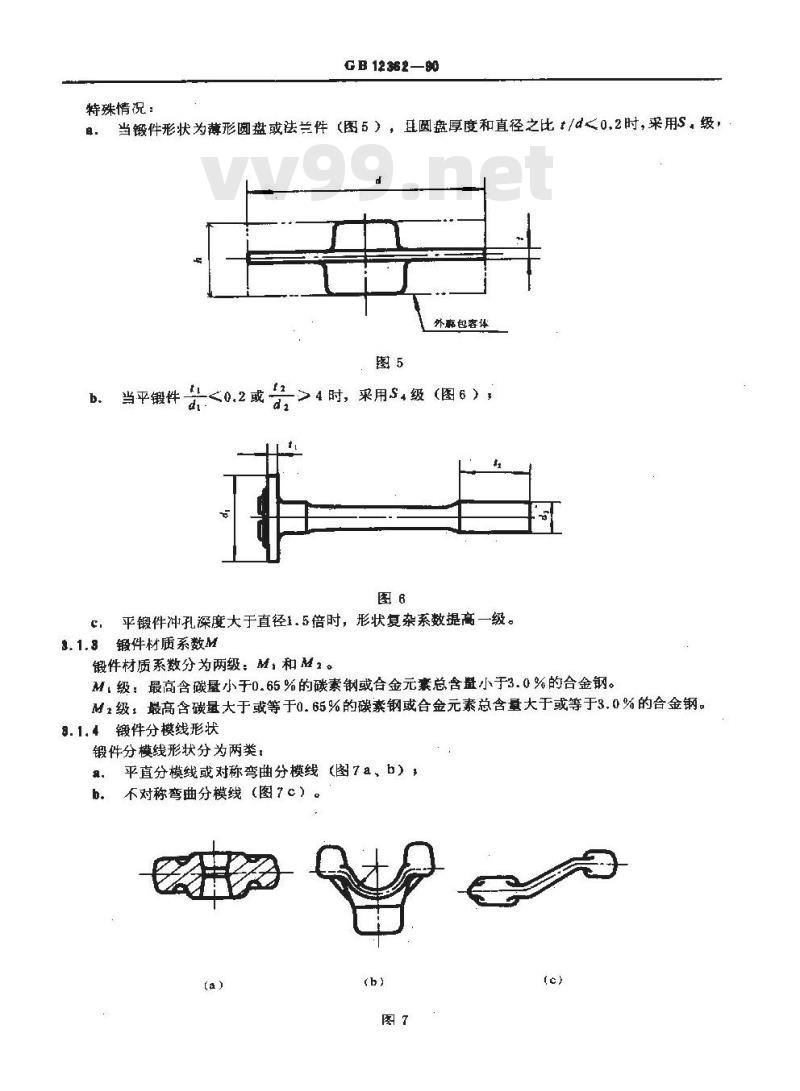
特殊情况:
当锻件形状为薄形圆盘或法兰件(图5),丑圆盘厚度和直径之比/d<0.2时,采用S,级,:
外包客体
当平锻件
>4时,采用$级(图6)
平锻件冲孔深度大于直径1。5倍时,形状复杂系数提高一级。3.1.3锻件材质系数M
锻件材质系数分为两级:M,和M2。M,级:最高含碳量小于0.65%的碳素钢或合金元总含盘小于3.0%的合金钢。M级:最高含碳量大于或等于0.65%的碳素钢或合金元素总含量大于或等于3.0%的合金钢。9.1.4锻件分模线形状
锻件分模线形状分为两类:
平直分模线或对称弯曲分模线(图7a、b),不对称弯曲分模线(图?c)
3.1.6零件表面粗糙度
G B 1236 2—80
零件表面相糙度是确定锻件加工余量的重要参数。本标准按轮廓算术平均偏差R,数值大小分为两类,
R.>1.6μm1
b.R,3.1.6锻件加热条件
本标准所指锻件加热条件为电、袖或煤气(天然气)。采用煤加热或二火加热时,可考虑适当增大公差或余量,其数值由供需双方协商确定。3.2公差
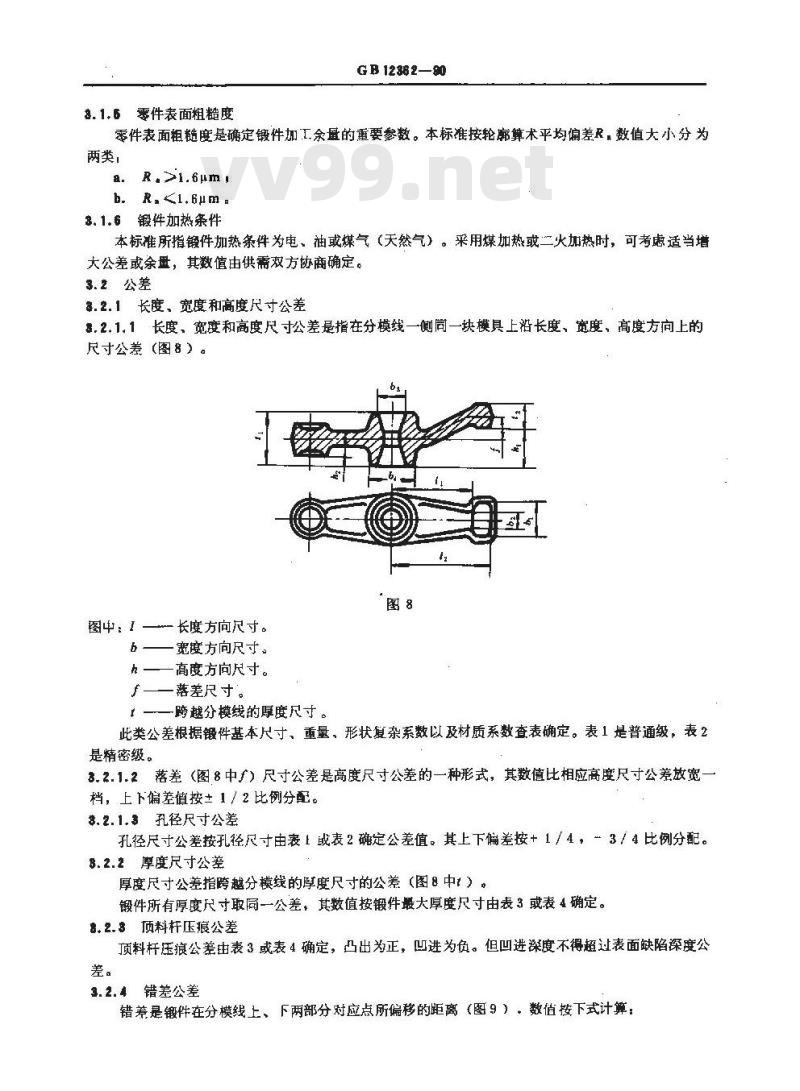
3.2.1长度、宽度和高度尺寸公差3.2.1.1长度、宽度和高度尺寸公差是指在分模线一侧同一块模具上沿长度、宽度、高度方向上的尺寸公差(图8)。
图中:1—长度方向尺寸。
一宽度方向尺寸。
一高度方向尺寸。
f一一落差尺寸。
一跨越分模线的厚度尺寸
此类公差根据锻件基本尺寸、重量,形状复杂系数以及材质系数查表确定。表1是普通级,表2是精密级。
3.2.1.2落差(图8中f)尺寸公差是高度尺寸公差的一种形式,其数值比相应高度尺寸公差放宽档,上下偏差值按±1/2比例分配。8.2.1.3孔径尺寸公差
孔径尺寸公差按孔径尺寸由表1或表2确定公差值。其上下偏差按+1/4,=3/4比例分配。8.2.2厚度尺寸公差
厚度尺寸公差指跨越分模线的厚度尺寸的公差(图8中1)。锻件所有厚度尺寸取同一公差,其数值按锻件最大厚度尺寸由表3或表4确定。8.2.3顶料杆压痕公差
顶料杆压痕公差由表3或表4确定,凸出为正,凹进为负。但凹进深度不得超过表面缺陷深度公差。
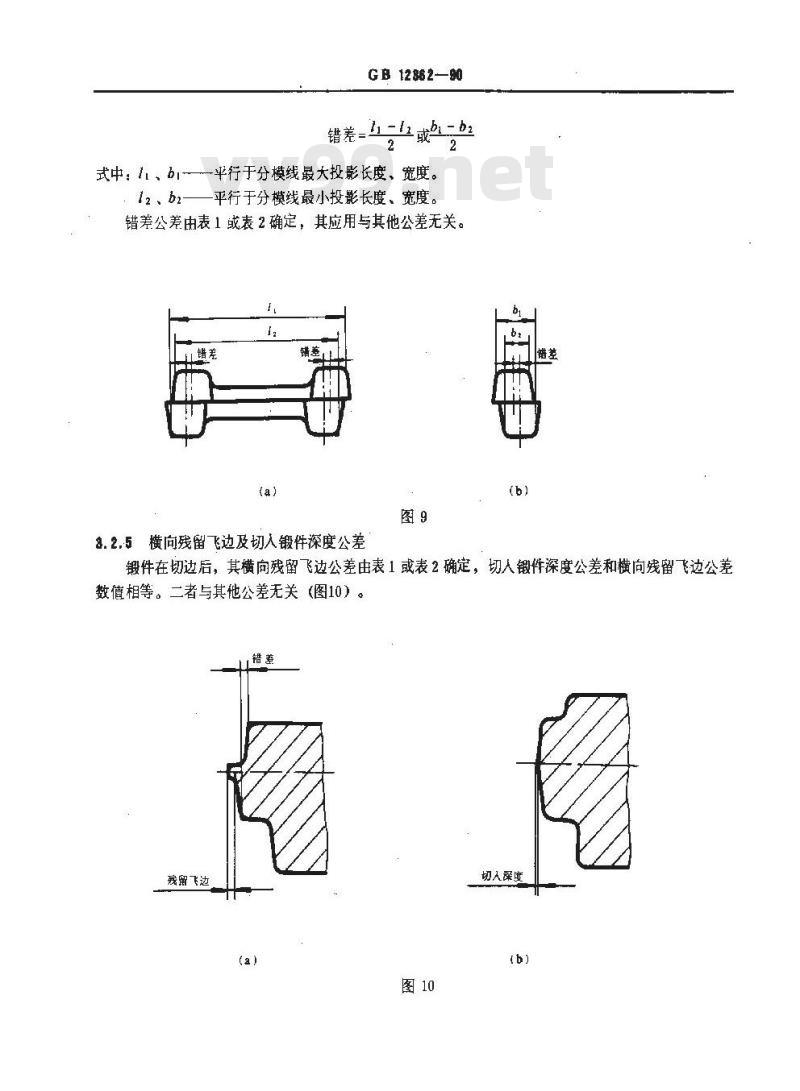
3.2.4错差公差
错差是锻件在分模线上、下两部分对应点所偏移的距离(图9)。数值按下式计算:GB 12 862-—90
错差-=-b2
