FZ/T 92015-1992
基本信息
标准号: FZ/T 92015-1992
中文名称:粉末冶金钢领
标准类别:纺织行业标准(FZ)
标准状态:现行
发布日期:1992-01-07
实施日期:1992-07-01
下载格式:pdf zip
相关标签: 粉末冶金
标准分类号
标准ICS号: 纺织和皮革技术>>纺织机械>>59.120.99其他纺织机械
中标分类号:纺织>>纺织机械与器具>>W91纺织机械零部件
关联标准
替代情况:FJ/JQ 59-1986
出版信息
页数:5页
标准价格:8.0
出版日期:1992-07-01
相关单位信息
起草人:张基安、张信滋、邓锋、贺乐珊、施尧训
起草单位:上海纺织机械研究所、上海纺织机械专件厂
归口单位:上海纺织机械研究所
提出单位:纺织工业部技术装备司
发布部门:中华人民共和国纺织工业部
标准简介
本标准规定了粉末冶金钢领的编号组成与主要规格、技术要求、试验方法、检验规则和标志、包装、运输、贮存。
本标准适用于毛、麻、绢、丝、化纤的环锭细纱机、捻线机等的铁基粉末冶金或含有合金元素的铁基粉末冶金钢领。
标准图片预览

标准内容
中华人民共和国纺织行业标准
粉末冶金钢领
主题内容与适用范围
FZ/T 92015—1992
代替FJ/JQ59—1986
本标准规定了粉末冶金钢领的编号组成与主要规格、技术要求、试验方法、检验规则和标志、包装、运输、贮存。
本标准适用于毛、麻、绢、丝、化纤的环锭细纱机、捻线机等的铁基粉末冶金或含有合金元素的铁基粉末冶金钢领。
2引用标准
GB/T 1958
GB/T 5163
GB/T 5165
JB/T 2867
JB/T2869
FZ 90001
形状和位置公差检测规定
可渗性烧结金属材料——密度的测定可渗性烧结金属材料—含油率的测定烧结金属材料(硬质合金除外)表观硬度的测定渗透性烧结金属材料密度、开孔孔隙率和含油率纺织机械产品包装
ZBW90001
纺织机械产品标准编写规定
3编号组成与主要规格
编号组成
设计改进代号
内孔直径
高度代号
-型式代号
3.2代号含义
3.2.1型式代号见表1、图1、图2、图3。表1
钢领型式
锥面钢领
竖边钢领
中华人民共和国纺织工业部1992-01-07批准代
1992-07-01实施
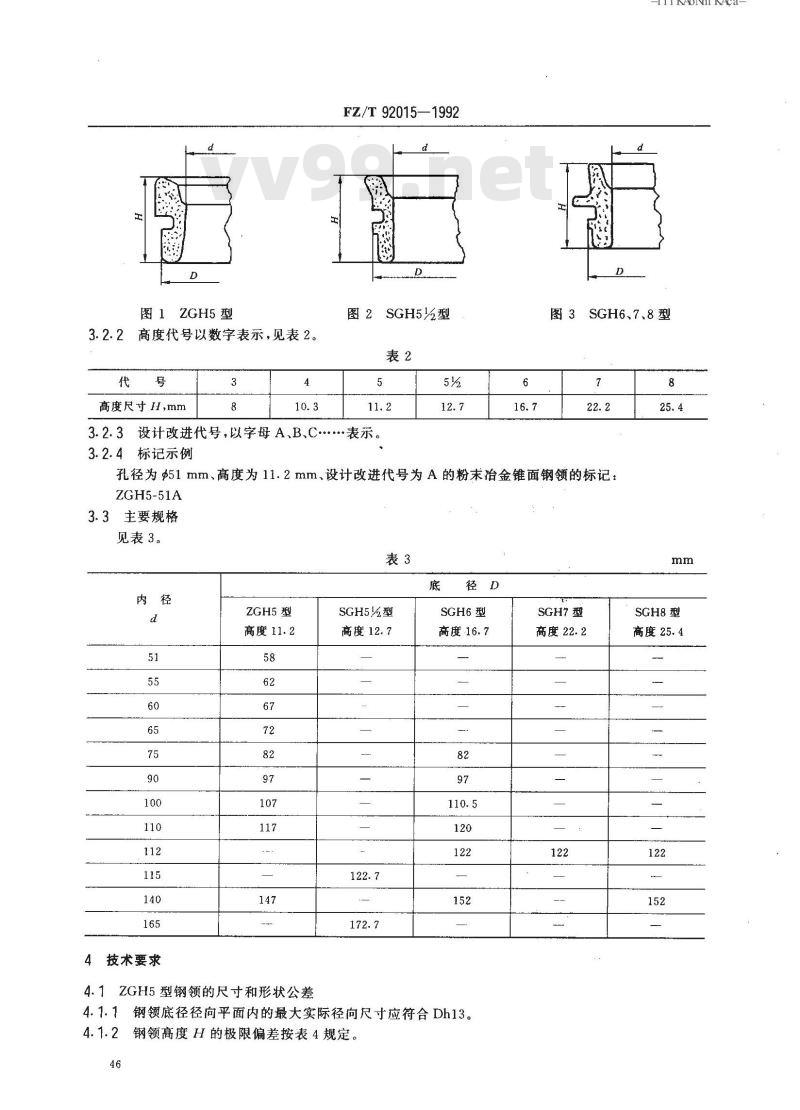
图 1ZGH5型
3.2.2高度代号以数字表示,见表2。代
高度尺寸H,mm此内容来自唯久标准下载网
FZ/T92015—1992
图2SGH5%型
3.2.3设计改进代号,以字母A、B、C…表示。3.2.4标记示例
iiKAoNnrKAca-
图3SGH6、7、8型
孔径为$51mm、高度为11.2mm、设计改进代号为A的粉末冶金锥面钢领的标记:ZGH5-51A
3.3主要规格
见表3。
4技术要求
ZGH5 型
高度11.2
4.1ZGH5型钢领的尺寸和形状公差SGH5型
高度12.7
SGH6型
高度16.7
