YB/T 128-1997
基本信息
标准号: YB/T 128-1997
中文名称:焊管轧辊技术条件
标准类别:冶金行业标准(YB)
英文名称:Technical specifications for roll of straight bead welding pipe
标准状态:现行
发布日期:1997-08-04
实施日期:1997-12-01
下载格式:pdf zip
标准分类号
标准ICS号: 冶金>>77.180冶金设备
中标分类号:冶金>>冶金机械设备>>H94轧制设备
关联标准
出版信息
出版社:中国标准出版社
书号:155066.2-11901
页数:7页
标准价格:16.0
出版日期:2004-04-19
相关单位信息
起草人:施东成、赵宝林、李建军、冯献开、刘刚
起草单位:北京科技大学、冶金工业部北京冶金设备研究院、邢台机械轧辊(集团)有限公司等
归口单位:冶金工业部北京冶金设备研究院
提出单位:冶金机电标准化技术委员会
发布部门:中华人民共和国冶金工业部
标准简介
本标准规定了高频直缝焊管机组用轧辊的技术要求、试验方法和检验规则。
本标准适用于高频直缝焊管机组使用的各种锻钢轧辊。
标准图片预览
标准内容
焊管轧辊技术条件
Technical specificationsforroll of straightbeadweldingpipe1范围
YB/T128-1997
本标准规定了高频直缝焊管机组用轧辊的技术要求、试验方法和检验规则。本标准适用于高频直缝焊管机组使用的各种锻钢轧辊。2引用标准Www.vV99.net
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。在本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨、使用下列标准最新版本的可能性。GB222—84
钢的化学分析用试样取样法及成品化学成分允许偏差钢铁及合金化学分析方法(见本标准附录A)GB1031—83
GB1184-80
GB1222--84
GB1299-85
GB1804—92
GB1958—80
GB 3077—88
GB3177-82
GB/T23091
表面粗糙度参数及其数值
形状与位置公差
未注公差的规定
弹簧钢
合金工具钢技术条件
一般公差线性尺寸的未注公差
形状和位置公差检测规定
合金结构钢技术条件
光滑工件尺寸的检验
金属洛氏硬度试验法
GB/T 13313—91
YB(T) 181
YB/T 036.7-
轧辊肖氏硬度试验方法
高铬轴承钢
YB/T 036.8—92
YB/T036.10—92
YB/T 036.16--92
YB/T 036.17-92
JB/Z181
冶金设备制造通用技术条件
冶金设备制造通用技术条件
锤上自由锻件加工余量与公差
冶金设备制造通用条件锻钢件超声波探伤方法冶金设备制造通用技术条件
冶金设备制造通用技术条件
GB3177
ZB J04 00687
3技术要求
3.1轧辊材质
热处理件
机械加工件
82光滑工件尺寸的检测使用指南钢铁材料的磁粉探伤方法
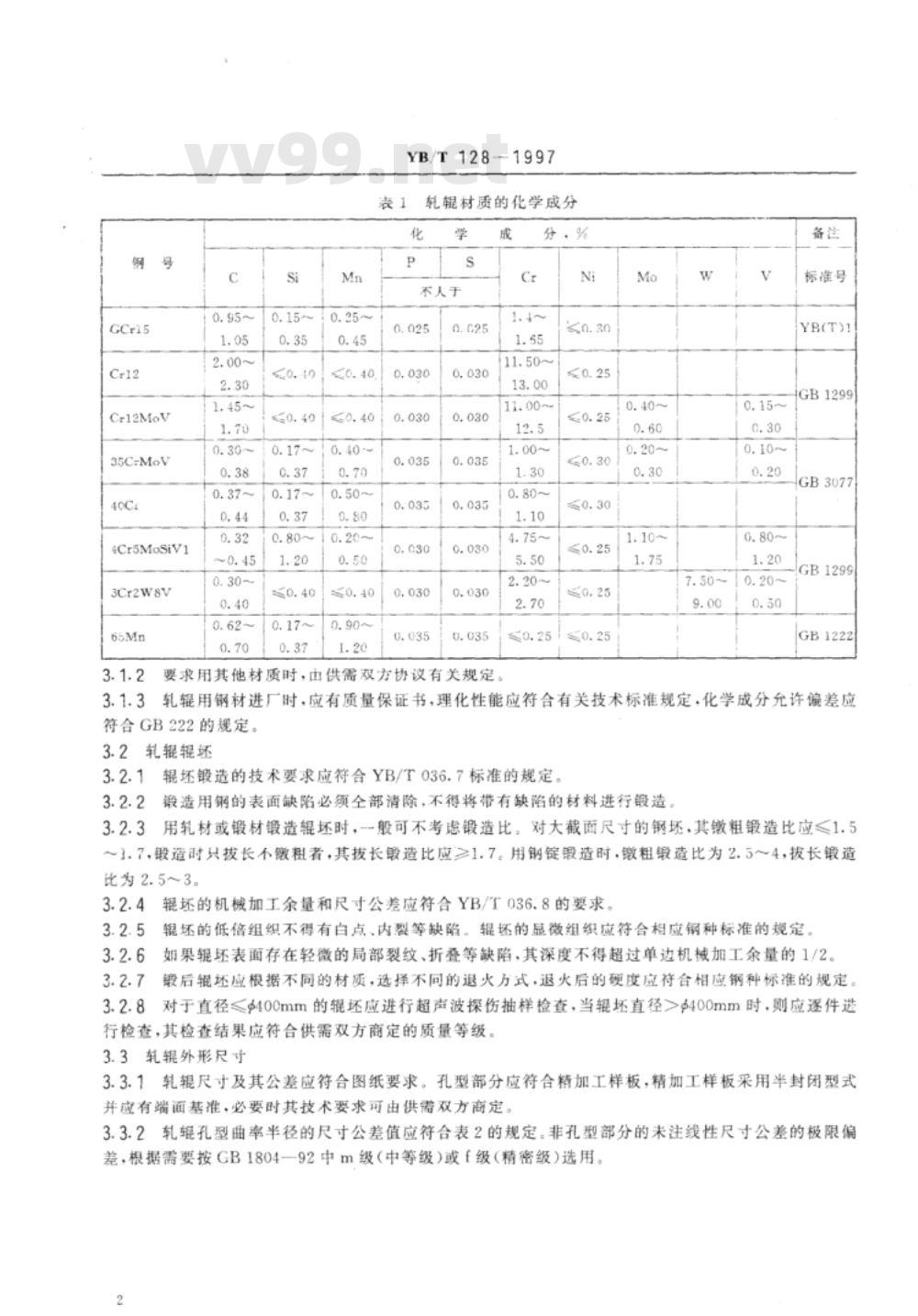
