YY 0059.1-1991
基本信息
标准号: YY 0059.1-1991
中文名称:牙科手机 4号牙科直手机
标准类别:医药行业标准(YY)
标准状态:已作废
发布日期:1991-11-21
实施日期:1992-09-01
作废日期:2022-09-07
下载格式:pdf zip
相关标签: 牙科
标准分类号
中标分类号:医药、卫生、劳动保护>>医疗器械>>C33口腔科器械、设备与材料
关联标准
出版信息
出版社:中国标准出版社
页数:7页
标准价格:12.0
出版日期:1992-09-01
相关单位信息
起草人:陈锦诚、陆桂昌、周国财
起草单位:上海齿科器械厂
归口单位:广东医疗器械质量检测中心
提出单位:全国口腔材料和器械设备标准化技术委员会
发布部门:国家医药管理局
标准简介
本标准规定了4号牙科直手机(以下简称手机)的产品分类、技术要求、试验方法、检验规则及标志、包装、运输、贮存的要求.
本标准适用于4号牙科直手机,该产品供口腔科夹持切削工具进行钻、磨牙等手术用。
标准图片预览


标准内容
中华人民共和国医药行业标准
牙科手机4号牙科直手机
1主题内容与适用范围
YY0059.1-91
代替WS2-57-73
本标准规定了4号牙科直手机(以下简称手机)的产品分类、技术要求、试验方法、检验规则及标志、包装、运输、贮存的要求。
本标准适用于4号牙科直手机,该产品供口腔科夹持切削工具进行钻、磨牙等手术用。2引用标准
GB2828
包装储运图示标志
遥批检查计数抽样程序及抽样表(适用于连续批的检查)GB5046.1牙科旋转器械配合尺寸ZBC30001手术器械标志
ZBC30002.2口腔科器械和设备名词术语设备及器具
WS2-1金属制件的镀层分类、技术条件3产品分类
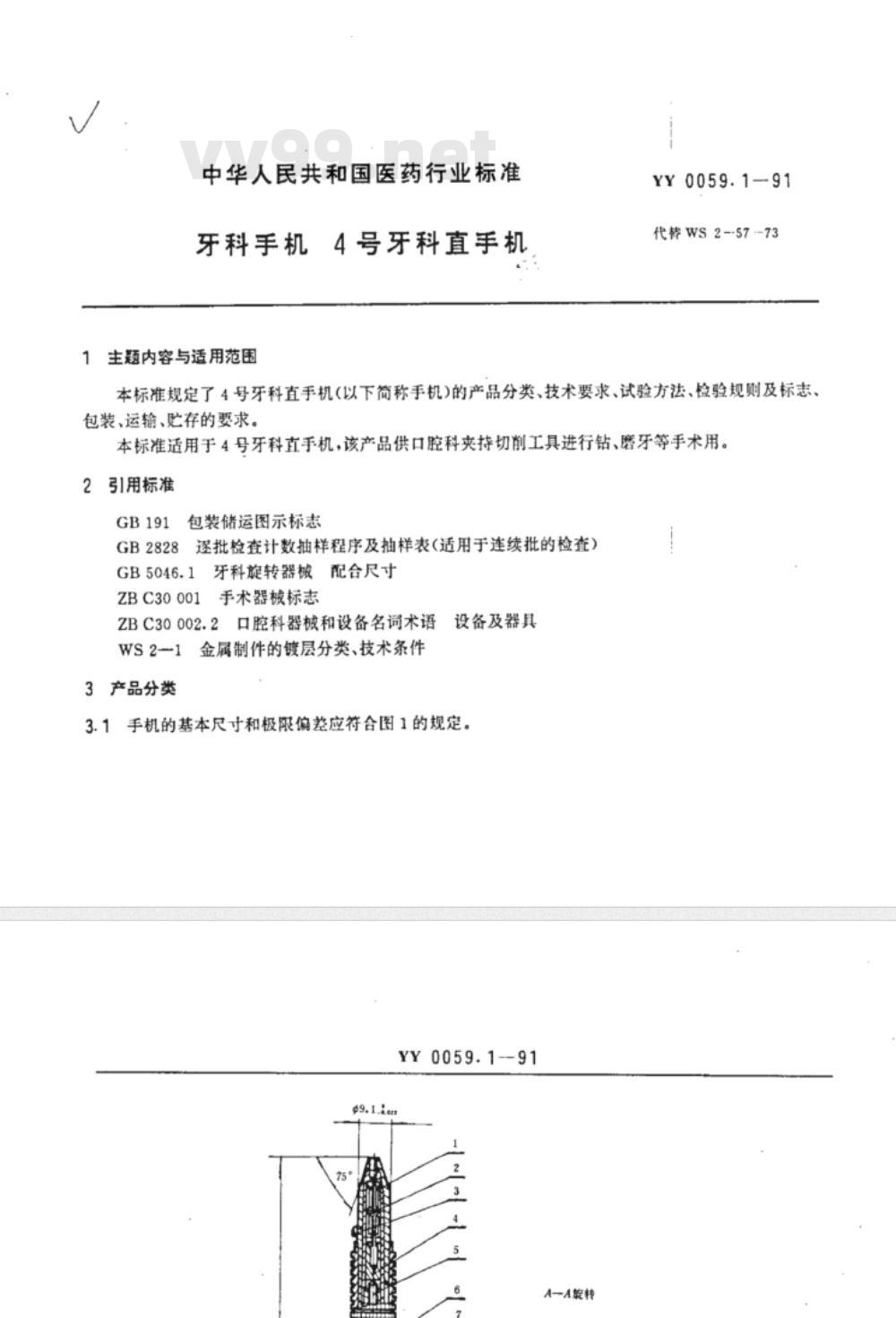
3.1手机的基本尺寸和极限偏差应符合图1的规定。YY0059.1--91
A-A龄转
4技术要求
YY0059.1--91
YY0059.191
-A能转
4.1手机应符合本标准的要求,并按规定程序所批准的图样及文件制造。4.2手机工作条件
4.2.1手机必须插接在具有车绳轮传动臂上使用。4.2.2切削工具杆插入手机的长度为26~31mm。4.3手机应能正反向旋转。