4.1.1钢领底径径向平面内的最大实际径向尺寸应符合Dh13。4.1.2钢领高度H的极限偏差按表4规定。46
SGH7型
高度22.2
SGH8型
商度25.4
内径d
极限偏差值
FZ/T92015—1992
51、55、60、65、75
钢领内径d的圆度公差按表5规定。表5
内径d
圆度公差值
51、55
60、65、75
4.1.4钢领下端面的平面度公差按表6规定。表6
内径d
平面度公差值
51、55、60、65
4.2SGH5%型钢领的尺寸和形状公差75、90
钢领底径径向平面内的最大实际径向尺寸应符合Dh13。4.2.1
钢领高度H的极限偏差+0.27mm。4.2.2
钢领内径d的圆度公差按表7规定4.2.3
内径d
圆度公差值
4.2.4钢领下端面的平面度公差按表8规定。内径d
平面度公差值
4.3SGH6、7、8型钢领的尺寸和形状公差115
4.3.1钢领底径径向平面内的最大实际径向尺寸应符合Dh13。2钢领高度H的极限偏差按表9规定。4.3.2
SGH6型
SGH7型
SGH8型
钢领内径d的圆度公差按表10规定表10
内径d
圆度公差值
钢领下端面的平面度公差按表11规定。90、100、110、140
极限偏差值
90、100、110、112
内径d
平面度公差值
FZ/T 92015—1992
75、90
100、110、112
4.4与钢丝钩(尼龙钩)接触的钢领表观硬度≥HV680或≥HRA60。4.5与钢丝钩(尼龙钩)接触的表面粗糙度R.0.8um。4.6表面无锈蚀、裂纹、磕碰、毛刺等缺陷。4.7钢领密度和含油率按表12规定。表12
ZGH5型
SGH6、7、8 型
SGH5必型
d≤100mm
d>100 mm
4.8钢领各部位的透气性能应保持均勾良好。5试验方法
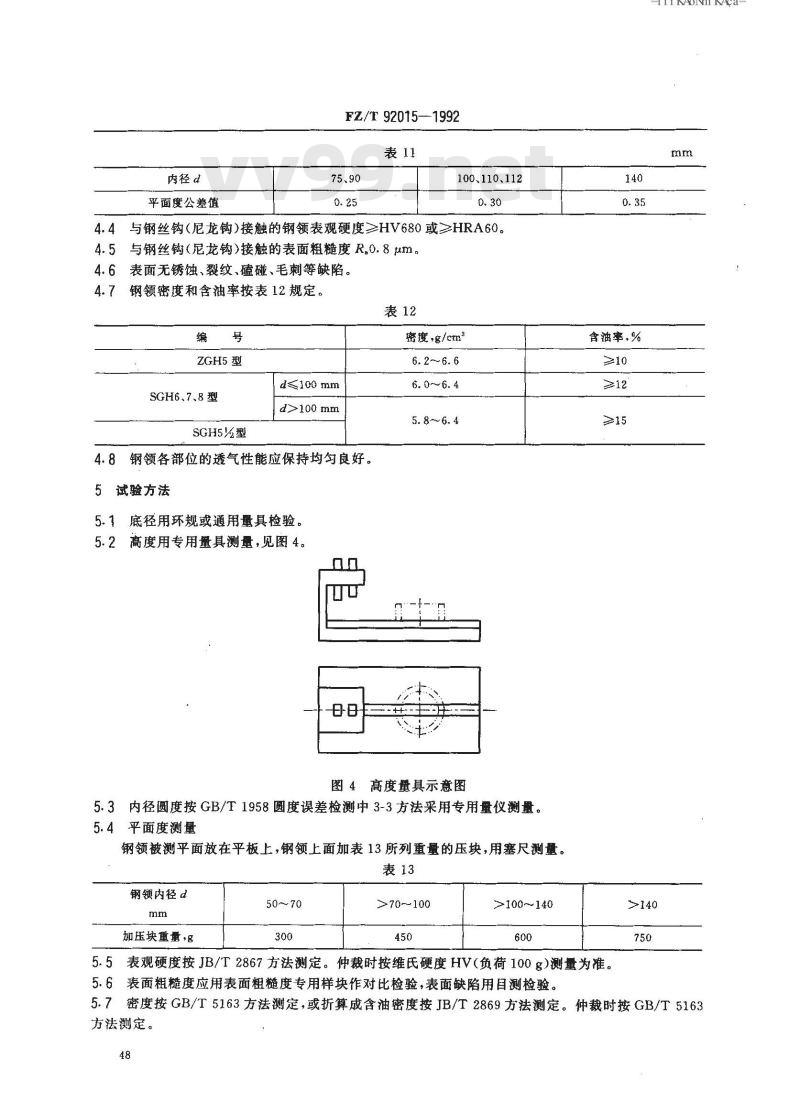
5.1底径用环规或通用量具检验。5.2高度用专用量具测量,见图4。0.0
密度+g/cm2
图4高度量具示意图
5.3内径圆度按GB/T1958圆度误差检测中3-3方法采用专用量仪测量。5.4平面度测量
钢领被测平面放在平板上,钢领上面加表13所列重量的压块,用塞尺测量。表13
钢领内径d
加压块重量·8
>70~100
>100~140
含油率,%
-iKAoNiKAca-
5.5表观硬度按JB/T2867方法测定。仲裁时按维氏硬度HV(负荷100g)测量为准。5.6表面粗糙度应用表面粗糙度专用样块作对比检验,表面缺陷用目测检验。5.7密度按GB/T5163方法测定,或折算成含油密度按JB/T2869方法测定。仲裁时按GB/T5163方法测定。
5.8含油率按GB/T5165方法测定。5.9透气性用专用装置检验。
6检验规则
FZ/T 92015--1992
6.1产品由制造厂质量检查部门按本标准的规定检验,合格后方能出厂,并附有合格证。6.2出厂检验项目为4.1~4.6条。6.3产品在符合ZBW90001第5.11.1.2条的情况下进行型式检验。6.4型式检验项目为4.1~4.8条。6.5使用厂在安装、调整过程中,发现有不符合本标准的产品时,由制造厂负责处理。标志、包装、运输、贮存
