GB/T 18329.1-2001
基本信息
标准号: GB/T 18329.1-2001
中文名称:滑动轴承 多层金属滑动轴承结合强度的超声波无损检验
标准类别:国家标准(GB)
英文名称:Plain bearings—Non-destructive ultrasoinc testing of bond for metallic multilayer plain bearings
标准状态:已作废
发布日期:2001-02-02
实施日期:2001-09-01
作废日期:2024-06-01
下载格式:pdf zip
标准分类号
标准ICS号: 机械系统和通用件>>轴承>>21.100.10滑动轴承
中标分类号:机械>>通用零部件>>J12滑动轴承
出版信息
出版社:中国标准出版社
书号:155066.1-17812
页数:10页
标准价格:29.0
出版日期:2004-04-17
相关单位信息
首发日期:2001-02-26
复审日期:2004-10-14
起草人:邓跃、李柱国
起草单位:机械科学研究院
归口单位:全国滑动轴承标准化技术委员会
提出单位:全国滑动轴承标准化技术委员会
发布部门:国家质量技术监督局
主管部门:中国机械工业联合会
标准简介
本标准规定了用超声波确定轴承合金与其衬背之间的结合缺陷的方法。
标准图片预览

标准内容
GB/T18329.1—2001
本标准等同采用ISO4386-1:1992《滑动轴承多层金属滑动轴承第1部分:结合强度的超声波
无损检验》。
本标准在技术内容上与ISO4386-1:1992无差异,只作了一些编辑性修改。本标准自实施之日起,代替GB/T1179—1992附录A。本标准由全国滑动轴承标准化技术委员会提出并归口。本标准起草单位:机械科学研究院、上海交通大学。本标准主要起草人:邓跃、李柱国。1wwW.vv99.Net
GB/T18329.1—2001
ISO前言
iiKAoNhiKAca-
ISO(国际标准化组织)是一个世界性的各国国家标准团体(ISO成员国)组成的联合组织。国际标准的制定工作是通过ISO各技术委员会进行的。每个成员国如对某一个技术委员会所进行的项目感兴趣时,有权参加该委员会的工作。与ISO有关的政府和非政府的国际组织,也可参加此项工作。ISO与国际电工委员会(IEC)在电工标准化的各个方面有着密切的联系。经技术委员会采纳的国际标准草案,被分发给所有成员国进行投票表决。国际标准的正式出版至少需要75%的成员国投票赞成。
国际标准ISO4386-1是由ISO/TC123滑动轴承技术委员会,SC2:材料和润滑剂及其性能、特性、试验方法和测试条件分技术委员会制定的。第二版对第一版(ISO4386-1:1982)进行了删改与补充,是技术性修订。ISO4386在“滑动轴承多层金属滑动轴承”的总标题下,由下列系列标准组成:一第1部分:结合强度的超声波无损检验一第2部分:轴瓦金属层厚度大于等于2mm的结合强度破坏性试验一第3部分:无损穿透试验
ISO4386本部分的附录A为参考件。I
1范围
中华人民共和国国家标准
滑动轴承
多层金属滑动轴承结合强度
的超声波无损检验
Plain bearings-Non-destructive ultrasonic testing of bondformetallic multilayer plainbearingsGB/T18329.1—2001
idt ISO 4386-1:1992
