MT/T 516.2-1995
基本信息
标准号: MT/T 516.2-1995
中文名称:煤矿液压凿岩机用钎具 钎头
标准类别:煤炭行业标准(MT)
标准状态:现行
发布日期:1995-12-28
实施日期:1996-05-01
下载格式:pdf zip
标准分类号
中标分类号:机械>>通用机械与设备>>J84凿岩机械
关联标准
出版信息
出版社:中国煤炭工业出版社
页数:4页
标准价格:14.0
出版日期:1996-05-01
相关单位信息
起草人:邢庆贵、郭孝先、王维华、彭福华、冯志勇
起草单位:煤炭科学研究总院北京建井研究所、湖北武穴长江工具厂、湖北咸宁矿山机械厂
归口单位:煤炭工业部煤矿专用设备标准化技术委员会井巷设备分会
提出单位:煤炭工业部煤矿专用设备标准化技术委员会
发布部门:中华人民共和国煤炭工业部
标准简介
本标准规定了煤矿液压凿岩机用波形螺纹连接十字钎头(以下简称“十字钎头”)和波形螺纹连接球齿钎头(以下简称“球齿钎头”)两种钎头(以下统一简称“钎头”)的技术要求、试验方法、检验规则以及标志、包装、运输和储存。
本标准适用于煤矿液压凿岩机用钎具的钎头。
标准图片预览

标准内容
中华人民共和国煤炭行业标准
煤矿液压凿岩机用钎具www.vv99.net
1主题内容与适用范围
MT/T 516.21995
本标规定了煤矿液压凿岩机用波形螺纹连接十字钎头(以下简称“十字钎头”)和波形螺纹连接球齿钎头(以下简称“球齿钎头”)两种钎头(以下统一简称“钎头”)的技术要求、试验方法、检验规则以及标志、包装、运输和储存。
本标准适用于煤矿液压凿岩机用针具的钎头。2引用标准
凿岩机械与气动工具名词术语
GB 6427
凿岩用硬质合金钎头
GB6480
MT198煤矿用液压凿岩机通用技术条件MT/T516.1煤矿液压凿岩机用钎具波形螺纹3术语
钎头寿命
在标准规定的现场或试验室条件下,从开始凿孔到钎头失效时的凿孔累计长度(m)。全磨寿命
在钎头寿命检测时,其硬质合金齿(片)可反复修磨直至没有复余量所得的钎头寿命。不磨寿命
在钎头寿命检测时,其硬质合金齿片)不得进行修磨所测得的钎头寿命。4技术要求
4.1钎头应符合本标准的规定,并按经规定程序批准的图样及技术文件制造。连接尺寸相同的钎头应具有互换性。
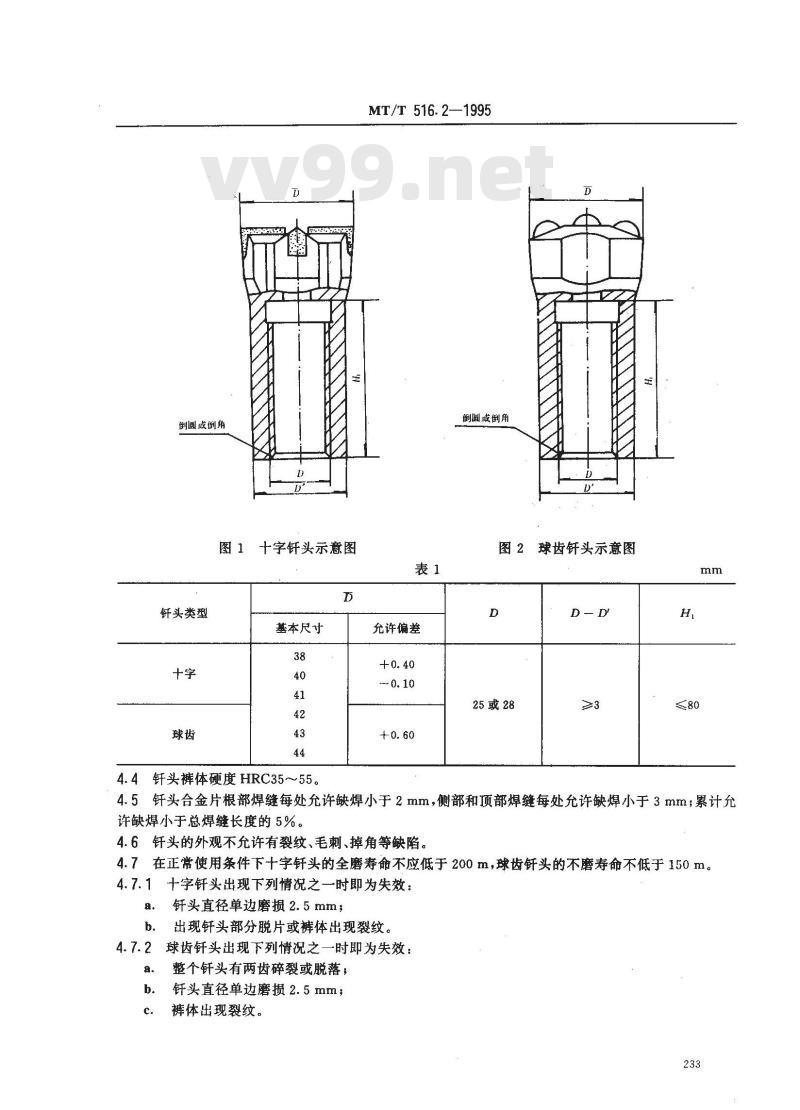
4.2钎头的波形螺纹应符合MT/T516.1的要求规定。4.3钎头的尺寸应符合图1、图2和表1的规定。中华人民共和国煤炭工业部1995-12-28批准232
1996-05-01实施
倒圆或倒角