7.1钢领产品应有制造厂标志。
7.2包装应按FZ90001的规定。
7.3产品在运输中,包装箱应按规定的朝向安置,不得倾倒或改变方向。7.4产品出厂后,在良好的防雨及通风贮存条件下,包装箱内的钢领防潮、防锈有效期为一年。附加说明:
本标准由纺织工业部技术装备司提出。本标准由上海纺织机械研究所归口。本标准由上海纺织机械研究所、上海纺织机械专件厂负责起草。本标准主要起草人张基安、张信滋、邓锋、贺乐珊、施尧训。49
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
粉末冶金钢领
主题内容与适用范围
FZ/T 92015—1992
代替FJ/JQ59—1986
本标准规定了粉末冶金钢领的编号组成与主要规格、技术要求、试验方法、检验规则和标志、包装、运输、贮存。
本标准适用于毛、麻、绢、丝、化纤的环锭细纱机、捻线机等的铁基粉末冶金或含有合金元素的铁基粉末冶金钢领。
2引用标准
GB/T 1958
GB/T 5163
GB/T 5165
JB/T 2867
JB/T2869
FZ 90001
形状和位置公差检测规定
可渗性烧结金属材料——密度的测定可渗性烧结金属材料—含油率的测定烧结金属材料(硬质合金除外)表观硬度的测定渗透性烧结金属材料密度、开孔孔隙率和含油率纺织机械产品包装
ZBW90001
纺织机械产品标准编写规定
3编号组成与主要规格
编号组成
设计改进代号
内孔直径
高度代号
-型式代号
3.2代号含义
3.2.1型式代号见表1、图1、图2、图3。表1
钢领型式
锥面钢领
竖边钢领
中华人民共和国纺织工业部1992-01-07批准代
1992-07-01实施
图 1ZGH5型
3.2.2高度代号以数字表示,见表2。代
高度尺寸H,mm此内容来自唯久标准下载网
FZ/T92015—1992
图2SGH5%型
3.2.3设计改进代号,以字母A、B、C…表示。3.2.4标记示例
iiKAoNnrKAca-
图3SGH6、7、8型
孔径为$51mm、高度为11.2mm、设计改进代号为A的粉末冶金锥面钢领的标记:ZGH5-51A
3.3主要规格
见表3。
4技术要求
ZGH5 型
高度11.2
4.1ZGH5型钢领的尺寸和形状公差SGH5型
高度12.7
SGH6型
高度16.7
4.1.1钢领底径径向平面内的最大实际径向尺寸应符合Dh13。4.1.2钢领高度H的极限偏差按表4规定。46
SGH7型
高度22.2
SGH8型
商度25.4
内径d
极限偏差值
FZ/T92015—1992
51、55、60、65、75
钢领内径d的圆度公差按表5规定。表5
内径d
圆度公差值
51、55
60、65、75
4.1.4钢领下端面的平面度公差按表6规定。表6
内径d
平面度公差值
51、55、60、65
4.2SGH5%型钢领的尺寸和形状公差75、90
钢领底径径向平面内的最大实际径向尺寸应符合Dh13。4.2.1
