GB/T 235-1999
基本信息
标准号: GB/T 235-1999
中文名称:金属材料 厚度等于或小于3mm薄板和薄带 反复弯曲试验方法
标准类别:国家标准(GB)
英文名称:Metallic materials-Sheet and strip 3 mm thick or less-Reverse bend test
标准状态:已作废
发布日期:1999-01-01
实施日期:2000-08-01
作废日期:2014-05-01
下载格式:pdf zip
标准分类号
标准ICS号: 冶金>>金属材料试验>>77.040.10金属材料力学试验
中标分类号:冶金>>金属理化性能试验方法>>H23金属工艺性能试验方法
出版信息
页数:8页
标准价格:20.0
相关单位信息
首发日期:1963-12-31
复审日期:2004-10-14
起草单位:冶金部标准情报所
归口单位:全国钢标准化技术委员会
发布部门:中国钢铁工业协会
主管部门:中国钢铁工业协会
标准简介
标准图片预览
标准内容
GB/T 235---1999
本标准等效采用国际标准ISO7799:1985《金属材料一厚度等于或小于3mm薄板和薄带-反复弯曲试验》。
本标准此次修订对重要技术方面进行补充和修改:增加第2章引用标准,试样宽度尺寸作了修改、本标准自实施之日起,代替GB/T235一1988《金属反复弯曲试验方法(厚度等于或小于3mm薄板及带材)》。
本标准由国家治金工业局提出。本标准由全国钢标准化技术委员会归口。本标准起草单位:钢铁研究总院、鞍山钢铁公司、治金信息标准研究院。本标推主要起草人梁新邦、李久林、董恩龙、姜青梅。本标准1963年9月首次发布,1982年7月第1次修订,1988年9月第2次修订。756
GB/T2351999
ISO前言
ISO(国际标推化组织)是由各国标准化团体(ISC)成员团体)组成的世界性的联合会:制定国际标推的工作通常由ISO技术委员会完成,各成员团体若对某技术委员会确立的项目感兴趣,均有权参加该技术委员会的工作。与ISO保持联系的各国际组织(官方的与非官方的)也参加有关工作、由技术委员会通过的国际标准草案提交各成员团体表决,需取得至少75%参加投票表决的员团体的同意,才能作为国际标准正式发布。国际标准ISO7799系由ISO/TC164力学性能试验技术委员会制定。ISO7799取消和代替ISO/R88:1959。1范围
中华人民共和国国家标准
金属材料
1厚度等于或小于3mm
反复弯曲试验方法
薄板和薄带
Metalic materials--Sheet and strip 3 mmthick or less-Reverse bend testGB/T 235---1999
