JC/T 845-1999
基本信息
标准号: JC/T 845-1999
中文名称:水泥工业用辊压机
标准类别:建筑材料行业标准(JC)
英文名称:Roller press for cement industry
标准状态:已作废
发布日期:1999-06-07
实施日期:1999-09-01
作废日期:2012-07-01
下载格式:pdf zip

标准分类号
标准ICS号: 91-100
中标分类号:建材>>建材机械与设备>>Q92水泥与水泥制品设备
关联标准
替代情况:被JC/T 845-2011代替
出版信息
出版社:中国标准出版社
页数:8页
标准价格:14.0
相关单位信息
起草人:张树广、段玉震、于旺江、杨平、赵怡德、胡俊亚、郭英瑞、李仁和
起草单位:唐山水泥机械厂
归口单位:国家建筑材料工业局建材机械标准化技术委员会
提出单位:国家建筑材料工业局建材机械标准化技术委员会
发布部门:国家建筑材料工业局
标准简介
本标准规定了水泥工业用辊压机的产品分类、要求、试验方法、检验规则、标志、包装和运输。
本标准适用于水泥工业用辊压机(以下简称辊压机)。其他行业用辊压机亦可参照使用。
标准图片预览
标准内容
中华人民共和国建材行业标准
JCT845-1999
水泥工业用辊压机
Roller pressfor cement Industry1999-06-07发布
国家建筑材料工业局
1999-09-01实施
JC/T845-1999
水泥工业用压机是水泥工业中增产、节能效果显著的粉磨设备.本标准是根据引进德国洪堡公司技术并结合我国实际情况制定的。本标准的附录A是提示的附录。
本标准由国家建筑材料工业局建材机械标准化技术委员会提出并归口。本标准由唐山水泥机械厂负资起草,中信重型机械公司、国营海安建材机械总厂、天津水泥工业设计研究院、合肥水泥研究设计院参加起草。本标准主要起草人:张树广段玉震于旺江杨平赵怡慈胡俊亚郭英瑞李仁和1范围
中华人民共和国建材行业标准
水泥工业用压机
Roller press for cement IndustryJC/T845-1999
本标准规定了水泥工业用辑压机的产品分类、要求,试验方法、检验规则、标志、包装和运输。本标准适用于水泥工业用辑压机(以下简称辑压机)。其他行业用辑压机亦可参照使用。2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB/T699-88优质碳素结构钢技术条件GB/T700-88碳素结构钢
GB/T1184-1996形状和位置公差未注公差值GB/T1591-94低合金高强度结构钢GB/T1804—92
一般公差线性尺寸的未注公差
GB/T3098.1-82
紫固件机械性能螺栓、螺钉和螺柱GB/T3098.2—82免费标准下载网-唯久标准网vv99
GB/T11345-89
GB/T11352-89
GB/T13306—91
GB/T14408—93
JB/T1271—93
JC/T402—91
JC/T406—91
紧固件机械性能螺母
钢焊缝手工超声波探伤方法和探伤结果分级一般工程用铸造碳钢件
一般工程与结构用低合金铸钢件交、直流电机轴锻件技术条件
水泥机械涂漆防锈技术条件
水泥机械包装技术条件
JC532—94建材机械钢焊接件通用技术条件3-产品分类
3.1型式
辊压机为由两个相向转动的压辑,在液压缸高压作用下,将通过的物料挤压粉碎。3.2型号
型号表示方法规定如下
G口×口
辑子宽度,cm
辑子直径,cm
辊压机代号
国家建筑材料工业局1999-06-07批准1999-09-01实施
JC/T845--1999
3.3标记示例
辊子直径为1000mm、宽度为400mm的辑压机标记为:
辑压机G100X40JC/T845-1999
3.4基本参数
3.4.1辑子直径宜为80cm以上(含80cm),且宜为20cm的整数倍。3.4.2辊子宽度宜为20cm以上(含20cm),且宜为5cm的整数倍。3.4.3辑压机基本参数见附录A(提示的附录)。4要求
4.1基本要求
4.1.1产品应符合本标准的要求,并按照经规定程序批准的设计图样和技术文件制造、安装和使用.本标准图样和技术文件未规定的技术要求应符合国家批准、建材行业和机电行业有关通用标准的规定。4.1.2图样上未注公差尺寸的极限偏差应符合GB/T1804的规定,其中机械加工件尺寸为m级,型钢焊接件非机械加工尺寸为c级。4.1.3焊接件应符合JC532的规定。4.1.4外露面表面粗糙度值不大于Ra50。4.2主要零部件要求
4.2.1机架
4.2.1.1G100×40以上(含G100×40)的机型,机架中上顶梁、下机架和端部件中的主要承载板材要求应不低于GB/T1591一94中有关16Mn钢的规定.G100×40以下的机型,主要承载板材质应不低于GB/T700-88中有关Q235-A的规定。4.2.1.2端部件及下机架焊缝应饱满,均匀整齐,咬边深度不大于0.5mm,连续咬边长度不大于50mm.