4.4手机的弹簧夹头、弹簧钩、外套前段和后轴承应经热处理,其硬度为436~509HV。34.5夹持切削工具的性能应符合下列规定。4技术要求
YY0059.1--91
4.1手机应符合本标准的要求,并按规定程序所批准的图样及文件制造。4.2手机工作条件
4.2.1手机必须插接在具有车绳轮传动臂上使用。4.2.2切工具杆插入手机的长度为26~31mm。4.3手机应能正反向旋转。
4.4手机的弹簧夹头、弹簧钩、外套前段和后轴承应经热处理,其硬度为436~509HVo.3。4.5夹持切削工具的性能应符合下列规定。4.5.1弹贫夹头应能夹持杆部直径为2.31~2.38mm的切削工具。4.5.2
切削工具被夹紧后,在承受30N的轴向拉力时,不得拨出。当手机承受0.05N·m转矩时,切削工具和弹簧夹头不得在主轴内打滑转动。锁紧杆旋松后,切削工具应能顺利插入或取出,无阻碍现象。切削工具被夹紧后,转动时,在距插入口15mm长度范围内的径向跳动允差应不大于0.10mm。4.6
手机主轴转动应灵活,其轴向移动为0.03~0.15mm。4.8手机运转时,各部分工作应稳定,振动值应不大于40m·s-2,响声轻微均匀,无尖厉杂声。4.9主轴连续运转20min后,手机表面温升应不超过15℃。4.10手机连接臂与传动臂的配合性能应良好,装卸应方便,配合后,弹簧钩作用应可靠,承受10N拉力时,二静不得脱出。
4.11手机外形应整齐,滚花应清晰,不得有锋校、毛刺。4.12手机外表可喷细砂,滚花和凹槽应光泽处理,各电镀件应符合WS2一1中规定的IV类要求。4.13手机的外套前段露出表面粗糙度R.值不大于0.8μm,其余不大于0.4μm(喷砂手机的外表无粗糙度指标)。
5试验方法
5.1表面粗糙度按样块比较法或电测法进行测试。5.2夹持切削工具性能试验;将杆部直径为2.35-6.01smm,粗糙度R.值为1.6μm的试杆插入手机中,插进长度应不少于26mm,在锁紧杆上施以0.1N·m顺时针方向的扭转力矩,将试杆紧。5.2.1在试杆上施以轴向拉力30N时,试杆不得拨出。5.2.2在试杆上施以稳定扭转力矩0.05N·m,试杆和弹簧夹头不得在主轴内打滑转动。YY0059.1-91
检验杆技术要求:
热处理硬度为45~50HRC;
检验杆在使用前必须经过检验。c.