3.1.1本标准推荐的轧辑材质的化学成分应符合表1的规定。中华人民共和国冶金工业部1997-08-04批准1997-12-01实施
YB/T128--1997
焊管轧辊是直缝焊管机组的重要工具。80年代以来,有些制造厂制定了有关标准,使这些厂的焊管轧辊质量有了可靠的保证。为了进一步提高轧辊质量,使整个焊管轧辊制造行业的轧辑质量水平达到一个新高度,特制定本标准。
本标准附录A是标准的附录。
本标准由冶金机电标准化技术委员会提出。本标准由冶金工业部北京冶金设备研究院归口。本标准起草单位:北京科技大学、冶金工业部北京冶金设备研究院、邢台机械轧辑(集团)有限公司、新乡冶金机械轧辑厂。
本标准主要起草人:施东成、赵宝林、李建军、冯献开、刘。中华人民共和国黑色冶金行业标准焊管轧辊技术条件
Technical specifications for roll of straightbead weldingpipe1范围
YB/T 128--1997
本标准规定了高频直缝焊管机组用轧辑的技术要求、试验方法和检验规则。本标准适用于高频直缝焊管机组使用的各种锻钢轧辑。引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。在本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨、使用下列标准最新版本的可能性。GB222—84
钢的化学分析用试样取样法及成品化学成分允许偏差钢铁及合金化学分析方法(见本标准附录A)GB1031—83
GB 1184-80
GB1222-84
GB1299-85
GB1804—92
GB1958—80
GB 307788
GB317782
GB/T230—91
表面粗糙度参数及其数值
形状与位置公差未注公差的规定弹簧钢
合金工具钢技术条件
一般公差线性尺寸的未注公差
形状和位置公差检测规定
合金结构钢技术条件
光滑工件尺寸的检验
金属洛氏硬度试验法
GB/T 13313—91
YB(T) 181
YB/T 036.7-
轧辊肖氏硬度试验方法
高铬轴承钢
YB/T036.8—-92
YB/T036.10—92
YB/T 036.16--92
YB/T 036.17-92
JB/Z181
冶金设备制造通用技术条件
冶金设备制造通用技术条件
锤上自由锻件加工余量与公差
冶金设备制造通用条件锻钢件超声波探伤方法冶金设备制造通用技术条件热处理件冶金设备制造通用技术条件机械加工件GB3177
82光滑工件尺寸的检测使用指南ZBJ04 00687
3技术要求
3.1轧辊材质
钢铁材料的磁粉探伤方法
3.1.1本标准推荐的轧辊材质的化学成分应符合表1的规定。中华人民共和国冶治金工业部1997-08-04批准1997-12-01实施
Cr12MoV
35C-MoV
4Cr5MaSiV1
3Cr2W8V
YB/T128-1997
表1车
轧辊材质的化学成分
不人于
分,%
要求用其他材质时,出供需双方协议有关规定。≤0.30
标准号
YB(T)1
GB1299
GB3077
GB1299
GB1222
轧辑用钢材进厂时,应有质量保证书,理化性能应符合有关技术标准规定,化学成分允许偏差应符合GB222的规定。
3.2轧辊辊坏
