SY/T 6445-2000
基本信息
标准号: SY/T 6445-2000
中文名称:石油管材常见缺陷术语
标准类别:石油天然气行业标准(SY)
英文名称:Terminology of imperfections in OCTG and line pipe
标准状态:已作废
发布日期:2000-03-31
实施日期:2000-10-01
作废日期:2022-02-16
下载格式:pdf zip
标准分类号
标准ICS号: 石油及相关技术>>石油和天然气工业设备>>75.180.10勘探和钻采设备
中标分类号:石油>>石油勘探、开发、集输设备>>E92石油钻采设备与仪器
出版信息
出版社:石油工业出版社
页数:35页
标准价格:19.0
出版日期:2000-10-01
相关单位信息
起草人:方伟、李平全
起草单位:中国石油天然气集团公司石油管材研究所
归口单位:石油管材专业标准化委员会
提出单位:中国石油天然气集团公司
发布部门:国家石油和化学工业局
主管部门:国家石油和化学工业局
标准简介
本标准给出了石油管材中存在的缺欠和缺陷的定义,但不涉及严重度判别标准。此处所用到的“缺欠”一词是指钢管产品的冶金特征及其他特征,它可能对该产品的使用有不利影响,也可能没有影响。不利影响的定义不在本标准范围之内。缺陷的定义在相关管子标准中给出。本标准还在附录A(提示的附录)中列出了英语等效术语。
标准图片预览


标准内容
ICS 75.180.10
备案号:6988—2000
中华人民共和国石油天然气行业标准SY/T 6445--2000
石油管材常见缺陷术语
Terminology of imperfectionsin OCTG and line pipe
2000 - 03 - 31 发布
国家石油和化学工业局
2000 ~10 -01 实施
SY /T 6445--2000
API前言
1范围
2定义
钢管中非焊缝部位存在的缺欠和缺陷2.1
2.2双而埋弧焊焊缝中存在的缺欠和缺陷2.3闪光焊焊继中存在的缺欠和缺陷2.4电阻焊焊缝中存的缺欠和缺陷·2.5螺纹缺欠:
附录A(提示的附录)
附录1(提示的附录)
附录C(提示的附录)
附录 D (提示的附录)
英诉等效术语
中文索引
英文索引
参考标准
SY/T6445-2000
本标准是根据美国石油学会标准APIStd5T1《缺欠术谱标准》(1996年11月第10版)编写的,在技术内容与编写规则上与该标准等效。本标准删去了与标准主题内容和适用范围等无关的部分,其中包括:标准的两、特别声明等。但为便于对本标准中术语的正确理解和使用,仍保留了APIStd5T1中的英语等效术语,并在附录A(提示的附录)中列出。
根据GB/T1.1一1993《标准化工作导则第1单元:标准的起草与表述规则第1部分:标准给写的基本规定中4.2.3.2的规定,保留了APIStl5T1的前言,同时增了“前言”部分。本标准将APIStd5T1中第2章“参考标准”作为附录D《提示的附录)列出,因此第3章“定义”改为本标推的第2章,并且其格式按GB/T1.1一1993中规定的术语标准格式编排。根据GB/T1.1一1993中B1.3的规定,对其他标准中已有定义的术语,其定义按已有标准中定义给出,API标推中的定义则以“采用说明”的形式给出。为便于使用,本标准还增加了两个附录,即附录B(提示的附录)中文索引!”和附录C(提示的附录)“英文索”。