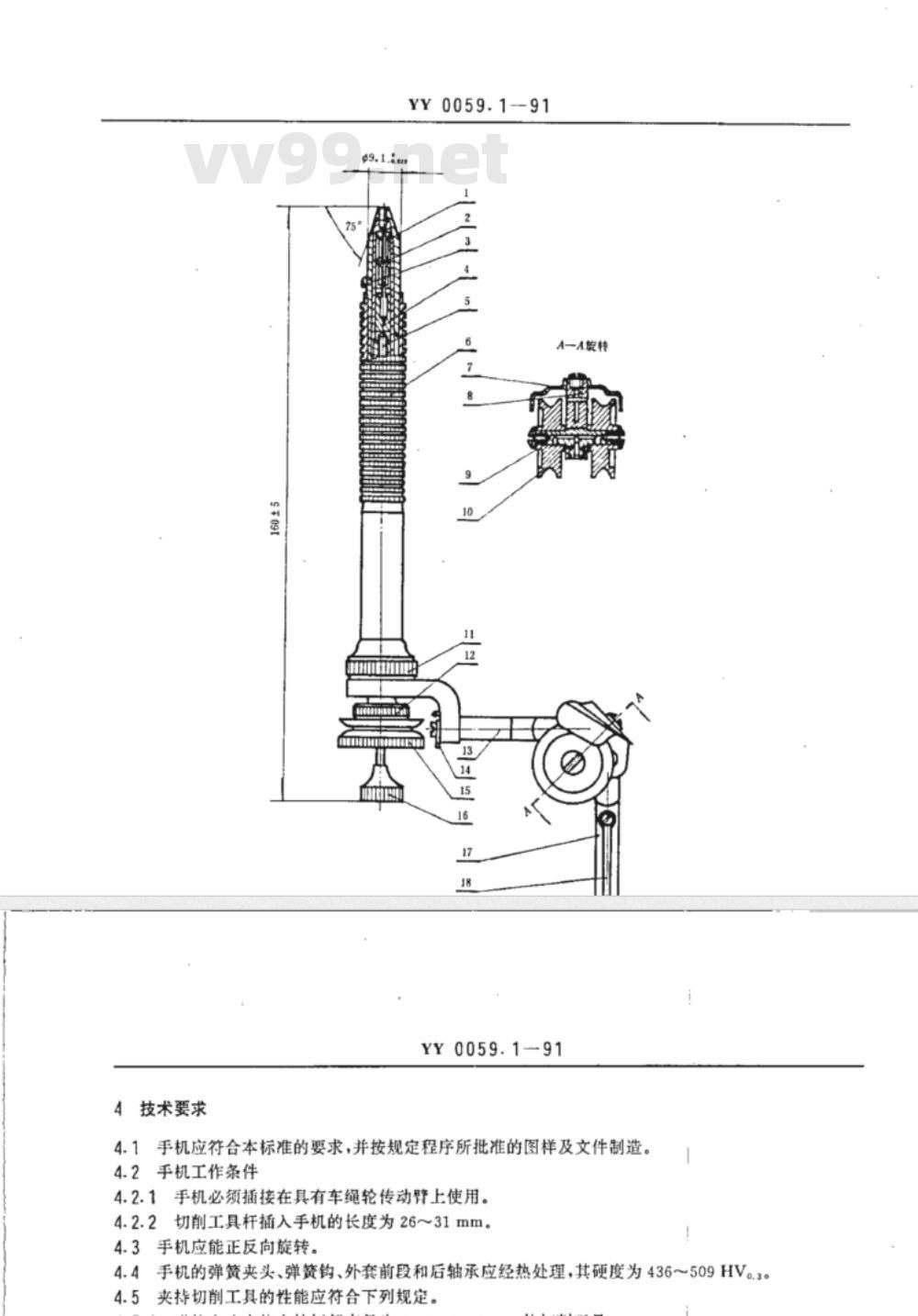
5.4主轴轴向移动检验:如图3所示把手机外套固定在V型铁上及夹紧试验杆,然后在试验杆端面及锁紧杆处各牵引8N磁码静载荷,再在试验杆端面处放置一千分表。然后,把试验杆牵引处卸荷,使锁紧杆处加荷,读取千分表上的数值,再在锁紧杆处卸荷,使试验杆加荷,读取千分表上的数值,二个数值之差,即为主轴轴向移动量的数值。检验杆技术要求:
热处理硬度为45~50HRC;
检验杆在使用前必须经过检验。YY0059.1-91
5.4主轴轴向移动检验:如图3所示把手机外套固定在V型铁上及夹紧试验杆,然后在试验杆端面及锁紧杆处各牵引8N础码静载荷,再在试验杆端面处放置一千分表。