SY/T 5301-1987
基本信息
标准号: SY/T 5301-1987
中文名称:石油钻采机械产品用碳素钢和普通合金钢铸伯通用技术条件
标准类别:石油天然气行业标准(SY)
标准状态:已作废
实施日期:1988-06-01
作废日期:2005-07-26
下载格式:pdf zip
相关标签: 石油 钻采 机械 产品 碳素钢 普通 合金钢 通用 技术 条件
标准分类号
中标分类号:石油>>石油勘探、开发、集输设备>>E92石油钻采设备与仪器
关联标准
出版信息
标准价格:15.0
相关单位信息
标准简介
标准图片预览

标准内容
中华人民共和国石油工业部部标准SY5301-87
石油钻采机械产品用
碳素钢和普通合金钢铸件
通用技术条件
该标准经1998年确认继续有效。[988-04-18发布
1988-06-01实施
中华人民共和国石油工业部部标准石油钻采机械产品用
碳素钢和普通合金钢铸件通用技术条件1主题内容与适用范围
本标准规定了铸钢件技术条件、检验方法和验收规侧。本标准适用于石油钻采机械产品的各类铸钢件。2引用标准
GB2106
3技术条件
3.1铸钢件的牌号、化学成分和机械性能钢铁产品牌号表示方法
钢的化学分析用试样取样方法
钢铁及合金化学分析方法
金属拉力试验法
金属常温冲击韧性试验方法
SY5301-87
金属夏比(V型缺口)冲击试验方法各类铸钢件的牌号、化学成分和机械性能应符合GB221、GB222、GB223、GB228、GB229等有关标准的规定。
3.2铸钢件的机械加工余量
各类铸钢件的机械加工余量参照附录A中表A1、表A2规定的数值。3.3铸钢件尺寸公差
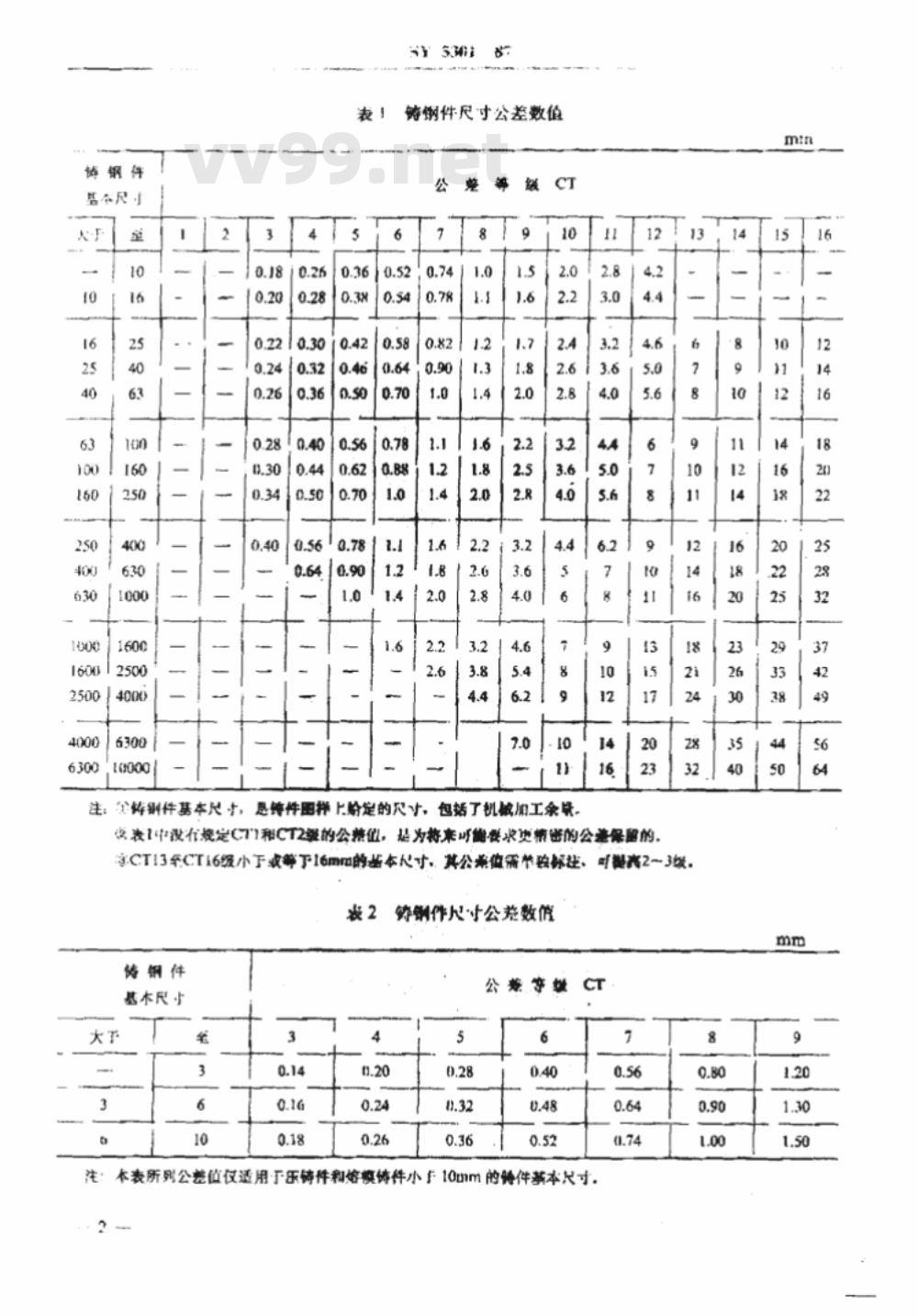
3.3.1铸钢件尺寸公差的代号、等级及数值铸钢件尺寸公差的代号为CT,公差等级分为16级,各级公差数值应符合表1、表2的规定3.3.2铸钢件壁厚、筋厚尺寸公差可以比-般尺寸公差降一级。3.3.3公差带位置
公差带应对称于铸钢件基本尺寸设置,有特殊要求时,也可采用非对称设置,但应在图样上注明。
在设计要求有倾斜特征的部位,沿倾斜面的尺寸公差应对称分布,公差值按铸钢件基本尺寸从表1和表2中选取。
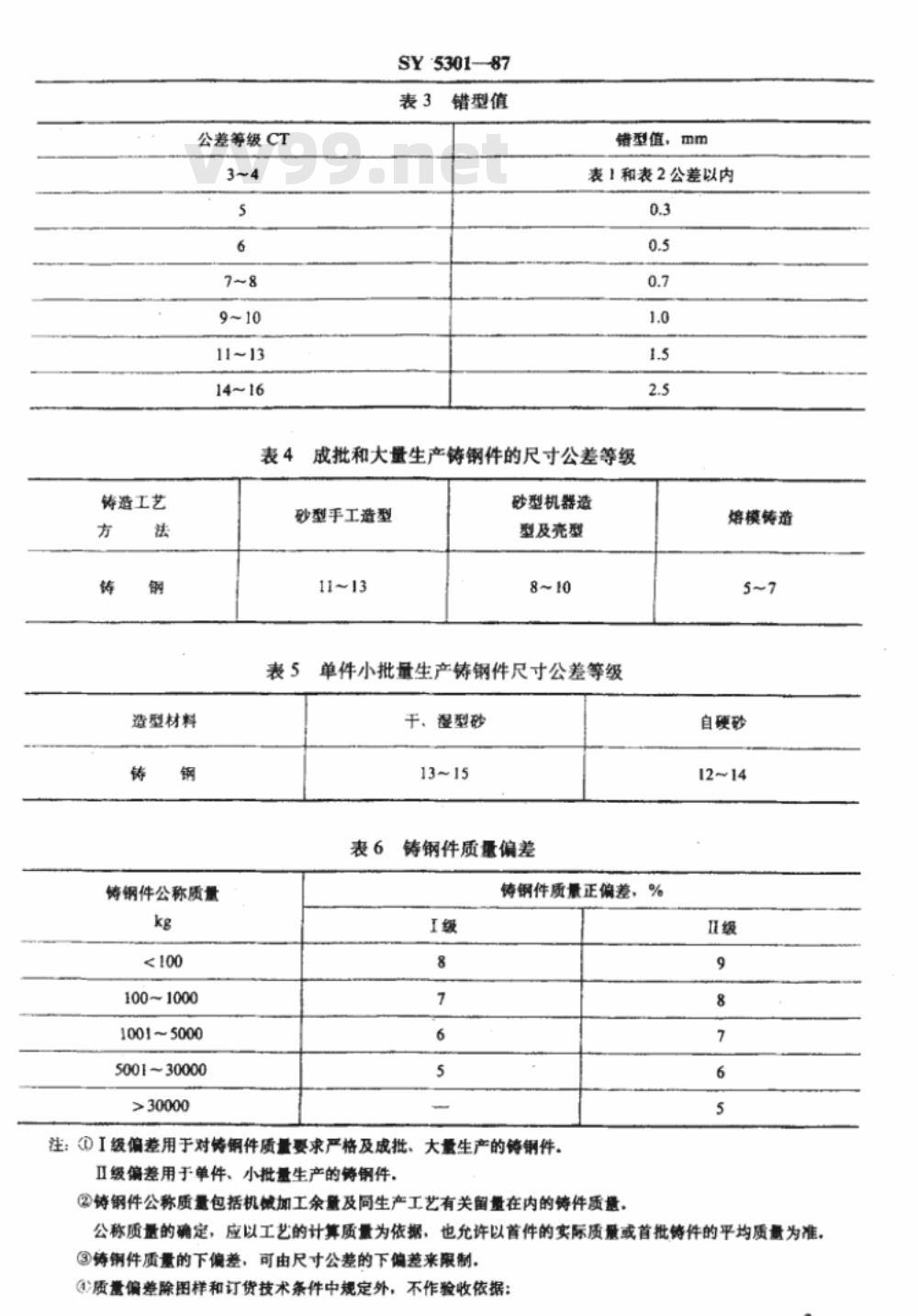
3.3.4错型必须位于表1和表2规定的公差之内,当需进一步限制错型值时,则应在图样上注明其值应从表1、表2或表3中选取较小值,但该值不可与表1和表2中所列值相加。3.4铸钢件尺寸公差等级的选用