本标准的附录 A、附录B、附录C、附录 D都是提示的附录。本标准由中国石油天然气集团公司捉出。本标准由石油管材专业标准化委员会归口本标准起草单位:中国石油天然气集团公司石油管材研究所。本标准主要起草人方伟李平全
SY/T 6445-2000
API前
本标准由API管材标准化委员会管辖,本版包括1994年期问信函投票表决通过的内容,本标准自印刷在封面上的甘期起开始生效,但也可自发作之甘起自愿采用。AP[出版物可供愿意使用的任何人使用。美国石油学会已做「不懈的努力,以保证出版物内的数据准确、可靠。但是,本学会对本出版物不作任何代理、担保或保证。并特此明确表示,对·托因使用本出版物所造成的损失或损坏,或因使用本出版物而侵犯联邦、州或市的法规,API均不承扭任何义务或责任。
欢迎提出修改意见,并请提交美国石油学会勘探开发部主任(1220LSiteel,N.W.,Washitton, D. c. 20005)。
1范围
中华人民共和国石油天然气行业标准石油管材常见缺陷术语
Terninology of impcrfectiontsin OCTG and line pipe
SY/T 64452000
本标准给出「石油管材中存在的缺欠和缺陷的定义,但不涉及严重度判别标准,此处所用到的“缺欠”一词是指钢管产品的治金特征及其他特征,它可能对该产品的使用有不利影响,也可能没有影响:不利影响的定义不在本标范之内。缺陷的定义在相关管子标推中给出。本标准还在附录A(提示的附录)中列出了英语等效术语。2定义
2.1钢管中非焊缝部位存在的缺欠利缺陷imperlecrions and defects occurrit in steel pipein locationsother than the weld
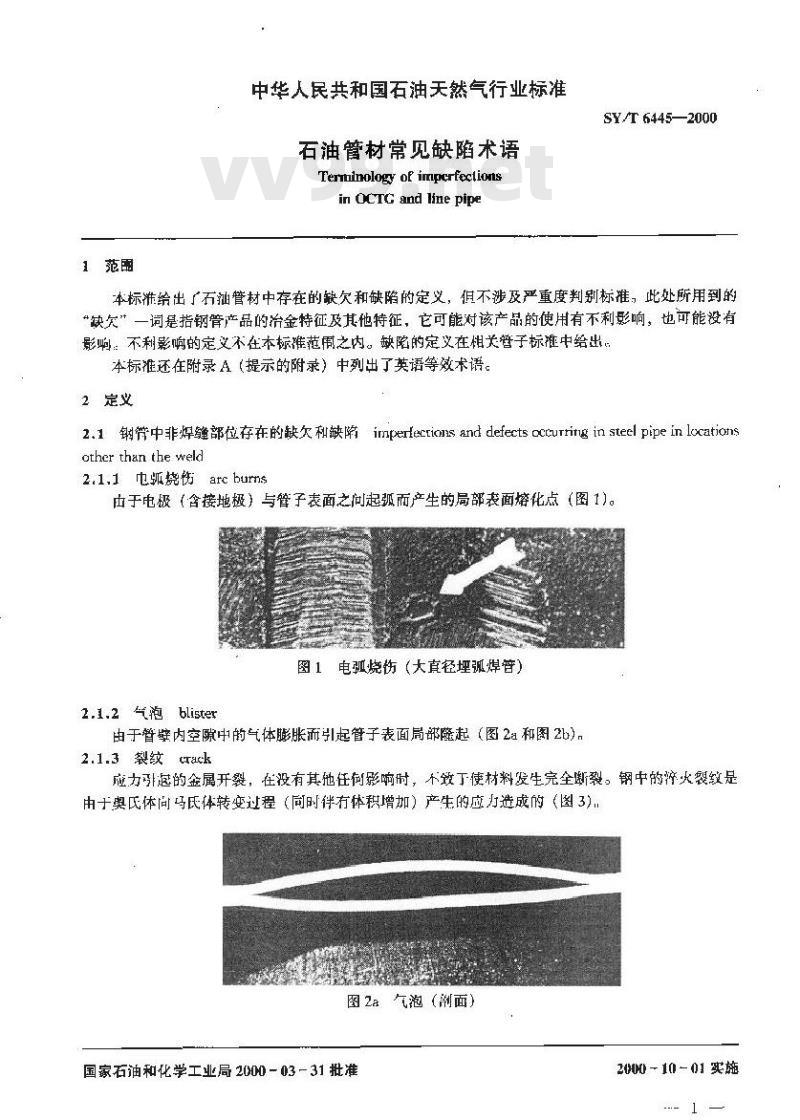
2.1.1 电骊烧伤 arc burns
于电极(含接地极)与管子表面之问起弧而产生的局部表面熔化点(图1)。图1电弧烧伤(大直径埋弧焊管】2.1.2气泡blister
由于管壁内空隙中的气体膨胀而引起管子表面局部起(图2a和图2b),2.1.3裂纹crack
应力引起的金属开裂,在没有其他任影响时,不效丁使材料发生完全断裂。钢中的将火裂纹是由于奥氏体向马氏体转变过程(同时伴有体积增加)产生的应力造成的(图3).图2a气泡(剂面)
国家石油和化学工业局2000-03-31批准2000-10-01实施
2.1.4摔坑derl
SY/T 6445--2000
图2b气泡(表面)
图3裂纹
出于机械冲击所造成的表面形状局部凹陷,但不伴有金属损失(图4)。图4摔坑
2.l.s偏心ccocntricity
管子内外表面中心轴线不重合,使得某一给定截面处的壁厚沿圆周方向不均勾(图5)。2
2.1.6酱槽gouge
SY/T 6445-2000
图5偏心
图6凿槽
由于金属机械切削所造成的细长沟措或空隙(图6)。2.1.7硬块hard spot
迹常由于局部火引起钢管上某一区域硬度值远高于周围金属的硬度值(图7)。2.1.8夹杂物inclusion
金属凝固过程中残留在其内邯的杂质或非金属颗(图8)。2.1.9分层lamination
通常平行于金属表面的内部层状分离(图9)2.1.10折叠lap
经过轧制或采用其他方式加工的金属沿着轧制金属表面折叠起来,但并未被熔合成完好金属(图10)。
凹坑pit
SY/T 64452000
图了硬块(典型的硬度测量)
图8夹杂物
图9分层
图折叠
将制造过程中轧人金属表面的杂质除去后留下的叫陷处(图11)2.1.12划痕lug swrts