然后,把试验杆牵引处卸荷,使锁紧杆处加荷,读取千分表上的数值,再在锁紧杆处卸荷,使试验杆加荷,读取千分表上的数值,二个数值之差,即为主轴轴向移动量的数值。直手机
V型铁
锁紧杆
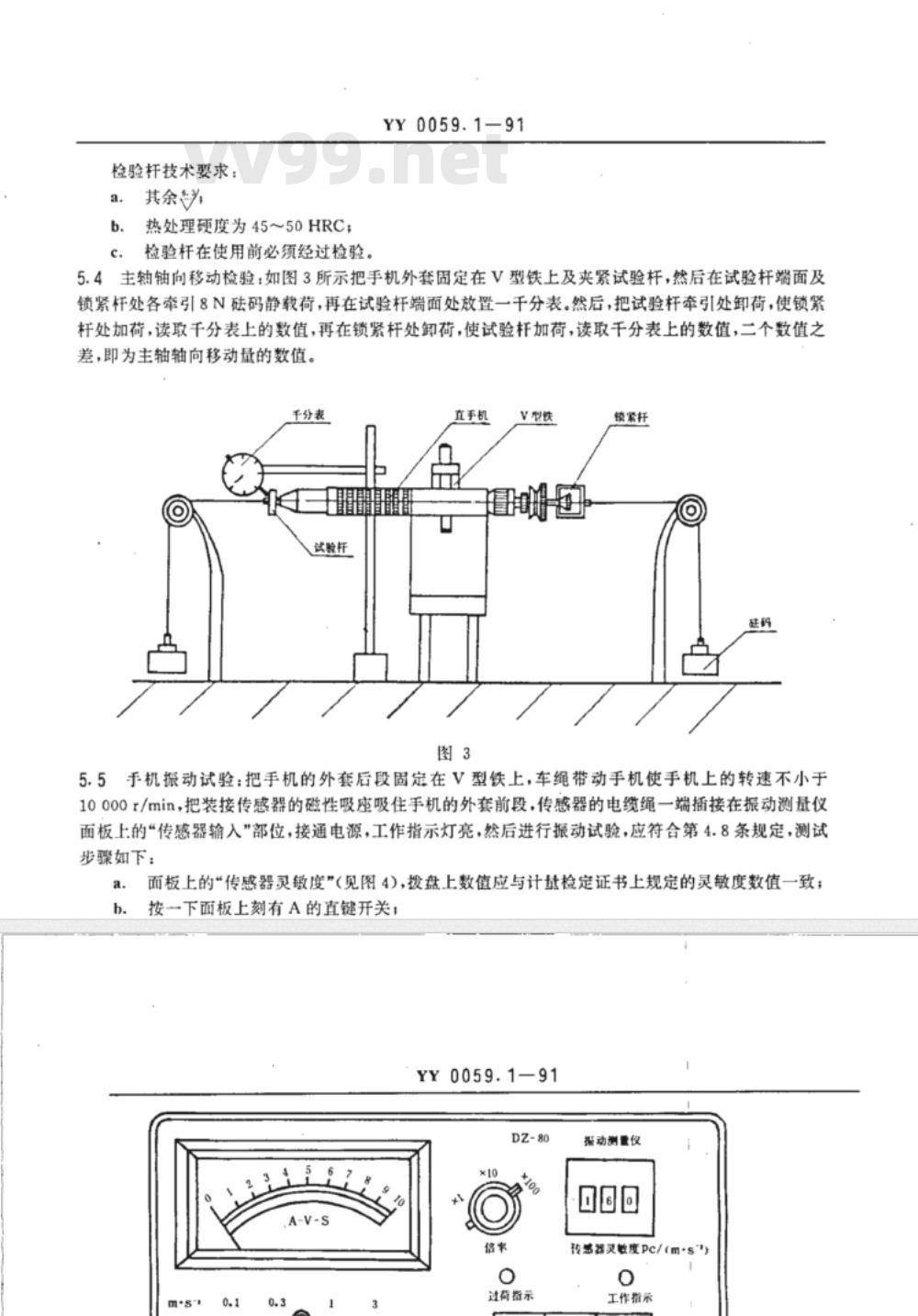
5.5手机振动试验:把手机的外套后段固定在V型铁上,车绳带动手机使手机上的转速不小于10000r/min,把装接传感器的磁性吸座吸住手机的外套前段,传感器的电缆绳一端插接在振动测量仪面板上的“传感器输入”部位,接通电源,工作指示灯亮,然后进行振动试验,应符合第4.8条规定,测试步骤如下:
面板上的“传感器灵敏度”(见图4),拨盘上数值应与计量检定证书上规定的灵敏度数值一致;a.