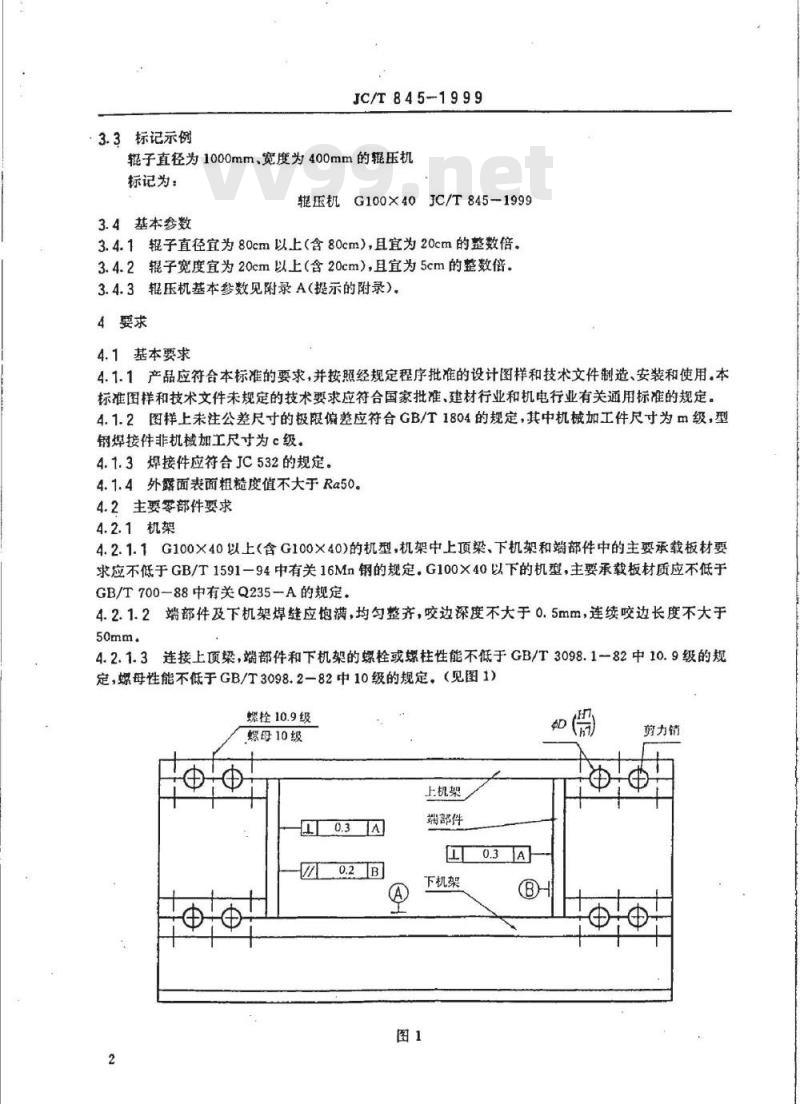
4.2.1.3连接上顶梁,端部件和下机架的螺栓或螺柱性能不低于GB/T3098.1一82中10.9级的规定,螺母性能不低于GB/T3098.2—82中10级的规定。(见图1)螺栓10.9级
螺母10级
上机架
端部件
下机架
剪力销
JC/T845-1999
4.2.1.4端部件与上顶梁、下机架之间的承受剪力的销与机架上的孔配合为H7/h7.孔表面粗糙度值不大于Ra6.3,销的表面粗糙度值不大于Ra3.2。(见图1)4.2.1.5端部件朝轴承座的平面对下机架项面的垂直度不低于GB/T1184一1996中9级:两端部件朝轴承座面的平行度不低于GB/T1184-1996中7级。(见图1)4.2.2轴承座
4.2.2.1轴承座体为铸造时,G100×40以上(含G100×40)机型采用性能不低于GB/T14408一93中规定ZGD290-510的材料,G100×40以下机型采用性能不低于GB/T11352—89中规定ZG270-510的材料,轴承座体为锻造件时,采用性能不低于GB/T699一88中规定35号钢的材料。4.2.2.2有冷却水道的轴承座,冷却水道内圈为钢板卷制焊接而成,其焊缝应做超声波探伤检查,并符合GB/T11345-89中·B级规定。
4.2.2.3轴承座与轴承轴线平行的四个工作面,相对面平行度公差为8级,相邻面的垂直度公差为8级。
4.2.3辑子
4.2.3.1辊子本体可采用整体锻造或分体热装两种形式.锻件应符合JB/T1271的规定,探伤按JB/T1271-93中1的规定执行。
