JG/T 154-2003
基本信息
标准号: JG/T 154-2003
中文名称:电动伸缩围墙大门
标准类别:建筑工业行业标准(JG)
英文名称:Electric flex gate
标准状态:已作废
发布日期:2003-10-16
实施日期:2003-12-01
作废日期:2013-12-01
下载格式:pdf zip
标准分类号
标准ICS号: 建筑材料和建筑物>>91.090外围建筑物
中标分类号:建材>>建筑构配件与设备>>Q73金属构配件
关联标准
替代情况:被JG/T 154-2013代替并废止
出版信息
出版社:中国标准出版社
书号:155066.2-15525
页数:9页
标准价格:16.0
出版日期:2004-06-19
相关单位信息
起草人:杜松献、余诚、丁长银、王志强、李同泽、韩智深、赵长海、赵占明
起草单位:建设部建筑制品与构配件产品标准化技术委员会
归口单位:建设部建筑制品与构配件产品标准化技术委员会
提出单位:建设部标准定额研究所
发布部门:中华人民共和国建设部
标准简介
本标准根据GB/T 1.1 -2000《标准化工作导则 第1部分:标准的结构和编写规则》和GB/T 1.2- 2002《标准化工作导则 第2部分:标准中规范性技术要素内容的确定方法》的规定编制。本标准为首次发布。本标准规定了电动伸缩围墙大门的分类和标记、要求、检验方法、检验规则、标准、包装、运输、贮存等内容,适用于工业与民用建筑用电动伸缩大门,其他场所用电动伸缩大门可参照使用。
标准图片预览

标准内容
JG/T154-2003
本标准根据GB/T1.12000《标准化工作导则第1部分:标准的结构和编写规则》和GB/T1.2一2002《标准化工作导则第2部分:标准中规范性技术要素内容的确定方法》的规定编制。本标准由建设部标准定额研究所提出。本标准由建设部建筑制品与构配件产品标准化技术委员会归口。本标准起草单位:许继集团河南昌威机械设备有限公司、河北省建设厅、河北省廊坊市安韩五金门窗厂。
本标准主要起草人:杜松献、余诚、丁长银、王志强、李同泽、韩智深、赵长海、赵占明。本标准为首次发布。
1范围
电动伸缩围墙大门
JG/T 154—2003
本标准规定了电动伸缩围墙大门的分类和标记、要求、检验方法、检验规则、标志、包装、运输、贮存等内容。
本标准适用于工业与民用建筑用电动伸缩围墙大门,其他场所用电动伸缩大门可参照使用。2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T191—2000包装储运图示标志GB/T3280--1992不锈钢冷轧钢板低压电器外壳防护等级
GB/T 4942.2--1993
铝合金建筑型材第1部分基材
GB/T 5237.1--2000
GB/T 5237.2—2000
GB/T 5237.3—2000
GB/T 5237.4—2000
GB/T 5237.5—2000
GB/T 13384—1992
铝合金建筑型材第2部分
阳极氧化、着色型材
铝合金建筑型材
第3部分
铝合金建筑型材
第4部分
铝合金建筑型材第5部分
机电产品包装通用技术条件免费下载标准就来唯久标准网
GB/T 18705-—2002
装饰用焊接不锈钢管
JG/T 3052—1998
3术语和定义
电动开门机
本标准采用下列定义。
电动伸缩围墙大门electric flexgate电泳涂漆型材
粉末喷涂型材
氟碳漆喷涂型材
安装于场院大门口、自身长度可伸缩,并以电动方式运行的门。3.2
门体 gate body
由多个伸缩节组成、自身长度可伸缩、能封闭场院大门口的构件。3.3
机头loco
装于门体前部并装有驱动装置且能驱动门体伸缩的构件。3.4
vertical gate -frame