3.4.1成批和大量生产铸钢件的尺寸公差等级应符合表4的规定。3.4.2~单件小批量生产铸钢件的尺寸公差等级应符合表5的规定。3.5铸钢件质量偏差应符合表6的规定,3.6铸钢件浇冒口一般应在热处理前切割,切割后的残留量不应超过表7的规定。中华人民共和国石油工业部1988-04-18批准1988-06-01实施
嘉本尺一
铸件尺寸公差数值
注:父体件基本尺十,恩停件图样上纷定的尺寸,包括了机敏加工余缺,2.8
高表1中没规定C7和CT2级的公养值,是为将来呼谢要求更情出的公差保留的,13
宝CT13至CT16级小于或等下16mm的基本尺寸,其公集值需单独标注、可提高2~3级,表2
矫钢作尺寸公差数值
基本尺于
公蔡等
本表所列公差值仅适用-于乐铸件和熔模铸件小F10mm的纯件基本尺寸。注:
铸造工艺
公差等级CT
SY:5301-87
错型值
错型值,mm
表1和表2公差以内
表4成批和大量生产铸钢件的尺寸公差等级砂型手工造型
砂型机器造
型及壳型
表5单件小批量生产铸钢件尺寸公差等级造型材料
铸钢件公称质量
100~1000
1001~5000
5001~30000
>30000
干、湿型砂
铸钢件质量偏差
铸钢件质量正偏差,%
注:①I级偏差用于对铸钢件质量要求严格及成批、大量生产的铸钢件。Ⅱ级差用于单件、小批量生产的铸钢件。②铸钢件公称质量包括机械加工余量及同生产工艺有关留量在内的铸件质量、熔模铸造
自硬砂
公称质量的确定,应以工艺的计算质量为依据,也允许以首件的实际质最或首批件的平均质意为准。③铸钢件质量的下偏差,可由尺寸公差的下偏差来限制。①质量偏差除图样和订货技术条件中规定外,不作验收依据:作
瓷臂山直径或
残留高度小于
或等于
小于或等于
残留高度小于
或等于
固人量
≤150
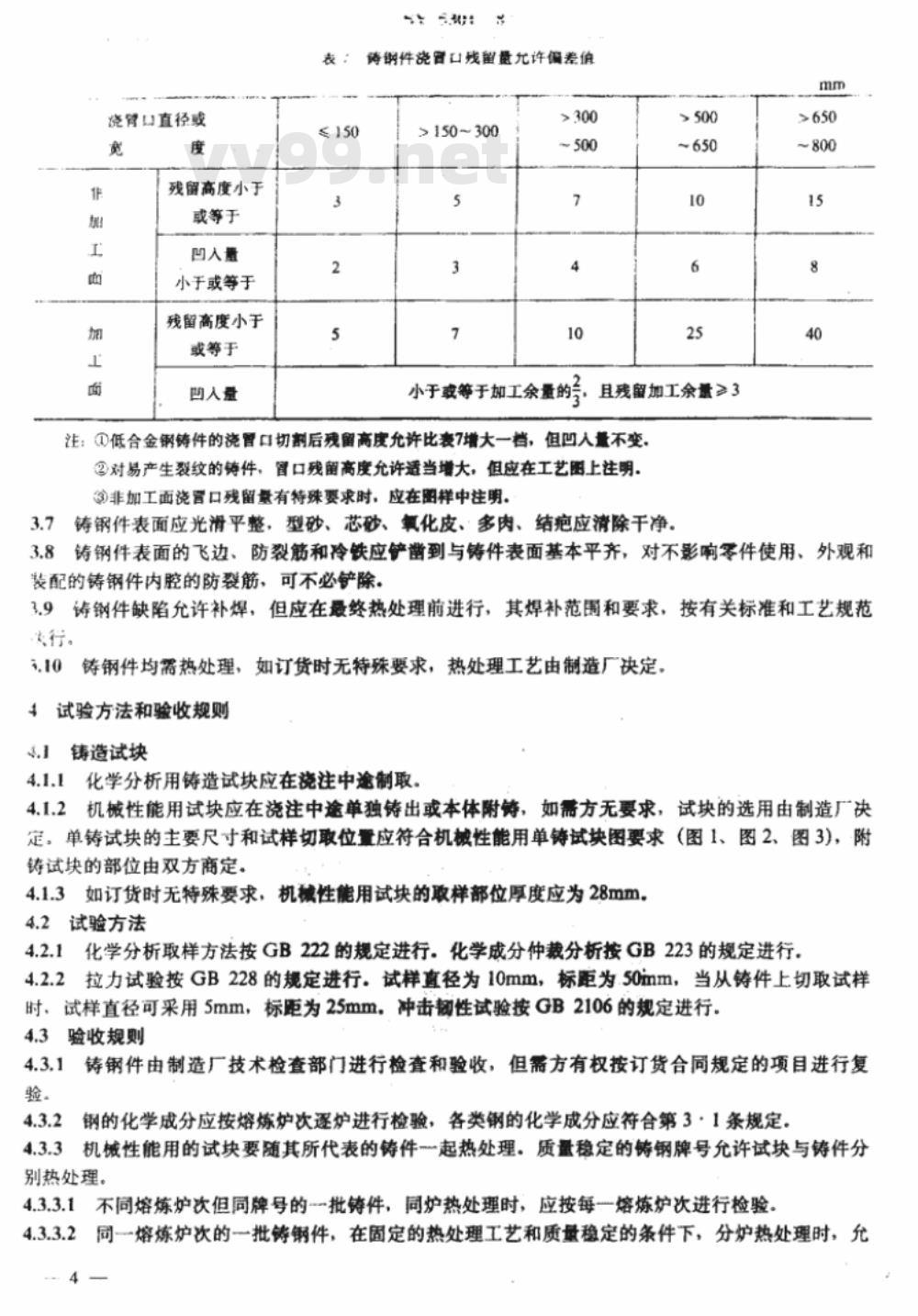
铸钢件浇留口残留量允许偏差偏>150~300
小于或等于加工余量的
且残留加工余量≥3
注:①低合金钢铸件的浇口切割后残留高度允许比表7增大一档,但凹人量不变。②对易产生裂纹的铸件,管口残留高度允许适当增大,但应在工艺图上注明。③非加工面浇冒口残留量有特殊要求时,应在图样中注明。3.7铸钢件表面应光滑平整,型砂、芯砂、氧化皮、多肉、结疤应清除干净。>650
~800