a)体采用整体锻件时,当辑宽大于或等于400mm,采用不低于34CrNiMo的材料,辑宽小于400mm,采用不低于GB/T699-88中45号钢的材料,b)分体热装的辑子,辑轴材质选用性能不低于42CrMo钢的材料,辑套材质选用性能不低于20Mn2的材料。
4.2.3.2轴与套热装部位,轴外圆及套的内孔表面粗糙度值不大于Ra3.2,轴外圆面的圆柱度为GB/T1184一1996中的6级,套内孔的圆柱度为6级,热装温度不高于180℃,4.2.3.3轴承位轴颈对辊轴中心线同轴度公差为GB/T1184-1996中的5级。4.2.3.4辊轴动力输入端轴颈表面粗糙度值不大于Ra3.2,与辊轴中心线的同轴度公差及圆柱度公差均为GB/T1184—1996中的6级,
4.2.3.5辑轴上所有轴肩,轴台与轴颈过渡部位均应采用圆角过渡,圆角表面粗糙度值不大于Ra1.6。4.2.3.6辑子与物料接触的圆柱面应耐磨,耐磨层硬度不低于HRC55,其厚度不小于8mm。在正常工况条件下,耐磨层使用寿命不低于6000h。4.2.3.7堆焊辑子表面硬层圆度为2mm,端面硬层表面粗糙度值不大于Ra50,硬层磨摄修复后,圆度为4mm,
4.2.4液压加压系统
4.2.4.1辑压机液压加压系统应设有蓄能器。4.2.4.2液压系统各管路组装前应进行酸洗,用弱碱液中和后清洗干净,干燥后检查没有杂质才能组装。管子弯曲处要圆滑、无折皱,管路布置要合理,避免管路交错。4.2.5传动装置
传动应设有机械卸荷装置。
4.2.6吸料装置
暇料装置辑端压力区挡板必须镶焊硬质合金块。硬度不低于HRC60。4.3装配与安装要求
4.3.1轭压机组装后,轴承座上平面与机架上顶梁之间应有0.3~0.8mm间隙。4.3.2两辑靠到原始辊缝位置,辑面间隙(不包括花纹高度)应在812mm范围内,两辑端面错边量不大于2mm.