辊坏锻造的技术要求应符合YB/T036.7标准的规定。锻造用钢的表面缺陷必须全部清除,不得将带有缺陷的材料进行镀造用轧材或锻材锻造辊坏时,一般可不考患锻造比。对大截面尺寸的钢坏.其镦粗锻造比应≤1.5~1.7,锻造时只拔长不缴粗者,其拔长锻造比应≥1.7。用钢锭锻造时,锻粗锻造比为2.5~4,拨长锻造比为2.5~3。
辑坏的机械加工余量和尺寸公差应符合YB/T036.8的要求。辊坏的低倍组织不得有白点、内裂等缺陷。辑坏的显微组织应符合相应钢种标准的规定。如果辊坏表面存在轻微的局部裂纹、折叠等缺陷,其深度不得超过单边机械加工余量的1/2。锻后辊坏应根据不同的材质,选择不同的退火方式,退火后的硬度应符合相应钢种标准的规定。对于直径≤400mm的辊坏应进行超声波探伤抽样检查,当坏直径>400mm时,则应逐件进行检查,其检查结果应符合供需双方商定的质量等级。3.3轧辑外形尺寸
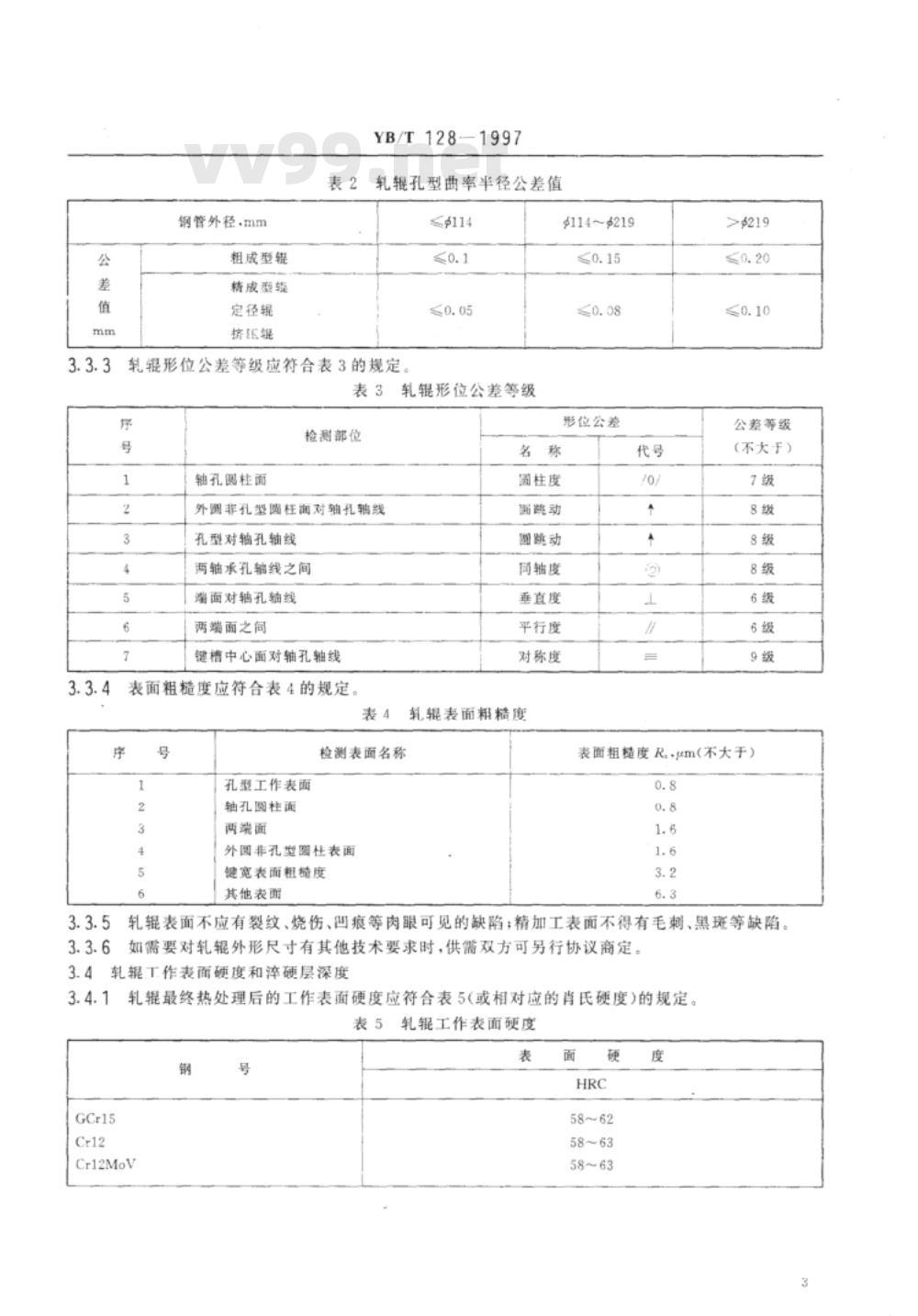
3.3.1轧辊尺寸及其公差应符合图纸要求。孔型部分应符合精加工样板,精加工样板采用半封闭型式并应有端面基准,必要时其技术要求可由供需双方商定。3.3.2轧辑孔型曲率半径的尺寸公差值应符合表2的规定。非孔型部分的未注线性尺寸公差的极限偏差,根据需要按GB1804一92中m级(中等级)或f级(精密级)选用。2
钢管外径.mm
粗成型辑
精成型辑
定径辑
YB/T128—1997
表2轧辊孔型曲率半径公差值
轧辊形位公差等级应符合表3的规定、表3轧辊形位公差等级
轴孔圆柱面
检测部位
$114~$219
形位公差
圆柱度
外圆非孔型圆柱面对轴孔轴线
孔型对轴孔轴线
两轴承孔输线之间
面对轴孔轴线
两端面之间
键槽中心面对轴孔轴线
表面粗糙度应符合表4的规定。
孔型工作表面
轴孔圆柱面
两莞面
国既动
圆跳动
同轴度
垂直度
平行度
对称度
轧辊表面粗精度
检测表面名称
外圆非孔型圆柱表面
键宽表面租糙度
其他表面
公差等级
(不大于)
表面粗髓度R-um(不大于)
轧辊表面不应有裂纹、烧伤、凹痕等肉眼可见的缺陷;精加工表面不得有毛刺、黑斑等缺陷。3.3.53
如需要对轧辑外形尺寸有其他技术要求时,供需双方可另行协议商定。3.4轧辊工作表面硬度和淬硬层深度3.4.1
轧辑最终热处理后的工作表面硬度应符合表5(或相对应的肖氏硬度)的规定。表5轧辊工作表面硬度
Cr12MoV
35CrMoV
4Cr5MoSiV1
3Cr2W8V
YB/T128-1997
表5(完)
3.4.2用于≤$114mm直缝焊管机组的轧辑工作表面济硬层深度应≥10mm,其他机组轧辊工作表面淬硬层深度可由供需方协议商定。3.4.3轧辊孔型工作表面硬度均匀性≤2HRC,两端面硬度均匀性≤4HRC。4试验方法
4.1轧辑材质
对轧辊材质进行化学分析时,应符合附录A(标准的附录)中的标准规定。4.2辊坏和轧辑成品
4.2.1轧辑硬度检验采用GB230或采用GB/T13313的规定。4.2.2轧辑硬度检验至少应在轧孔型工作表面和两端面按圆周方向作三环测定.每环硬度至少测三点取平均值,其平均值应符合表5的规定。4.2.3轧辑孔型检验按GB1958一80附录一中(5)线轮廉度误差检测代号1-2方法.根据由供需双方协商同意的孔型样板进行透光检查,其间隙应不大于表2的规定,且间隙均匀。4.2.4轧辊其他几何尺寸测量按GB3177与JB/Z181的规定执行。4.2.5轧辊表面粗糙度测量采用粗糙度样块比较法。若测量结果有争议时,可采用计量器具测量。4.2.6轧辊形位公差检测按GB1958中有关方法进行。轧辊的外观质量测量采用目测法、4.2.7