3.8铸钢件表面的飞边、防裂筋和冷铁应铲凿到与铸件表面基本平齐,对不影喇零件使用、外观和装配的铸钢件内腔的防裂筋、可不必铲除。3.9铸钢件缺陷允许补焊,但应在最终热处理前进行,其焊补范围和要求,按有关标准和工艺规范来行。
\,10铸钢件均需热处理,如订货时无特殊要求,热处理工艺由制造厂决定、4试验方法和验收规则
4.1铸造试块
4.1.1化学分析用铸造试块应在浇注中途制取。4.1.2机械性能用试块应在浇注中途单独铸出或本体附铸,如需方无要求,试块的选用由制造厂决定,单铸试块的主要尺寸和试样切取位量应符合机性能用单铸试块图要求(图1、图2、图3),附铸试块的部位由双方商定。
4.1.3如订货时无特殊要求,机械性能用试块的取样部位厚度应为28mm。4.2试验方法
4.2.1化学分析取样方法按GB222的规定进行化学成分仲裁分析按GB223的规定进行。4.2.2拉力试验按GB228的规定进行。试样直径为10mm,标距为.50imm,当从铸件上切取试样时,试样直径可采用5mm,标距为25mm,冲击韧性试验按GB2106的规定进行。4.3验收规则
4.3.1铸钢件由制造厂技术检查部门进行检查和验收,但需方有权按订货合同规定的项目进行复验。
4.3.2钢的化学成分应按熔炼炉次逐炉进行检验,各类钢的化学成分应符合第3·1条规定。4.3.3机械性能用的试块要随其所代表的铸件起热处理。质量稳定的铸钢牌号允许试块与铸件分别热处理。
4.3.3.1不同熔炼炉次但同牌号的-批铸件,同炉热处理时,应按每一熔炼炉次进行检验。4.3.3.2同一熔炼炉次的一批铸钢件,在固定的热处理工艺和质量稳定的条件下,分炉热处理时,允许抽检。
4.3.3.3当熔炼炉容量小于或等于500kg时,在熔炼工艺稳定条件下,一班内熔炼的各炉次所浇注的同牌号铸钢件,·允许按同一熔炼炉次浇注的一批铸钢件处理。4.3.4各类铸钢件均应按熔炼炉次检验下列机械性能。碳素钢:屈服强度、抗拉强度、延伸率、断面收缩率或冲击韧性合金钢:屈服强度、抗拉强度、延伸率、断面收缩率、冲击韧性。每次检验采用个抗拉试样、三个冲击试样。4.3.4.1拉力试验的结果应符合第3.1条的规定:冲击试验结果的平均值应符合第3.1条的规定,且SY5301—87
