DL/T 764.4-2002
基本信息
标准号: DL/T 764.4-2002
中文名称:输电线路铁塔及电力金具紧固用冷镦热浸镀锌螺栓与螺母
标准类别:电力行业标准(DL)
英文名称:Cold forging hot dip galvanizing bolt and nut for tower and hardware of transmission lines
标准状态:已作废
发布日期:2002-04-27
实施日期:2002-09-01
作废日期:2012-03-01
下载格式:pdf zip
相关标签: 输电 线路 电力 金具 紧固 冷镦 热浸 镀锌 螺栓 螺母
标准分类号
标准ICS号: 能源和热传导工程>>27.100电站综合
中标分类号:电工>>输变电设备>>K47输电线路器材
出版信息
出版社:中国电力出版社
页数:13页
标准价格:17.0
出版日期:2002-09-01
相关单位信息
起草人:徐乃管、徐志清、董吉谔、尤传永、欧元程、高峰
起草单位:国家电力公司电力建设研究所、晋亿实业有限公司
归口单位:全国架空线路(电力金具)标准化技术委员会
提出单位:中国电力企业联合会
发布部门:中华人民共和国国家经济贸易委员会
标准简介
本标准规定了输电线路铁塔及电力金具紧固用冷镦热浸镀锌螺栓与螺母的技术条件、试验方法、验收及包装规则。本标准适用于输电线路铁塔及电力金具紧固用M30及以下的冷镦热浸镀锌六角头螺栓、六角螺母的制造、检测和验收。
标准图片预览


标准内容
ICS27.100
备案号:10229-2002
中华人民共和国电力行业标准
DL/T764.4--2002
20030022
输电线路铁塔及电力金具紧固用冷墩热浸镀锌螺栓与螺母
Cold forging hot dip galvanizing bolt and nutfortowerandhardwareoftransmissionlines2002-04-27发布
中华人民共和国国家经济贸易委员会2002-09-01实施
DL/T764.4-2002
螺栓与螺母是电力行业铁塔和电力金具常用的部件,其性能的优劣对线路安全有着重要作用。随着近几年来冷镦工艺在螺栓与螺母制造中的成熟应用,较之热镦工艺制造的螺栓与螺母具有尺寸偏差小、分散性小及外观精度高等优点。·目前冷螺栓与螺母在国外已得到广泛应用。随着电力建设的发展,国内输电线路上也将越来越多的采用冷镦螺栓与螺母。为规范使用,提高产品质量,特此制订本标准。本标准根据国标GB/T5780—2000《六角头螺栓-C级》、GB/T5782—2000《六角头螺栓一A和B级》、电力行标DL/T764.1《电力金具专用紧固件六角头带销孔螺栓》、DL/T5092一1999《110~500kV架空送电线路设计技术规范》,同时参照美国标准ANSI/ASTMA394一1985《钢制镀锌输变电铁塔螺栓和螺母》等标准进行制订。本标准适用于输电线路铁塔及电力金具用M30及以下的冷镦热浸镀锌螺栓与螺母。
本标准附录A、附录B都是标准的附录。本标准从2002年09月01日起开始实施。从实施之日起,所有报批的与本标准有关的标准均应符合本标准的规定。
本标准由中国电力企业联合会提出。本标准由全国架空线路(电力金具)标准化技术委员会归口。本标准由国家电力公司电力建设研究所、晋亿实业有限公司负责起草。本标准主要起草人:徐乃管、涂志清、董吉萼、尤传永、欧元程、高峰。
本标准由全国架空线路(电力金具)标准化技术委员会负责解释。DL/T764.4—2002
引用标准
3尺寸
技术要求,
测试方法
抽查项目与抽样方案
验收及包装
铁塔用冷镦热浸镀锌紧固件.