每批轧辊应抽验10%按YB/T036.10进行超声波探伤检验锻造退火后的轧辑辑坏,在抽验中发现有一件轧辊出现裂纹,则应对该批轧辊逐个进行探伤检验。对大于114mm直缝焊管机组的轧辊成品应每件进行磁粉探伤检验。
5检验规则
5.1检验部门
每件轧辊成品应由制造厂质量检验部门检验,检验结果应有书面记录记人检验台,并填写产品质量保证书交付需方。
5.2检验项目
5.2.1应对每件轧辊成品的工作表面硬度、孔型部分形状、几何尺寸、表面粗糙度和表面质量等主要项目进行逐项检查。
5.2.2其他项目的检测,可由供需双方协商,在合同或订货图纸技术条件中说明,6标志、包装、运输、贮存
6.1标志
6.1.1经检验合格的产品,应在轧辊非基准面的环形内刻上明显的标志。4
YB/T1281997
6.1.2标志主要内容为制造厂厂标、钢号、生产年月及需方要求的有关符号。6.2包装、运输、贮存
6.2.1轧辊包装前应仔细清理和擦洗,然后在各表面均匀涂以防锈油,待油膜干后再进行包装。6.2.2包装方法和包装材料应保证在正常运输条件下不致使轧辊受损伤,并应能防潮和防雨。6.2.3轧辊出厂时应附有产品量证书,其内容包括:供方厂名、需方厂名、合同号、轧辑名称和规格、轧辊图号、轧辊材质、技术检查部门对主要质量指标的检验结果、检查员姓名或代号,并应盖有技术检查部门的印记
6.2.4轧辑运输和贮存应符合运输要求和合同中的规定。GB 223.1-1981
GB223.31988
YB/T128
3-1997
附录A
(标准的附录)
化学分析方法引用标准
钢铁及合金中碳量的测定
钢铁及合金化学分析方法
GB/T223.11—1991
GB223.13--1989
GB 223.141989
二安替比林甲烷磷钼酸重量法测定磷量钢铁及合金化学分析方法
钢铁及合金化学分析方法
钢铁及合金化学分析方法
GB/T223.23—1994
GB223.26-1989
过硫酸铵氧化容量法测定铬量
硫酸亚铁铵容量法测定钒量
钼试剂萃取光度法测定量
钢铁及合金化学分析方法
钢铁及合金化学分析方法
GB/T223.43—1994
GB223.58—1987
GB 223.591987
丁二酮分光光度法测定镍量
硫氰酸盐直接光度法测定铝量
钢铁及合金化学分析方法
钢铁及合金化学分析方法
钢铁及合金化学分析方法
GB/T223.60
GB223.61—1988
GB223.62—1988
GB223.63—1988
GB223.67—1989
钨量的测定
亚砷酸钠-亚硝酸钠滴定法测定锰量锑磷钼蓝光度法测定磷量
钢铁及合金化学分析方法
钢铁及合金化学分析方法
钢铁及合金化学分析方法
钢铁及合金化学分析方法
钢铁及合金化学分析方法
GB/T223.69—1997
GB/T 223.72—1991
高氯酸脱水重量法测定硅含量
磷钼酸铵容量法测定磷量
乙酸丁脂萃取光度法测定磷量
高碘酸钠(钾)光度法测定锰量
还原蒸馏-次甲基蓝光度法测定硫量钢铁及合金化学分析方法
钢铁及合金化学分析方法