三个冲击值中任何一个都不得低于规定值的三分之二。4.3.4.2当拉力试验和冲击试验结果低于第4.3.4.1条的规定值时,应对该试验项目进行复验。4.3.4.3复试拉力试验,应从同炉次取二个备用试样进行试验,其中只要有一个不符合第3.1条的规定、即对该炉次铸件重新热处理。4.3.4.4复试冲击韧性,应从同炉次取三个备用试样进行试验,并应符合第4.3.4.1条的要求,该结果与原结果相加,重新计算平均值,新平均值应符合第3.1条的规定,否则该炉次铸件重新热处理。4.3.4.5未经需方同意,重新热处理次数不得超过两次(回火除外)。4.3.4.6铸钢件重新热处理应按第4.3.3条规定进行,而后按第4.3.4条规定进行全部机械性能试验。4.3.5试样由于铸造缺陷、机械加工、热处理等原因造成试验不合格时,·则该试验应视无效,另取备用试样检验。
4.3.6当备用试样不足时,允许从铸钢件上或试样毛坏截面相近处切取。切取部位由制造厂确定,试验结果对所代表的该批铸钢件均属有效。5出厂标志及合格证明书
5.1经检验合格的铸钢件,应由制造厂主管部门在铸件外表面标上合格印记5.2铸钢件出厂、均应附有制造厂签发的质量合格证明书、铸件合格证明书应包括下列内容:①制造厂名称或代号;
2铸件图号或零件号:
③铸钢牌号;
不熔炼炉号、化学成分和机械性能;5本标准号
铸钢件合格证明书除应有上述各项外,若订货技术条件中有特殊规定,还应附有其项目的试验结零件最大尺寸
≤120
>120~260
>260~360
>360~500
>500~800
>800~1250
>1250~2000
>2000~3150
>3150~5000
浇注时位量
底面侧面
底面侧面
底面侧面
底面侧面
底面侧面
底面侧面
≤120
SY 5501--87
附录A
铸钢件机械加工余量
(参考件)
I级精度铸钢件机械加工余量
本尺寸
>260i3
~2000
I级精度铸锅件机械加工余量
零件最大尺寸
≤120
>120~260
>260~360
>360~500
>500~800
浇注时位置
>800~1250
>1250~2000
>2000~3150
>3150~5000
>5000~8000
≤120
SY5301-87
Ⅱ级精度铸钢件机械加工余量
>260>360
~500
>3150>5000
0>6300
卫级精度铸钢件机械加工余量
注:①零件基本尺寸,是零件图上给定的尺寸,不包括机根加工余量,表中零件基本尺寸允许按零件最大尺寸选用。
②凡要求Ⅱ级精度的铸钢件,应在图样或订货技术条件中规定,对于同一铸件的不同部位允许采用不同精度等级。wwW.vv99.Net
③孔的加工余量,一般均采用顶面加工余量,但当铸钢件上有两个以上平行孔且其中心距较大时,则余量允许加大,
④对表面加工粗糙度要求高的铸钢件,以及齿轮、缸体等技术要求高的零件和需要粗加工后热处理的大型铸8
