YY/T 0277-1995
基本信息
标准号: YY/T 0277-1995
中文名称:牙根尖挺
标准类别:医药行业标准(YY)
英文名称:Apical elevators
标准状态:现行
发布日期:1995-11-14
实施日期:1996-05-01
下载格式:pdf zip
标准分类号
中标分类号:医药、卫生、劳动保护>>医疗器械>>C33口腔科器械、设备与材料
关联标准
替代情况:原标准号ZB C33022-1989
出版信息
出版社:中国标准出版社
页数:7页
标准价格:16.0
出版日期:1996-05-01
相关单位信息
起草人:何毓萍
起草单位:上海齿科医械厂
归口单位:国家医疗器械质量监督检验测试中心
提出单位:全国口腔材料和器械设备标准化技术委员
发布部门:国家医药管理局
标准简介
本标准规定了牙根尖挺(以下简称牙挺)的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、贮存的要求。
本标准适用于牙根尖挺,该产品供挽除牙残根或碎根尖。
标准图片预览

标准内容
YY/T:0277-1995
本标准对ZBC33022--89《牙根尖挺》进行了修订。技术要求没作修改,主要按GB/T1.1-1993《标准化工作导则第1单元:标准的起草与表述规则第1部分:“标准编写的基本规定》,对原标准重新进行了编写。牙根尖挺是供口腔科撬除牙残根或碎根尖用。本标准从生效之日起,同时代替ZBC33022—89《牙根尖挺》。本标准由全国口腔材料和器械设备标准化技术委员会提出。本标准由国家医疗器械质量监督检验测试中心归口。本标准负资起草单位:上海齿科医械厂本标准主要起草人:何毓萍。
1范围
中华人民共和国医药行业标准
牙根尖
Apical elevators
YY/T 0277-1995
代替 ZB C33 022—89
本标准规定了牙根尖挺(以下简称牙挺)的产品分类、技术要求、试验方考、检验规则和标志、包装、运输、贮存的要求。
本标准适用于牙根尖挺,该产品供撬除牙残根或碎根尖。2 引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB191—90包装储运图示标志
GB1220-—92不锈钢棒
GB282887逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T4342-91金属显微维氏硬度试验方法YY/T0149-93不锈钢医用器械耐腐蚀性能试验YY/T0173.9—94手术器械小长方柄空心八角柄六角柄ZBC30001-84手术器械标志
ZBC33006—85小八角柄尺寸和技术要求3分类
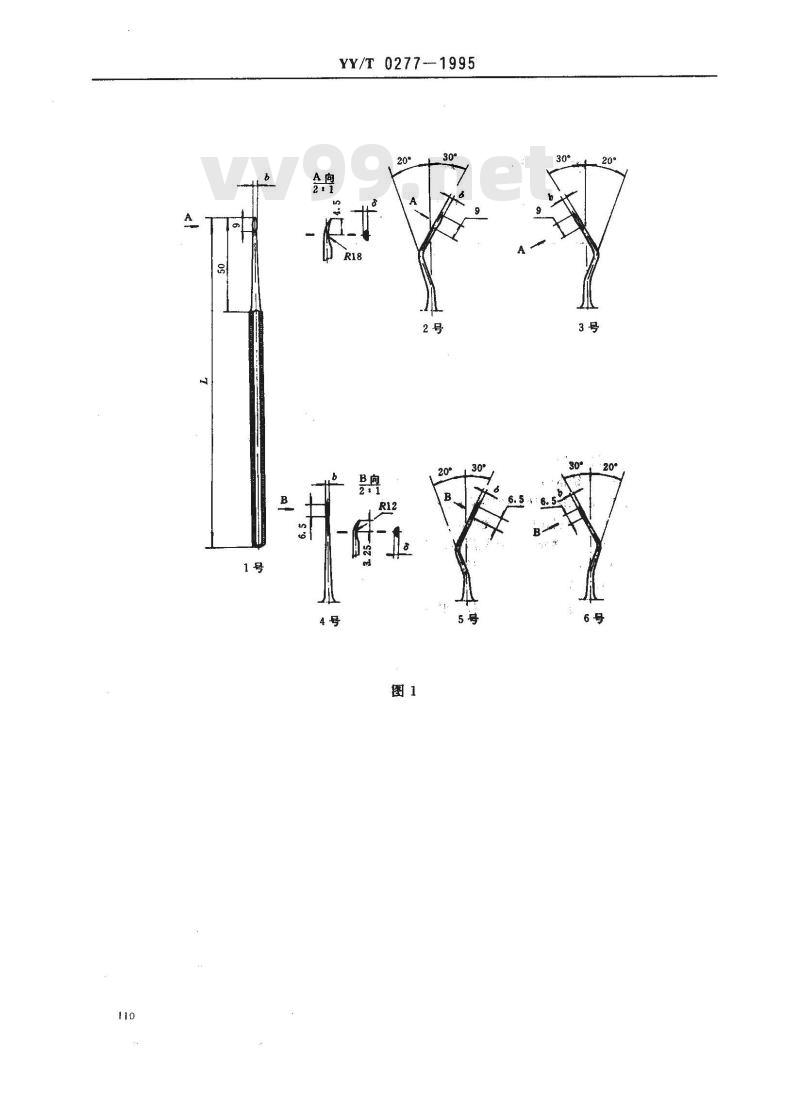
3.1尖挺的型式、基本尺寸和极限偏差应符合图1、图2及表1的规定。3.2尖挺的小八角柄应符合ZBC33006中单头B型6.5X×120的规定,空心柄应按YY/T0173.9中的规定。
国家医药管理局1995-11-14批准1996-05-01实施
YY/T 0277---1995
小八角柄
空心柄
规格代号
YY/T 0277--1995
基本尺寸
基本尺寸
极限偏差
基本尺寸
极限偏差
4要求
4.1尺寸
YY/T 0277--1995
尖挺的头部尺寸应符合表1中b、3的规定。4.2材料
尖挺头部应以GB1220中规定的4Cr13、3Cr13Mo或3Cr13材料制成。空心柄应按GB1220中规定的1Cr18Ni9制成。
