GB/T 4440-1998
基本信息
标准号: GB/T 4440-1998
中文名称:活扳手
标准类别:国家标准(GB)
英文名称:Adjustable wrenches
标准状态:已作废
发布日期:1998-03-25
实施日期:1999-01-01
作废日期:2009-09-01
下载格式:pdf zip
相关标签: 扳手
标准分类号
标准ICS号: 机械制造>>手持工具>>25.140.30手动工具
中标分类号:机械>>工艺装备>>J47手工工具
出版信息
出版社:中国标准出版社
页数:出版社:
标准价格:0.0
相关单位信息
首发日期:1984-06-01
复审日期:2004-10-14
起草单位:活板手国家标准起草小组
归口单位:全国五金制品标准化技术委员会
发布部门:国家技术监督局
主管部门:中国轻工业联合会
标准简介
本标准规定了活扳手的产品分类、技术要求、试验方法、检验规则及包装、标志、运输与贮存。本标准适用于扳拧螺栓和螺母的活扳手。
标准图片预览


标准内容
GB/T4440—1998
本标准是在GB4440—84《活扳手》的基础上,非等效采用国际标准化组织的委员会草案ISO/CD6787:1996《螺钉和螺母装配工具活扳手》修订的,其主要技术内容与ISO/CD6787:1996一致。本标准增加了活扳手的规格,并按ISO/CD6787:1996修改了活扳手的小肩离缝试验方法。此次修订将GB4441一84《活扳手检验规则、标志与包装》的全部内容修订后并入本标准。本标准自实施之日起,同时代替GB4440--84和GB4441--84。本标准由中国轻工总会提出。
本标准由全国工具五金标准化中心归口。本标准负责起草单位:上海市工具工业研究所,参加起草单位:上海劳动机械厂等。本标准主要起草人林美德、周燕谋。267
1范围Www.vV99.net
中华人民共和国国家标准
Adjustable wrenches
GB/T4440--1998
neq IS0/CD 6787:1996
代替 GB4440--84
GB 4441--84
本标准规定了活扳手的产品分类、技术要求、试验方法、检验规则及包装、标志、运输与贮存。本标准适用于扳拧螺栓和螺母的活扳手。2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB/T23091金属洛氏硬度试验法