管式炉内燃烧后重量法测定碳含量氰化铝色层分离硫酸馈重量法测定硫量中华人民共和国黑色冶金
行业标
焊管轧辊技术条件
YB/T128—1997
中国标准出版社出版
北京复兴门外三里河北街16号
邮政编码:100045
话:68522112
中国标准出版社秦皇岛印刷厂印剧新华书店北京发行所发行
各地新华书店经售
版权专有
不得翻印
开本880×12301/16
1998年2月第一版
印张3/4
字数16干宁
1998年2月第一次印
印数1~1000
书号:155066·2-11901
定价8.00元
标目329—53
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
Technical specificationsforroll of straightbeadweldingpipe1范围
YB/T128-1997
本标准规定了高频直缝焊管机组用轧辊的技术要求、试验方法和检验规则。本标准适用于高频直缝焊管机组使用的各种锻钢轧辊。2引用标准Www.vV99.net
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。在本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨、使用下列标准最新版本的可能性。GB222—84
钢的化学分析用试样取样法及成品化学成分允许偏差钢铁及合金化学分析方法(见本标准附录A)GB1031—83
GB1184-80
GB1222--84
GB1299-85
GB1804—92
GB1958—80
GB 3077—88
GB3177-82
GB/T23091
表面粗糙度参数及其数值
形状与位置公差
未注公差的规定
弹簧钢
合金工具钢技术条件
一般公差线性尺寸的未注公差
形状和位置公差检测规定
合金结构钢技术条件
光滑工件尺寸的检验
金属洛氏硬度试验法
GB/T 13313—91
YB(T) 181
YB/T 036.7-
轧辊肖氏硬度试验方法
高铬轴承钢
YB/T 036.8—92
YB/T036.10—92
YB/T 036.16--92
YB/T 036.17-92
JB/Z181
冶金设备制造通用技术条件
冶金设备制造通用技术条件
锤上自由锻件加工余量与公差
冶金设备制造通用条件锻钢件超声波探伤方法冶金设备制造通用技术条件
冶金设备制造通用技术条件
GB3177
ZB J04 00687
3技术要求
3.1轧辊材质
热处理件
机械加工件
82光滑工件尺寸的检测使用指南钢铁材料的磁粉探伤方法
3.1.1本标准推荐的轧辑材质的化学成分应符合表1的规定。中华人民共和国冶金工业部1997-08-04批准1997-12-01实施
YB/T128--1997
焊管轧辊是直缝焊管机组的重要工具。80年代以来,有些制造厂制定了有关标准,使这些厂的焊管轧辊质量有了可靠的保证。为了进一步提高轧辊质量,使整个焊管轧辊制造行业的轧辑质量水平达到一个新高度,特制定本标准。
本标准附录A是标准的附录。
本标准由冶金机电标准化技术委员会提出。本标准由冶金工业部北京冶金设备研究院归口。本标准起草单位:北京科技大学、冶金工业部北京冶金设备研究院、邢台机械轧辑(集团)有限公司、新乡冶金机械轧辑厂。