按一下面板上刻有A的直键开关;YY0059.1-91
过荷指示
报动测量仪
传感器灵数度Pc/(ms)免费标准vv99.net
工作指示
面板上的“传感器灵敏度”(见图4),投盘上数值应与计基检定证书上规定的灵敏度数值一致;按一下面板上刻有A的直键开关,YY0059.1-91
过荷指示
报动测量仪
砖感器%灵数度Pc/(m+s)
工作指采
传感器输入
国管长江科学仪器厂
5.6温升检验:将半导体点温计调整好,测出周用环境温度,手机装上合格的齿钻头后,以感温元件与手机外套前段良好地接触,手机以不小于10000r/min的转速连续运转20min后,测出其温度指示值与周围环境温度之差值即为温升值,应符合第4.9条的规定。5.7手机与传动臂配合性能试验:以测试杆(如图5所示)两端分别插入手机连按接臂孔中,当弹簧钩钩妥后,在承受10N静态拉力时,不得脱出。用手指撤开弹赞钩后,测试杆应能轻便取出。100
还剩2页未读,是否继续阅读?
此文档由shengyueyi..分享于2019-12-09继续免费阅读全文
阅读了该文档的用户还阅读了这些文档YY
不看了,直接下载
YY0059.1-91
6.3.1逐批检查应按GB2828的规定进行。6.3.2抽样方案类型采用-·次抽样,抽样方案严格性从正常检套抽样方案开始,其检查分类、检查项目、检查水平和AQL(合格质量水平)按表1的规定。表1
不合格分类
不合格分类组
检查项日
检查水平
6.4转移规则
6.4.1手机在进行正常检在时,若在不多于连续五批中有二批初次检查(不包括再次提交检查批)不合格,则从下一批检查转到加严检查,在修正缺陷时,若影响其他试验组,再检查哪些项目,由质量部门和接收方决定。
6.4.2从加严检查到正常检查,从正常检查到放宽检查,从放宽检查到正常检查,从加严检查到暂停检查应符合GB2828的规定。
7标志、包装、运输、贮存
7.1每只手机应按ZBC30001中规定,应有下列标志:a.制造厂代号或商标;
出品年代(最后两位数字)。
7.2手机应有良好的小包装和大包装。721
小年整应筹合下列要求
YY0059.1-91
制造厂名称;
产品名称;
数基;
重量:
体积;
出厂日期;
厂址;
“向上”、“怕湿”等字体或标志,应符合GB191中的有关规定。a.
制造厂名称;
产品名称;
数基;
重量;
体积;
出厂日期;
厂址;
YY0059.1-91
“向上”、“怕湿”等字体或标志,应符合GB191中的有关规定。h.