门立框
门体上用于支撑铰接杆的构件。3.5
expansive section
伸缩节
两相邻门立框之间的构件总称。JG/T 154—2003
分类和标记
4.1分类及代号
4.1.1按安装方式分
a)无掩藏式,用W表示;
洞掩式,用D表示;
墙壁掩藏式,用C表示。
按开启方向分(以外视为准)
左开,用乙表示;
右开,用Y表示。
按开启形式分
单开,用1表示;
双开,用2表示。
按轨道数量和型式分
单根导轨,用D表示;
双根轻轨导轨,用Q表示;
双根角钢导轨,用了表示;
d)无轨,用W表示。
4.2规格
门的规格用门高(单位mm)×门口宽(单位mm)表示。4.2.1门口宽度系列
门口宽度推荐采用以下尺寸:
3 600、4 200、4 800、5 400、6 000、6 600、7 200、7 800、8 400、9 000、9 600、10 800、9 000、9 600、10 800、12 000,15 000、18 000,21 000、24 000.27 000.30 000,4.2.2门高系列
门高推荐采用以下尺寸:
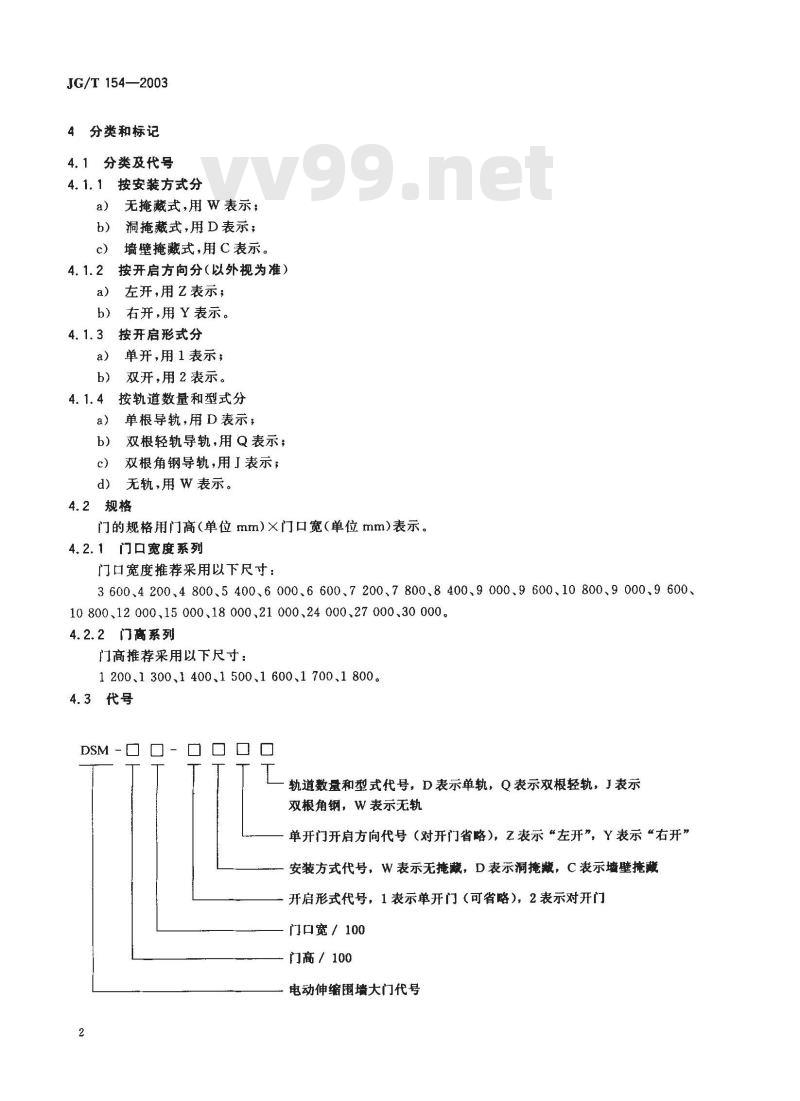
1200、1 300、1400、1500、1 600、1 700、18004.3代号
DSM - -
轨道数量和型式代号,D表示单轨,Q表示双根轻轨,J表示双根角钢,W表示无轨
单开门开启方向代号(对开门省略),Z表示“左开”,Y表示“右开”安装方式代号,W表示无掩裁,D表示洞掩藏,C表示墙壁掩藏一开启形式代号,1表示单开门(可省略),2表示对开门门口宽/100
门高/100
电动伸缩围墙大门代号
示例:
DSM-16150-WZD
JG/T154—2003
电动伸缩围墙大门,门高1600mm,门口宽15000mm,单开门,无掩藏式安装,左向开启,单根轨道DSM-18300-2DQ
电动伸缩围墙大门,门高1800mm,门口宽30000mm,对开门,洞掩藏式安装,双根轻轨轨道5要求
5.1使用条件
5.1.1正常工作条件
a)周围环境温度:25℃~+50℃;b)周围环境相对湿度:≤90%;大气压力:86kPa~106kPa;
d)电源电压:额定电压×(1士10%)V;e)使用场所无严重腐蚀的介质。5.1.2当工作条件不符合本标准规定时,由用户和制造厂协商解决。5.2材料
5.2.1门框和铰接杆宜采用不锈钢管材、板材或铝合金型材加工,也可采用强度相当的其他材料。不锈钢管材应符合标准GB/T18705、不锈钢板材应符合标准GB/T3280、铝型材除了应符合标准GB/T5237.1外,阳极氧化着色铝型材、电泳漆铝型材、粉末喷涂铝型材、氟碳漆喷涂铝型材还应分别符合标准GB/T5237.2、GB/T5237.3、GB/T5237.4、GB/T5237.5等标准的规定。5.2.2用不锈钢管材或板材作门框或铰接杆时,材料厚度应不小于0.8mm。5.2.3用铝合金型材作门框或铰接杆时,材料壁厚应不小于1.2mm。5.3结构与外观
5.3.1产品结构应方便安装、维修和日常维护。5.3.2门体伸缩比应不小于5:1。5.3.3门体完全伸开后,每个伸缩节的节距应不大于420mm。5.3.4行走轮的轮距应不小于400mm。5.3.5机头上应有警示标志,并应安装警示灯或电子显示板。在门体运行时,警示灯应不停地闪烁,电子显示板上应显示门的运行方向,并应与门的实际运行方向一致。5.3.6导线布置应合理、安全、美观,且导线中间不允许有接头。5.3.7机头上的电气装置应有必要的防雨措施。5.3.8
主要零部件的主要外露面不得有较明显的划伤、污渍及凸凹不平等缺陷。5.3.9易腐蚀的金属构件表面均应进行防腐蚀处理。5.3.10门体完全伸开后,每根门立框的晃动量应不大于20mm。5.3.11门体完全伸开后,相邻伸缩节长度相差应不大于10mm,任意伸缩节长度相差应不大于30mm。