附录A(标准的附录):
附录B(标准的附录)
电力金具用冷镦热浸镀锌螺栓尺寸10
1范围
中华人民共和国电力行业标准
输电线路铁塔及电力金具紧固用冷镦热浸镀锌螺栓与螺母
Cold forging hot dip galvanizing bolt and nutfortowerandhardwareoftransmissionlinesDL/T764.42002
本标准规定了输电线路铁塔及电力金具紧固用冷镦热浸镀锌螺栓与螺母的技术条件、试验方法、验收及包装规则。
本标准适用于输电线路铁塔及电力金具紧固用M30及以下的冷傲热浸镀锌六角头螺栓、六角螺母的制造、检测和验收。
2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB/T90—1985
GB/T196—1981
GB/T197—1981
GB2694—1981
GB/T2828—1987
GB/T3098.1—2000
GB/T3098.22000
GB/T5779.1—2000
GB/T5779.2—2000
GB/T5780—2000
GB/T5782—2000
GB/T6170—2000
DLGJ 1361997
DL/T 764.12001
DL/T5092—1999
ANSI/ASTMB117—1997
ANSI/ASTMF606MM—1995
3尺寸
紧固件验收检查、标志与包装
普通螺纹基本尺寸(直径1~600mm)普通螺纹公差与配合(直径1~355mm)输电线路铁塔制造技术条件
逐批检查计数抽样程序及抽样表紧固件机械性能
紧固件机械性能
紧固件表面缺陷
螺栓、螺钉和螺柱
螺母粗牙螺纹
螺栓、螺钉和螺柱一般要求
紧固件表面缺陷
六角头螺栓一C级
六角头螺栓一A和B级
I型六角螺母一A级和B级
送电线路铁塔制造和构造规定
电力金具专用紧固件六角头带孔螺栓110~500kV架空送电线路设计技术规程盐水喷雾试验技术要求
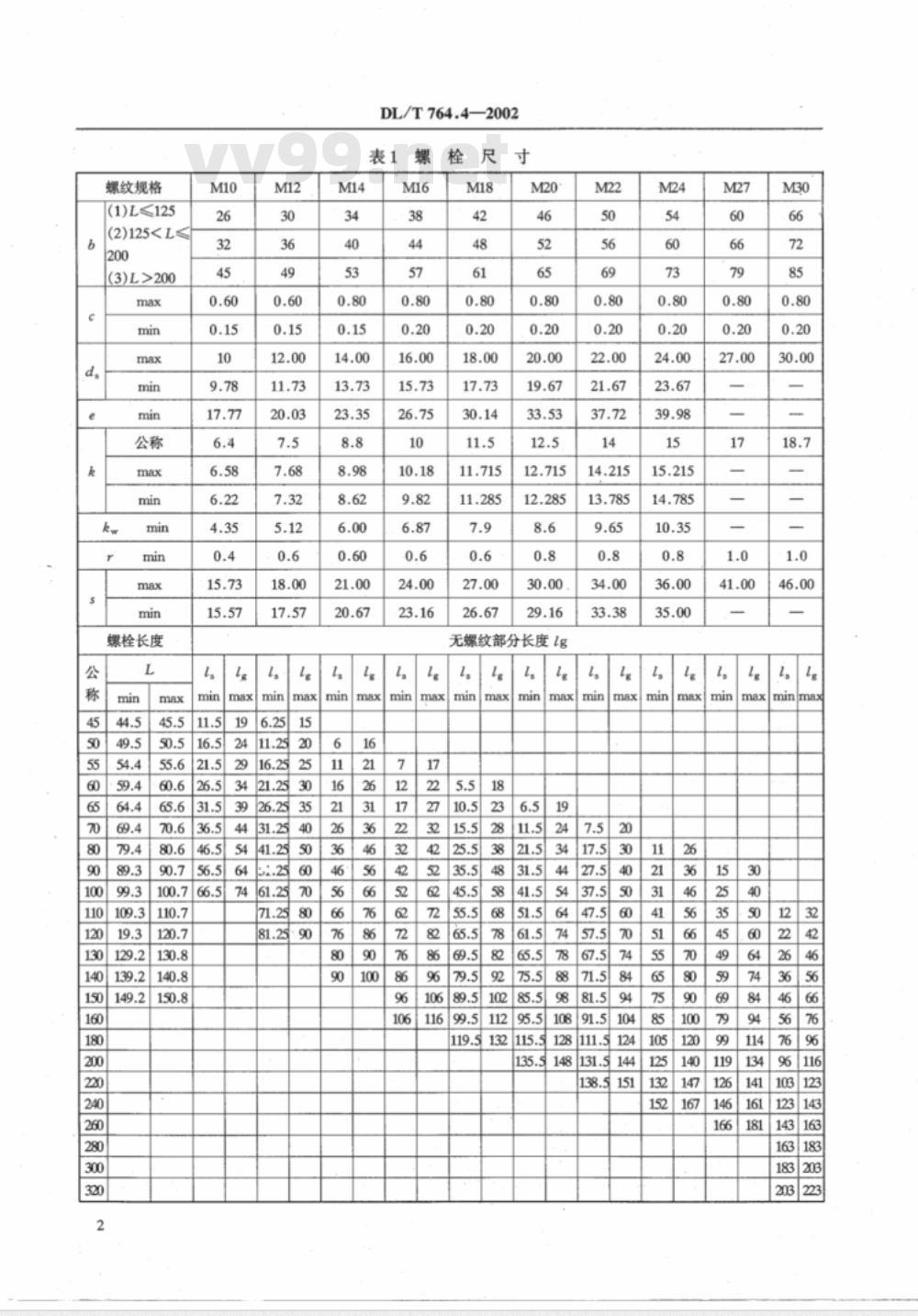
紧固件机械性质之标准测试方法螺栓及螺母标准件示意图分别见图1、图2所示,尺寸见表1、表2所示。铁塔用紧固件尺寸和符号见附录A之表A1和表A2所示。电力金具用螺栓尺寸见附录B之表B1所示。中华人民共和国国家经济贸易委员会2002-04-27批准2002-09-01实施
螺纹规格
(1)L≤125
(2)125(3)L>200
螺栓长度
DL/T764.4—2002
无螺纹部分长度ig
123143
143163
203223
螺纹规格
创角篮
DL/T764.4-2002
螺栓尺寸示意图
螺母尺寸示意图
应按需方要求为准。
注:1.当需方要求的产品满足GB/T5780或GB/T5781时,!,牙长应满足GB/T5783的要求。2.当需方要求为全牙产品时,
技术要求
材料与制造要求:
DL/T764.4—2002
用于制造螺栓和螺母的钢材可以是以下任何一种熔炼方式:平炉、电炉或氧气顶吹转炉。螺栓用材料化学成分要满足表3的要求:表3螺栓材料化学成分
化学成分
螺栓等级
材料和热处理
低碳合金钢(如硼、锰或铬),淬火并回火或中碳钢,萍火并回火
注:硼的含量可达0.005%,其非有效硼可有添加钛或铝控制。4.1.3
螺母用材料化学成分满足表4要求:C
螺母材料化学成分
螺母等级
化学成分
回火温度