式中,,bl—平行于分模线最大投影长度、宽度。12b2——平行于分模线最小投影长度,宽度。错差公差由表1或表2确定,其应用与其他公差无关,错差
8.2.5横向残留飞边及切入锻件深度公差(b)
锻件在切边后,其横向残留飞边公差由表1或表2确定,切人锻件深度公差和横向残留飞边公差数值相等。二者与其他公差无关(图10)。错差
残留飞边
切人深度
GB12362—90
6-80*6
心'F-
8-8: 0
18-800
0-9406
18-4: 87
(是)
srstsis
亚点威对
非对称
1232—90
8-8-06
83:0
83:02
8-8:08
86-0-9
19-2-99
8--8*2
2129293 69333
160=33161+
188-88
882-80
16-8-60
28:018800
ists'sisn
平直感对称
GB12862-90
8-9: 02
8-8- 08
(衡县)
22+ 9'8
2-9: 22
量源生体量
+st$+s's
GB12362-90
-= E\9
02+ 9z
-1: 0g
z+ a's
42- 8*2
8:9+ 5
ts'sr5is
3.2.6公差表使用方法
GB 12 36 2- 90
由表1或表2确定锻件长度、宽度或高度尺寸公差时,应根据锻件重选定相应范围,然后沿水平线向右移动。若材质系数为M,,则沿同一水平线继续向右移动,若材质系数为M2,则沿倾斜线向右下移动到与M2垂线的交点。对于形状复杂系数S,用同样方法,沿水平或斜线移动到$1或S1S1、S,格的位置,并继续向右移动,直到所需尺寸的垂直栏中,即可查得所需的公差值。确定错差和横向残留飞边公差时,同样在锻件重量栏内选定范围,然后向左移动,根据分模线形状查得错差和残留飞边公差值。例如:某锻件6kg、长度尺寸为160mm,材质系数M1,形状复杂系数S,,平直分模线,采用普通级公差,由表1查得极限偏差+2.1,-1.1,横向残留飞边公差为1.2,错差公差为1.2,查表师序按表1箭头所示。
其余公差表使用方法类推。
3.2.7半锻件杆部长度、宽度(直径)尺寸公差3.2.7.1杆部长度指镦锻部分的内侧(含台阶部分)至锻件另一端端面之间的距离(图11中1或1)其公差根据杆部长度由表1确定。t,
在确定此类公差时,材质系数取M1,形状复杂系数取S,锻件重量按直径为dp,长度为或12 的棒料重量计算。
8.2.7.2宽度(直径)尺寸公差