5.3.12门体缩合后,相邻门立框的上下间距相差应不大于10mm。5.3.13门体缩合后,内外门立框的外部平面应分别平齐,相邻门立框的外部平面的凸凹相差;组装框应不大于3mm,弯曲框应不大于5 mm。5.3.14门体缩合后,相邻门立框的高低相差;组装框应不大于3mm,弯曲框应不大于5mm5.3.15门体缩合后,各铰接杆,铰接轴应排列整齐,相邻件不齐偏差应不大于5mm。5.4开门机
产品所用开门机应符合JG/T3052的规定。3
JG/T 154—2003
5.5遥控器
产品宜配装遥控器。配装遥控器时,遥控距离应不小于30m。5.6运行速度
产品的运行速度应在0.25m/s~0.4m/s之间。5.7富余拉力
门体完全伸开后,驱动部分继续运行的拉力应不小于100N。5.8门体运行灵活性
门体伸缩应轻便、灵活,以手动方式使门体完全伸展到位时的拉力:门长≤10m时,不大于200N;门长>10m时,不大于300N。
5.9产品运行平稳性
产品运行应平稳、无明显抖动。5.10产品运行时的声音
产品运行时应无异常声音。
5.11锁紧力
合上离合器状态下,以手动方式推拉门时,机头驱动轮不能转动,且能使机头驱动轮在水泥地面上滑行的拉(推)力应不小于500N。5.12手动离合
产品上应设置手动离合装置,停电时应能方便地脱开离合器,以手动方式推拉门。离合器应动作准确、灵活。脱开离合器推拉门时应平稳、轻便;合上离合器推拉门时,机头驱动轮不能转动。5.13行程限位
产品开启和关闭到位时均应自动停止运行。5.14电压波动时工作性能
产品的电源电压在额定电压×(1士10%)V的情况下应能正常工作。5.15机头外壳防护等级
机头外壳的防护等级按GB/T4942.2的规定应不低于IP34。5.16电气安全性能
5.16.1绝缘电阻
正常环境条件下,机头上的电源输人端与机头外壳之间的绝缘电阻应不小于200Mα2。5.16.2抗电强度
在机头上的电源输人端与机头外壳之间施加50Hz、1.5kV的交流电压,历时1min,应无击穿和闪烁现象,且试验后电气系统仍能正常工作。5.16.3接地保护措施
门体尾部应设置接地装置,并应有明显的接地标志。5.17安全控制
在关门过程中,通过操纵手动按钮或遥控器发射机上的“停止”按钮应能随时停止门的运行。5.18寿命
在正常使用条件下,以开门、关门一个循环计为一次,产品应可靠动作1×10°次。6检验方法
6.1检验条件
除特殊规定外,一般检验条件如下:a)环境温度:+15℃~+35℃:
b)相对湿度:45%~75%;
c)大气压力:86kPa~106kPa。6.2材料检验
JG/T154—2003
用卷尺或卡尺检查材料的外形尺寸及壁厚,并检查原材料的材质证明单是否齐全有效,必要时可对原材料的主要性能指标进行试验。6.3结构和外观检查
用卷尺和钢板尺及目测法在门体伸缩后自由状态下进行检验。6.4电动开门机检验
电动开门机按JG/T3052中的有关规定进行检验。6.5遥控器检验
先将接收机按接线图与产品控制线路接在一起,然后接通电源,在距接收机30m远处分别操纵发射机上的“开”“关”“停”按键各五次,并观察产品的动作情况。6.6运行速度检验
在正常工作条件下,以电动方式使门体伸开和缩合各三次,每次运行10s,用卷尺测量各次运行距离。分别计算出各次的运行速度,然后取六次的算术平均值作为检测值。6.7富余拉力检验
在正常工作条件下,用弹簧拉力计拉住门体尾部,以电动方式伸开门体,直至驱动轮在导轨上打滑或电机堵转,记录弹簧拉力计的读数。6.8门体运行灵活性检验
先脱开离合器,并使门体缩合在一起,然后用弹簧拉力计拉住门体头部,使门体完全伸展开,记录弹簧拉力计的最大值。