eqvISO7799:1985
代替GB/T235-[988
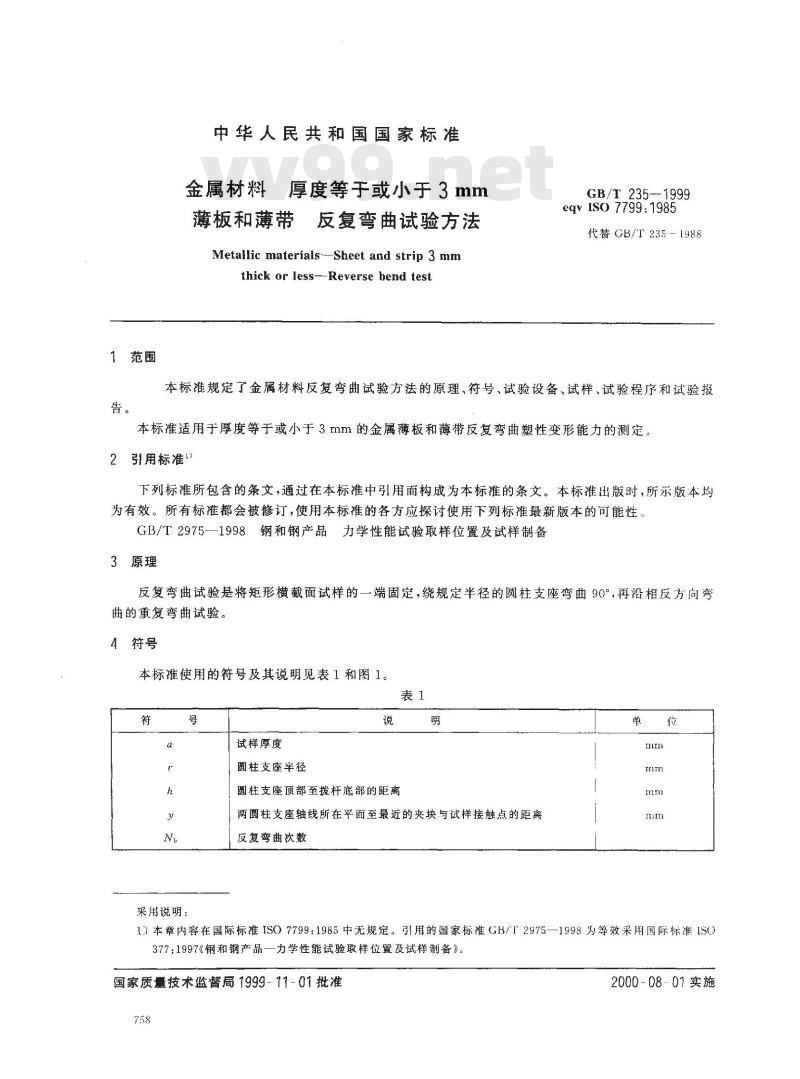
本标准规定了金属材料反复弯曲试验方法的原理、符号、试验设备、试样、试验程序和试验报本标准适用于厚度等于或小于3mm的金属薄板和薄带反复弯曲塑性变形能力的测定。2引用标准1)
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB/T2975—1998钢和钢产品力学性能试验取样位置及试样制备3原理
反复弯曲试验是将矩形横截面试样的一端固定,绕规定半径的圆柱支座弯曲90°,再沿相反方向弯曲的重复弯曲试验。
4符号
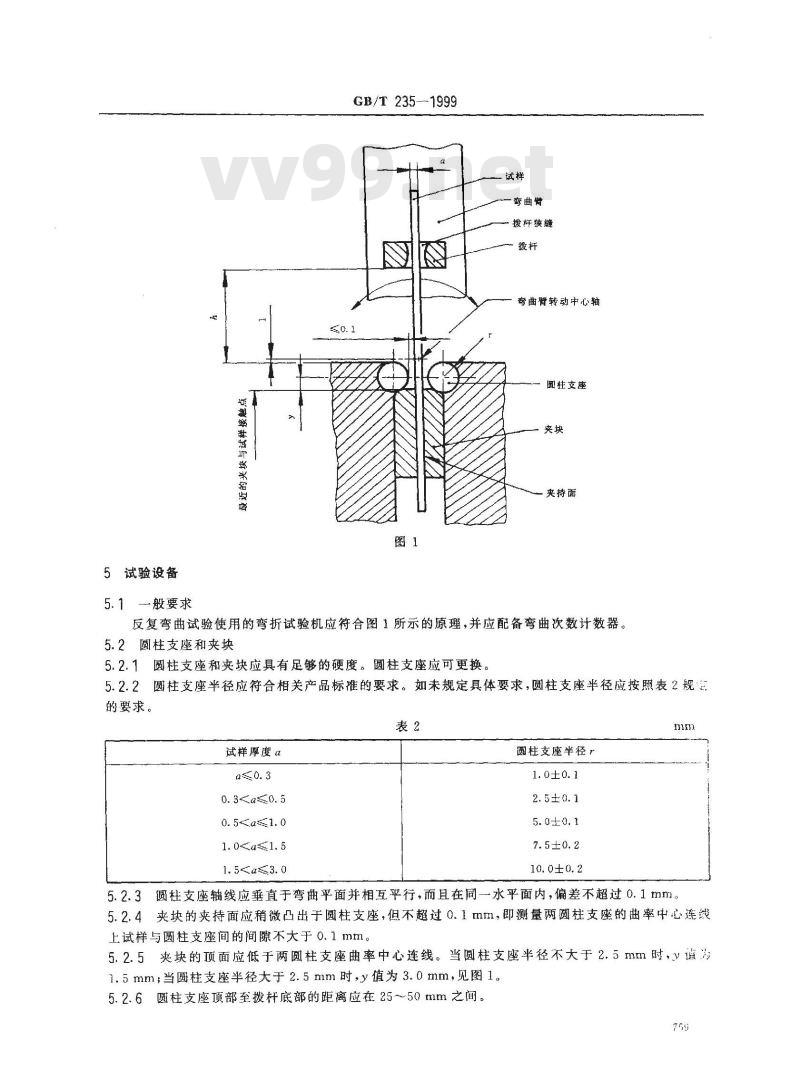
本标准使用的符号及其说明见表1和图1。表1
采用说明:
试样厚度
圆柱支座半径
圆柱支座部至拨杆底部的距离
俩圆柱支座轴线所在平面至最近的夹块与试样接触点的距离反复弯曲软数
1)本章内容在国际标准ISO7799:1985中无规定。引用的国家标准GB/T2975—1998为等效采用国际标准1S0377:1997《钢和钢产品一力学性能试验取样位置及试样制备》。国家质量技术监督局1999-11-01批准758
2000-08-01实施
5试验设备
5.1一般要求
GB/T 235-1999
弯曲臂
拨杆狭缝
弯曲臂转动中心轴
圆柱支座
·夹块
夹持面
反复弯曲试验使用的弯折试验机应符合图1所示的原理,并应配备弯曲次数计数器。5.2圆柱支座和夹块
5.2.1圆柱支座和夹块应具有足够的硬度。圆柱支座应可更换5.2.2圆柱支座半径应符合相关产品标准的要求。如未规定具体要求,圆柱支座半径应按照表2规的要求。
试样摩度α
1. 5圆柱支座半径
10.0±0.2
5.2.3圆柱支座轴线应垂直于弯曲平面并相互平行,而且在同-水平面内,偏差不超过0.1mm。5.2.4夹块的夹持面应稍微凸出于圆柱支座,但不超过0.1mm,即测量两圆柱支座的曲率中心连线上试样与圆柱支座间的间隙不大于0.1mm。5.2.5夹块的项面应低于两圆柱支座曲率中心连线。当圆柱支座半径不大于2.5mm时,y谨为1.5mm;当圆柱支座半径大于2.5mm时,y值为3.0mm,见图1。5.2.6圆柱支座顶部至拨杆底部的距离应在25~~50mm之间。759
5.3弯曲臂
GB/T 235—1999
对于各种尺寸的圆柱支座,弯曲臂的转动中心轴至圆柱支座顶部的距离均为1.0mm。6试样