宽度(直径)尺寸公差由表1确定。对凹模成形的镦锻部分所有宽度(直径)尺寸取相同公差,其值由最大宽度(直径)尺寸确定。3.2.8平锻件台阶及厚度尺寸公差3,2,8,1台阶尺寸公差
台阶尺寸指镦锻成形部分沿轴线方向的尺寸p(图12),其尺寸公差由表1确定。8,2.8.2厚度尺寸公差
厚度尺寸公差是指从凸模越过分模线到凹模间的尺寸(图12),其公差值根据最大厚度尺寸由表3确定。
G B 12862—80
8.2.9平锻件同轴度公差
平锻件的同轴度公差是指凸模成形部分的轴线对凹模成形外径的轴线所允许的偏移值。同轴度公差由表1确定,数值为错差公差的两倍。冲孔件同轴度公差(图13)由表5确定,孔深小于或等于孔径的1.5倍时
1.5),不采用向轴度公差。
在特殊情况下,不能应用本标准规定时,供需双方可协商确定,并在锻件图中注明。4
表5平锻件冲孔同轴度公差
相对孔深
>1. 5~3.0
>3, 0 ~ 5. 0
3.2.10平锻件局部变形公差
锻件不成形杆部与镦锻部分相连处,允许局部变形呈圆锥形(图14),其长度在<1.5d且不大F100mm之内。局部变形公差由镦锻部分最大直径D确定。3.2.11壁厚差公差
GB 12 86 2—90
充许呈圆锥影
壁厚差是带孔锻件在同一横剖面内量得的壁厚最大尺寸和最小尺寸的差值(图15),其公差为表1或表2中错差公差的两倍。
3.2.12直线度和平面度公差
锻件非加工面的直线度公差由表6确定。锻件加工面的直线度和平面度公差由表7确定。但不得大于该表面机械加工余盘的2/3,表6锻件非加工面直线度公差
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
钢质模锻件
公差及机械加工余量
Tolerances and achialng allowinces ofsteel dle forgings
1主悬内容与适用范围
1.1主题内容
G B 12 86 2 -- 90
本标准规定了钢质模锻件(以下简称锻件)的公差,机械加工余量及其使用原则。1.2适用范围
1.2.1本标准适用于模锻锤、热模锻压力机、螺旋压力机和平锻机等锻压设备生产的结构钢锻件,其他钢种的锻件亦可参照使用。1.2.2本标准适用于重量小于或等于250k各,长度(最大尺寸)小于或等于2500mm的锻件。2公差及机械加工余量等级
2.1本标准中公差分为两级,普通级和精密级。普通级公差适用于一般模锻工艺能够达到技术要求的锻件。精密级公差适用于有较高技术要求,但需要采取附加制造工艺才能达到的锻件。一般不宜采用。精密级公差可用于某一锻件的全部尺寸,也可用于局部尺寸。平镀件只采用普通级。