本标准规定了用超声波确定轴承合金与其衬背之间的结合缺陷的方法。该方法适用于铅基和锡基轴承,其合金层厚度大于或等于0.5mm的带衬背的多层金属滑动轴承。由于存在有不确定反射波,所以该方法不适用于距轴承边缘、油孔和油槽边缘半个石英晶体直径范围内的区域。如在轴承结合面上带有燕尾槽,则不适用于在沿燕尾槽边缘的区域。在这些边缘区域和对接面区域轴承背与轴承合金的结合状态评定方法见ISO4386-3。本标准只能对轴承合金与其衬背的结合状态作定性评价,如要对结合状态作定量评价见ISO4386-2。
本标准详细阐述了将探头贴在轴承合金面一侧的脉冲反射波评定方法。如果将探头贴在衬背面一侧,则信号的处理方法与之类似。以轴承合金与衬背结合面反射回的声能作为评定结合质量的依据。2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。ISO2400:1972钢的焊接超声波检测设备的校准样块ISO4386-2:1982滑动轴承多层金属滑动轴承第2部分:轴瓦金属层厚度大于等于2mm的结合强度破坏性试验
ISO4386-3:1992滑动轴承多层金属滑动轴承第3部分:无损穿透试验ISO7963:1985钢的焊接用于对焊接的超声波检测的2号校准块3符号
本标准采用下列符号:
IS输入信号
BE结合面的反射波
WE衬背的反射波
RE基准反射波
4试验仪器
4.1超声波检验仪
国家质量技术监督局2001-02-26批准2001-09-01实施
GB/T18329.1—2001
iiKAoNniKAca-
本标准采用的是A型检波显示器显示的脉冲反射超声波探伤仪。该仪器装有可读出分贝数的增益控制器,并可调节时基范围,关闭扫描抑制和放大功能。4.2探头
根据轴承合金层厚度、衬背厚度和衬背材料选择测头尺寸、频率、型式,见表1。表1
轴承合金层厚度
衬背厚度
(钢))
20~250
探头直径
探头频率/MHz
1)对铸铁,最大值到钢的0.5倍;对青铜,最大值减少到钢的0.2到0.3倍mm
探头型式
如果轴承合金层很薄,输入信号与结合层反射波在显示屏上区分不开,有必要采用更高频的双晶探头。
4.3时基范围
为了在一个合适的基准块上获得至少两次结合面反射波,应调整时基范围。该基准块的合金层由两部分组成,一部分轴承合金与衬背材料结合良好,另一部分轴承合金与衬背材料结合不良。基准块的材料和各层的厚度应与被检轴承的一样。5准备工作
5.1检验表面(滑动表面)的准备5.1.1检验表面的条件
检验表面粗糙度Ra≤5μm。
5.1.2检验表面清洗
用适当的清洗剂清除检验表面机加工后留下的污垢和油迹。必要时,用清洁的纸或擦布擦干检验表面。
5.2超声波扫描
检验轴承时,可以采用接触式扫描,以轻机油为耦合剂;也可以用浸液法扫描。对小尺寸轴承,由于在曲面上难以达到均匀耦合,用接触式扫描检验可能比较困难。如果选择曲面半径与轴承表面曲率半径近似的测头则可以改善耦合均匀性。另一方面,尤其是对直径小于100mm的轴承,可以采用从轴承衬背一侧作接触扫描,轴承衬背表面一定要光滑(见5.1.1)。如果从轴承合金面一侧的扫描所得结果不确定,例如,因为缺陷是在衬背层内,则可以采用从衬背面一侧扫描作进一步检验。
6检验级别
检验的严格程度分下面三级。从第一级到第三级逐渐加严。一级:受检区域为整个位于法兰边缘、接合面边缘的滑动表面对滑动表面作点状检验,二级:受检区域为整个止推边表面,位于法兰边缘、接合面边缘的滑动表面区域,另加整个最大承载区域(例如:对径向轴承,当载荷为垂直向下时,最大承载区域为60°~120°范围内的滑动表面)。三级:用探头逐行检验整个法兰区域和滑动表面。为保证所有点都受到检验,以20%石英晶体直径的行重叠度进行检验。