6.1试样厚度应为薄板或薄带产品的厚度,并保留两个原表面。6.2机加工的试样其宽度应为20~25mm;对于宽度小于20mm的薄带产品,试样宽度应为原产品的全宽度。试样长度约150mm。
6.3样坏的切取位置和方向应按照相关产品标准的要求。如未有具体规定,可按照GB/T2975规定的弯曲试样取样位置的要求切取样坏,或协议确定。样坏应保留足够的机加工余量。6.4制备试样时,应使由于发热和加工硬化的影响减至最小。试样表面应无裂纹和伤痕,棱边应无毛刺。
7试验程序
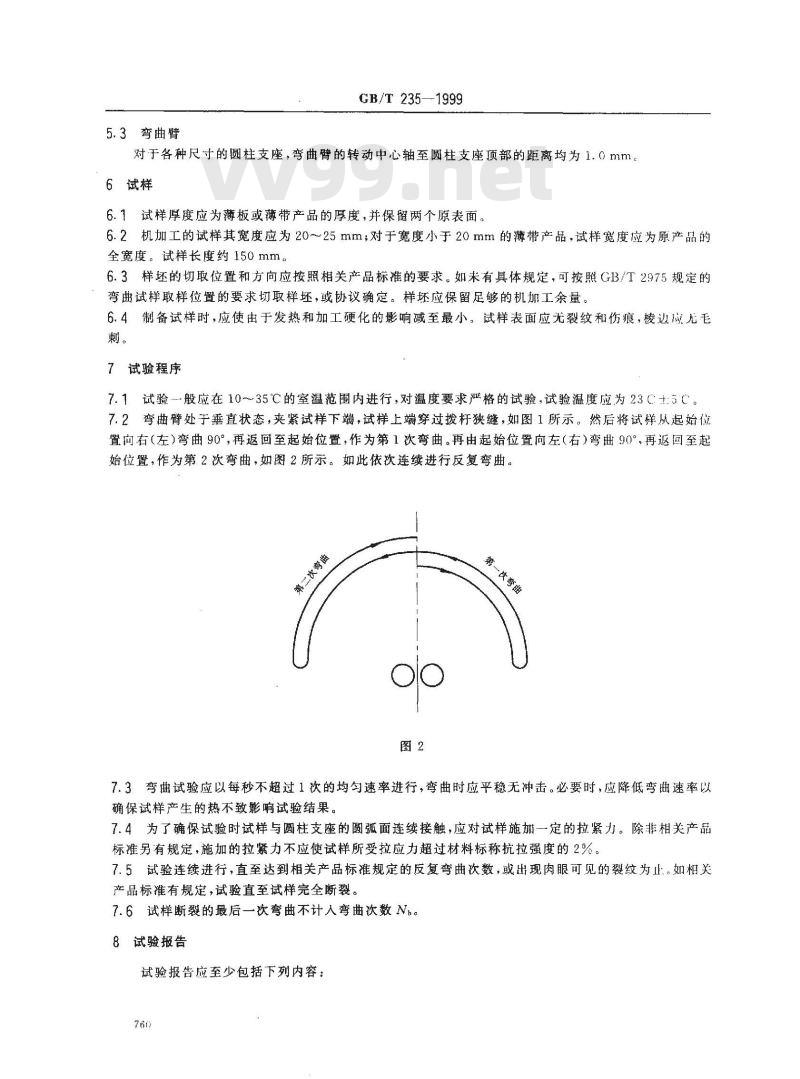
7.1试验-般应在10~35℃的室温范围内进行,对温度要求严格的试验,试验温度应为23C:5C。7.2弯曲臂处于垂直状态,夹紧试样下端,试样上端穿过拨杆狭缝,如图1所示。然后将试样从起始位置向右(左)弯曲90°,再返回至起始位置,作为第1次弯曲。再由起始位置向左(右)弯曲90°再返回至起始位置,作为第2次弯曲,如图2所示。如此依次连续进行反复弯曲。改
7.3弯曲试验应以每秒不超过1次的均匀速率进行,弯曲时应平稳无冲击。必要时,应降低弯曲速率以确保试样产生的热不致影响试验结果。7.4为了确保试验时试样与圆柱支座的圆孤面连续接触,应对试样施加一定的拉紧力。除非相关产品标准另有规定,施加的拉紧力不应使试样所受拉应力超过材料标称抗拉强度的2%。7.5试验连续进行,直至达到相关产品标准规定的反复弯曲次数,或出现肉眼可见的裂纹为止如相关产品标准有规定,试验直至试样完全断裂。7.6试样断裂的最后一次弯曲不计人弯曲次数N。8试验报告
试验报告应至少包括下列内容:760免费标准vv99.net
a)本国家标准编号;
GB/T 235-1999
b)试样标识(材料牌号,炉号,取样方向等);c)试样尺寸;
d)试验条件(圆柱支座半径r,距离h,施加的拉紧力);e)终止试验的判据;
f)试验结果。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
本标准等效采用国际标准ISO7799:1985《金属材料一厚度等于或小于3mm薄板和薄带-反复弯曲试验》。
本标准此次修订对重要技术方面进行补充和修改:增加第2章引用标准,试样宽度尺寸作了修改、本标准自实施之日起,代替GB/T235一1988《金属反复弯曲试验方法(厚度等于或小于3mm薄板及带材)》。
本标准由国家治金工业局提出。本标准由全国钢标准化技术委员会归口。本标准起草单位:钢铁研究总院、鞍山钢铁公司、治金信息标准研究院。本标推主要起草人梁新邦、李久林、董恩龙、姜青梅。本标准1963年9月首次发布,1982年7月第1次修订,1988年9月第2次修订。756