2.2机械加工余量只采用级。
3技术内容
3.1确定锻件公差和机械加工余量的主要因素3.1.1锻件重量mr
锻件重量的估算按下列程序进行:零件图基本尺寸一估计机械加工余量一绘制锻件图-估算锻件重量。并按此重量查表确定公差礼机械加工余。
局部成形的平锻件,当一端锻锻时只计人镦锻部分重量(图1)。两端均缴锻时,分别计算镦锻部分重量。当不成形部分长度小于该部直径两倍时应视为完整锻件(图2)。不成形部分
不成形部尔Vv99.net
冲头方向
锻镀部分
国京技术监督局1990-06-14批准图2
1991 - 05 - 01实施
3.1.2锻件形状复杂系数S
GB12862—B0
锻件形状复杂系数是锻件重量m,与相应的锻件外廊包容体重量州之比,见(1)式:S:
锻件外廓包容体重量N为以包容锻件最大轮廓的圆柱体或长方体作为实体的计算重量,按(2)或(3)式计算:
式中:p
圆形锻件(图3):
钢材密度(7.85g/c3):
外腕包容体
非圆形锻件(图4):
mn=l.b-h-p
外邮包容体
根据S值的大小,锻件形状复杂系数分为4级:S.级(简单)0.63
外邮包容体
外廉包容体
GB12362—90
特殊情况:
当锻件形状为薄形圆盘或法兰件(图5),丑圆盘厚度和直径之比/d<0.2时,采用S,级,:
外包客体
当平锻件
>4时,采用$级(图6)
平锻件冲孔深度大于直径1。5倍时,形状复杂系数提高一级。3.1.3锻件材质系数M
锻件材质系数分为两级:M,和M2。M,级:最高含碳量小于0.65%的碳素钢或合金元总含盘小于3.0%的合金钢。M级:最高含碳量大于或等于0.65%的碳素钢或合金元素总含量大于或等于3.0%的合金钢。9.1.4锻件分模线形状
锻件分模线形状分为两类:
平直分模线或对称弯曲分模线(图7a、b),不对称弯曲分模线(图?c)
3.1.6零件表面粗糙度
G B 1236 2—80
零件表面相糙度是确定锻件加工余量的重要参数。本标准按轮廓算术平均偏差R,数值大小分为两类,
R.>1.6μm1
b.R,
本标准所指锻件加热条件为电、袖或煤气(天然气)。采用煤加热或二火加热时,可考虑适当增大公差或余量,其数值由供需双方协商确定。3.2公差
3.2.1长度、宽度和高度尺寸公差3.2.1.1长度、宽度和高度尺寸公差是指在分模线一侧同一块模具上沿长度、宽度、高度方向上的尺寸公差(图8)。
图中:1—长度方向尺寸。
一宽度方向尺寸。
一高度方向尺寸。
f一一落差尺寸。