通常由附着在精轧芯棒上的金属硬块造成的无缝钢管内表面上的纵向沟痕(图12),2.1.13轭痕roll mark
SY/T 6445-2000
图11凹坑
图12划痕
山于轧辊调整不良或轧辑表面损伤所造成的表面缺欠,这种缺欠可能周期地或连续地发生(图13)。
图13辊痕
2.1.t+轧金属异物relled - in slugs轧人金属表面,一般不与金属熔合的外来金属异物(图[4):2.1.15结疮sCAl,
SY/T 6445-—2000
通常由钳锭缺陷引起的、附者在完好金属表面上的薄壳状或镶片状缺欠(图15)。2.1.16 发裂seam
轧制金属内经轧制或其他方式加工后或彩或少闭合起来,但未被压合的缝源(图16)。图14:轧人金属异物
2.1.17 重皮 xlive!T
图[5结疤
图16发裂
轧人基体属表面、通常有一端5基体金属相连的极薄的金属长条(图17):6
SY/T 6445-2000
图17重皮
2.1.18仲长的轧制凹槽stretchmillindentation通常位于内表面的管体壁厚的片部减薄(图18a和图8b)图18a长的轧槽([)
图18b仲长的轧制即槽()
2.1.19加厚部分充型不良upset underfill由于金属流动不充分,未能完全充满如厚模以状得所需的形状而引起的加厚部分外表面或内表面上的叫陷处(图19)、wwW.vv99.Net
2.1.20加厚皱折upact wrinklcs管子加厚部分环向锻造折皱形态的表面不规则处(图20)。SY/T 6445-2000
图19加厚部分充型不良
图20加厚皱折
2.2双面埋弧焊焊缝中存在的缺欠和缺陷impurfections and defects occurring in doulile subrncrged arcwelds
2.2.1余商超高
exeussive rcinforcement; 过量充填exressive wwtr - fil内表而或外衣面烁道刘钢管原始表面凸出的高度超过焊缝高度要求)(图21)图21余高超高(过量充填)
2.2.2未熔合1incomplete fusiol熔煤时,焊道与母材之间或焊道与焊道之间未完全熔化结合的部分(图22)采用说明:
1]楚义中增加了“内表面”,删去广API Std 51I定义中高度的具体要求:2本术语采用GB/T3375—1994焊接术语》中的定义,AIIStd5T1中的定义为:焊缝处金属未完全赔化结合的都分:
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
备案号:6988—2000
中华人民共和国石油天然气行业标准SY/T 6445--2000
石油管材常见缺陷术语
Terminology of imperfectionsin OCTG and line pipe
2000 - 03 - 31 发布
国家石油和化学工业局
2000 ~10 -01 实施
SY /T 6445--2000
API前言
1范围
2定义
钢管中非焊缝部位存在的缺欠和缺陷2.1
2.2双而埋弧焊焊缝中存在的缺欠和缺陷2.3闪光焊焊继中存在的缺欠和缺陷2.4电阻焊焊缝中存的缺欠和缺陷·2.5螺纹缺欠:
附录A(提示的附录)
附录1(提示的附录)
附录C(提示的附录)
附录 D (提示的附录)
英诉等效术语
中文索引
英文索引
参考标准
SY/T6445-2000