4.3硬度
空心柄尖挺的头部与八角柄尖挺的全身应经热处理。材料为4Cr13、3Cr13Mo时,头部硬度为510~620HVo.s,材料为3Cr13时,头部硬度为463~561HVo.3。4.4耐腐蚀性
尖挺应有良好的耐腐蚀性能。
4.5表面粗糖糙度
尖挺的内刃面粗髓度R,之数值应不大于1.6μm,其余部位不大于0.4 μm。4.6刃口
尖挺除刃口垦微锐外,应无锋棱、毛刺、裂纹。4.7头部强度
尖挺头部应有足够强度,在规定的测试条件下,变形量不得大于0.08 mm。4.8焊接
尖挺空心柄各焊接处,不应有漏焊现象。5试验方法
5.1尺寸检验
以通用或专用量具测量,应符合4.1的规定。5.2硬度试验
按GB/T4342中规定的方法试验,在头部处测定三点,取其三点的算术平均值,应符合4.3的规定。
5.3耐腐蚀性能试验
按YY/T0149-93第2章中A方法的b级进行,应符合4.4的规定。5.4表面粗糙度检验
按样块比较法进行,应符合4.5的规定。5.5微锐口试验
以尖挺工作头试刮 H62 软状态黄铜皮,试验后有较深的划痕和少量铜属刮下。应符合第 4. 6 条的规定。
5.6头部强度试验
按图3所示,将尖挺距头端11mm处,固定在专用夹具上,再在弧形背放置一百分表。然后在头端2~3mm处,加径向静载荷。1~3号为100N,4~6号为50N,5s后再卸荷,然后把百分表校正在零位,1~3号再加压150N.4~6号加压100N,5s后再卸荷,其变形量应符合第4.7条的规定。112
YY/ 0277--1995
定颈荐
加压力
2~3mm
图3牙根尖挺头部强度试验示意图5.7空心六角柄漏焊检验
百分表
将柄漫入不高于120℃士5℃的46号机油油液内,液面上应无气泡发生,并应符合4.8的规定。6抽样
6.1提交验收
尖挺应由制造广技术检验部门进行检验,合格后方可提交验收。6.2提交检查
尖挺必须成批提交检查,检查分为逐批检查(出厂检查)。6.3逐批检查
6.3.1逐批检查应按GB2828的规定检查。6.3.2抽样方案类型采用一次抽样,抽样方案严格从正常检查抽样方案开始,不合格分类、检查项目、检查水平和AQL(合格质量水平)按表2的规定。表2www.vv99.net
不合格分类
不合格分类组
检查项目
检查水平
4.2、4.3
注:4.2由制造厂提供质保单。
标志、包装、运输、贮存
7.1标志
4.6、4.7
4.1、4.4
每把尖挺在本标准图样所示部位,按ZBC30001中的规定,应有下列标志:a)制造厂代号或商标;
b)出品年代(最后二字),
c)规格代号,
d)材料标志。
7.2包装
YY/T 0277---1995
尖挺应有良好的小包装、中包装和大包装。7.2.1小包装应符合下列要求:
每把尖挺在装入中性塑料袋前应漫或涂中性防锈剂,并需密封。7.2.2中包装应符合下列要求:
7.2.2.1每10把同一规格或成套的尖挺应装入盒内,盒上应有下列标志:a)制造厂名称、厂址和商标,
b)产品名称和标准号,
c)规格代号:
d)数量。
7.2.2.2盒内应有检验合格证,检验合格证上应有下列标志:a)制造厂名称;
b)检验员代号。
7.2.2.3盒上应贴有封签,封签上应有下列标志:a)封贴日期,
b)包装员代号。
7.2.3大包装应符合下列要求:
7.2.3.1同一规格或成套的尖挺应装入箱内,箱上应有下列标志;a)制造厂名称,
b)产品名称和标推号,