注:4、5、6级螺母可以用易切钢制造,其磷、硫及铅的最大含量为:P为0.11%;S为0.30%;Pb为0.35%。4.1.4
螺栓和螺母可经冷镦成型,但冷傲螺栓在热浸镀锌前必须进行去应力退火处理。退火温度不低(1000°F)。
538℃
螺栓经过热浸镀锌后不得再进行切削或其他表面处理。4.2外观及螺纹精度要求
外观要求
a)冷锻时,不允许有锻造裂痕产生,即使在螺栓的头部也不允许产生。原材料内不允许有空洞,避免锻造加工后在物体表面产生孔隙。b)产品不允许有爆裂和剪爆裂、裂纹以及痕皱和螺纹重叠等存在。c)具体要求详见GB/T5779.1和GB/T5779.2。螺纹精度
螺纹精度是产品起紧固作用的重要部位,故其精度要满足热浸镀锌前6g(6H)精度要求,具体尺寸和形状要满足GB/T196和GB/T197的要求。4.3机械性能要求
螺栓机械性能见表5所示。
机械性能
抗拉强度ogmin
洛氏硬度
表面硬度
屈服点
屈服强度60.2
剪切强度T
延伸率。
断面收缩率Www.vV99.net
螺纹未脱碳层的最小高度
全脱碳层的最大深度
头部坚固性
楔负载强度
DL/T764.4—2002
表5螺栓机械性能
性能等级
≤M16
(1/2)H
在头部及杆与头部交接的圆角处不应产生任何裂缝数值等于最小抗拉强度
注:屈服强度按下式计算:r=0.620b;H-——牙山高度mm4.3.2
螺母机械性能见表6、表7:
表6螺母机械性能
性能等级
机械性能
保证应力
维氏硬度
螺纹直径
测试方法
DL/T764.4—2002
粗牙螺纹的保证载荷
公称应力面积
抗拉强度、楔负载强度测试方法5.1
125000
155000
180000
234000
286000
性能等
121000
154000
191000
222000
289000
353000
荷(N)
110000
138000
176000
218000
254000
330000
404000
132000
177000
225000
279000
325000
422000
516000
将螺栓放在固定物内,在螺栓头部及螺母或夹具之间加上负荷,螺母或夹具其中任何一个都要5.1.1
有足够的螺纹啮合长度,以便产品整体受力。产品装在螺母或夹具上后,夹柄内应留下六个全牙如果不能保证“6P”试验方法由供需双方协议。当试验拉力达到规定的最小拉力载荷时不得断裂。当载荷增大直至拉断,断裂应发生在杆部或螺纹部分,而不应发生在头与杆部的交接处。5.1.2
螺栓头部可自由横向活动,加载速度不超过25mm/min。楔负载强度检测时,应按规定加上楔型块测试。具体测试方法满足国家标准GB3098.1和美国标准ANSI/ASTMF606MM。保证载荷测试方法
将螺母拧人螺纹芯棒测试,仲裁时,依拉伸试验为准。进行试验时,夹头的移动速度不应超过3mm/min。对螺母施加表7规定的保证载荷,持续15s,螺母不应脱扣或断裂。当去除载荷后,应用手将5.2.3
螺母旋出或者借助扳手松开螺母,但不得超过半个螺距。在试验中,如螺纹芯棒损坏,则试验作废。5.2.4螺纹芯棒的硬度应不小于HRC45。其螺纹公差为5h6g,但大径应控制在6g公差带靠近下限的25%的范围内。
具体测试方法满足国家标准GB/T3098.2和美国标准ANSI/ASTMF606M。5.3硬度测试方法
