GB/T 29710-2013
基本信息
标准号: GB/T 29710-2013
中文名称:电子束及激光焊接工艺评定试验方法
标准类别:国家标准(GB)
英文名称:Electron and laser beam welding procedure test method
标准状态:现行
发布日期:2013-09-18
实施日期:2014-06-01
下载格式:pdf zip
标准分类号
标准ICS号: 机械制造>>焊接、钎焊和低温焊>>25.160.10焊接工艺
中标分类号:机械>>加工工艺>>J33焊接与切割
关联标准
采标情况:ISO 15614-11:2002 MOD
出版信息
出版社:中国标准出版社
页数:24页
标准价格:43.0
出版日期:2014-06-01
相关单位信息
起草人:朴东光、王克楠、顾福明、苏金花、王旭友、王林
起草单位:哈尔滨焊接研究所、哈尔滨焊接技术培训中心、上海市特种设备监督检验技术研究院
归口单位:全国焊接标准化技术委员会(SAC/TC 55)
提出单位:全国焊接标准化技术委员会(SAC/TC 55)
发布部门:中华人民共和国国家质量监督检验检疫总局 中国国家标准化管理委员会
主管部门:全国焊接标准化技术委员会(SAC/TC 55)
标准简介
本标准规定了电子束及激光焊接工艺评定试验方法。
本标准适用于各类金属材料的电子束焊接和激光焊接。
标准图片预览


标准内容
[CS 25.16C.10
中华人民北和国国家标准
GB/T29710--2013
电子束及激光焊接工艺评定试验方法Electron and laser beam wclding prucedure test method(IS0 15614-11:2002,Spccification and qualificarion of weldingproccdures for matcrials-Welding procedure test Part ll:Electronand laser bcam wclding,MOD)
2013-09-18 发布
中华人民共和国国家质量监督检验检疫总局中国国家标准化管理委员会
2014-06-01实施
规范性用文件
术语和定义
焊接工艺预规程(WPS)
5焊接1艺评定试验
6试件
试验及检验
8认可范固
焊接!艺评定报告·
附录A(资料性附录)
焊接T艺评定摄告格式(WPQR)
GB/F 29710--2013
本标雅按照B/1112009给的题则起片GB/T 29710-2013
本标准使用重新起荧法修改采用[S015611-11:29C2.金属材料焊接T艺释及评定焊接艺评
楚试验第1部分电了束及激光焊接》英文叛)。本标准与ISC136:4-11202的技术性差异及其原因如下:关丁规现范性引用文性,本标滩做了其右技术性差异的调整:以适应我国的技术条件,调整的情况集中反映在第2章\规范性引用文件\中,具体调整如下:,将TS01:611-11:2002中引用的图际标准和欧洲标准,用我国对成的标准代替::增加号用了JB/T6061--2007租JB/T062-2C07(见第7章)。本标推还作了下列编辑性改:
删除了国际标准的前;
对附录A中的“焊接工艺评定报告\的格式和内容做「部分调整,本标摊南全国焊接标准化技术委是会(SAC/TC55)提Hi并们IF本标推起常单位:冷尔滨焊接研究所、哈尔滨焊接技术培训中心、上海市等种设备监督检验投术研究院:
本标准干要起草人:朴东光、十克精、颐福明、苏金花、王旭发、杯。1范园
电子束及激光焊接工艺评定试验方法本标游规定丫电子束及微光焊接工艺评定试验方法。本标准适片于各类金属材料的电子束焊接和激光焊接。2规范性引用文件
GB/T 29710—2013
下列文件对丁本文件的应用是必不可少的。凡是注日期的引用文件,仪注日期的版木适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件,GB/T 2651—2008
GR/T 26532008
GB/I3323
GI3/T 5185—2005
焊接接头拉伸试验方法(ISO4136:2001,JDT)焊接接头弯曲试验方法(IS05173:2C00,IL)T)金属熔化焊焊接接头射线照相
焊接&相关艺法代号(ISO4063:1998.IDT)GB/T1134继无损检测超后检测技术,检测等级和评估(GB/T11345--2013.IS()17640:2010.M0D)
G3/T 16672 --1996
GB/T 10866 -2605
焊缝\作位置倾角和转角的定义(IS)947:1S93.IDT)焊接T.艺规程及评定的一般原则(ISO)15607:2003.IDT)GB/T 19867.3—2C08
G3/T 19867.4 2008
GB/T 22085. 1
1:1996,IDT)
GR/T22085.2-2008
(ISO139192:2001,IDT)
电子束焊接工艺规程(IS0)1560S-3:2004.IDT)激光焊接王艺规程(JISO【860H-4:2004IDT)电了束及激光焊接接头缺欠质量分级指南第1部分:钢(ISU13S19-电于束及激光焊接接义缺欠质量分级指南第2部分:铝及铝合金GH/126955-2011金属材料焊缝破环性试验焊缝宏观和微观检验(ISO17639:2003,MOD)JB/T60512007无损检测焊缝磁粉检测2007无损检测焊缝渗透检测
JB/T 6062
[SU22826:2005会属材料焊缝的破坏性试验激光和电子京焊接接头的硬度试验(Vickers和Knoop 硬度it验)(Destructive tes:s on weles in mctallic materiais Hardress lesling nf narr:w jcintswelcied by lesrr and electron beam (Vickers 2nd Knoo: hardness tesis))3术语和定义
G13/T19866.GB/T19867.3和GB/T19867.4界定的术讲和定义适用+本文件,4焊接工艺预规程(pWPS)
电子束焊按T.艺预规程应参照C:B/T19867.3编制,激光焊接工艺预规程应参照GB/T15867.4编制。这些参数应规笼代许范围。1
GB/T 29710—2013
5焊接工艺评定试验