图1十字针头示意图
钎头类型
基本尺寸
4.4钎头裤体硬度HRC35~55。
MT/T516.2—1995
到圆或倒角
球齿钎头示意图
允许偏差
25或28
4.5钎头合金片根部焊缝每处允许缺焊小于2mm,侧部和顶部焊缝每处允许缺焊小于3mm;累计允许缺焊小于总焊缝长度的5%。
4.6钎头的外观不允许有裂纹、毛刺、掉角等缺陷。4.7在正常使用条件下十字钎头的全磨寿命不应低于200m,球齿钎头的不磨寿命不低于150m。4.7.1十字钎头出现下列情况之一时即为失效;a.钎头直径单边磨损2.5mm;
b.出现针钎头部分脱片或裤体出现裂纹。4.7.2球齿钎头出现下列情况之一时即为失效:a.
整个钎头有两齿碎裂或脱落,
针头直径单边磨损2.5mm,
裤体出现裂纹。
5试验方法
5.1钎头外观及焊缝质量目测检查。MT/T 516.2—1995
5.2钎头的几何尺寸用量具、标准样板、专用旋规进行测量。5.3钎头裤体的表面硬度按GB6480的规定进行检验。5.4钎头寿命试验:
5.4.1采用在岩石单轴抗压强度为70~120MPa的煤矿岩巷掘进工作面或在相似岩石条件的试验台上连续凿孔的方法进行检验。
5.4.2所配用的凿岩机应符合MT198的规定。5.4.3检验钎头寿命时,液压凿岩机应在额定工况条件下运行。6检验规则
6.1针头检验分出厂检验和型式检验,出厂检验由制造厂质量检验部门进行,型式检验由产品质量监督检验机构进行。
6.2每批钎头都应进行出厂检验,并附有产品质量检验合格证。6.3属下列情况之一时,应进行产品型式检验:a。
新产品或老产品转厂生产的试制产品,产品在结构、材料、工艺有较大改变,可能影响产品性能时,正常生产的产品,每年抽检一次,产品停产三年以上,又重新恢复生产时;d.
国家质量监督机构提出型式检验要求时;出厂检验结果与上次型式检验结果有较大差异时。6.4产品的出厂检验与型式检验项目见表2。表2
检验项目
技术要求
检验方法
检验类别
6.5型式检验每批不得少于3件。使用寿命取各被检样品寿命的平均值。出厂检验时,硬度检验按批量的1%抽取,但每批不少于3件。有不合格产品时,加倍抽检,若再有不合格时,再加倍抽检。二次加倍抽检后,仍有不合格时,判定该批产品不合格。其他项目,逐个检验。7标志、包装、运输、储存
7.1钎头外表面应有产品商标型号的标记,7.2同一规格型号,同一材料的钎头装-箱,每箱总质量不大于30kg。包装箱应坚固可靠。7.3包装箱上应标明:
制造单位,
b、产品名称;
规格型号;
数量,
出厂日期。
MT/T516.2—1995
7.4箱内应有产品质量合格证书。注明:a.