5.3.1常规测试方法是除去试件的表层后,经适当加工,在螺栓的头部或末端或杆部进行测定,如果超出最高硬度,则应在距末端一个螺纹直径的截面上,距中心1/2半径处再次试验。表面硬度应在末端或六角面上测定。为保证测定的准确性,被测部位应经过研磨或抛光。5.3.2
试片的测试面必须与压痕器的轴心相垂直,并且不得有冲击或振动发生,且在测试时间内没有5.3.3
位移现象。
测试硬度时,两压痕中心间的距离必须大于3d以上(d是压痕直径),且压痕中心点与试样外缘的距离亦须大于2.5d。
具体测试方法应满足国家标准GB3098.2和美国标准ANSI/ASTMF606MM。5.4脱碳层测试方法
5.4.1金相测试方法
DL/T764.4—2002
a)从距离螺钉末端约半个螺纹的部位,沿螺纹中心线截取一纵向截面的试件。试件经研磨和抛光,直到可进行金相检查为止。
b)试件用3%的硝酸酒精溶液浸蚀。c)显示组织后的试样应放大100倍检查脱碳层。5.4.2
显微硬度测试法
a)分别在规定的牙山(HV2)、牙底(HV1)和中线上(HV3)选取一点进行测试,点的选择要满足GB/T3098.1的要求。
b)三点测试应满足HV2≥HV1-30,HV3≤HV1+30。c)具体测试方法要满足国家标准GB/T3098.1和美国标准ANSI/ASTMF606MM的要求。镀锌层测试方法
镀锌层检测项目及控制方法见表8所示。表8镀锌层检测项目及方法
抽查项
均匀性
结合性
耐腐蚀性
镀层表面
盐水喷雾试验方法:
M12~M30
总体平均附着量381g/m2(0.054mm)单体为285g/m2(0.040mm)
浸蚀四次不露金属基体
不剥露,不凸起
盐雾试验
检测方法
膜厚测试仪
硫酸铜试验详见GB2694
落锤试验详见GB2694
详见GB2694
a)将试样经适当的清洁处理后,将试样放置在盐雾室内,倾斜角度约在15°~30,且其放置或悬置方式应与喷雾呈水平。
b)配置5%的盐溶液,盐溶液经35℃雾化后,所收集到的溶液,其pH值为6.5~7.2。c)盐水饱和桶温度调至47℃,喷雾室内温度调至35℃,压缩空气调至(0.7~1.8)kgf/cm2的压力范围内。
d)喷雾时,盐水喷雾室中试验之暴露区保持在35℃土2℃范围内。测试进行期间必须进行连续喷雾。
e)具体测试方法详见ANSI/ASTMB117盐水喷雾测试方法。抽查项目与抽样方案
尺寸类控制项目及合格质量水平见表9:表9尺寸控制项目及合格质量水平产品类别
对边宽度
对角尺寸
螺纹通规
螺纹止规
螺纹大
(小)径
次要尺
寸项目
抽样方案(如表10)
合格判定数
DL/T764.42002
表10抽样方案
合格质量水平(AQL)
样本大小(n)
(LQo/AQL)
生产者风险
需方根据要求选择适当的比率,根据比率和合格质量水平,选定抽样方案。当供需双方有争议时,应选择生产者风险不大于5%的抽样方案。为便于仲裁本标准规定采用固定样本大小n=80,根据AQC选择不同的合格判定数。注
1表中的n和A。摘自GB/T2828《逐批检查计数抽样程序及抽样表》,但GB/T2828—1987表2规定的批量与样本大小不适用于本标准。对用于孤立批检查,抽样方案由AQL和LQio/AQL确定。(AQio为极限质量水平)2合格判定数为0的方案仅适用于机械性能检查。3如果批量等于或小于要求的样本大小,则须实施100%的检查。4生产者风险是指当提交验收的产品批的实际质量水平达到规定的AQL值时,而仍被该抽样方案拒收的概率。机械性能控制项目及合格质量水平:6.2