本标准主要起草人:施东成、赵宝林、李建军、冯献开、刘。中华人民共和国黑色冶金行业标准焊管轧辊技术条件
Technical specifications for roll of straightbead weldingpipe1范围
YB/T 128--1997
本标准规定了高频直缝焊管机组用轧辑的技术要求、试验方法和检验规则。本标准适用于高频直缝焊管机组使用的各种锻钢轧辑。引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。在本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨、使用下列标准最新版本的可能性。GB222—84
钢的化学分析用试样取样法及成品化学成分允许偏差钢铁及合金化学分析方法(见本标准附录A)GB1031—83
GB 1184-80
GB1222-84
GB1299-85
GB1804—92
GB1958—80
GB 307788
GB317782
GB/T230—91
表面粗糙度参数及其数值
形状与位置公差未注公差的规定弹簧钢
合金工具钢技术条件
一般公差线性尺寸的未注公差
形状和位置公差检测规定
合金结构钢技术条件
光滑工件尺寸的检验
金属洛氏硬度试验法
GB/T 13313—91
YB(T) 181
YB/T 036.7-
轧辊肖氏硬度试验方法
高铬轴承钢
YB/T036.8—-92
YB/T036.10—92
YB/T 036.16--92
YB/T 036.17-92
JB/Z181
冶金设备制造通用技术条件
冶金设备制造通用技术条件
锤上自由锻件加工余量与公差
冶金设备制造通用条件锻钢件超声波探伤方法冶金设备制造通用技术条件热处理件冶金设备制造通用技术条件机械加工件GB3177
82光滑工件尺寸的检测使用指南ZBJ04 00687
3技术要求
3.1轧辊材质
钢铁材料的磁粉探伤方法
3.1.1本标准推荐的轧辊材质的化学成分应符合表1的规定。中华人民共和国冶治金工业部1997-08-04批准1997-12-01实施
Cr12MoV
35C-MoV
4Cr5MaSiV1
3Cr2W8V
YB/T128-1997
表1车
轧辊材质的化学成分
不人于
分,%
要求用其他材质时,出供需双方协议有关规定。≤0.30
标准号
YB(T)1
GB1299
GB3077
GB1299
GB1222
轧辑用钢材进厂时,应有质量保证书,理化性能应符合有关技术标准规定,化学成分允许偏差应符合GB222的规定。
3.2轧辊辊坏
辊坏锻造的技术要求应符合YB/T036.7标准的规定。锻造用钢的表面缺陷必须全部清除,不得将带有缺陷的材料进行镀造用轧材或锻材锻造辊坏时,一般可不考患锻造比。对大截面尺寸的钢坏.其镦粗锻造比应≤1.5~1.7,锻造时只拔长不缴粗者,其拔长锻造比应≥1.7。用钢锭锻造时,锻粗锻造比为2.5~4,拨长锻造比为2.5~3。
辑坏的机械加工余量和尺寸公差应符合YB/T036.8的要求。辊坏的低倍组织不得有白点、内裂等缺陷。辑坏的显微组织应符合相应钢种标准的规定。如果辊坏表面存在轻微的局部裂纹、折叠等缺陷,其深度不得超过单边机械加工余量的1/2。锻后辊坏应根据不同的材质,选择不同的退火方式,退火后的硬度应符合相应钢种标准的规定。对于直径≤400mm的辊坏应进行超声波探伤抽样检查,当坏直径>400mm时,则应逐件进行检查,其检查结果应符合供需双方商定的质量等级。3.3轧辑外形尺寸