本标准是根据美国石油学会标准APIStd5T1《缺欠术谱标准》(1996年11月第10版)编写的,在技术内容与编写规则上与该标准等效。本标准删去了与标准主题内容和适用范围等无关的部分,其中包括:标准的两、特别声明等。但为便于对本标准中术语的正确理解和使用,仍保留了APIStd5T1中的英语等效术语,并在附录A(提示的附录)中列出。
根据GB/T1.1一1993《标准化工作导则第1单元:标准的起草与表述规则第1部分:标准给写的基本规定中4.2.3.2的规定,保留了APIStl5T1的前言,同时增了“前言”部分。本标准将APIStd5T1中第2章“参考标准”作为附录D《提示的附录)列出,因此第3章“定义”改为本标推的第2章,并且其格式按GB/T1.1一1993中规定的术语标准格式编排。根据GB/T1.1一1993中B1.3的规定,对其他标准中已有定义的术语,其定义按已有标准中定义给出,API标推中的定义则以“采用说明”的形式给出。为便于使用,本标准还增加了两个附录,即附录B(提示的附录)中文索引!”和附录C(提示的附录)“英文索”。
本标准的附录 A、附录B、附录C、附录 D都是提示的附录。本标准由中国石油天然气集团公司捉出。本标准由石油管材专业标准化委员会归口本标准起草单位:中国石油天然气集团公司石油管材研究所。本标准主要起草人方伟李平全
SY/T 6445-2000
API前
本标准由API管材标准化委员会管辖,本版包括1994年期问信函投票表决通过的内容,本标准自印刷在封面上的甘期起开始生效,但也可自发作之甘起自愿采用。AP[出版物可供愿意使用的任何人使用。美国石油学会已做「不懈的努力,以保证出版物内的数据准确、可靠。但是,本学会对本出版物不作任何代理、担保或保证。并特此明确表示,对·托因使用本出版物所造成的损失或损坏,或因使用本出版物而侵犯联邦、州或市的法规,API均不承扭任何义务或责任。
欢迎提出修改意见,并请提交美国石油学会勘探开发部主任(1220LSiteel,N.W.,Washitton, D. c. 20005)。
1范围
中华人民共和国石油天然气行业标准石油管材常见缺陷术语
Terninology of impcrfectiontsin OCTG and line pipe
SY/T 64452000
本标准给出「石油管材中存在的缺欠和缺陷的定义,但不涉及严重度判别标准,此处所用到的“缺欠”一词是指钢管产品的治金特征及其他特征,它可能对该产品的使用有不利影响,也可能没有影响:不利影响的定义不在本标范之内。缺陷的定义在相关管子标推中给出。本标准还在附录A(提示的附录)中列出了英语等效术语。2定义
2.1钢管中非焊缝部位存在的缺欠利缺陷imperlecrions and defects occurrit in steel pipein locationsother than the weld
2.1.1 电骊烧伤 arc burns
于电极(含接地极)与管子表面之问起弧而产生的局部表面熔化点(图1)。图1电弧烧伤(大直径埋弧焊管】2.1.2气泡blister
由于管壁内空隙中的气体膨胀而引起管子表面局部起(图2a和图2b),2.1.3裂纹crack
应力引起的金属开裂,在没有其他任影响时,不效丁使材料发生完全断裂。钢中的将火裂纹是由于奥氏体向马氏体转变过程(同时伴有体积增加)产生的应力造成的(图3).图2a气泡(剂面)
国家石油和化学工业局2000-03-31批准2000-10-01实施
2.1.4摔坑derl
SY/T 6445--2000
图2b气泡(表面)
图3裂纹
出于机械冲击所造成的表面形状局部凹陷,但不伴有金属损失(图4)。图4摔坑