4.3.3液压系统应做压力实验,系统压力降低不大于10%。4.3.4水冷却系统应做水压实验,无渗漏现象。3
JC/T845-1999
4.3.5辊压机机架安装后,下机架上平面水平偏差不大于0.1/1000。4.4试运转要求
4.4.1空载试运转
4.4.1.1整机安装合格后,方能试运转。4.4.1.2连续试运转不少于8h。
4.4.1.3整机运转平稳,无异常。4.4.1.4主轴承温升不大于35℃。4.4.2负载试运转
4.4.2.1空载试运转合格后,方能进行负载试运转。4.4.2.2整机运转中,无异常振动。4.4.2.3连续运转不少于24h。
4.4.2.4主轴承温升不高于40℃.有强制冷却机型,主轴承最高温度不高于60℃,无强制冷却机型,主轴承最高温度不高于75℃。
4.5涂漆要求
产品的涂漆防锈应符合JC/T402的规定。5试验方法
5.1焊缝超声波探伤检查(见4.2.2.2)按GB/T11345进行。5.2耐磨层硬度(见4.2.3.6)检验,每辑检验12点,取平均值作为辑面硬度值。12点的分布为辑面上每隔90度取一条母线,在每条母线中间取一点,在母线上距端面十分之一辑宽处各取一点。5.3轴承座上平面与机架上顶梁间隙(见4.3.1)用塞尺测盘5.4原始辑缝间欧(见4.3.2),采用辑间施压挤压铅板,测量变形铅板尺寸.施压压力不高于0.3MPa,辑宽大于400mm时,室少测3点,取平均值作为原始提缝值,5.5压力试验(见4.3.3),液压系统管路进行32MPa压力试验,保压30min.整体液压系统进行1.3倍额定工作压力试验,保压24h。
5.6水压试验(见4.3.4),对轴承座上冷却轴承的水道及子冷却水道做0.6MPa水压试验,保压15min不得漏。
5.7下机架水平偏差(见4.3.5)采用水准仪检测。6检验规则
6.1每台产品必须经制造厂检验部门检验合格,签发合格证书后,方能出厂。6.2出厂检验项目按4.1、4.2、4.3.1~4.3.4、4.5、7.1、7.2的规定进行,合格后签发合格证书。6.3型式检验应检验本标准的全部技术要求,下列情况须经型式检验:a)首台产品
b)设计、材质和制造工艺有较大变动,有可能影响产品性能时:c)长期停产,重新饮复生产时:d)出厂检验结果与前次型式检验有明显差异时,e)国家质监督机构提出进行型式检验要求时。6.4型式检验的样机应从出厂检验合格的产品中随机抽取一台。6.5判定规则
当出厂检验全部符合6.2规定时,该产品判为合格。若有一项要求不符合6.2规定时,该产品判为不合格。
当型式检验中出厂检验项目全部符合6.2规定,且6.3中除出厂检验外的项目90%(含)以上符合4
JC/T845-1999
要求时,该产品判为合格。否则该产品判为不合格,7标志、包装、运输和贮存
:7.1标牌应固定在产品醒目部位,其规格型式应符合GB/T13306的规定。标牌内容应包括:a)制造厂名称:
b)产品名称和型号:
c)产品主要技术参数;
d)产品标准号和商标:
e)产品出厂编号和制造日期。
7.2包装应符合JC/T406的规定,并适应陆路、水路运输部门的有关规定。7.3产品贮存应防锈、防腐蚀、防损伤,5
轮子直径
辊子宽度
最大入
料粒度
通过量
装机功率
G80×20
JC/T845-1999
附录A
(提示的附录)
辑压机的基本参数
辊压机的基本参数
G100X40G100X63G115×100|G120×35G100×25G100×30
2×110
2×160
60~150
2×200
G115×100和G100×63为技术引进规格。1000
130~200
2×300
150~300
2×500
85~110
2×220
G140×100
G140×50
150~250
2×355
400500
2×800
中华人民共和国建材
行业标
水泥工业用辑压机
Roller press for cement IndustryJC/T845-1999
国家建筑材料工业局标准化研究所出版发行地址:北京朝阳区管庄
邮政编码:100024
电话:65755125