3.3.1轧辊尺寸及其公差应符合图纸要求。孔型部分应符合精加工样板,精加工样板采用半封闭型式并应有端面基准,必要时其技术要求可由供需双方商定。3.3.2轧辑孔型曲率半径的尺寸公差值应符合表2的规定。非孔型部分的未注线性尺寸公差的极限偏差,根据需要按GB1804一92中m级(中等级)或f级(精密级)选用。2
钢管外径.mm
粗成型辑
精成型辑
定径辑
YB/T128—1997
表2轧辊孔型曲率半径公差值
轧辊形位公差等级应符合表3的规定、表3轧辊形位公差等级
轴孔圆柱面
检测部位
$114~$219
形位公差
圆柱度
外圆非孔型圆柱面对轴孔轴线
孔型对轴孔轴线
两轴承孔输线之间
面对轴孔轴线
两端面之间
键槽中心面对轴孔轴线
表面粗糙度应符合表4的规定。
孔型工作表面
轴孔圆柱面
两莞面
国既动
圆跳动
同轴度
垂直度
平行度
对称度
轧辊表面粗精度
检测表面名称
外圆非孔型圆柱表面
键宽表面租糙度
其他表面
公差等级
(不大于)
表面粗髓度R-um(不大于)
轧辊表面不应有裂纹、烧伤、凹痕等肉眼可见的缺陷;精加工表面不得有毛刺、黑斑等缺陷。3.3.53
如需要对轧辑外形尺寸有其他技术要求时,供需双方可另行协议商定。3.4轧辊工作表面硬度和淬硬层深度3.4.1
轧辑最终热处理后的工作表面硬度应符合表5(或相对应的肖氏硬度)的规定。表5轧辊工作表面硬度
Cr12MoV
35CrMoV
4Cr5MoSiV1
3Cr2W8V
YB/T128-1997
表5(完)
3.4.2用于≤$114mm直缝焊管机组的轧辑工作表面济硬层深度应≥10mm,其他机组轧辊工作表面淬硬层深度可由供需方协议商定。3.4.3轧辊孔型工作表面硬度均匀性≤2HRC,两端面硬度均匀性≤4HRC。4试验方法
4.1轧辑材质
对轧辊材质进行化学分析时,应符合附录A(标准的附录)中的标准规定。4.2辊坏和轧辑成品
4.2.1轧辑硬度检验采用GB230或采用GB/T13313的规定。4.2.2轧辑硬度检验至少应在轧孔型工作表面和两端面按圆周方向作三环测定.每环硬度至少测三点取平均值,其平均值应符合表5的规定。4.2.3轧辑孔型检验按GB1958一80附录一中(5)线轮廉度误差检测代号1-2方法.根据由供需双方协商同意的孔型样板进行透光检查,其间隙应不大于表2的规定,且间隙均匀。4.2.4轧辊其他几何尺寸测量按GB3177与JB/Z181的规定执行。4.2.5轧辊表面粗糙度测量采用粗糙度样块比较法。若测量结果有争议时,可采用计量器具测量。4.2.6轧辊形位公差检测按GB1958中有关方法进行。轧辊的外观质量测量采用目测法、4.2.7
每批轧辊应抽验10%按YB/T036.10进行超声波探伤检验锻造退火后的轧辑辑坏,在抽验中发现有一件轧辊出现裂纹,则应对该批轧辊逐个进行探伤检验。对大于114mm直缝焊管机组的轧辊成品应每件进行磁粉探伤检验。
5检验规则
5.1检验部门
每件轧辊成品应由制造厂质量检验部门检验,检验结果应有书面记录记人检验台,并填写产品质量保证书交付需方。
5.2检验项目