c)规格代号:
d)数量,
e)重量(毛重、净重),
f)体积(长×宽×高),
g)出厂日期:
h)厂址,
i)“怕凝\等字样或标志,应符合GB191中的有关规定,箱上的字迹和标记应保证不因历时较久而模糊不清。
7.3运输
运输要求按定货合同的规定。
7.4贮存
包装后的尖挺应贮存在相对湿度不超过80%,无腐蚀气体和通风良好的室内。8保质期
尖挺经包装后,在遵守存规则的条件下,应保证在一年半内不生锈。114
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
本标准对ZBC33022--89《牙根尖挺》进行了修订。技术要求没作修改,主要按GB/T1.1-1993《标准化工作导则第1单元:标准的起草与表述规则第1部分:“标准编写的基本规定》,对原标准重新进行了编写。牙根尖挺是供口腔科撬除牙残根或碎根尖用。本标准从生效之日起,同时代替ZBC33022—89《牙根尖挺》。本标准由全国口腔材料和器械设备标准化技术委员会提出。本标准由国家医疗器械质量监督检验测试中心归口。本标准负资起草单位:上海齿科医械厂本标准主要起草人:何毓萍。
1范围
中华人民共和国医药行业标准
牙根尖
Apical elevators
YY/T 0277-1995
代替 ZB C33 022—89
本标准规定了牙根尖挺(以下简称牙挺)的产品分类、技术要求、试验方考、检验规则和标志、包装、运输、贮存的要求。
本标准适用于牙根尖挺,该产品供撬除牙残根或碎根尖。2 引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB191—90包装储运图示标志
GB1220-—92不锈钢棒
GB282887逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T4342-91金属显微维氏硬度试验方法YY/T0149-93不锈钢医用器械耐腐蚀性能试验YY/T0173.9—94手术器械小长方柄空心八角柄六角柄ZBC30001-84手术器械标志
ZBC33006—85小八角柄尺寸和技术要求3分类
3.1尖挺的型式、基本尺寸和极限偏差应符合图1、图2及表1的规定。3.2尖挺的小八角柄应符合ZBC33006中单头B型6.5X×120的规定,空心柄应按YY/T0173.9中的规定。
国家医药管理局1995-11-14批准1996-05-01实施
YY/T 0277---1995
小八角柄
空心柄
规格代号
YY/T 0277--1995
基本尺寸
基本尺寸
极限偏差
基本尺寸
极限偏差
4要求
4.1尺寸
YY/T 0277--1995
尖挺的头部尺寸应符合表1中b、3的规定。4.2材料
尖挺头部应以GB1220中规定的4Cr13、3Cr13Mo或3Cr13材料制成。空心柄应按GB1220中规定的1Cr18Ni9制成。
4.3硬度
空心柄尖挺的头部与八角柄尖挺的全身应经热处理。材料为4Cr13、3Cr13Mo时,头部硬度为510~620HVo.s,材料为3Cr13时,头部硬度为463~561HVo.3。4.4耐腐蚀性
尖挺应有良好的耐腐蚀性能。
4.5表面粗糖糙度
尖挺的内刃面粗髓度R,之数值应不大于1.6μm,其余部位不大于0.4 μm。4.6刃口
尖挺除刃口垦微锐外,应无锋棱、毛刺、裂纹。4.7头部强度
尖挺头部应有足够强度,在规定的测试条件下,变形量不得大于0.08 mm。4.8焊接