一跨越分模线的厚度尺寸
此类公差根据锻件基本尺寸、重量,形状复杂系数以及材质系数查表确定。表1是普通级,表2是精密级。
3.2.1.2落差(图8中f)尺寸公差是高度尺寸公差的一种形式,其数值比相应高度尺寸公差放宽档,上下偏差值按±1/2比例分配。8.2.1.3孔径尺寸公差
孔径尺寸公差按孔径尺寸由表1或表2确定公差值。其上下偏差按+1/4,=3/4比例分配。8.2.2厚度尺寸公差
厚度尺寸公差指跨越分模线的厚度尺寸的公差(图8中1)。锻件所有厚度尺寸取同一公差,其数值按锻件最大厚度尺寸由表3或表4确定。8.2.3顶料杆压痕公差
顶料杆压痕公差由表3或表4确定,凸出为正,凹进为负。但凹进深度不得超过表面缺陷深度公差。
3.2.4错差公差
错差是锻件在分模线上、下两部分对应点所偏移的距离(图9)。数值按下式计算:GB 12 862-—90
错差-=-b2
式中,,bl—平行于分模线最大投影长度、宽度。12b2——平行于分模线最小投影长度,宽度。错差公差由表1或表2确定,其应用与其他公差无关,错差
8.2.5横向残留飞边及切入锻件深度公差(b)
锻件在切边后,其横向残留飞边公差由表1或表2确定,切人锻件深度公差和横向残留飞边公差数值相等。二者与其他公差无关(图10)。错差
残留飞边
切人深度
GB12362—90
6-80*6
心'F-
8-8: 0
18-800
0-9406
18-4: 87
(是)
srstsis
亚点威对
非对称
1232—90
8-8-06
83:0
83:02
8-8:08
86-0-9
19-2-99
8--8*2
2129293 69333
160=33161+
188-88
882-80
16-8-60
28:018800
ists'sisn
平直感对称
GB12862-90
8-9: 02
8-8- 08
(衡县)
22+ 9'8
2-9: 22
量源生体量
+st$+s's
GB12362-90
-= E\9
02+ 9z
-1: 0g
z+ a's
42- 8*2
8:9+ 5
ts'sr5is
3.2.6公差表使用方法
GB 12 36 2- 90
由表1或表2确定锻件长度、宽度或高度尺寸公差时,应根据锻件重选定相应范围,然后沿水平线向右移动。若材质系数为M,,则沿同一水平线继续向右移动,若材质系数为M2,则沿倾斜线向右下移动到与M2垂线的交点。对于形状复杂系数S,用同样方法,沿水平或斜线移动到$1或S1S1、S,格的位置,并继续向右移动,直到所需尺寸的垂直栏中,即可查得所需的公差值。