6.2.1螺栓的机械性能抽查项目有:抗拉强度、硬度、楔负载强度(头部坚固性)、脱碳层、剪切力。螺母的机械性能抽查项目有:硬度、保证应力。6.2.2机械性能抽查项目的合格质量水平:对破坏性试验AQL=1.5;非破坏性试验AQL=0.65。去除试件的镀层或涂层,并经适当加工后进行的常规硬度检查,应视为非破坏性试验。保证载荷试验应视为破坏性试验。
6.3表面缺陷的抽样方案。
6.3.1非破坏性检查样本大小(n)为20或80,n为20时,合格判定数(A。)为零,n为80时合格判定数为1。
螺栓和螺母的非破坏性检查,不允许任何部位上的淬火裂缝,支承面及其以下的皱纹的样品。6.3.2
当对抽查结果有争议时,应按n=20,A。=0的抽样方案进行仲裁检查。有表面缺陷的样品的破坏性检查,按GB/T90执行。6.4具体抽样办法应满足国家标准GB/T90要求。7验收及包装
验收抽查项目按GB/T90之规定检测,抽样标准参照本标准第6条的规定。包装箱、盒、袋等外表应有标志或标签,内容包括:7.2
a)制造厂名;
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
备案号:10229-2002
中华人民共和国电力行业标准
DL/T764.4--2002
20030022
输电线路铁塔及电力金具紧固用冷墩热浸镀锌螺栓与螺母
Cold forging hot dip galvanizing bolt and nutfortowerandhardwareoftransmissionlines2002-04-27发布
中华人民共和国国家经济贸易委员会2002-09-01实施
DL/T764.4-2002
螺栓与螺母是电力行业铁塔和电力金具常用的部件,其性能的优劣对线路安全有着重要作用。随着近几年来冷镦工艺在螺栓与螺母制造中的成熟应用,较之热镦工艺制造的螺栓与螺母具有尺寸偏差小、分散性小及外观精度高等优点。·目前冷螺栓与螺母在国外已得到广泛应用。随着电力建设的发展,国内输电线路上也将越来越多的采用冷镦螺栓与螺母。为规范使用,提高产品质量,特此制订本标准。本标准根据国标GB/T5780—2000《六角头螺栓-C级》、GB/T5782—2000《六角头螺栓一A和B级》、电力行标DL/T764.1《电力金具专用紧固件六角头带销孔螺栓》、DL/T5092一1999《110~500kV架空送电线路设计技术规范》,同时参照美国标准ANSI/ASTMA394一1985《钢制镀锌输变电铁塔螺栓和螺母》等标准进行制订。本标准适用于输电线路铁塔及电力金具用M30及以下的冷镦热浸镀锌螺栓与螺母。
本标准附录A、附录B都是标准的附录。本标准从2002年09月01日起开始实施。从实施之日起,所有报批的与本标准有关的标准均应符合本标准的规定。
本标准由中国电力企业联合会提出。本标准由全国架空线路(电力金具)标准化技术委员会归口。本标准由国家电力公司电力建设研究所、晋亿实业有限公司负责起草。本标准主要起草人:徐乃管、涂志清、董吉萼、尤传永、欧元程、高峰。
本标准由全国架空线路(电力金具)标准化技术委员会负责解释。DL/T764.4—2002
引用标准
3尺寸
技术要求,
测试方法
抽查项目与抽样方案
验收及包装
铁塔用冷镦热浸镀锌紧固件.