件,加工余量可适当增加。
SY5301-87
③形状复杂易变形的铸钢件,为了补偿挠曲变形、余量可适当增大。③特大型传钢件加工余量允许适当增大,附加说明:
本标准由石油工业部石油天然气勘探开发设备与材料专业标准化技术委员会提出。本标准由宝鸡石油机械厂负责起草。本标准负起草人吴冬贤、马中海。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
石油钻采机械产品用
碳素钢和普通合金钢铸件
通用技术条件
该标准经1998年确认继续有效。[988-04-18发布
1988-06-01实施
中华人民共和国石油工业部部标准石油钻采机械产品用
碳素钢和普通合金钢铸件通用技术条件1主题内容与适用范围
本标准规定了铸钢件技术条件、检验方法和验收规侧。本标准适用于石油钻采机械产品的各类铸钢件。2引用标准
GB2106
3技术条件
3.1铸钢件的牌号、化学成分和机械性能钢铁产品牌号表示方法
钢的化学分析用试样取样方法
钢铁及合金化学分析方法
金属拉力试验法
金属常温冲击韧性试验方法
SY5301-87
金属夏比(V型缺口)冲击试验方法各类铸钢件的牌号、化学成分和机械性能应符合GB221、GB222、GB223、GB228、GB229等有关标准的规定。
3.2铸钢件的机械加工余量
各类铸钢件的机械加工余量参照附录A中表A1、表A2规定的数值。3.3铸钢件尺寸公差
3.3.1铸钢件尺寸公差的代号、等级及数值铸钢件尺寸公差的代号为CT,公差等级分为16级,各级公差数值应符合表1、表2的规定3.3.2铸钢件壁厚、筋厚尺寸公差可以比-般尺寸公差降一级。3.3.3公差带位置
公差带应对称于铸钢件基本尺寸设置,有特殊要求时,也可采用非对称设置,但应在图样上注明。
在设计要求有倾斜特征的部位,沿倾斜面的尺寸公差应对称分布,公差值按铸钢件基本尺寸从表1和表2中选取。
3.3.4错型必须位于表1和表2规定的公差之内,当需进一步限制错型值时,则应在图样上注明其值应从表1、表2或表3中选取较小值,但该值不可与表1和表2中所列值相加。3.4铸钢件尺寸公差等级的选用
3.4.1成批和大量生产铸钢件的尺寸公差等级应符合表4的规定。3.4.2~单件小批量生产铸钢件的尺寸公差等级应符合表5的规定。3.5铸钢件质量偏差应符合表6的规定,3.6铸钢件浇冒口一般应在热处理前切割,切割后的残留量不应超过表7的规定。中华人民共和国石油工业部1988-04-18批准1988-06-01实施