6.9产品运行平稳性检验
以电动方式运行产品,并观察产品运行情况。6.10产品运行时的声音检验
以电动方式运行产品,并耳听产品运行时的声音。6.11锁紧力检验
合上离合器,用两只弹簧拉力计分别拉住机头内、外两侧的约1m高处,直至驱动轮在水泥地面上滑动,记录两只弹簧拉力计的读数之和。6.12手动离合检验
先脱开离合器,以手动方式推拉门体、然后合上离合器,以手动方式推拉门体。6.13行程限位检验
将产品安装于试验场地上,以电动方式分别伸开和缩合门体,观察产品伸开和缩合到位时的情况。6.14电压波动时的工作性能检验用调压器调节电源电压,使其在额定电压×(1土10%)V的范围内波动,电动运行产品并观察产品运行情况。
6.15机头外壳防护等级检验
按GB/T4942.2的规定进行检验。6.16电气安全性能检验
6.16.1绝缘电阻检验
断开电源,用500V兆欧表测量电源输人端与机头外壳之间的电阻。6.16.2抗电强度检验
将耐电压测试仪的试验电压初调到低于50%的规定值,再加到被试产品的电源输入端与机头外壳之间,并将这一试验电压从这一初始值(0.75V)增加到规定值(1.5V),历时不应小于10 s,维持1min后迅速平稳下降至零。
JG/T154—2003
6.16.3接地保护措施检验
观察门体尾部有无接地装置和接地标志。6.17安全控制检验
在关门过程中,按动手动按钮或遥控器发射机上的停止”按钮,观察产品运行情况。6.18寿命试验
将产品安装于试验场地上,以电动方式使门体运行至完全伸开,然后再运行至完全缩合,在试验过程中每动作5min后,应间隔15min,不断重复以上过程,并记录动作次数,直至产品出现故障或动作次数超过规定寿命,试验过程中充许更换两次易损件。7
检验规则
7.1检验类型
检验分为两种类型:出厂检验、型式检验7.1.1出厂检验
产品须经生产厂质量检验部门依据标准检验合格后方能出厂,并应具有合格证。出厂检验应在型式检验有效期内进行,否则检验结果无效。7.1.2型式检验
有下列情况之者,应进行型式检验:新产品或老产品转厂生产的试制定型鉴定;a)
正式生产后,当产品的结构、材料、工艺有较大改变,有可能影响产品性能时;正式生产满四年时;
产品停产两年后,恢复生产时;d)
出厂检验结果与上次型式检验有较大差别时;e)
产品出现重大质量责任事故时;f)
国家质量监督机构提出进行型式检验要求时。g)
7.2检验项目
检验项目按表1规定进行。
表1检验项目
项目名称
结构与外观
开门机
遥控器
运行速度
富余拉力
运行灵活性
运行平稳性
运行时的声音
锁紧力
技术要求
检验方法
型式检验
出厂检验
项目名称
手动离合
行程限位
电压波动时工作性能
机头外壳防护等级
绝缘电阻
抗电强度
接地保护措施
安全控制
注;~为检验项目,×为不检验项目。7.3抽样方法
7.3.1出厂检验:逐套检验。
表1(续)
技术要求
检验方法
型式检验
JG/T 154—2003
出厂检验
7.3.2型式检验:从出厂检验合格的批产品中采用二次抽样方法,第一次抽样数量为一套,若不合格,进行第二次抽样,第二次抽样数量为两套。7.4判定原则
7.4.1出厂检验中,若出现一项不合格,则应返修,返修后重新对不合格项进行检验。若仍不合格,则判为不合格品。
7.4.2型式检验中,若出现电气安全性能不合格,则该次型式检验不合格;若其他项目出现不合格,则应在同一一批产品中加倍抽取样品,对不合格项进行检验,若仍不合格,则该次型式检验判为不合格。8标志、包装、贮存、运输
8.1标志
产品应在显著位置安装铭牌,其上应标出:a)生产企业名称及商标;
b)产品型号及名称;
制造日期及出厂编号、标准代号。8.2包装