尖挺空心柄各焊接处,不应有漏焊现象。5试验方法
5.1尺寸检验
以通用或专用量具测量,应符合4.1的规定。5.2硬度试验
按GB/T4342中规定的方法试验,在头部处测定三点,取其三点的算术平均值,应符合4.3的规定。
5.3耐腐蚀性能试验
按YY/T0149-93第2章中A方法的b级进行,应符合4.4的规定。5.4表面粗糙度检验
按样块比较法进行,应符合4.5的规定。5.5微锐口试验
以尖挺工作头试刮 H62 软状态黄铜皮,试验后有较深的划痕和少量铜属刮下。应符合第 4. 6 条的规定。
5.6头部强度试验
按图3所示,将尖挺距头端11mm处,固定在专用夹具上,再在弧形背放置一百分表。然后在头端2~3mm处,加径向静载荷。1~3号为100N,4~6号为50N,5s后再卸荷,然后把百分表校正在零位,1~3号再加压150N.4~6号加压100N,5s后再卸荷,其变形量应符合第4.7条的规定。112
YY/ 0277--1995
定颈荐
加压力
2~3mm
图3牙根尖挺头部强度试验示意图5.7空心六角柄漏焊检验
百分表
将柄漫入不高于120℃士5℃的46号机油油液内,液面上应无气泡发生,并应符合4.8的规定。6抽样
6.1提交验收
尖挺应由制造广技术检验部门进行检验,合格后方可提交验收。6.2提交检查
尖挺必须成批提交检查,检查分为逐批检查(出厂检查)。6.3逐批检查
6.3.1逐批检查应按GB2828的规定检查。6.3.2抽样方案类型采用一次抽样,抽样方案严格从正常检查抽样方案开始,不合格分类、检查项目、检查水平和AQL(合格质量水平)按表2的规定。表2www.vv99.net
不合格分类
不合格分类组
检查项目
检查水平
4.2、4.3
注:4.2由制造厂提供质保单。
标志、包装、运输、贮存
7.1标志
4.6、4.7
4.1、4.4
每把尖挺在本标准图样所示部位,按ZBC30001中的规定,应有下列标志:a)制造厂代号或商标;
b)出品年代(最后二字),
c)规格代号,
d)材料标志。
7.2包装
YY/T 0277---1995
尖挺应有良好的小包装、中包装和大包装。7.2.1小包装应符合下列要求:
每把尖挺在装入中性塑料袋前应漫或涂中性防锈剂,并需密封。7.2.2中包装应符合下列要求:
7.2.2.1每10把同一规格或成套的尖挺应装入盒内,盒上应有下列标志:a)制造厂名称、厂址和商标,
b)产品名称和标准号,
c)规格代号:
d)数量。
7.2.2.2盒内应有检验合格证,检验合格证上应有下列标志:a)制造厂名称;
b)检验员代号。
7.2.2.3盒上应贴有封签,封签上应有下列标志:a)封贴日期,
b)包装员代号。
7.2.3大包装应符合下列要求:
7.2.3.1同一规格或成套的尖挺应装入箱内,箱上应有下列标志;a)制造厂名称,
b)产品名称和标推号,
c)规格代号:
d)数量,
e)重量(毛重、净重),
f)体积(长×宽×高),
g)出厂日期:
h)厂址,
i)“怕凝\等字样或标志,应符合GB191中的有关规定,箱上的字迹和标记应保证不因历时较久而模糊不清。
7.3运输
运输要求按定货合同的规定。
7.4贮存
包装后的尖挺应贮存在相对湿度不超过80%,无腐蚀气体和通风良好的室内。8保质期
尖挺经包装后,在遵守存规则的条件下,应保证在一年半内不生锈。114
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。