箱上的字体和标记应保证不应历时较久而模糊不清。7.3运输要求按订货合同规定。
7.4包装后的手机应贮存在相对湿度不大于80%左右,无腐蚀气体和通风良好的室内。附加说明:
本标准由全国口腔材料和器械设备标准化技术委员会提出。本标准由广东医疗器械质基检测中心归口。本标准由上海齿科器厂起草。
本标准主要起草人陈锦诚、陆桂昌、周国财。全文阅读已结束,下载本文需要使用0100积分
玄下载此文档
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
牙科手机4号牙科直手机
1主题内容与适用范围
YY0059.1-91
代替WS2-57-73
本标准规定了4号牙科直手机(以下简称手机)的产品分类、技术要求、试验方法、检验规则及标志、包装、运输、贮存的要求。
本标准适用于4号牙科直手机,该产品供口腔科夹持切削工具进行钻、磨牙等手术用。2引用标准
GB2828
包装储运图示标志
遥批检查计数抽样程序及抽样表(适用于连续批的检查)GB5046.1牙科旋转器械配合尺寸ZBC30001手术器械标志
ZBC30002.2口腔科器械和设备名词术语设备及器具
WS2-1金属制件的镀层分类、技术条件3产品分类
3.1手机的基本尺寸和极限偏差应符合图1的规定。YY0059.1--91
A-A龄转
4技术要求
YY0059.1--91
YY0059.191
-A能转
4.1手机应符合本标准的要求,并按规定程序所批准的图样及文件制造。4.2手机工作条件
4.2.1手机必须插接在具有车绳轮传动臂上使用。4.2.2切削工具杆插入手机的长度为26~31mm。4.3手机应能正反向旋转。
4.4手机的弹簧夹头、弹簧钩、外套前段和后轴承应经热处理,其硬度为436~509HV。34.5夹持切削工具的性能应符合下列规定。4技术要求
YY0059.1--91
4.1手机应符合本标准的要求,并按规定程序所批准的图样及文件制造。4.2手机工作条件
4.2.1手机必须插接在具有车绳轮传动臂上使用。4.2.2切工具杆插入手机的长度为26~31mm。4.3手机应能正反向旋转。
4.4手机的弹簧夹头、弹簧钩、外套前段和后轴承应经热处理,其硬度为436~509HVo.3。4.5夹持切削工具的性能应符合下列规定。4.5.1弹贫夹头应能夹持杆部直径为2.31~2.38mm的切削工具。4.5.2
切削工具被夹紧后,在承受30N的轴向拉力时,不得拨出。当手机承受0.05N·m转矩时,切削工具和弹簧夹头不得在主轴内打滑转动。锁紧杆旋松后,切削工具应能顺利插入或取出,无阻碍现象。切削工具被夹紧后,转动时,在距插入口15mm长度范围内的径向跳动允差应不大于0.10mm。4.6
手机主轴转动应灵活,其轴向移动为0.03~0.15mm。4.8手机运转时,各部分工作应稳定,振动值应不大于40m·s-2,响声轻微均匀,无尖厉杂声。4.9主轴连续运转20min后,手机表面温升应不超过15℃。4.10手机连接臂与传动臂的配合性能应良好,装卸应方便,配合后,弹簧钩作用应可靠,承受10N拉力时,二静不得脱出。
4.11手机外形应整齐,滚花应清晰,不得有锋校、毛刺。4.12手机外表可喷细砂,滚花和凹槽应光泽处理,各电镀件应符合WS2一1中规定的IV类要求。4.13手机的外套前段露出表面粗糙度R.值不大于0.8μm,其余不大于0.4μm(喷砂手机的外表无粗糙度指标)。
5试验方法
5.1表面粗糙度按样块比较法或电测法进行测试。5.2夹持切削工具性能试验;将杆部直径为2.35-6.01smm,粗糙度R.值为1.6μm的试杆插入手机中,插进长度应不少于26mm,在锁紧杆上施以0.1N·m顺时针方向的扭转力矩,将试杆紧。5.2.1在试杆上施以轴向拉力30N时,试杆不得拨出。5.2.2在试杆上施以稳定扭转力矩0.05N·m,试杆和弹簧夹头不得在主轴内打滑转动。YY0059.1-91
检验杆技术要求:
热处理硬度为45~50HRC;
检验杆在使用前必须经过检验。c.