附录A(标准的附录):
附录B(标准的附录)
电力金具用冷镦热浸镀锌螺栓尺寸10
1范围
中华人民共和国电力行业标准
输电线路铁塔及电力金具紧固用冷镦热浸镀锌螺栓与螺母
Cold forging hot dip galvanizing bolt and nutfortowerandhardwareoftransmissionlinesDL/T764.42002
本标准规定了输电线路铁塔及电力金具紧固用冷镦热浸镀锌螺栓与螺母的技术条件、试验方法、验收及包装规则。
本标准适用于输电线路铁塔及电力金具紧固用M30及以下的冷傲热浸镀锌六角头螺栓、六角螺母的制造、检测和验收。
2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB/T90—1985
GB/T196—1981
GB/T197—1981
GB2694—1981
GB/T2828—1987
GB/T3098.1—2000
GB/T3098.22000
GB/T5779.1—2000
GB/T5779.2—2000
GB/T5780—2000
GB/T5782—2000
GB/T6170—2000
DLGJ 1361997
DL/T 764.12001
DL/T5092—1999
ANSI/ASTMB117—1997
ANSI/ASTMF606MM—1995
3尺寸
紧固件验收检查、标志与包装
普通螺纹基本尺寸(直径1~600mm)普通螺纹公差与配合(直径1~355mm)输电线路铁塔制造技术条件
逐批检查计数抽样程序及抽样表紧固件机械性能
紧固件机械性能
紧固件表面缺陷
螺栓、螺钉和螺柱
螺母粗牙螺纹
螺栓、螺钉和螺柱一般要求
紧固件表面缺陷
六角头螺栓一C级
六角头螺栓一A和B级
I型六角螺母一A级和B级
送电线路铁塔制造和构造规定
电力金具专用紧固件六角头带孔螺栓110~500kV架空送电线路设计技术规程盐水喷雾试验技术要求
紧固件机械性质之标准测试方法螺栓及螺母标准件示意图分别见图1、图2所示,尺寸见表1、表2所示。铁塔用紧固件尺寸和符号见附录A之表A1和表A2所示。电力金具用螺栓尺寸见附录B之表B1所示。中华人民共和国国家经济贸易委员会2002-04-27批准2002-09-01实施
螺纹规格
(1)L≤125
(2)125
螺栓长度
DL/T764.4—2002
无螺纹部分长度ig
123143
143163
203223
螺纹规格
创角篮
DL/T764.4-2002
螺栓尺寸示意图
螺母尺寸示意图
应按需方要求为准。
注:1.当需方要求的产品满足GB/T5780或GB/T5781时,!,牙长应满足GB/T5783的要求。2.当需方要求为全牙产品时,
技术要求
材料与制造要求:
DL/T764.4—2002
用于制造螺栓和螺母的钢材可以是以下任何一种熔炼方式:平炉、电炉或氧气顶吹转炉。螺栓用材料化学成分要满足表3的要求:表3螺栓材料化学成分
化学成分
螺栓等级
材料和热处理
低碳合金钢(如硼、锰或铬),淬火并回火或中碳钢,萍火并回火
注:硼的含量可达0.005%,其非有效硼可有添加钛或铝控制。4.1.3
螺母用材料化学成分满足表4要求:C
螺母材料化学成分
螺母等级
化学成分
回火温度
注:4、5、6级螺母可以用易切钢制造,其磷、硫及铅的最大含量为:P为0.11%;S为0.30%;Pb为0.35%。4.1.4
螺栓和螺母可经冷镦成型,但冷傲螺栓在热浸镀锌前必须进行去应力退火处理。退火温度不低(1000°F)。
538℃
螺栓经过热浸镀锌后不得再进行切削或其他表面处理。4.2外观及螺纹精度要求
外观要求