GB/T2351999
ISO前言
ISO(国际标推化组织)是由各国标准化团体(ISC)成员团体)组成的世界性的联合会:制定国际标推的工作通常由ISO技术委员会完成,各成员团体若对某技术委员会确立的项目感兴趣,均有权参加该技术委员会的工作。与ISO保持联系的各国际组织(官方的与非官方的)也参加有关工作、由技术委员会通过的国际标准草案提交各成员团体表决,需取得至少75%参加投票表决的员团体的同意,才能作为国际标准正式发布。国际标准ISO7799系由ISO/TC164力学性能试验技术委员会制定。ISO7799取消和代替ISO/R88:1959。1范围
中华人民共和国国家标准
金属材料
1厚度等于或小于3mm
反复弯曲试验方法
薄板和薄带
Metalic materials--Sheet and strip 3 mmthick or less-Reverse bend testGB/T 235---1999
eqvISO7799:1985
代替GB/T235-[988
本标准规定了金属材料反复弯曲试验方法的原理、符号、试验设备、试样、试验程序和试验报本标准适用于厚度等于或小于3mm的金属薄板和薄带反复弯曲塑性变形能力的测定。2引用标准1)
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB/T2975—1998钢和钢产品力学性能试验取样位置及试样制备3原理
反复弯曲试验是将矩形横截面试样的一端固定,绕规定半径的圆柱支座弯曲90°,再沿相反方向弯曲的重复弯曲试验。
4符号
本标准使用的符号及其说明见表1和图1。表1
采用说明:
试样厚度
圆柱支座半径
圆柱支座部至拨杆底部的距离
俩圆柱支座轴线所在平面至最近的夹块与试样接触点的距离反复弯曲软数
1)本章内容在国际标准ISO7799:1985中无规定。引用的国家标准GB/T2975—1998为等效采用国际标准1S0377:1997《钢和钢产品一力学性能试验取样位置及试样制备》。国家质量技术监督局1999-11-01批准758
2000-08-01实施
5试验设备
5.1一般要求
GB/T 235-1999
弯曲臂
拨杆狭缝
弯曲臂转动中心轴
圆柱支座
·夹块
夹持面
反复弯曲试验使用的弯折试验机应符合图1所示的原理,并应配备弯曲次数计数器。5.2圆柱支座和夹块
5.2.1圆柱支座和夹块应具有足够的硬度。圆柱支座应可更换5.2.2圆柱支座半径应符合相关产品标准的要求。如未规定具体要求,圆柱支座半径应按照表2规的要求。
试样摩度α
1. 5
10.0±0.2