确定错差和横向残留飞边公差时,同样在锻件重量栏内选定范围,然后向左移动,根据分模线形状查得错差和残留飞边公差值。例如:某锻件6kg、长度尺寸为160mm,材质系数M1,形状复杂系数S,,平直分模线,采用普通级公差,由表1查得极限偏差+2.1,-1.1,横向残留飞边公差为1.2,错差公差为1.2,查表师序按表1箭头所示。
其余公差表使用方法类推。
3.2.7半锻件杆部长度、宽度(直径)尺寸公差3.2.7.1杆部长度指镦锻部分的内侧(含台阶部分)至锻件另一端端面之间的距离(图11中1或1)其公差根据杆部长度由表1确定。t,
在确定此类公差时,材质系数取M1,形状复杂系数取S,锻件重量按直径为dp,长度为或12 的棒料重量计算。
8.2.7.2宽度(直径)尺寸公差
宽度(直径)尺寸公差由表1确定。对凹模成形的镦锻部分所有宽度(直径)尺寸取相同公差,其值由最大宽度(直径)尺寸确定。3.2.8平锻件台阶及厚度尺寸公差3,2,8,1台阶尺寸公差
台阶尺寸指镦锻成形部分沿轴线方向的尺寸p(图12),其尺寸公差由表1确定。8,2.8.2厚度尺寸公差
厚度尺寸公差是指从凸模越过分模线到凹模间的尺寸(图12),其公差值根据最大厚度尺寸由表3确定。
G B 12862—80
8.2.9平锻件同轴度公差
平锻件的同轴度公差是指凸模成形部分的轴线对凹模成形外径的轴线所允许的偏移值。同轴度公差由表1确定,数值为错差公差的两倍。冲孔件同轴度公差(图13)由表5确定,孔深小于或等于孔径的1.5倍时
1.5),不采用向轴度公差。
在特殊情况下,不能应用本标准规定时,供需双方可协商确定,并在锻件图中注明。4
表5平锻件冲孔同轴度公差
相对孔深
>1. 5~3.0
>3, 0 ~ 5. 0
3.2.10平锻件局部变形公差
锻件不成形杆部与镦锻部分相连处,允许局部变形呈圆锥形(图14),其长度在<1.5d且不大F100mm之内。局部变形公差由镦锻部分最大直径D确定。3.2.11壁厚差公差
GB 12 86 2—90
充许呈圆锥影
壁厚差是带孔锻件在同一横剖面内量得的壁厚最大尺寸和最小尺寸的差值(图15),其公差为表1或表2中错差公差的两倍。
3.2.12直线度和平面度公差
锻件非加工面的直线度公差由表6确定。锻件加工面的直线度和平面度公差由表7确定。但不得大于该表面机械加工余盘的2/3,表6锻件非加工面直线度公差
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。