嘉本尺一
铸件尺寸公差数值
注:父体件基本尺十,恩停件图样上纷定的尺寸,包括了机敏加工余缺,2.8
高表1中没规定C7和CT2级的公养值,是为将来呼谢要求更情出的公差保留的,13
宝CT13至CT16级小于或等下16mm的基本尺寸,其公集值需单独标注、可提高2~3级,表2
矫钢作尺寸公差数值
基本尺于
公蔡等
本表所列公差值仅适用-于乐铸件和熔模铸件小F10mm的纯件基本尺寸。注:
铸造工艺
公差等级CT
SY:5301-87
错型值
错型值,mm
表1和表2公差以内
表4成批和大量生产铸钢件的尺寸公差等级砂型手工造型
砂型机器造
型及壳型
表5单件小批量生产铸钢件尺寸公差等级造型材料
铸钢件公称质量
100~1000
1001~5000
5001~30000
>30000
干、湿型砂
铸钢件质量偏差
铸钢件质量正偏差,%
注:①I级偏差用于对铸钢件质量要求严格及成批、大量生产的铸钢件。Ⅱ级差用于单件、小批量生产的铸钢件。②铸钢件公称质量包括机械加工余量及同生产工艺有关留量在内的铸件质量、熔模铸造
自硬砂
公称质量的确定,应以工艺的计算质量为依据,也允许以首件的实际质最或首批件的平均质意为准。③铸钢件质量的下偏差,可由尺寸公差的下偏差来限制。①质量偏差除图样和订货技术条件中规定外,不作验收依据:作
瓷臂山直径或
残留高度小于
或等于
小于或等于
残留高度小于
或等于
固人量
≤150
铸钢件浇留口残留量允许偏差偏>150~300
小于或等于加工余量的
且残留加工余量≥3
注:①低合金钢铸件的浇口切割后残留高度允许比表7增大一档,但凹人量不变。②对易产生裂纹的铸件,管口残留高度允许适当增大,但应在工艺图上注明。③非加工面浇冒口残留量有特殊要求时,应在图样中注明。3.7铸钢件表面应光滑平整,型砂、芯砂、氧化皮、多肉、结疤应清除干净。>650
~800
3.8铸钢件表面的飞边、防裂筋和冷铁应铲凿到与铸件表面基本平齐,对不影喇零件使用、外观和装配的铸钢件内腔的防裂筋、可不必铲除。3.9铸钢件缺陷允许补焊,但应在最终热处理前进行,其焊补范围和要求,按有关标准和工艺规范来行。
\,10铸钢件均需热处理,如订货时无特殊要求,热处理工艺由制造厂决定、4试验方法和验收规则
4.1铸造试块
4.1.1化学分析用铸造试块应在浇注中途制取。4.1.2机械性能用试块应在浇注中途单独铸出或本体附铸,如需方无要求,试块的选用由制造厂决定,单铸试块的主要尺寸和试样切取位量应符合机性能用单铸试块图要求(图1、图2、图3),附铸试块的部位由双方商定。