钢领高度H的极限偏差+0.27mm。4.2.2
钢领内径d的圆度公差按表7规定4.2.3
内径d
圆度公差值
4.2.4钢领下端面的平面度公差按表8规定。内径d
平面度公差值
4.3SGH6、7、8型钢领的尺寸和形状公差115
4.3.1钢领底径径向平面内的最大实际径向尺寸应符合Dh13。2钢领高度H的极限偏差按表9规定。4.3.2
SGH6型
SGH7型
SGH8型
钢领内径d的圆度公差按表10规定表10
内径d
圆度公差值
钢领下端面的平面度公差按表11规定。90、100、110、140
极限偏差值
90、100、110、112
内径d
平面度公差值
FZ/T 92015—1992
75、90
100、110、112
4.4与钢丝钩(尼龙钩)接触的钢领表观硬度≥HV680或≥HRA60。4.5与钢丝钩(尼龙钩)接触的表面粗糙度R.0.8um。4.6表面无锈蚀、裂纹、磕碰、毛刺等缺陷。4.7钢领密度和含油率按表12规定。表12
ZGH5型
SGH6、7、8 型
SGH5必型
d≤100mm
d>100 mm
4.8钢领各部位的透气性能应保持均勾良好。5试验方法
5.1底径用环规或通用量具检验。5.2高度用专用量具测量,见图4。0.0
密度+g/cm2
图4高度量具示意图
5.3内径圆度按GB/T1958圆度误差检测中3-3方法采用专用量仪测量。5.4平面度测量
钢领被测平面放在平板上,钢领上面加表13所列重量的压块,用塞尺测量。表13
钢领内径d
加压块重量·8
>70~100
>100~140
含油率,%
-iKAoNiKAca-
5.5表观硬度按JB/T2867方法测定。仲裁时按维氏硬度HV(负荷100g)测量为准。5.6表面粗糙度应用表面粗糙度专用样块作对比检验,表面缺陷用目测检验。5.7密度按GB/T5163方法测定,或折算成含油密度按JB/T2869方法测定。仲裁时按GB/T5163方法测定。
5.8含油率按GB/T5165方法测定。5.9透气性用专用装置检验。
6检验规则
FZ/T 92015--1992
6.1产品由制造厂质量检查部门按本标准的规定检验,合格后方能出厂,并附有合格证。6.2出厂检验项目为4.1~4.6条。6.3产品在符合ZBW90001第5.11.1.2条的情况下进行型式检验。6.4型式检验项目为4.1~4.8条。6.5使用厂在安装、调整过程中,发现有不符合本标准的产品时,由制造厂负责处理。标志、包装、运输、贮存
7.1钢领产品应有制造厂标志。
7.2包装应按FZ90001的规定。
7.3产品在运输中,包装箱应按规定的朝向安置,不得倾倒或改变方向。7.4产品出厂后,在良好的防雨及通风贮存条件下,包装箱内的钢领防潮、防锈有效期为一年。附加说明:
本标准由纺织工业部技术装备司提出。本标准由上海纺织机械研究所归口。本标准由上海纺织机械研究所、上海纺织机械专件厂负责起草。本标准主要起草人张基安、张信滋、邓锋、贺乐珊、施尧训。49
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。