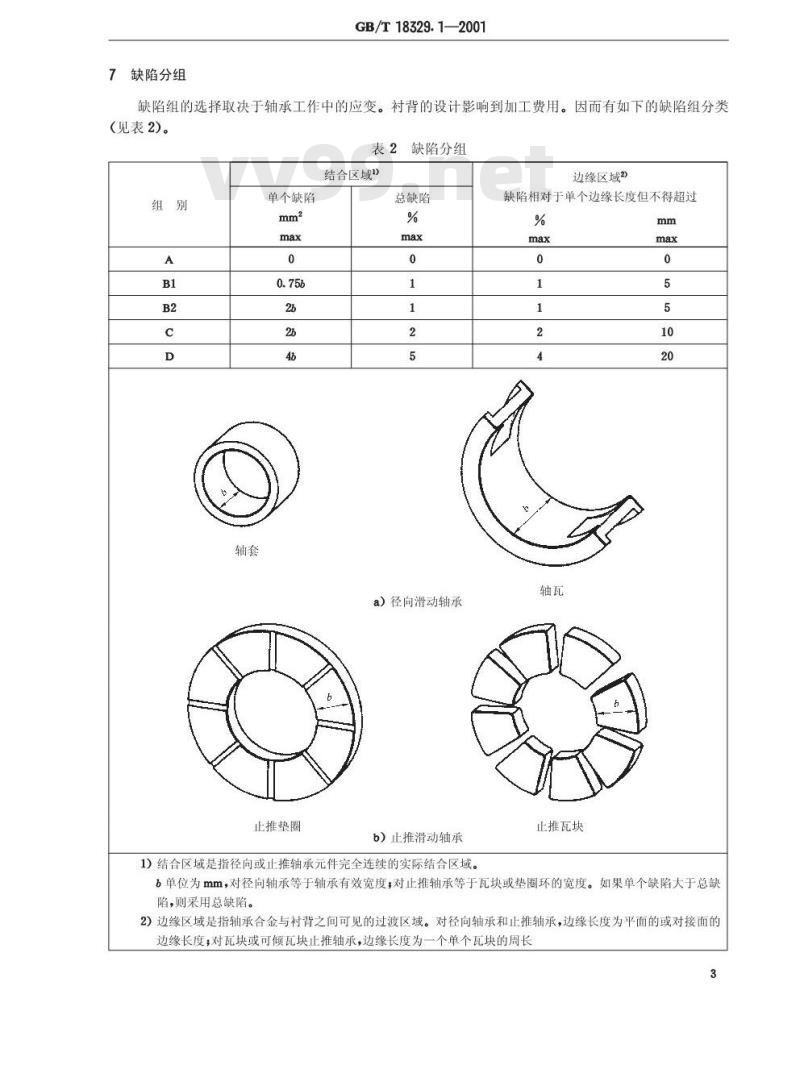
7缺陷分组
GB/T18329.1—2001
缺陷组的选择取决于轴承工作中的应变。衬背的设计影响到加工费用。因而有如下的缺陷组分类(见表2)。
表2缺陷分组
结合区域\)
单个缺陷
总缺陷
a)径向滑动轴承
止推垫圈
b)止推滑动轴承
1)结合区域是指径向或止推轴承元件完全连续的实际结合区域。边缘区域2
缺陷相对于单个边缘长度但不得超过%
止推瓦块
6单位为mm,对径向轴承等于轴承有效宽度,对止推轴承等于瓦块或垫圈环的宽度。如果单个缺陷大于总缺陷,则采用总缺陷。
2)边缘区域是指轴承合金与衬背之间可见的过渡区域。对径向轴承和止推轴承,边缘长度为平面的或对接面的边缘长度,对瓦块或可倾瓦块止推轴承,边缘长度为一个单个瓦块的周长3
GB/T18329.1—2001
iiKAoNhiKAca-
A组缺陷:适用于钢背厚度小于等于70mm的新加工的轴承,在衬层区域无空隙、孔和中断。壁厚变化不超过50%。
B1和B2组缺陷:适用于钢背厚度小于等于100mm的新加工的轴承,在衬层区域无空隙、孔和中断。壁厚变化不超过50%。
C组缺陷:适用于钢背厚度小于等于100mm的新加工或维修轴承(如有必要,衬层区域可以有空隙、孔和中断)。壁厚变化不超过50%。D组缺陷:适用于那些缺陷分组不属于A组、B组和C组的新加工和维修滑动轴承。8检测
8.1背壁反射波检测
如果轴承的几何形状和衬背材料允许,可用下述结合面反射波与背壁反射波相比较方法来检验结合质量。两种方法可任选其一。8.1.1根据结合面反射波与背壁反射波的相对高度检测用符合4.2要求的探头,若结合面反射波的高度等于或低于背壁反射波的高度,则合金与衬背的结合是良好的(见图1)。
如果结合面区域的反射波高度大于背壁反射波的高度,则表示轴承合金与其衬背的结合不充分。更甚者,如果没有背壁反射波出现而且结合面反射波重复出现(至少三次重复反射波),则表示轴承合金与其衬背没有结合(见图2)。评定时,这两种结果都视作结合有缺陷。如果结合面反射波和背壁反射波同时衰减,或信号发散,这表示轴承合金层内疏松。如果在轴承合金层内的疏松区域邻近结合有缺陷的区域,则由于结合质量评定的不确定性,这些蔬松区域也判作结合有缺陷区域。对小直径壁厚很厚的轴承,或当使用双晶探头时,由于声束发散或声波减弱,即使结合良好,背壁反射波也会弱于结合面反射波。当有疑问时,用基准块(钢和轴承合金)来确定结合良好和不好时结合面反射波高度之间的比值。
8.1.2根据背壁反射波高度的衰减的检测使用符合ISO2400或ISO7963规定的基准块校准检验仪器的扫描以使在显示屏上获得至少两次背壁反射波。然后调整增益使被检验轴承的第一次背壁反射波达到显示屏高度的80%,将背壁反射波在显示屏上的位置作标记。出现在第一次背壁反射波之前的中间反射波的位置则表示出结合缺陷或衬背材料缺陷位置。
然后根据背壁反射波的衰减程度判定缺陷的严重程度(见图3和图4)。根据8.2,在轴承评价中一个高度等于或小于50%显示屏高度的反射波就表示一个显著缺陷。8.2无背壁反射波的检测