5.4主轴轴向移动检验:如图3所示把手机外套固定在V型铁上及夹紧试验杆,然后在试验杆端面及锁紧杆处各牵引8N磁码静载荷,再在试验杆端面处放置一千分表。然后,把试验杆牵引处卸荷,使锁紧杆处加荷,读取千分表上的数值,再在锁紧杆处卸荷,使试验杆加荷,读取千分表上的数值,二个数值之差,即为主轴轴向移动量的数值。检验杆技术要求:
热处理硬度为45~50HRC;
检验杆在使用前必须经过检验。YY0059.1-91
5.4主轴轴向移动检验:如图3所示把手机外套固定在V型铁上及夹紧试验杆,然后在试验杆端面及锁紧杆处各牵引8N础码静载荷,再在试验杆端面处放置一千分表。然后,把试验杆牵引处卸荷,使锁紧杆处加荷,读取千分表上的数值,再在锁紧杆处卸荷,使试验杆加荷,读取千分表上的数值,二个数值之差,即为主轴轴向移动量的数值。直手机
V型铁
锁紧杆
5.5手机振动试验:把手机的外套后段固定在V型铁上,车绳带动手机使手机上的转速不小于10000r/min,把装接传感器的磁性吸座吸住手机的外套前段,传感器的电缆绳一端插接在振动测量仪面板上的“传感器输入”部位,接通电源,工作指示灯亮,然后进行振动试验,应符合第4.8条规定,测试步骤如下:
面板上的“传感器灵敏度”(见图4),拨盘上数值应与计量检定证书上规定的灵敏度数值一致;a.
按一下面板上刻有A的直键开关;YY0059.1-91
过荷指示
报动测量仪
传感器灵数度Pc/(ms)免费标准vv99.net
工作指示
面板上的“传感器灵敏度”(见图4),投盘上数值应与计基检定证书上规定的灵敏度数值一致;按一下面板上刻有A的直键开关,YY0059.1-91
过荷指示
报动测量仪
砖感器%灵数度Pc/(m+s)
工作指采
传感器输入
国管长江科学仪器厂
5.6温升检验:将半导体点温计调整好,测出周用环境温度,手机装上合格的齿钻头后,以感温元件与手机外套前段良好地接触,手机以不小于10000r/min的转速连续运转20min后,测出其温度指示值与周围环境温度之差值即为温升值,应符合第4.9条的规定。5.7手机与传动臂配合性能试验:以测试杆(如图5所示)两端分别插入手机连按接臂孔中,当弹簧钩钩妥后,在承受10N静态拉力时,不得脱出。用手指撤开弹赞钩后,测试杆应能轻便取出。100
还剩2页未读,是否继续阅读?
此文档由shengyueyi..分享于2019-12-09继续免费阅读全文
阅读了该文档的用户还阅读了这些文档YY
不看了,直接下载
YY0059.1-91
6.3.1逐批检查应按GB2828的规定进行。6.3.2抽样方案类型采用-·次抽样,抽样方案严格性从正常检套抽样方案开始,其检查分类、检查项目、检查水平和AQL(合格质量水平)按表1的规定。表1
不合格分类
不合格分类组
检查项日
检查水平
6.4转移规则
6.4.1手机在进行正常检在时,若在不多于连续五批中有二批初次检查(不包括再次提交检查批)不合格,则从下一批检查转到加严检查,在修正缺陷时,若影响其他试验组,再检查哪些项目,由质量部门和接收方决定。
6.4.2从加严检查到正常检查,从正常检查到放宽检查,从放宽检查到正常检查,从加严检查到暂停检查应符合GB2828的规定。
7标志、包装、运输、贮存
7.1每只手机应按ZBC30001中规定,应有下列标志:a.制造厂代号或商标;
出品年代(最后两位数字)。
7.2手机应有良好的小包装和大包装。721
小年整应筹合下列要求
YY0059.1-91
制造厂名称;
产品名称;
数基;
重量:
体积;
出厂日期;
厂址;
“向上”、“怕湿”等字体或标志,应符合GB191中的有关规定。a.
制造厂名称;
产品名称;
数基;
重量;
体积;
出厂日期;
厂址;
YY0059.1-91
“向上”、“怕湿”等字体或标志,应符合GB191中的有关规定。h.
箱上的字体和标记应保证不应历时较久而模糊不清。7.3运输要求按订货合同规定。
7.4包装后的手机应贮存在相对湿度不大于80%左右,无腐蚀气体和通风良好的室内。附加说明:
本标准由全国口腔材料和器械设备标准化技术委员会提出。本标准由广东医疗器械质基检测中心归口。本标准由上海齿科器厂起草。
本标准主要起草人陈锦诚、陆桂昌、周国财。全文阅读已结束,下载本文需要使用0100积分
玄下载此文档
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。