制造单位;
产品名称,
规格型号,
数量;
出厂检验日期,
型式检验单位和检验报告编号。5针钎头应进行防锈处理,如:镀铜、镀锌、涂漆等。并在储存运输时应注意防潮。7.5
附加说明:
本标准由煤炭工业部煤矿专用设备标准化技术委员会提出。本标准由煤炭工业部煤矿专用设备标准化技术委员会井巷设备分会归口。本标准由煤炭科学研究总院北京建井研究所、湖北武穴长江工具厂、湖北威宁矿山机械厂共同起草。
本标准主要起草人邢庆贵、郭孝先、王维华、彭福华、冯志勇。本标准委托煤炭科学研究总院北京建井研究所负贵解释。235
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
煤矿液压凿岩机用钎具www.vv99.net
1主题内容与适用范围
MT/T 516.21995
本标规定了煤矿液压凿岩机用波形螺纹连接十字钎头(以下简称“十字钎头”)和波形螺纹连接球齿钎头(以下简称“球齿钎头”)两种钎头(以下统一简称“钎头”)的技术要求、试验方法、检验规则以及标志、包装、运输和储存。
本标准适用于煤矿液压凿岩机用针具的钎头。2引用标准
凿岩机械与气动工具名词术语
GB 6427
凿岩用硬质合金钎头
GB6480
MT198煤矿用液压凿岩机通用技术条件MT/T516.1煤矿液压凿岩机用钎具波形螺纹3术语
钎头寿命
在标准规定的现场或试验室条件下,从开始凿孔到钎头失效时的凿孔累计长度(m)。全磨寿命
在钎头寿命检测时,其硬质合金齿(片)可反复修磨直至没有复余量所得的钎头寿命。不磨寿命
在钎头寿命检测时,其硬质合金齿片)不得进行修磨所测得的钎头寿命。4技术要求
4.1钎头应符合本标准的规定,并按经规定程序批准的图样及技术文件制造。连接尺寸相同的钎头应具有互换性。
4.2钎头的波形螺纹应符合MT/T516.1的要求规定。4.3钎头的尺寸应符合图1、图2和表1的规定。中华人民共和国煤炭工业部1995-12-28批准232
1996-05-01实施
倒圆或倒角
图1十字针头示意图
钎头类型
基本尺寸
4.4钎头裤体硬度HRC35~55。
MT/T516.2—1995
到圆或倒角
球齿钎头示意图
允许偏差
25或28
4.5钎头合金片根部焊缝每处允许缺焊小于2mm,侧部和顶部焊缝每处允许缺焊小于3mm;累计允许缺焊小于总焊缝长度的5%。
4.6钎头的外观不允许有裂纹、毛刺、掉角等缺陷。4.7在正常使用条件下十字钎头的全磨寿命不应低于200m,球齿钎头的不磨寿命不低于150m。4.7.1十字钎头出现下列情况之一时即为失效;a.钎头直径单边磨损2.5mm;
b.出现针钎头部分脱片或裤体出现裂纹。4.7.2球齿钎头出现下列情况之一时即为失效:a.
整个钎头有两齿碎裂或脱落,
针头直径单边磨损2.5mm,
裤体出现裂纹。
5试验方法
5.1钎头外观及焊缝质量目测检查。MT/T 516.2—1995
5.2钎头的几何尺寸用量具、标准样板、专用旋规进行测量。5.3钎头裤体的表面硬度按GB6480的规定进行检验。5.4钎头寿命试验:
5.4.1采用在岩石单轴抗压强度为70~120MPa的煤矿岩巷掘进工作面或在相似岩石条件的试验台上连续凿孔的方法进行检验。
5.4.2所配用的凿岩机应符合MT198的规定。5.4.3检验钎头寿命时,液压凿岩机应在额定工况条件下运行。6检验规则
6.1针头检验分出厂检验和型式检验,出厂检验由制造厂质量检验部门进行,型式检验由产品质量监督检验机构进行。
6.2每批钎头都应进行出厂检验,并附有产品质量检验合格证。6.3属下列情况之一时,应进行产品型式检验:a。
新产品或老产品转厂生产的试制产品,产品在结构、材料、工艺有较大改变,可能影响产品性能时,正常生产的产品,每年抽检一次,产品停产三年以上,又重新恢复生产时;d.
国家质量监督机构提出型式检验要求时;出厂检验结果与上次型式检验结果有较大差异时。6.4产品的出厂检验与型式检验项目见表2。表2
检验项目
技术要求
检验方法
检验类别
6.5型式检验每批不得少于3件。使用寿命取各被检样品寿命的平均值。出厂检验时,硬度检验按批量的1%抽取,但每批不少于3件。有不合格产品时,加倍抽检,若再有不合格时,再加倍抽检。二次加倍抽检后,仍有不合格时,判定该批产品不合格。其他项目,逐个检验。7标志、包装、运输、储存
7.1钎头外表面应有产品商标型号的标记,7.2同一规格型号,同一材料的钎头装-箱,每箱总质量不大于30kg。包装箱应坚固可靠。7.3包装箱上应标明:
制造单位,
b、产品名称;
规格型号;
数量,
出厂日期。
MT/T516.2—1995
7.4箱内应有产品质量合格证书。注明:a.
制造单位;
产品名称,
规格型号,
数量;
出厂检验日期,
型式检验单位和检验报告编号。5针钎头应进行防锈处理,如:镀铜、镀锌、涂漆等。并在储存运输时应注意防潮。7.5
附加说明:
本标准由煤炭工业部煤矿专用设备标准化技术委员会提出。本标准由煤炭工业部煤矿专用设备标准化技术委员会井巷设备分会归口。本标准由煤炭科学研究总院北京建井研究所、湖北武穴长江工具厂、湖北威宁矿山机械厂共同起草。
本标准主要起草人邢庆贵、郭孝先、王维华、彭福华、冯志勇。本标准委托煤炭科学研究总院北京建井研究所负贵解释。235
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。