a)冷锻时,不允许有锻造裂痕产生,即使在螺栓的头部也不允许产生。原材料内不允许有空洞,避免锻造加工后在物体表面产生孔隙。b)产品不允许有爆裂和剪爆裂、裂纹以及痕皱和螺纹重叠等存在。c)具体要求详见GB/T5779.1和GB/T5779.2。螺纹精度
螺纹精度是产品起紧固作用的重要部位,故其精度要满足热浸镀锌前6g(6H)精度要求,具体尺寸和形状要满足GB/T196和GB/T197的要求。4.3机械性能要求
螺栓机械性能见表5所示。
机械性能
抗拉强度ogmin
洛氏硬度
表面硬度
屈服点
屈服强度60.2
剪切强度T
延伸率。
断面收缩率Www.vV99.net
螺纹未脱碳层的最小高度
全脱碳层的最大深度
头部坚固性
楔负载强度
DL/T764.4—2002
表5螺栓机械性能
性能等级
≤M16
(1/2)H
在头部及杆与头部交接的圆角处不应产生任何裂缝数值等于最小抗拉强度
注:屈服强度按下式计算:r=0.620b;H-——牙山高度mm4.3.2
螺母机械性能见表6、表7:
表6螺母机械性能
性能等级
机械性能
保证应力
维氏硬度
螺纹直径
测试方法
DL/T764.4—2002
粗牙螺纹的保证载荷
公称应力面积
抗拉强度、楔负载强度测试方法5.1
125000
155000
180000
234000
286000
性能等
121000
154000
191000
222000
289000
353000
荷(N)
110000
138000
176000
218000
254000
330000
404000
132000
177000
225000
279000
325000
422000
516000
将螺栓放在固定物内,在螺栓头部及螺母或夹具之间加上负荷,螺母或夹具其中任何一个都要5.1.1
有足够的螺纹啮合长度,以便产品整体受力。产品装在螺母或夹具上后,夹柄内应留下六个全牙如果不能保证“6P”试验方法由供需双方协议。当试验拉力达到规定的最小拉力载荷时不得断裂。当载荷增大直至拉断,断裂应发生在杆部或螺纹部分,而不应发生在头与杆部的交接处。5.1.2
螺栓头部可自由横向活动,加载速度不超过25mm/min。楔负载强度检测时,应按规定加上楔型块测试。具体测试方法满足国家标准GB3098.1和美国标准ANSI/ASTMF606MM。保证载荷测试方法
将螺母拧人螺纹芯棒测试,仲裁时,依拉伸试验为准。进行试验时,夹头的移动速度不应超过3mm/min。对螺母施加表7规定的保证载荷,持续15s,螺母不应脱扣或断裂。当去除载荷后,应用手将5.2.3
螺母旋出或者借助扳手松开螺母,但不得超过半个螺距。在试验中,如螺纹芯棒损坏,则试验作废。5.2.4螺纹芯棒的硬度应不小于HRC45。其螺纹公差为5h6g,但大径应控制在6g公差带靠近下限的25%的范围内。
具体测试方法满足国家标准GB/T3098.2和美国标准ANSI/ASTMF606M。5.3硬度测试方法
5.3.1常规测试方法是除去试件的表层后,经适当加工,在螺栓的头部或末端或杆部进行测定,如果超出最高硬度,则应在距末端一个螺纹直径的截面上,距中心1/2半径处再次试验。表面硬度应在末端或六角面上测定。为保证测定的准确性,被测部位应经过研磨或抛光。5.3.2
试片的测试面必须与压痕器的轴心相垂直,并且不得有冲击或振动发生,且在测试时间内没有5.3.3
位移现象。
测试硬度时,两压痕中心间的距离必须大于3d以上(d是压痕直径),且压痕中心点与试样外缘的距离亦须大于2.5d。
具体测试方法应满足国家标准GB3098.2和美国标准ANSI/ASTMF606MM。5.4脱碳层测试方法
5.4.1金相测试方法
DL/T764.4—2002
a)从距离螺钉末端约半个螺纹的部位,沿螺纹中心线截取一纵向截面的试件。试件经研磨和抛光,直到可进行金相检查为止。
b)试件用3%的硝酸酒精溶液浸蚀。c)显示组织后的试样应放大100倍检查脱碳层。5.4.2