用基准块产生的基准反射波评价结合质量。这种基准块是用单层轴承合金材料制成,其厚度约等于轴承合金层厚度。调整基准反射波使之高度达到80%的显示屏高度(见图5和图7,对双晶探头,见图9和图11)。如果第一次结合面反射波低于基准反射波则说明结合良好(见图6,对双晶探头,见图10)。如果第一次结合面反射波高于或等于基准反射波则说明结合有缺陷(见图8;对双晶探头,见图12)。如果信号变得不规则或发散,说明轴承合金层内存在有蔬松。如果轴承合金层内的这些疏松区域邻近结合有缺陷区域,由于结合质量评定的不准确性,这些蔬松区域也被认为结合有缺陷区域。4
图1结合良好
图3结合良好
GB/T18329.1—2001
图5基准反射波的调整
没有结合
图4结合不良
图6结合良好
GB/T18329.1—2001
tmumhm
图7基准反射波的调整
图9双晶探头基准反射波的调整
nnuuul
图11双晶探头基准反射波的调整9评定
-iiKAoNniKAca-
iulimumimnml
图8结合不良
图10结合良好(双晶探头)
BELBF,
hnnnnmuim
图12结合不良(双晶探头)
按照本标准进行检验结果的评定,通常只计入尺寸大于或等于半个石英晶体直径的结合缺陷。出现在结合面反射波和背壁反射波之间的中间反射波表明在钢层中存在有层状缺陷,必须标记这些有缺陷区域并在试验报告中说明。6
9.1有缺陷区域的标记
GB/T18329.1—2001
如有可能,有缺陷区域应以直边界线标出。探头中心位置对确定结合良好与结合不好区域的分界线有决定作用。
孤立的点状缺陷用等于石英晶体直径值的一半来表示。如果两个或两个以上的缺陷之间的距离小于十分之一的轴承宽度b,则视这些缺陷为一个连续缺陷。
缺陷允许存在量
见表2。
对径向轴承,可以给轴承的不同区域以不同的允许缺陷等级,这取决于载荷的种类、大小和方向(例如,对承载区域为A组缺陷,其他区域为C组缺陷)。0标记
按照本标准,应按如下方式表示检验级别和缺陷组。例如
检验级别2,缺陷组C:
检验GB/T18329.1—2C
1检验报告
对检验结果应写出检验报告,但对一级和二级的检验报告应协商而定。检验报告中应包括如下内容:
a)检验标准;
b)滑动轴承的尺寸和材料;
c)轴承合金层厚度;
d)试验设备;
e)探头的型式和尺寸;
f)试验频率;
g)增益和量程,
h)基准块(尺寸和材料):
i)轴承加工厂商和检验日期:
j)按照8.1.1、8.1.2或8.2的试验技术要求。如果发现缺陷,应在轴承表面的图样上标明缺陷的准确位置,并附在检验报告中。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
本标准等同采用ISO4386-1:1992《滑动轴承多层金属滑动轴承第1部分:结合强度的超声波
无损检验》。
本标准在技术内容上与ISO4386-1:1992无差异,只作了一些编辑性修改。本标准自实施之日起,代替GB/T1179—1992附录A。本标准由全国滑动轴承标准化技术委员会提出并归口。本标准起草单位:机械科学研究院、上海交通大学。本标准主要起草人:邓跃、李柱国。1wwW.vv99.Net
GB/T18329.1—2001
ISO前言
iiKAoNhiKAca-
ISO(国际标准化组织)是一个世界性的各国国家标准团体(ISO成员国)组成的联合组织。国际标准的制定工作是通过ISO各技术委员会进行的。每个成员国如对某一个技术委员会所进行的项目感兴趣时,有权参加该委员会的工作。与ISO有关的政府和非政府的国际组织,也可参加此项工作。ISO与国际电工委员会(IEC)在电工标准化的各个方面有着密切的联系。经技术委员会采纳的国际标准草案,被分发给所有成员国进行投票表决。国际标准的正式出版至少需要75%的成员国投票赞成。