机械科学研究院标准出版中心印制版权专有不得翻印
印张3/4字数18.000
开本880×12301/16
1999年8月第一版1999年8月第一次印刷编号1128
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
JCT845-1999
水泥工业用辊压机
Roller pressfor cement Industry1999-06-07发布
国家建筑材料工业局
1999-09-01实施
JC/T845-1999
水泥工业用压机是水泥工业中增产、节能效果显著的粉磨设备.本标准是根据引进德国洪堡公司技术并结合我国实际情况制定的。本标准的附录A是提示的附录。
本标准由国家建筑材料工业局建材机械标准化技术委员会提出并归口。本标准由唐山水泥机械厂负资起草,中信重型机械公司、国营海安建材机械总厂、天津水泥工业设计研究院、合肥水泥研究设计院参加起草。本标准主要起草人:张树广段玉震于旺江杨平赵怡慈胡俊亚郭英瑞李仁和1范围
中华人民共和国建材行业标准
水泥工业用压机
Roller press for cement IndustryJC/T845-1999
本标准规定了水泥工业用辑压机的产品分类、要求,试验方法、检验规则、标志、包装和运输。本标准适用于水泥工业用辑压机(以下简称辑压机)。其他行业用辑压机亦可参照使用。2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB/T699-88优质碳素结构钢技术条件GB/T700-88碳素结构钢
GB/T1184-1996形状和位置公差未注公差值GB/T1591-94低合金高强度结构钢GB/T1804—92
一般公差线性尺寸的未注公差
GB/T3098.1-82
紫固件机械性能螺栓、螺钉和螺柱GB/T3098.2—82免费标准下载网-唯久标准网vv99
GB/T11345-89
GB/T11352-89
GB/T13306—91
GB/T14408—93
JB/T1271—93
JC/T402—91
JC/T406—91
紧固件机械性能螺母
钢焊缝手工超声波探伤方法和探伤结果分级一般工程用铸造碳钢件
一般工程与结构用低合金铸钢件交、直流电机轴锻件技术条件
水泥机械涂漆防锈技术条件
水泥机械包装技术条件
JC532—94建材机械钢焊接件通用技术条件3-产品分类
3.1型式
辊压机为由两个相向转动的压辑,在液压缸高压作用下,将通过的物料挤压粉碎。3.2型号
型号表示方法规定如下
G口×口
辑子宽度,cm
辑子直径,cm
辊压机代号
国家建筑材料工业局1999-06-07批准1999-09-01实施
JC/T845--1999
3.3标记示例
辊子直径为1000mm、宽度为400mm的辑压机标记为:
辑压机G100X40JC/T845-1999
3.4基本参数
3.4.1辑子直径宜为80cm以上(含80cm),且宜为20cm的整数倍。3.4.2辊子宽度宜为20cm以上(含20cm),且宜为5cm的整数倍。3.4.3辑压机基本参数见附录A(提示的附录)。4要求
4.1基本要求
4.1.1产品应符合本标准的要求,并按照经规定程序批准的设计图样和技术文件制造、安装和使用.本标准图样和技术文件未规定的技术要求应符合国家批准、建材行业和机电行业有关通用标准的规定。4.1.2图样上未注公差尺寸的极限偏差应符合GB/T1804的规定,其中机械加工件尺寸为m级,型钢焊接件非机械加工尺寸为c级。4.1.3焊接件应符合JC532的规定。4.1.4外露面表面粗糙度值不大于Ra50。4.2主要零部件要求
4.2.1机架
4.2.1.1G100×40以上(含G100×40)的机型,机架中上顶梁、下机架和端部件中的主要承载板材要求应不低于GB/T1591一94中有关16Mn钢的规定.G100×40以下的机型,主要承载板材质应不低于GB/T700-88中有关Q235-A的规定。4.2.1.2端部件及下机架焊缝应饱满,均匀整齐,咬边深度不大于0.5mm,连续咬边长度不大于50mm.