5.2.3圆柱支座轴线应垂直于弯曲平面并相互平行,而且在同-水平面内,偏差不超过0.1mm。5.2.4夹块的夹持面应稍微凸出于圆柱支座,但不超过0.1mm,即测量两圆柱支座的曲率中心连线上试样与圆柱支座间的间隙不大于0.1mm。5.2.5夹块的项面应低于两圆柱支座曲率中心连线。当圆柱支座半径不大于2.5mm时,y谨为1.5mm;当圆柱支座半径大于2.5mm时,y值为3.0mm,见图1。5.2.6圆柱支座顶部至拨杆底部的距离应在25~~50mm之间。759
5.3弯曲臂
GB/T 235—1999
对于各种尺寸的圆柱支座,弯曲臂的转动中心轴至圆柱支座顶部的距离均为1.0mm。6试样
6.1试样厚度应为薄板或薄带产品的厚度,并保留两个原表面。6.2机加工的试样其宽度应为20~25mm;对于宽度小于20mm的薄带产品,试样宽度应为原产品的全宽度。试样长度约150mm。
6.3样坏的切取位置和方向应按照相关产品标准的要求。如未有具体规定,可按照GB/T2975规定的弯曲试样取样位置的要求切取样坏,或协议确定。样坏应保留足够的机加工余量。6.4制备试样时,应使由于发热和加工硬化的影响减至最小。试样表面应无裂纹和伤痕,棱边应无毛刺。
7试验程序
7.1试验-般应在10~35℃的室温范围内进行,对温度要求严格的试验,试验温度应为23C:5C。7.2弯曲臂处于垂直状态,夹紧试样下端,试样上端穿过拨杆狭缝,如图1所示。然后将试样从起始位置向右(左)弯曲90°,再返回至起始位置,作为第1次弯曲。再由起始位置向左(右)弯曲90°再返回至起始位置,作为第2次弯曲,如图2所示。如此依次连续进行反复弯曲。改
7.3弯曲试验应以每秒不超过1次的均匀速率进行,弯曲时应平稳无冲击。必要时,应降低弯曲速率以确保试样产生的热不致影响试验结果。7.4为了确保试验时试样与圆柱支座的圆孤面连续接触,应对试样施加一定的拉紧力。除非相关产品标准另有规定,施加的拉紧力不应使试样所受拉应力超过材料标称抗拉强度的2%。7.5试验连续进行,直至达到相关产品标准规定的反复弯曲次数,或出现肉眼可见的裂纹为止如相关产品标准有规定,试验直至试样完全断裂。7.6试样断裂的最后一次弯曲不计人弯曲次数N。8试验报告
试验报告应至少包括下列内容:760免费标准vv99.net
a)本国家标准编号;
GB/T 235-1999
b)试样标识(材料牌号,炉号,取样方向等);c)试样尺寸;
d)试验条件(圆柱支座半径r,距离h,施加的拉紧力);e)终止试验的判据;
f)试验结果。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。