国际标准ISO4386-1是由ISO/TC123滑动轴承技术委员会,SC2:材料和润滑剂及其性能、特性、试验方法和测试条件分技术委员会制定的。第二版对第一版(ISO4386-1:1982)进行了删改与补充,是技术性修订。ISO4386在“滑动轴承多层金属滑动轴承”的总标题下,由下列系列标准组成:一第1部分:结合强度的超声波无损检验一第2部分:轴瓦金属层厚度大于等于2mm的结合强度破坏性试验一第3部分:无损穿透试验
ISO4386本部分的附录A为参考件。I
1范围
中华人民共和国国家标准
滑动轴承
多层金属滑动轴承结合强度
的超声波无损检验
Plain bearings-Non-destructive ultrasonic testing of bondformetallic multilayer plainbearingsGB/T18329.1—2001
idt ISO 4386-1:1992
本标准规定了用超声波确定轴承合金与其衬背之间的结合缺陷的方法。该方法适用于铅基和锡基轴承,其合金层厚度大于或等于0.5mm的带衬背的多层金属滑动轴承。由于存在有不确定反射波,所以该方法不适用于距轴承边缘、油孔和油槽边缘半个石英晶体直径范围内的区域。如在轴承结合面上带有燕尾槽,则不适用于在沿燕尾槽边缘的区域。在这些边缘区域和对接面区域轴承背与轴承合金的结合状态评定方法见ISO4386-3。本标准只能对轴承合金与其衬背的结合状态作定性评价,如要对结合状态作定量评价见ISO4386-2。
本标准详细阐述了将探头贴在轴承合金面一侧的脉冲反射波评定方法。如果将探头贴在衬背面一侧,则信号的处理方法与之类似。以轴承合金与衬背结合面反射回的声能作为评定结合质量的依据。2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。ISO2400:1972钢的焊接超声波检测设备的校准样块ISO4386-2:1982滑动轴承多层金属滑动轴承第2部分:轴瓦金属层厚度大于等于2mm的结合强度破坏性试验
ISO4386-3:1992滑动轴承多层金属滑动轴承第3部分:无损穿透试验ISO7963:1985钢的焊接用于对焊接的超声波检测的2号校准块3符号
本标准采用下列符号:
IS输入信号
BE结合面的反射波
WE衬背的反射波
RE基准反射波
4试验仪器
4.1超声波检验仪
国家质量技术监督局2001-02-26批准2001-09-01实施
GB/T18329.1—2001
iiKAoNniKAca-
本标准采用的是A型检波显示器显示的脉冲反射超声波探伤仪。该仪器装有可读出分贝数的增益控制器,并可调节时基范围,关闭扫描抑制和放大功能。4.2探头
根据轴承合金层厚度、衬背厚度和衬背材料选择测头尺寸、频率、型式,见表1。表1
轴承合金层厚度
衬背厚度
(钢))
20~250
探头直径
探头频率/MHz
1)对铸铁,最大值到钢的0.5倍;对青铜,最大值减少到钢的0.2到0.3倍mm
探头型式
如果轴承合金层很薄,输入信号与结合层反射波在显示屏上区分不开,有必要采用更高频的双晶探头。
4.3时基范围
为了在一个合适的基准块上获得至少两次结合面反射波,应调整时基范围。该基准块的合金层由两部分组成,一部分轴承合金与衬背材料结合良好,另一部分轴承合金与衬背材料结合不良。基准块的材料和各层的厚度应与被检轴承的一样。5准备工作