4.2.1.3连接上顶梁,端部件和下机架的螺栓或螺柱性能不低于GB/T3098.1一82中10.9级的规定,螺母性能不低于GB/T3098.2—82中10级的规定。(见图1)螺栓10.9级
螺母10级
上机架
端部件
下机架
剪力销
JC/T845-1999
4.2.1.4端部件与上顶梁、下机架之间的承受剪力的销与机架上的孔配合为H7/h7.孔表面粗糙度值不大于Ra6.3,销的表面粗糙度值不大于Ra3.2。(见图1)4.2.1.5端部件朝轴承座的平面对下机架项面的垂直度不低于GB/T1184一1996中9级:两端部件朝轴承座面的平行度不低于GB/T1184-1996中7级。(见图1)4.2.2轴承座
4.2.2.1轴承座体为铸造时,G100×40以上(含G100×40)机型采用性能不低于GB/T14408一93中规定ZGD290-510的材料,G100×40以下机型采用性能不低于GB/T11352—89中规定ZG270-510的材料,轴承座体为锻造件时,采用性能不低于GB/T699一88中规定35号钢的材料。4.2.2.2有冷却水道的轴承座,冷却水道内圈为钢板卷制焊接而成,其焊缝应做超声波探伤检查,并符合GB/T11345-89中·B级规定。
4.2.2.3轴承座与轴承轴线平行的四个工作面,相对面平行度公差为8级,相邻面的垂直度公差为8级。
4.2.3辑子
4.2.3.1辊子本体可采用整体锻造或分体热装两种形式.锻件应符合JB/T1271的规定,探伤按JB/T1271-93中1的规定执行。
a)体采用整体锻件时,当辑宽大于或等于400mm,采用不低于34CrNiMo的材料,辑宽小于400mm,采用不低于GB/T699-88中45号钢的材料,b)分体热装的辑子,辑轴材质选用性能不低于42CrMo钢的材料,辑套材质选用性能不低于20Mn2的材料。
4.2.3.2轴与套热装部位,轴外圆及套的内孔表面粗糙度值不大于Ra3.2,轴外圆面的圆柱度为GB/T1184一1996中的6级,套内孔的圆柱度为6级,热装温度不高于180℃,4.2.3.3轴承位轴颈对辊轴中心线同轴度公差为GB/T1184-1996中的5级。4.2.3.4辊轴动力输入端轴颈表面粗糙度值不大于Ra3.2,与辊轴中心线的同轴度公差及圆柱度公差均为GB/T1184—1996中的6级,
4.2.3.5辑轴上所有轴肩,轴台与轴颈过渡部位均应采用圆角过渡,圆角表面粗糙度值不大于Ra1.6。4.2.3.6辑子与物料接触的圆柱面应耐磨,耐磨层硬度不低于HRC55,其厚度不小于8mm。在正常工况条件下,耐磨层使用寿命不低于6000h。4.2.3.7堆焊辑子表面硬层圆度为2mm,端面硬层表面粗糙度值不大于Ra50,硬层磨摄修复后,圆度为4mm,
4.2.4液压加压系统
4.2.4.1辑压机液压加压系统应设有蓄能器。4.2.4.2液压系统各管路组装前应进行酸洗,用弱碱液中和后清洗干净,干燥后检查没有杂质才能组装。管子弯曲处要圆滑、无折皱,管路布置要合理,避免管路交错。4.2.5传动装置
传动应设有机械卸荷装置。
4.2.6吸料装置
暇料装置辑端压力区挡板必须镶焊硬质合金块。硬度不低于HRC60。4.3装配与安装要求
4.3.1轭压机组装后,轴承座上平面与机架上顶梁之间应有0.3~0.8mm间隙。4.3.2两辑靠到原始辊缝位置,辑面间隙(不包括花纹高度)应在812mm范围内,两辑端面错边量不大于2mm.