8.2.1产品的包装方法应符合GB/T13384的有关规定。8.2. 2
产品上的机头和门体宜分别包装,其包装应安全、可靠,便于装卸、运输和贮存。3产品的包装标识应符合GB/T191的有关规定。8.2.3
8.2.4产品的包装箱内应随带如下文件:产品合格证;
产品安装使用说明书:
产品装箱单;
其他有关技术文件。
8.3运输
8.3.1包装好的产品可用常规运输工具运输。JG/T154-—2003
2产品在运输工具上应按产品实际工作状态放置并固定牢靠,还应有防护措施。8.3.2
产品装卸时应轻抬轻放。
8.4购存
包装好的产品应按产品实际工作状态存放在干燥且周围空气中不含有腐蚀性及爆炸性气体的场所,并应有防潮、防雨、防晒、防腐等措施。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
本标准根据GB/T1.12000《标准化工作导则第1部分:标准的结构和编写规则》和GB/T1.2一2002《标准化工作导则第2部分:标准中规范性技术要素内容的确定方法》的规定编制。本标准由建设部标准定额研究所提出。本标准由建设部建筑制品与构配件产品标准化技术委员会归口。本标准起草单位:许继集团河南昌威机械设备有限公司、河北省建设厅、河北省廊坊市安韩五金门窗厂。
本标准主要起草人:杜松献、余诚、丁长银、王志强、李同泽、韩智深、赵长海、赵占明。本标准为首次发布。
1范围
电动伸缩围墙大门
JG/T 154—2003
本标准规定了电动伸缩围墙大门的分类和标记、要求、检验方法、检验规则、标志、包装、运输、贮存等内容。
本标准适用于工业与民用建筑用电动伸缩围墙大门,其他场所用电动伸缩大门可参照使用。2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T191—2000包装储运图示标志GB/T3280--1992不锈钢冷轧钢板低压电器外壳防护等级
GB/T 4942.2--1993
铝合金建筑型材第1部分基材
GB/T 5237.1--2000
GB/T 5237.2—2000
GB/T 5237.3—2000
GB/T 5237.4—2000
GB/T 5237.5—2000
GB/T 13384—1992
铝合金建筑型材第2部分
阳极氧化、着色型材
铝合金建筑型材
第3部分
铝合金建筑型材
第4部分
铝合金建筑型材第5部分
机电产品包装通用技术条件免费下载标准就来唯久标准网
GB/T 18705-—2002
装饰用焊接不锈钢管
JG/T 3052—1998
3术语和定义
电动开门机
本标准采用下列定义。
电动伸缩围墙大门electric flexgate电泳涂漆型材
粉末喷涂型材
氟碳漆喷涂型材
安装于场院大门口、自身长度可伸缩,并以电动方式运行的门。3.2
门体 gate body
由多个伸缩节组成、自身长度可伸缩、能封闭场院大门口的构件。3.3
机头loco
装于门体前部并装有驱动装置且能驱动门体伸缩的构件。3.4
vertical gate -frame
门立框
门体上用于支撑铰接杆的构件。3.5
expansive section
伸缩节
两相邻门立框之间的构件总称。JG/T 154—2003
分类和标记
4.1分类及代号
4.1.1按安装方式分
a)无掩藏式,用W表示;
洞掩式,用D表示;
墙壁掩藏式,用C表示。
按开启方向分(以外视为准)
左开,用乙表示;
右开,用Y表示。
按开启形式分
单开,用1表示;
双开,用2表示。
按轨道数量和型式分
单根导轨,用D表示;
双根轻轨导轨,用Q表示;
双根角钢导轨,用了表示;
d)无轨,用W表示。
4.2规格
门的规格用门高(单位mm)×门口宽(单位mm)表示。4.2.1门口宽度系列
门口宽度推荐采用以下尺寸:
3 600、4 200、4 800、5 400、6 000、6 600、7 200、7 800、8 400、9 000、9 600、10 800、9 000、9 600、10 800、12 000,15 000、18 000,21 000、24 000.27 000.30 000,4.2.2门高系列
门高推荐采用以下尺寸:
1200、1 300、1400、1500、1 600、1 700、18004.3代号
DSM - -
轨道数量和型式代号,D表示单轨,Q表示双根轻轨,J表示双根角钢,W表示无轨
单开门开启方向代号(对开门省略),Z表示“左开”,Y表示“右开”安装方式代号,W表示无掩裁,D表示洞掩藏,C表示墙壁掩藏一开启形式代号,1表示单开门(可省略),2表示对开门门口宽/100
门高/100
电动伸缩围墙大门代号
示例:
DSM-16150-WZD
JG/T154—2003
电动伸缩围墙大门,门高1600mm,门口宽15000mm,单开门,无掩藏式安装,左向开启,单根轨道DSM-18300-2DQ
电动伸缩围墙大门,门高1800mm,门口宽30000mm,对开门,洞掩藏式安装,双根轻轨轨道5要求
5.1使用条件
5.1.1正常工作条件
a)周围环境温度:25℃~+50℃;b)周围环境相对湿度:≤90%;大气压力:86kPa~106kPa;
d)电源电压:额定电压×(1士10%)V;e)使用场所无严重腐蚀的介质。5.1.2当工作条件不符合本标准规定时,由用户和制造厂协商解决。5.2材料
5.2.1门框和铰接杆宜采用不锈钢管材、板材或铝合金型材加工,也可采用强度相当的其他材料。不锈钢管材应符合标准GB/T18705、不锈钢板材应符合标准GB/T3280、铝型材除了应符合标准GB/T5237.1外,阳极氧化着色铝型材、电泳漆铝型材、粉末喷涂铝型材、氟碳漆喷涂铝型材还应分别符合标准GB/T5237.2、GB/T5237.3、GB/T5237.4、GB/T5237.5等标准的规定。5.2.2用不锈钢管材或板材作门框或铰接杆时,材料厚度应不小于0.8mm。5.2.3用铝合金型材作门框或铰接杆时,材料壁厚应不小于1.2mm。5.3结构与外观
5.3.1产品结构应方便安装、维修和日常维护。5.3.2门体伸缩比应不小于5:1。5.3.3门体完全伸开后,每个伸缩节的节距应不大于420mm。5.3.4行走轮的轮距应不小于400mm。5.3.5机头上应有警示标志,并应安装警示灯或电子显示板。在门体运行时,警示灯应不停地闪烁,电子显示板上应显示门的运行方向,并应与门的实际运行方向一致。5.3.6导线布置应合理、安全、美观,且导线中间不允许有接头。5.3.7机头上的电气装置应有必要的防雨措施。5.3.8
主要零部件的主要外露面不得有较明显的划伤、污渍及凸凹不平等缺陷。5.3.9易腐蚀的金属构件表面均应进行防腐蚀处理。5.3.10门体完全伸开后,每根门立框的晃动量应不大于20mm。5.3.11门体完全伸开后,相邻伸缩节长度相差应不大于10mm,任意伸缩节长度相差应不大于30mm。
5.3.12门体缩合后,相邻门立框的上下间距相差应不大于10mm。5.3.13门体缩合后,内外门立框的外部平面应分别平齐,相邻门立框的外部平面的凸凹相差;组装框应不大于3mm,弯曲框应不大于5 mm。5.3.14门体缩合后,相邻门立框的高低相差;组装框应不大于3mm,弯曲框应不大于5mm5.3.15门体缩合后,各铰接杆,铰接轴应排列整齐,相邻件不齐偏差应不大于5mm。5.4开门机
产品所用开门机应符合JG/T3052的规定。3
JG/T 154—2003
5.5遥控器
产品宜配装遥控器。配装遥控器时,遥控距离应不小于30m。5.6运行速度
产品的运行速度应在0.25m/s~0.4m/s之间。5.7富余拉力