显微硬度测试法
a)分别在规定的牙山(HV2)、牙底(HV1)和中线上(HV3)选取一点进行测试,点的选择要满足GB/T3098.1的要求。
b)三点测试应满足HV2≥HV1-30,HV3≤HV1+30。c)具体测试方法要满足国家标准GB/T3098.1和美国标准ANSI/ASTMF606MM的要求。镀锌层测试方法
镀锌层检测项目及控制方法见表8所示。表8镀锌层检测项目及方法
抽查项
均匀性
结合性
耐腐蚀性
镀层表面
盐水喷雾试验方法:
M12~M30
总体平均附着量381g/m2(0.054mm)单体为285g/m2(0.040mm)
浸蚀四次不露金属基体
不剥露,不凸起
盐雾试验
检测方法
膜厚测试仪
硫酸铜试验详见GB2694
落锤试验详见GB2694
详见GB2694
a)将试样经适当的清洁处理后,将试样放置在盐雾室内,倾斜角度约在15°~30,且其放置或悬置方式应与喷雾呈水平。
b)配置5%的盐溶液,盐溶液经35℃雾化后,所收集到的溶液,其pH值为6.5~7.2。c)盐水饱和桶温度调至47℃,喷雾室内温度调至35℃,压缩空气调至(0.7~1.8)kgf/cm2的压力范围内。
d)喷雾时,盐水喷雾室中试验之暴露区保持在35℃土2℃范围内。测试进行期间必须进行连续喷雾。
e)具体测试方法详见ANSI/ASTMB117盐水喷雾测试方法。抽查项目与抽样方案
尺寸类控制项目及合格质量水平见表9:表9尺寸控制项目及合格质量水平产品类别
对边宽度
对角尺寸
螺纹通规
螺纹止规
螺纹大
(小)径
次要尺
寸项目
抽样方案(如表10)
合格判定数
DL/T764.42002
表10抽样方案
合格质量水平(AQL)
样本大小(n)
(LQo/AQL)
生产者风险
需方根据要求选择适当的比率,根据比率和合格质量水平,选定抽样方案。当供需双方有争议时,应选择生产者风险不大于5%的抽样方案。为便于仲裁本标准规定采用固定样本大小n=80,根据AQC选择不同的合格判定数。注
1表中的n和A。摘自GB/T2828《逐批检查计数抽样程序及抽样表》,但GB/T2828—1987表2规定的批量与样本大小不适用于本标准。对用于孤立批检查,抽样方案由AQL和LQio/AQL确定。(AQio为极限质量水平)2合格判定数为0的方案仅适用于机械性能检查。3如果批量等于或小于要求的样本大小,则须实施100%的检查。4生产者风险是指当提交验收的产品批的实际质量水平达到规定的AQL值时,而仍被该抽样方案拒收的概率。机械性能控制项目及合格质量水平:6.2
6.2.1螺栓的机械性能抽查项目有:抗拉强度、硬度、楔负载强度(头部坚固性)、脱碳层、剪切力。螺母的机械性能抽查项目有:硬度、保证应力。6.2.2机械性能抽查项目的合格质量水平:对破坏性试验AQL=1.5;非破坏性试验AQL=0.65。去除试件的镀层或涂层,并经适当加工后进行的常规硬度检查,应视为非破坏性试验。保证载荷试验应视为破坏性试验。
6.3表面缺陷的抽样方案。
6.3.1非破坏性检查样本大小(n)为20或80,n为20时,合格判定数(A。)为零,n为80时合格判定数为1。
螺栓和螺母的非破坏性检查,不允许任何部位上的淬火裂缝,支承面及其以下的皱纹的样品。6.3.2
当对抽查结果有争议时,应按n=20,A。=0的抽样方案进行仲裁检查。有表面缺陷的样品的破坏性检查,按GB/T90执行。6.4具体抽样办法应满足国家标准GB/T90要求。7验收及包装
验收抽查项目按GB/T90之规定检测,抽样标准参照本标准第6条的规定。包装箱、盒、袋等外表应有标志或标签,内容包括:7.2
a)制造厂名;
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。