4.3.3液压系统应做压力实验,系统压力降低不大于10%。4.3.4水冷却系统应做水压实验,无渗漏现象。3
JC/T845-1999
4.3.5辊压机机架安装后,下机架上平面水平偏差不大于0.1/1000。4.4试运转要求
4.4.1空载试运转
4.4.1.1整机安装合格后,方能试运转。4.4.1.2连续试运转不少于8h。
4.4.1.3整机运转平稳,无异常。4.4.1.4主轴承温升不大于35℃。4.4.2负载试运转
4.4.2.1空载试运转合格后,方能进行负载试运转。4.4.2.2整机运转中,无异常振动。4.4.2.3连续运转不少于24h。
4.4.2.4主轴承温升不高于40℃.有强制冷却机型,主轴承最高温度不高于60℃,无强制冷却机型,主轴承最高温度不高于75℃。
4.5涂漆要求
产品的涂漆防锈应符合JC/T402的规定。5试验方法
5.1焊缝超声波探伤检查(见4.2.2.2)按GB/T11345进行。5.2耐磨层硬度(见4.2.3.6)检验,每辑检验12点,取平均值作为辑面硬度值。12点的分布为辑面上每隔90度取一条母线,在每条母线中间取一点,在母线上距端面十分之一辑宽处各取一点。5.3轴承座上平面与机架上顶梁间隙(见4.3.1)用塞尺测盘5.4原始辑缝间欧(见4.3.2),采用辑间施压挤压铅板,测量变形铅板尺寸.施压压力不高于0.3MPa,辑宽大于400mm时,室少测3点,取平均值作为原始提缝值,5.5压力试验(见4.3.3),液压系统管路进行32MPa压力试验,保压30min.整体液压系统进行1.3倍额定工作压力试验,保压24h。
5.6水压试验(见4.3.4),对轴承座上冷却轴承的水道及子冷却水道做0.6MPa水压试验,保压15min不得漏。
5.7下机架水平偏差(见4.3.5)采用水准仪检测。6检验规则
6.1每台产品必须经制造厂检验部门检验合格,签发合格证书后,方能出厂。6.2出厂检验项目按4.1、4.2、4.3.1~4.3.4、4.5、7.1、7.2的规定进行,合格后签发合格证书。6.3型式检验应检验本标准的全部技术要求,下列情况须经型式检验:a)首台产品
b)设计、材质和制造工艺有较大变动,有可能影响产品性能时:c)长期停产,重新饮复生产时:d)出厂检验结果与前次型式检验有明显差异时,e)国家质监督机构提出进行型式检验要求时。6.4型式检验的样机应从出厂检验合格的产品中随机抽取一台。6.5判定规则
当出厂检验全部符合6.2规定时,该产品判为合格。若有一项要求不符合6.2规定时,该产品判为不合格。
当型式检验中出厂检验项目全部符合6.2规定,且6.3中除出厂检验外的项目90%(含)以上符合4
JC/T845-1999
要求时,该产品判为合格。否则该产品判为不合格,7标志、包装、运输和贮存
:7.1标牌应固定在产品醒目部位,其规格型式应符合GB/T13306的规定。标牌内容应包括:a)制造厂名称:
b)产品名称和型号:
c)产品主要技术参数;
d)产品标准号和商标:
e)产品出厂编号和制造日期。
7.2包装应符合JC/T406的规定,并适应陆路、水路运输部门的有关规定。7.3产品贮存应防锈、防腐蚀、防损伤,5
轮子直径
辊子宽度
最大入
料粒度
通过量
装机功率
G80×20
JC/T845-1999
附录A
(提示的附录)
辑压机的基本参数
辊压机的基本参数
G100X40G100X63G115×100|G120×35G100×25G100×30
2×110
2×160
60~150
2×200
G115×100和G100×63为技术引进规格。1000
130~200
2×300
150~300
2×500
85~110
2×220
G140×100
G140×50
150~250
2×355
400500
2×800
中华人民共和国建材
行业标
水泥工业用辑压机
Roller press for cement IndustryJC/T845-1999
国家建筑材料工业局标准化研究所出版发行地址:北京朝阳区管庄
邮政编码:100024
电话:65755125
机械科学研究院标准出版中心印制版权专有不得翻印
印张3/4字数18.000
开本880×12301/16
1999年8月第一版1999年8月第一次印刷编号1128
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。