门体完全伸开后,驱动部分继续运行的拉力应不小于100N。5.8门体运行灵活性
门体伸缩应轻便、灵活,以手动方式使门体完全伸展到位时的拉力:门长≤10m时,不大于200N;门长>10m时,不大于300N。
5.9产品运行平稳性
产品运行应平稳、无明显抖动。5.10产品运行时的声音
产品运行时应无异常声音。
5.11锁紧力
合上离合器状态下,以手动方式推拉门时,机头驱动轮不能转动,且能使机头驱动轮在水泥地面上滑行的拉(推)力应不小于500N。5.12手动离合
产品上应设置手动离合装置,停电时应能方便地脱开离合器,以手动方式推拉门。离合器应动作准确、灵活。脱开离合器推拉门时应平稳、轻便;合上离合器推拉门时,机头驱动轮不能转动。5.13行程限位
产品开启和关闭到位时均应自动停止运行。5.14电压波动时工作性能
产品的电源电压在额定电压×(1士10%)V的情况下应能正常工作。5.15机头外壳防护等级
机头外壳的防护等级按GB/T4942.2的规定应不低于IP34。5.16电气安全性能
5.16.1绝缘电阻
正常环境条件下,机头上的电源输人端与机头外壳之间的绝缘电阻应不小于200Mα2。5.16.2抗电强度
在机头上的电源输人端与机头外壳之间施加50Hz、1.5kV的交流电压,历时1min,应无击穿和闪烁现象,且试验后电气系统仍能正常工作。5.16.3接地保护措施
门体尾部应设置接地装置,并应有明显的接地标志。5.17安全控制
在关门过程中,通过操纵手动按钮或遥控器发射机上的“停止”按钮应能随时停止门的运行。5.18寿命
在正常使用条件下,以开门、关门一个循环计为一次,产品应可靠动作1×10°次。6检验方法
6.1检验条件
除特殊规定外,一般检验条件如下:a)环境温度:+15℃~+35℃:
b)相对湿度:45%~75%;
c)大气压力:86kPa~106kPa。6.2材料检验
JG/T154—2003
用卷尺或卡尺检查材料的外形尺寸及壁厚,并检查原材料的材质证明单是否齐全有效,必要时可对原材料的主要性能指标进行试验。6.3结构和外观检查
用卷尺和钢板尺及目测法在门体伸缩后自由状态下进行检验。6.4电动开门机检验
电动开门机按JG/T3052中的有关规定进行检验。6.5遥控器检验
先将接收机按接线图与产品控制线路接在一起,然后接通电源,在距接收机30m远处分别操纵发射机上的“开”“关”“停”按键各五次,并观察产品的动作情况。6.6运行速度检验
在正常工作条件下,以电动方式使门体伸开和缩合各三次,每次运行10s,用卷尺测量各次运行距离。分别计算出各次的运行速度,然后取六次的算术平均值作为检测值。6.7富余拉力检验
在正常工作条件下,用弹簧拉力计拉住门体尾部,以电动方式伸开门体,直至驱动轮在导轨上打滑或电机堵转,记录弹簧拉力计的读数。6.8门体运行灵活性检验
先脱开离合器,并使门体缩合在一起,然后用弹簧拉力计拉住门体头部,使门体完全伸展开,记录弹簧拉力计的最大值。
6.9产品运行平稳性检验
以电动方式运行产品,并观察产品运行情况。6.10产品运行时的声音检验
以电动方式运行产品,并耳听产品运行时的声音。6.11锁紧力检验
合上离合器,用两只弹簧拉力计分别拉住机头内、外两侧的约1m高处,直至驱动轮在水泥地面上滑动,记录两只弹簧拉力计的读数之和。6.12手动离合检验
先脱开离合器,以手动方式推拉门体、然后合上离合器,以手动方式推拉门体。6.13行程限位检验
将产品安装于试验场地上,以电动方式分别伸开和缩合门体,观察产品伸开和缩合到位时的情况。6.14电压波动时的工作性能检验用调压器调节电源电压,使其在额定电压×(1土10%)V的范围内波动,电动运行产品并观察产品运行情况。
6.15机头外壳防护等级检验