5.1检验表面(滑动表面)的准备5.1.1检验表面的条件
检验表面粗糙度Ra≤5μm。
5.1.2检验表面清洗
用适当的清洗剂清除检验表面机加工后留下的污垢和油迹。必要时,用清洁的纸或擦布擦干检验表面。
5.2超声波扫描
检验轴承时,可以采用接触式扫描,以轻机油为耦合剂;也可以用浸液法扫描。对小尺寸轴承,由于在曲面上难以达到均匀耦合,用接触式扫描检验可能比较困难。如果选择曲面半径与轴承表面曲率半径近似的测头则可以改善耦合均匀性。另一方面,尤其是对直径小于100mm的轴承,可以采用从轴承衬背一侧作接触扫描,轴承衬背表面一定要光滑(见5.1.1)。如果从轴承合金面一侧的扫描所得结果不确定,例如,因为缺陷是在衬背层内,则可以采用从衬背面一侧扫描作进一步检验。
6检验级别
检验的严格程度分下面三级。从第一级到第三级逐渐加严。一级:受检区域为整个位于法兰边缘、接合面边缘的滑动表面对滑动表面作点状检验,二级:受检区域为整个止推边表面,位于法兰边缘、接合面边缘的滑动表面区域,另加整个最大承载区域(例如:对径向轴承,当载荷为垂直向下时,最大承载区域为60°~120°范围内的滑动表面)。三级:用探头逐行检验整个法兰区域和滑动表面。为保证所有点都受到检验,以20%石英晶体直径的行重叠度进行检验。
7缺陷分组
GB/T18329.1—2001
缺陷组的选择取决于轴承工作中的应变。衬背的设计影响到加工费用。因而有如下的缺陷组分类(见表2)。
表2缺陷分组
结合区域\)
单个缺陷
总缺陷
a)径向滑动轴承
止推垫圈
b)止推滑动轴承
1)结合区域是指径向或止推轴承元件完全连续的实际结合区域。边缘区域2
缺陷相对于单个边缘长度但不得超过%
止推瓦块
6单位为mm,对径向轴承等于轴承有效宽度,对止推轴承等于瓦块或垫圈环的宽度。如果单个缺陷大于总缺陷,则采用总缺陷。
2)边缘区域是指轴承合金与衬背之间可见的过渡区域。对径向轴承和止推轴承,边缘长度为平面的或对接面的边缘长度,对瓦块或可倾瓦块止推轴承,边缘长度为一个单个瓦块的周长3
GB/T18329.1—2001
iiKAoNhiKAca-
A组缺陷:适用于钢背厚度小于等于70mm的新加工的轴承,在衬层区域无空隙、孔和中断。壁厚变化不超过50%。
B1和B2组缺陷:适用于钢背厚度小于等于100mm的新加工的轴承,在衬层区域无空隙、孔和中断。壁厚变化不超过50%。
C组缺陷:适用于钢背厚度小于等于100mm的新加工或维修轴承(如有必要,衬层区域可以有空隙、孔和中断)。壁厚变化不超过50%。D组缺陷:适用于那些缺陷分组不属于A组、B组和C组的新加工和维修滑动轴承。8检测
8.1背壁反射波检测
如果轴承的几何形状和衬背材料允许,可用下述结合面反射波与背壁反射波相比较方法来检验结合质量。两种方法可任选其一。8.1.1根据结合面反射波与背壁反射波的相对高度检测用符合4.2要求的探头,若结合面反射波的高度等于或低于背壁反射波的高度,则合金与衬背的结合是良好的(见图1)。
如果结合面区域的反射波高度大于背壁反射波的高度,则表示轴承合金与其衬背的结合不充分。更甚者,如果没有背壁反射波出现而且结合面反射波重复出现(至少三次重复反射波),则表示轴承合金与其衬背没有结合(见图2)。评定时,这两种结果都视作结合有缺陷。如果结合面反射波和背壁反射波同时衰减,或信号发散,这表示轴承合金层内疏松。如果在轴承合金层内的疏松区域邻近结合有缺陷的区域,则由于结合质量评定的不确定性,这些蔬松区域也判作结合有缺陷区域。对小直径壁厚很厚的轴承,或当使用双晶探头时,由于声束发散或声波减弱,即使结合良好,背壁反射波也会弱于结合面反射波。当有疑问时,用基准块(钢和轴承合金)来确定结合良好和不好时结合面反射波高度之间的比值。