4.1.3如订货时无特殊要求,机械性能用试块的取样部位厚度应为28mm。4.2试验方法
4.2.1化学分析取样方法按GB222的规定进行化学成分仲裁分析按GB223的规定进行。4.2.2拉力试验按GB228的规定进行。试样直径为10mm,标距为.50imm,当从铸件上切取试样时,试样直径可采用5mm,标距为25mm,冲击韧性试验按GB2106的规定进行。4.3验收规则
4.3.1铸钢件由制造厂技术检查部门进行检查和验收,但需方有权按订货合同规定的项目进行复验。
4.3.2钢的化学成分应按熔炼炉次逐炉进行检验,各类钢的化学成分应符合第3·1条规定。4.3.3机械性能用的试块要随其所代表的铸件起热处理。质量稳定的铸钢牌号允许试块与铸件分别热处理。
4.3.3.1不同熔炼炉次但同牌号的-批铸件,同炉热处理时,应按每一熔炼炉次进行检验。4.3.3.2同一熔炼炉次的一批铸钢件,在固定的热处理工艺和质量稳定的条件下,分炉热处理时,允许抽检。
4.3.3.3当熔炼炉容量小于或等于500kg时,在熔炼工艺稳定条件下,一班内熔炼的各炉次所浇注的同牌号铸钢件,·允许按同一熔炼炉次浇注的一批铸钢件处理。4.3.4各类铸钢件均应按熔炼炉次检验下列机械性能。碳素钢:屈服强度、抗拉强度、延伸率、断面收缩率或冲击韧性合金钢:屈服强度、抗拉强度、延伸率、断面收缩率、冲击韧性。每次检验采用个抗拉试样、三个冲击试样。4.3.4.1拉力试验的结果应符合第3.1条的规定:冲击试验结果的平均值应符合第3.1条的规定,且SY5301—87
三个冲击值中任何一个都不得低于规定值的三分之二。4.3.4.2当拉力试验和冲击试验结果低于第4.3.4.1条的规定值时,应对该试验项目进行复验。4.3.4.3复试拉力试验,应从同炉次取二个备用试样进行试验,其中只要有一个不符合第3.1条的规定、即对该炉次铸件重新热处理。4.3.4.4复试冲击韧性,应从同炉次取三个备用试样进行试验,并应符合第4.3.4.1条的要求,该结果与原结果相加,重新计算平均值,新平均值应符合第3.1条的规定,否则该炉次铸件重新热处理。4.3.4.5未经需方同意,重新热处理次数不得超过两次(回火除外)。4.3.4.6铸钢件重新热处理应按第4.3.3条规定进行,而后按第4.3.4条规定进行全部机械性能试验。4.3.5试样由于铸造缺陷、机械加工、热处理等原因造成试验不合格时,·则该试验应视无效,另取备用试样检验。