按GB/T4942.2的规定进行检验。6.16电气安全性能检验
6.16.1绝缘电阻检验
断开电源,用500V兆欧表测量电源输人端与机头外壳之间的电阻。6.16.2抗电强度检验
将耐电压测试仪的试验电压初调到低于50%的规定值,再加到被试产品的电源输入端与机头外壳之间,并将这一试验电压从这一初始值(0.75V)增加到规定值(1.5V),历时不应小于10 s,维持1min后迅速平稳下降至零。
JG/T154—2003
6.16.3接地保护措施检验
观察门体尾部有无接地装置和接地标志。6.17安全控制检验
在关门过程中,按动手动按钮或遥控器发射机上的停止”按钮,观察产品运行情况。6.18寿命试验
将产品安装于试验场地上,以电动方式使门体运行至完全伸开,然后再运行至完全缩合,在试验过程中每动作5min后,应间隔15min,不断重复以上过程,并记录动作次数,直至产品出现故障或动作次数超过规定寿命,试验过程中充许更换两次易损件。7
检验规则
7.1检验类型
检验分为两种类型:出厂检验、型式检验7.1.1出厂检验
产品须经生产厂质量检验部门依据标准检验合格后方能出厂,并应具有合格证。出厂检验应在型式检验有效期内进行,否则检验结果无效。7.1.2型式检验
有下列情况之者,应进行型式检验:新产品或老产品转厂生产的试制定型鉴定;a)
正式生产后,当产品的结构、材料、工艺有较大改变,有可能影响产品性能时;正式生产满四年时;
产品停产两年后,恢复生产时;d)
出厂检验结果与上次型式检验有较大差别时;e)
产品出现重大质量责任事故时;f)
国家质量监督机构提出进行型式检验要求时。g)
7.2检验项目
检验项目按表1规定进行。
表1检验项目
项目名称
结构与外观
开门机
遥控器
运行速度
富余拉力
运行灵活性
运行平稳性
运行时的声音
锁紧力
技术要求
检验方法
型式检验
出厂检验
项目名称
手动离合
行程限位
电压波动时工作性能
机头外壳防护等级
绝缘电阻
抗电强度
接地保护措施
安全控制
注;~为检验项目,×为不检验项目。7.3抽样方法
7.3.1出厂检验:逐套检验。
表1(续)
技术要求
检验方法
型式检验
JG/T 154—2003
出厂检验
7.3.2型式检验:从出厂检验合格的批产品中采用二次抽样方法,第一次抽样数量为一套,若不合格,进行第二次抽样,第二次抽样数量为两套。7.4判定原则
7.4.1出厂检验中,若出现一项不合格,则应返修,返修后重新对不合格项进行检验。若仍不合格,则判为不合格品。
7.4.2型式检验中,若出现电气安全性能不合格,则该次型式检验不合格;若其他项目出现不合格,则应在同一一批产品中加倍抽取样品,对不合格项进行检验,若仍不合格,则该次型式检验判为不合格。8标志、包装、贮存、运输
8.1标志
产品应在显著位置安装铭牌,其上应标出:a)生产企业名称及商标;
b)产品型号及名称;
制造日期及出厂编号、标准代号。8.2包装
8.2.1产品的包装方法应符合GB/T13384的有关规定。8.2. 2
产品上的机头和门体宜分别包装,其包装应安全、可靠,便于装卸、运输和贮存。3产品的包装标识应符合GB/T191的有关规定。8.2.3
8.2.4产品的包装箱内应随带如下文件:产品合格证;
产品安装使用说明书:
产品装箱单;
其他有关技术文件。
8.3运输
8.3.1包装好的产品可用常规运输工具运输。JG/T154-—2003
2产品在运输工具上应按产品实际工作状态放置并固定牢靠,还应有防护措施。8.3.2
产品装卸时应轻抬轻放。
8.4购存
包装好的产品应按产品实际工作状态存放在干燥且周围空气中不含有腐蚀性及爆炸性气体的场所,并应有防潮、防雨、防晒、防腐等措施。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。