GB/T2828—87逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T4955—85金属覆盖层厚度测量阳极溶解库仑方法GB/T5305--85手工具包装、标志、运输与贮存GB/T6462-86金属和氧化物覆盖层横断面厚度显微镜测量方法3产品分类
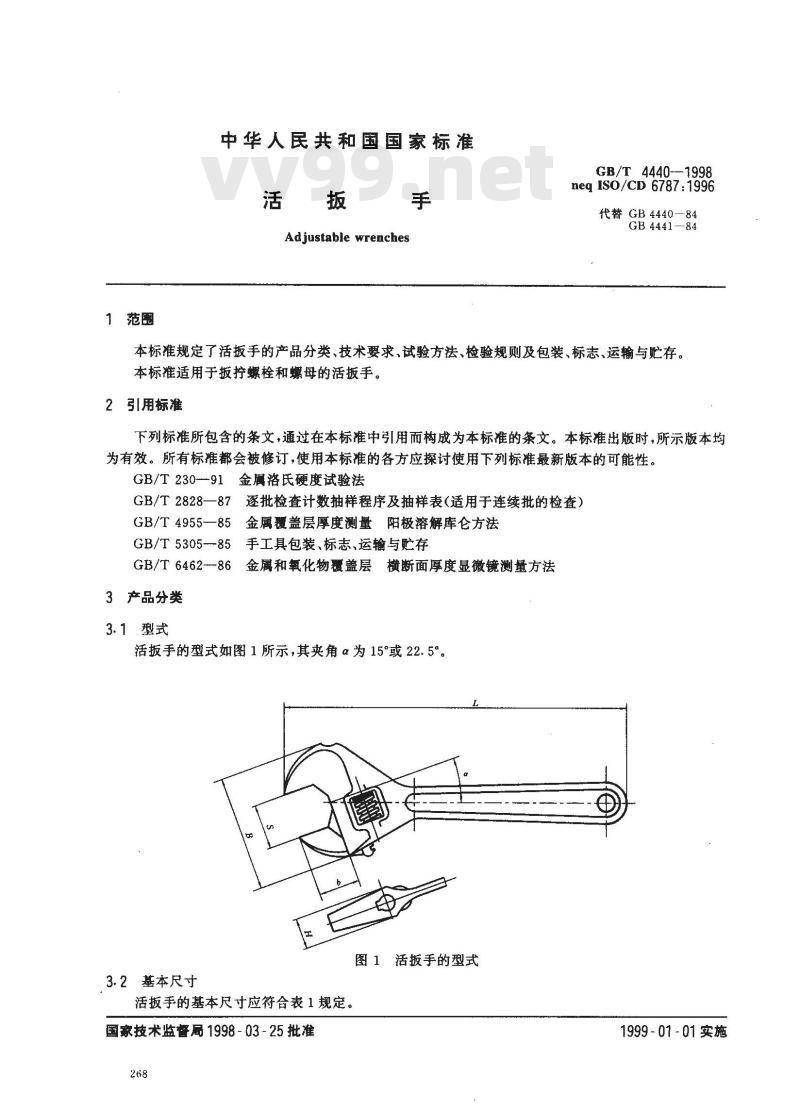
3.1型式
活扳手的型式如图1所示,其夹角α为15°或22.5°。图1活扳手的型式
3.2基本尺寸
活扳手的基本尺寸应符合表1规定。国家技术监督局1998-03-25批准268
1999-01-01实施
3.3标记示例
极限偏差
GB/T 4440—1998
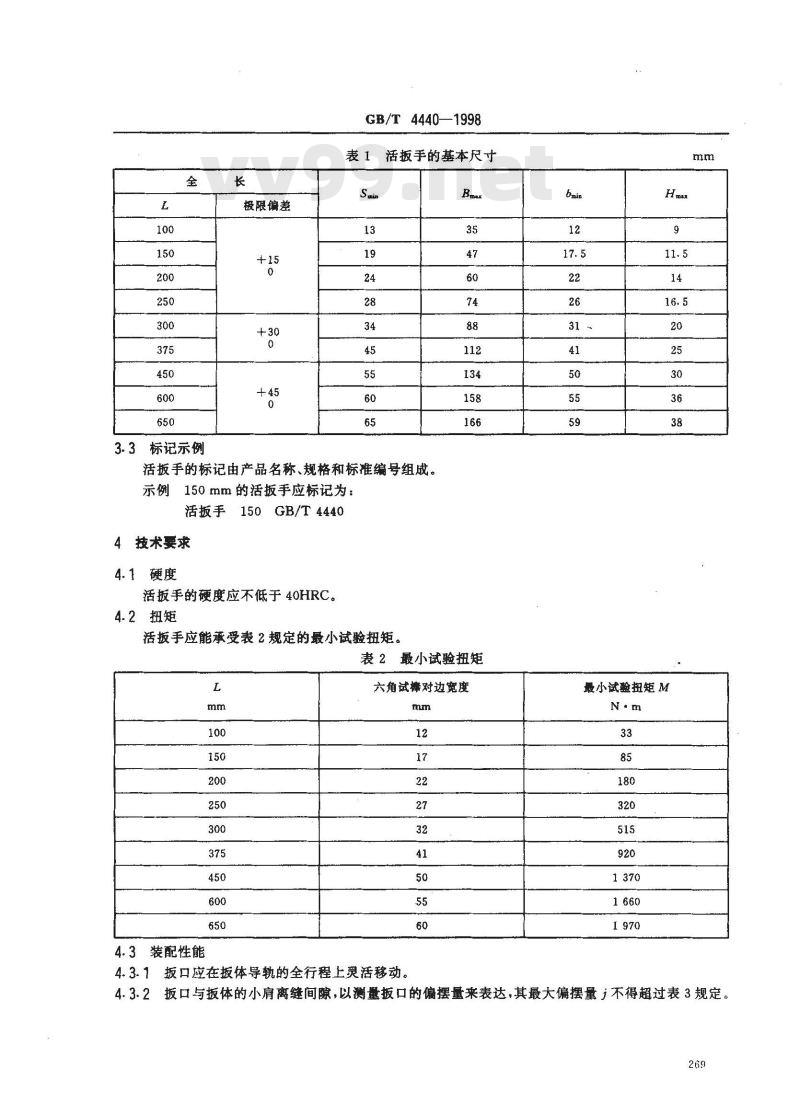
表1活扳手的基本尺寸
活扳手的标记由产品名称、规格和标准编号组成。示例
150mm的活扳手应标记为:
活扳手150GB/T4440
4技术要求
4.1硬度
活扳手的硬度应不低于40HRC。
4.2扭矩
活扳手应能承受表2规定的最小试验扭矩。Bm
表2最小试验扭矩
4.3装配性能
六角试棒对边宽度
4.3.1扳口应在扳体导轨的全行程上灵活移动。baia
最小试验扭矩M
4.3.2扳口与扳体的小肩离缝间隙,以测量扳口的偏摆量来表达,其最大偏摆量j不得超过表3规定。269
4.4表面处理
GB/T 4440-1998
表3最大间隙
测量距离 d
偏摆量 jima
活扳手应进行电镀或其他表面处理。经电镀的活扳手其表面应色泽均匀,不应有气孔、漏镀、烧焦和起层等缺陷,镀层厚度应不低于8um。4.5表面质量
4.5.1活扳手不应有裂缝、毛刺及明显的夹缝、氧化皮等缺陷,柄部应平直。4.5.2活扳手头部双平面的表面粗糙度R.值应不大于3.2μm,工作口面的表面粗糙度R.值应不大于12.5μm。
5试验方法
5.1尺寸检验
活扳手的尺寸采用通用量具检验。开口S系指将扳口移至同扳体垂直口面最大距离时,两垂直口面间的开口尺寸,
5.2装配性能检验
5.2.1扳口灵活移动的检验,以拇指和食指旋转蜗杆进行检查。5.2.2活动扳口与扳体的最大偏摆量的检验如图2所示,对任何一面的测量,其偏摆量都不应超过表3规定的最大值。
d=bma 5mm
江为一在
1)bmin为扳口最小深度。
图2扳口与扳体的偏摆量测量
5.3硬度试验