2.l.s偏心ccocntricity
管子内外表面中心轴线不重合,使得某一给定截面处的壁厚沿圆周方向不均勾(图5)。2
2.1.6酱槽gouge
SY/T 6445-2000
图5偏心
图6凿槽
由于金属机械切削所造成的细长沟措或空隙(图6)。2.1.7硬块hard spot
迹常由于局部火引起钢管上某一区域硬度值远高于周围金属的硬度值(图7)。2.1.8夹杂物inclusion
金属凝固过程中残留在其内邯的杂质或非金属颗(图8)。2.1.9分层lamination
通常平行于金属表面的内部层状分离(图9)2.1.10折叠lap
经过轧制或采用其他方式加工的金属沿着轧制金属表面折叠起来,但并未被熔合成完好金属(图10)。
凹坑pit
SY/T 64452000
图了硬块(典型的硬度测量)
图8夹杂物
图9分层
图折叠
将制造过程中轧人金属表面的杂质除去后留下的叫陷处(图11)2.1.12划痕lug swrts
通常由附着在精轧芯棒上的金属硬块造成的无缝钢管内表面上的纵向沟痕(图12),2.1.13轭痕roll mark
SY/T 6445-2000
图11凹坑
图12划痕
山于轧辊调整不良或轧辑表面损伤所造成的表面缺欠,这种缺欠可能周期地或连续地发生(图13)。
图13辊痕
2.1.t+轧金属异物relled - in slugs轧人金属表面,一般不与金属熔合的外来金属异物(图[4):2.1.15结疮sCAl,
SY/T 6445-—2000
通常由钳锭缺陷引起的、附者在完好金属表面上的薄壳状或镶片状缺欠(图15)。2.1.16 发裂seam
轧制金属内经轧制或其他方式加工后或彩或少闭合起来,但未被压合的缝源(图16)。图14:轧人金属异物
2.1.17 重皮 xlive!T
图[5结疤
图16发裂
轧人基体属表面、通常有一端5基体金属相连的极薄的金属长条(图17):6
SY/T 6445-2000
图17重皮
2.1.18仲长的轧制凹槽stretchmillindentation通常位于内表面的管体壁厚的片部减薄(图18a和图8b)图18a长的轧槽([)
图18b仲长的轧制即槽()
2.1.19加厚部分充型不良upset underfill由于金属流动不充分,未能完全充满如厚模以状得所需的形状而引起的加厚部分外表面或内表面上的叫陷处(图19)、wwW.vv99.Net
2.1.20加厚皱折upact wrinklcs管子加厚部分环向锻造折皱形态的表面不规则处(图20)。SY/T 6445-2000
图19加厚部分充型不良
图20加厚皱折
2.2双面埋弧焊焊缝中存在的缺欠和缺陷impurfections and defects occurring in doulile subrncrged arcwelds
2.2.1余商超高
exeussive rcinforcement; 过量充填exressive wwtr - fil内表而或外衣面烁道刘钢管原始表面凸出的高度超过焊缝高度要求)(图21)图21余高超高(过量充填)
2.2.2未熔合1incomplete fusiol熔煤时,焊道与母材之间或焊道与焊道之间未完全熔化结合的部分(图22)采用说明:
1]楚义中增加了“内表面”,删去广API Std 51I定义中高度的具体要求:2本术语采用GB/T3375—1994焊接术语》中的定义,AIIStd5T1中的定义为:焊缝处金属未完全赔化结合的都分:
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。