5.2.1应对每件轧辊成品的工作表面硬度、孔型部分形状、几何尺寸、表面粗糙度和表面质量等主要项目进行逐项检查。
5.2.2其他项目的检测,可由供需双方协商,在合同或订货图纸技术条件中说明,6标志、包装、运输、贮存
6.1标志
6.1.1经检验合格的产品,应在轧辊非基准面的环形内刻上明显的标志。4
YB/T1281997
6.1.2标志主要内容为制造厂厂标、钢号、生产年月及需方要求的有关符号。6.2包装、运输、贮存
6.2.1轧辊包装前应仔细清理和擦洗,然后在各表面均匀涂以防锈油,待油膜干后再进行包装。6.2.2包装方法和包装材料应保证在正常运输条件下不致使轧辊受损伤,并应能防潮和防雨。6.2.3轧辊出厂时应附有产品量证书,其内容包括:供方厂名、需方厂名、合同号、轧辑名称和规格、轧辊图号、轧辊材质、技术检查部门对主要质量指标的检验结果、检查员姓名或代号,并应盖有技术检查部门的印记
6.2.4轧辑运输和贮存应符合运输要求和合同中的规定。GB 223.1-1981
GB223.31988
YB/T128
3-1997
附录A
(标准的附录)
化学分析方法引用标准
钢铁及合金中碳量的测定
钢铁及合金化学分析方法
GB/T223.11—1991
GB223.13--1989
GB 223.141989
二安替比林甲烷磷钼酸重量法测定磷量钢铁及合金化学分析方法
钢铁及合金化学分析方法
钢铁及合金化学分析方法
GB/T223.23—1994
GB223.26-1989
过硫酸铵氧化容量法测定铬量
硫酸亚铁铵容量法测定钒量
钼试剂萃取光度法测定量
钢铁及合金化学分析方法
钢铁及合金化学分析方法
GB/T223.43—1994
GB223.58—1987
GB 223.591987
丁二酮分光光度法测定镍量
硫氰酸盐直接光度法测定铝量
钢铁及合金化学分析方法
钢铁及合金化学分析方法
钢铁及合金化学分析方法
GB/T223.60
GB223.61—1988
GB223.62—1988
GB223.63—1988
GB223.67—1989
钨量的测定
亚砷酸钠-亚硝酸钠滴定法测定锰量锑磷钼蓝光度法测定磷量
钢铁及合金化学分析方法
钢铁及合金化学分析方法
钢铁及合金化学分析方法
钢铁及合金化学分析方法
钢铁及合金化学分析方法
GB/T223.69—1997
GB/T 223.72—1991
高氯酸脱水重量法测定硅含量
磷钼酸铵容量法测定磷量
乙酸丁脂萃取光度法测定磷量
高碘酸钠(钾)光度法测定锰量
还原蒸馏-次甲基蓝光度法测定硫量钢铁及合金化学分析方法
钢铁及合金化学分析方法
管式炉内燃烧后重量法测定碳含量氰化铝色层分离硫酸馈重量法测定硫量中华人民共和国黑色冶金
行业标
焊管轧辊技术条件
YB/T128—1997
中国标准出版社出版
北京复兴门外三里河北街16号
邮政编码:100045
话:68522112
中国标准出版社秦皇岛印刷厂印剧新华书店北京发行所发行
各地新华书店经售
版权专有
不得翻印
开本880×12301/16
1998年2月第一版
印张3/4
字数16干宁
1998年2月第一次印
印数1~1000
书号:155066·2-11901
定价8.00元
标目329—53
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。