活扳手的硬度试验按GB/T230的规定,在扳体、扳口靠近口面的双平面和蜗杆的端面上进行。270
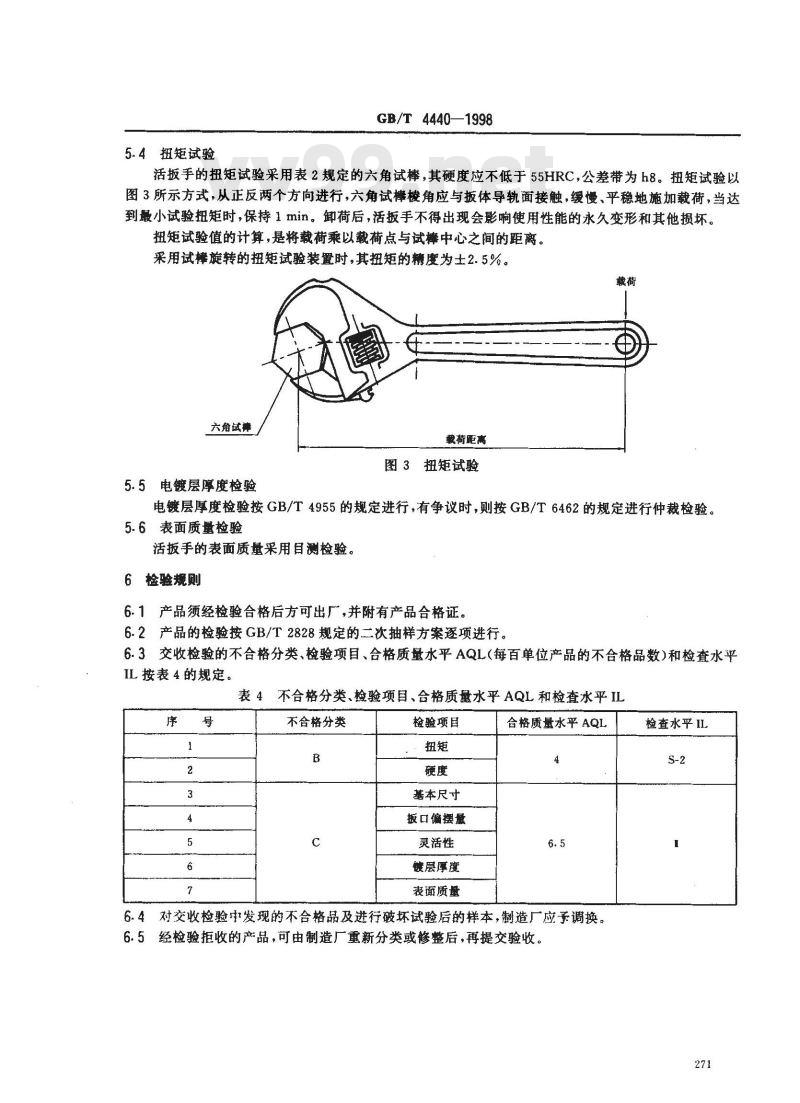
5.4扭矩试验
GB/T 4440—1998
活扳手的扭矩试验采用表2规定的六角试棒,其硬度应不低于55HRC,公差带为h8。扭矩试验以图3所示方式,从正反两个方向进行,六角试棒棱角应与扳体导轨面接触,缓慢、平稳地施加载荷,当达到最小试验扭矩时,保持1min。卸荷后,活扳手不得出现会影响使用性能的永久变形和其他损坏。扭矩试验值的计算,是将载荷乘以载荷点与试中心之间的距离。采用试棒旋转的扭矩试验装置时,其扭矩的糖度为士2.5%。载荷
六角试棒
5.5电镀层厚度检验
载荷距离
图3扭矩试验
电镀层厚度检验按GB/T4955的规定进行,有争议时,则按GB/T6462的规定进行仲裁检验。5.6表面质量检验
活扳手的表面质量采用目测检验。6检验规则
6.1产品须经检验合格后方可出厂,并附有产品合格证。6.2产品的检验按GB/T2828规定的二次抽样方案逐项进行6.3交收检验的不合格分类、检验项目、合格质量水平AQL(每百单位产品的不合格品数)和检查水平IL按表4的规定。
表4不合格分类、检验项目、合格质量水平AQL和检查水平IL序
不合格分类
检验项目
基本尺寸
扳口偏摆量
灵活性
镀层厚度
表面质量
合格质量水平AQL
6.4对交收检验发现的不合格品及进行破坏试验后的样本,制造厂应调换。6.5经检验拒收的产品,可由制造厂重新分类或修整后,再提交验收。检查水平IL
包装、标志、运输与贮存
GB/T4440—1998
产品在正常保管条件下,防锈期为一年,其包装、标志、运输与贮存按GB/T5305的规定执行。272
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
本标准是在GB4440—84《活扳手》的基础上,非等效采用国际标准化组织的委员会草案ISO/CD6787:1996《螺钉和螺母装配工具活扳手》修订的,其主要技术内容与ISO/CD6787:1996一致。本标准增加了活扳手的规格,并按ISO/CD6787:1996修改了活扳手的小肩离缝试验方法。此次修订将GB4441一84《活扳手检验规则、标志与包装》的全部内容修订后并入本标准。本标准自实施之日起,同时代替GB4440--84和GB4441--84。本标准由中国轻工总会提出。