8.1.2根据背壁反射波高度的衰减的检测使用符合ISO2400或ISO7963规定的基准块校准检验仪器的扫描以使在显示屏上获得至少两次背壁反射波。然后调整增益使被检验轴承的第一次背壁反射波达到显示屏高度的80%,将背壁反射波在显示屏上的位置作标记。出现在第一次背壁反射波之前的中间反射波的位置则表示出结合缺陷或衬背材料缺陷位置。
然后根据背壁反射波的衰减程度判定缺陷的严重程度(见图3和图4)。根据8.2,在轴承评价中一个高度等于或小于50%显示屏高度的反射波就表示一个显著缺陷。8.2无背壁反射波的检测
用基准块产生的基准反射波评价结合质量。这种基准块是用单层轴承合金材料制成,其厚度约等于轴承合金层厚度。调整基准反射波使之高度达到80%的显示屏高度(见图5和图7,对双晶探头,见图9和图11)。如果第一次结合面反射波低于基准反射波则说明结合良好(见图6,对双晶探头,见图10)。如果第一次结合面反射波高于或等于基准反射波则说明结合有缺陷(见图8;对双晶探头,见图12)。如果信号变得不规则或发散,说明轴承合金层内存在有蔬松。如果轴承合金层内的这些疏松区域邻近结合有缺陷区域,由于结合质量评定的不准确性,这些蔬松区域也被认为结合有缺陷区域。4
图1结合良好
图3结合良好
GB/T18329.1—2001
图5基准反射波的调整
没有结合
图4结合不良
图6结合良好
GB/T18329.1—2001
tmumhm
图7基准反射波的调整
图9双晶探头基准反射波的调整
nnuuul
图11双晶探头基准反射波的调整9评定
-iiKAoNniKAca-
iulimumimnml
图8结合不良
图10结合良好(双晶探头)
BELBF,
hnnnnmuim
图12结合不良(双晶探头)
按照本标准进行检验结果的评定,通常只计入尺寸大于或等于半个石英晶体直径的结合缺陷。出现在结合面反射波和背壁反射波之间的中间反射波表明在钢层中存在有层状缺陷,必须标记这些有缺陷区域并在试验报告中说明。6
9.1有缺陷区域的标记
GB/T18329.1—2001
如有可能,有缺陷区域应以直边界线标出。探头中心位置对确定结合良好与结合不好区域的分界线有决定作用。
孤立的点状缺陷用等于石英晶体直径值的一半来表示。如果两个或两个以上的缺陷之间的距离小于十分之一的轴承宽度b,则视这些缺陷为一个连续缺陷。
缺陷允许存在量
见表2。
对径向轴承,可以给轴承的不同区域以不同的允许缺陷等级,这取决于载荷的种类、大小和方向(例如,对承载区域为A组缺陷,其他区域为C组缺陷)。0标记
按照本标准,应按如下方式表示检验级别和缺陷组。例如
检验级别2,缺陷组C:
检验GB/T18329.1—2C
1检验报告
对检验结果应写出检验报告,但对一级和二级的检验报告应协商而定。检验报告中应包括如下内容:
a)检验标准;
b)滑动轴承的尺寸和材料;
c)轴承合金层厚度;
d)试验设备;
e)探头的型式和尺寸;
f)试验频率;
g)增益和量程,
h)基准块(尺寸和材料):
i)轴承加工厂商和检验日期:
j)按照8.1.1、8.1.2或8.2的试验技术要求。如果发现缺陷,应在轴承表面的图样上标明缺陷的准确位置,并附在检验报告中。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。