4.3.6当备用试样不足时,允许从铸钢件上或试样毛坏截面相近处切取。切取部位由制造厂确定,试验结果对所代表的该批铸钢件均属有效。5出厂标志及合格证明书
5.1经检验合格的铸钢件,应由制造厂主管部门在铸件外表面标上合格印记5.2铸钢件出厂、均应附有制造厂签发的质量合格证明书、铸件合格证明书应包括下列内容:①制造厂名称或代号;
2铸件图号或零件号:
③铸钢牌号;
不熔炼炉号、化学成分和机械性能;5本标准号
铸钢件合格证明书除应有上述各项外,若订货技术条件中有特殊规定,还应附有其项目的试验结零件最大尺寸
≤120
>120~260
>260~360
>360~500
>500~800
>800~1250
>1250~2000
>2000~3150
>3150~5000
浇注时位量
底面侧面
底面侧面
底面侧面
底面侧面
底面侧面
底面侧面
≤120
SY 5501--87
附录A
铸钢件机械加工余量
(参考件)
I级精度铸钢件机械加工余量
本尺寸
>260i3
~2000
I级精度铸锅件机械加工余量
零件最大尺寸
≤120
>120~260
>260~360
>360~500
>500~800
浇注时位置
>800~1250
>1250~2000
>2000~3150
>3150~5000
>5000~8000
≤120
SY5301-87
Ⅱ级精度铸钢件机械加工余量
>260>360
~500
>3150>5000
0>6300
卫级精度铸钢件机械加工余量
注:①零件基本尺寸,是零件图上给定的尺寸,不包括机根加工余量,表中零件基本尺寸允许按零件最大尺寸选用。
②凡要求Ⅱ级精度的铸钢件,应在图样或订货技术条件中规定,对于同一铸件的不同部位允许采用不同精度等级。wwW.vv99.Net
③孔的加工余量,一般均采用顶面加工余量,但当铸钢件上有两个以上平行孔且其中心距较大时,则余量允许加大,
④对表面加工粗糙度要求高的铸钢件,以及齿轮、缸体等技术要求高的零件和需要粗加工后热处理的大型铸8
件,加工余量可适当增加。
SY5301-87
③形状复杂易变形的铸钢件,为了补偿挠曲变形、余量可适当增大。③特大型传钢件加工余量允许适当增大,附加说明:
本标准由石油工业部石油天然气勘探开发设备与材料专业标准化技术委员会提出。本标准由宝鸡石油机械厂负责起草。本标准负起草人吴冬贤、马中海。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。