本标准由全国工具五金标准化中心归口。本标准负责起草单位:上海市工具工业研究所,参加起草单位:上海劳动机械厂等。本标准主要起草人林美德、周燕谋。267
1范围Www.vV99.net
中华人民共和国国家标准
Adjustable wrenches
GB/T4440--1998
neq IS0/CD 6787:1996
代替 GB4440--84
GB 4441--84
本标准规定了活扳手的产品分类、技术要求、试验方法、检验规则及包装、标志、运输与贮存。本标准适用于扳拧螺栓和螺母的活扳手。2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB/T23091金属洛氏硬度试验法
GB/T2828—87逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T4955—85金属覆盖层厚度测量阳极溶解库仑方法GB/T5305--85手工具包装、标志、运输与贮存GB/T6462-86金属和氧化物覆盖层横断面厚度显微镜测量方法3产品分类
3.1型式
活扳手的型式如图1所示,其夹角α为15°或22.5°。图1活扳手的型式
3.2基本尺寸
活扳手的基本尺寸应符合表1规定。国家技术监督局1998-03-25批准268
1999-01-01实施
3.3标记示例
极限偏差
GB/T 4440—1998
表1活扳手的基本尺寸
活扳手的标记由产品名称、规格和标准编号组成。示例
150mm的活扳手应标记为:
活扳手150GB/T4440
4技术要求
4.1硬度
活扳手的硬度应不低于40HRC。
4.2扭矩
活扳手应能承受表2规定的最小试验扭矩。Bm
表2最小试验扭矩
4.3装配性能
六角试棒对边宽度
4.3.1扳口应在扳体导轨的全行程上灵活移动。baia
最小试验扭矩M
4.3.2扳口与扳体的小肩离缝间隙,以测量扳口的偏摆量来表达,其最大偏摆量j不得超过表3规定。269
4.4表面处理
GB/T 4440-1998
表3最大间隙
测量距离 d
偏摆量 jima
活扳手应进行电镀或其他表面处理。经电镀的活扳手其表面应色泽均匀,不应有气孔、漏镀、烧焦和起层等缺陷,镀层厚度应不低于8um。4.5表面质量
4.5.1活扳手不应有裂缝、毛刺及明显的夹缝、氧化皮等缺陷,柄部应平直。4.5.2活扳手头部双平面的表面粗糙度R.值应不大于3.2μm,工作口面的表面粗糙度R.值应不大于12.5μm。
5试验方法
5.1尺寸检验
活扳手的尺寸采用通用量具检验。开口S系指将扳口移至同扳体垂直口面最大距离时,两垂直口面间的开口尺寸,
5.2装配性能检验
5.2.1扳口灵活移动的检验,以拇指和食指旋转蜗杆进行检查。5.2.2活动扳口与扳体的最大偏摆量的检验如图2所示,对任何一面的测量,其偏摆量都不应超过表3规定的最大值。
d=bma 5mm
江为一在
1)bmin为扳口最小深度。
图2扳口与扳体的偏摆量测量
5.3硬度试验
活扳手的硬度试验按GB/T230的规定,在扳体、扳口靠近口面的双平面和蜗杆的端面上进行。270
5.4扭矩试验
GB/T 4440—1998
活扳手的扭矩试验采用表2规定的六角试棒,其硬度应不低于55HRC,公差带为h8。扭矩试验以图3所示方式,从正反两个方向进行,六角试棒棱角应与扳体导轨面接触,缓慢、平稳地施加载荷,当达到最小试验扭矩时,保持1min。卸荷后,活扳手不得出现会影响使用性能的永久变形和其他损坏。扭矩试验值的计算,是将载荷乘以载荷点与试中心之间的距离。采用试棒旋转的扭矩试验装置时,其扭矩的糖度为士2.5%。载荷
六角试棒
5.5电镀层厚度检验
载荷距离
图3扭矩试验
电镀层厚度检验按GB/T4955的规定进行,有争议时,则按GB/T6462的规定进行仲裁检验。5.6表面质量检验
活扳手的表面质量采用目测检验。6检验规则
6.1产品须经检验合格后方可出厂,并附有产品合格证。6.2产品的检验按GB/T2828规定的二次抽样方案逐项进行6.3交收检验的不合格分类、检验项目、合格质量水平AQL(每百单位产品的不合格品数)和检查水平IL按表4的规定。
表4不合格分类、检验项目、合格质量水平AQL和检查水平IL序
不合格分类
检验项目
基本尺寸
扳口偏摆量
灵活性
镀层厚度
表面质量
合格质量水平AQL
6.4对交收检验发现的不合格品及进行破坏试验后的样本,制造厂应调换。6.5经检验拒收的产品,可由制造厂重新分类或修整后,再提交验收。检查水平IL
包装、标志、运输与贮存
GB/T4440—1998
产品在正常保管条件下,防锈期为一年,其包装、标志、运输与贮存按GB/T5305的规定执行。272
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。