试件的短接和试验应符合第6章和策了章的要求,钢、铝及铝合金子束及激光焊接质量缺欠的评定可按照B/T22C85.1和GB/T22C35.2规定。只体等级要求应接产品标准(或设计要求)确定。6试件Vv99.net
6.1般原则
接照6.2规定.可用一个(或多个)标谁试件代替涵盖实际产品焊接纠件,6.2试件的形状和尺寸
试件应具有足够约尺寸,满是试验需要。试件的厚度及(或)管了外径应按照8.5.2.1-~8.5.2.2要求选择。无其他规定时,试件的形状及最小尺寸应符合本标推要求。而且,试件的长度成满足取数量需求(如衰 1 ~表 3 所示)。
试件应做典型设计.规定构件及接头的几何形式。试验量较多时(如需要选行附加试验或参照7.5复试),充诈制备附加试件(或尺寸史长的试件)。产品标随或规范要求时,板材试件应做轧制方标记。6.2.1板对接焊缝试件
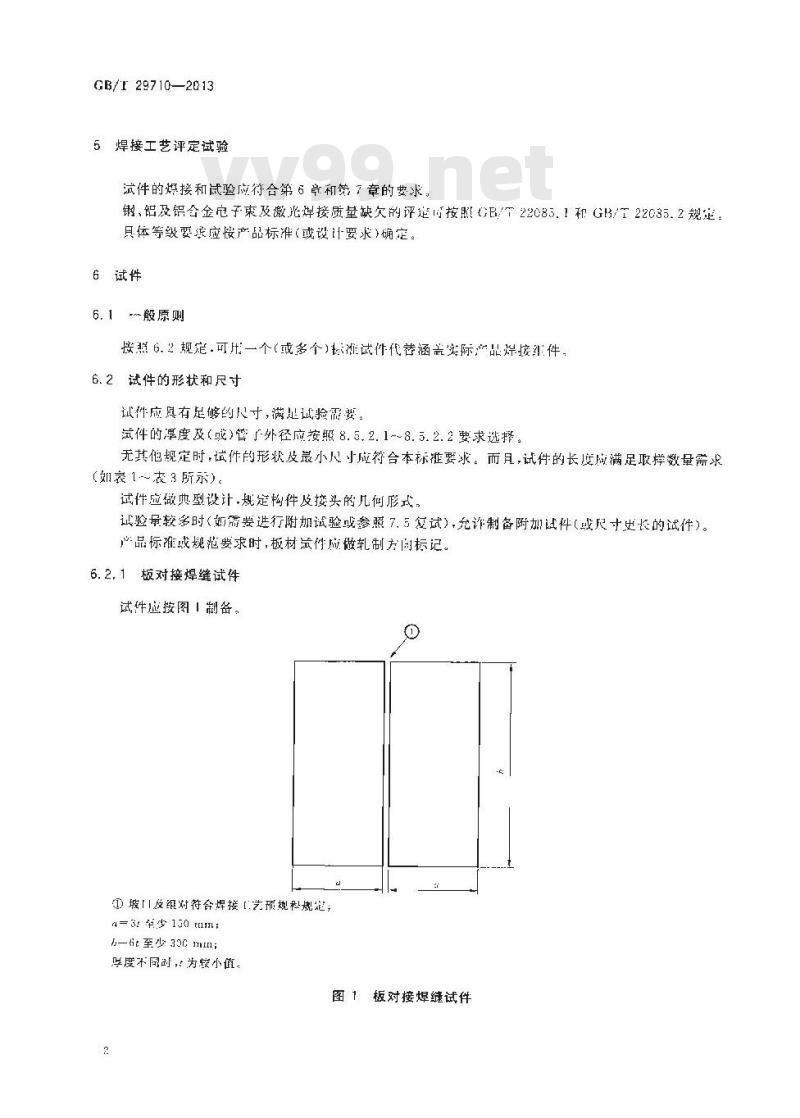
试件应按图「制备。
①玻「及组对符合焊接【艺预规科规定,4=3年少130 tmm
h-it至少33cmm;
孕度不同时,为较小值。
图1板对接焊缝试件
6.2,2管对接焊缝试件
试件应按图2a)或图2b)制备,使用小直径管时。叫能需要若干试件,GB/T 29710-—2013
直径 L) 在 150 m 以[: 且大于 20. 的管子,其焊按T艺评定可在板对接焊继试件上进行。 试验应考焊缝的搭接和功率衰减的部,6. 2.2. 1管子径向对接焊缝试件、参见图 2 a)6.2.2.2管子(或管板)轴向对接焊缝试件[参见图 2 1)_歧一及绿对符合焊接工规表规定;α3至少15mm+
D为管」外栏:
路变不而时,为较小值。
a)管子径向对接焊缝试件
(1))坡口组对符台烁接工艺预规程规定;-一板或誉子的最小尺寸+
一笋子外径:
uD/ 5t,至少 D F150 mm。
板原。
h)管子(或管板)轴向对焊缝试件图2管子及管板对接焊缝试件
6.2.3其他试件
T型接头试件
6. 2. 3. 1
试件如图3所示。
GB/T29710-2013
T尊接头可细分如下:
单面焊T型对接:
双面焊T型对接;
单面或双焊焊缝(小完个熔透):T型穿透焊缝
坡口及行对符会焊接「艺预规群规定;对于b)或
;至少5 I:
aa6t,至少1comm:
b30c mm;
和为厚度。
6.2.3.2搭接穿透焊缝试件
搭接穿透焊缝(双层)如图4所示刘 )形式:
u.t;牟少 b心 mmr
,年少103mn
图 3 T型接头试件
这种焊缝川以是全炽透缝,划川以是不完全焊透的焊缝,1坡山及组对符合焊接【艺规程规是;j +)+尘 13c ;
b300mn
和为原度。
注:该接头可能白三层(或更多层)板纸成图4:搭接穿透焊缝试件
6.3试件的焊接
GB/1 29710—2013
试件的制备及煤接应按照接1艺预规程,并在与实际焊接生产环境相逆的条件下迹行,定位焊缝最终熔入接头时,试件也应包含定位焊缝。试件的焊接及试验所在考宫或考试机构监督下进行,7试验及检验
7.1试验及检验范围
试验和检验包括无损检测和破坏性试验,具体要求参点表 1 ,表 2 和表 3。表 1B级焊缝的试验及检验
对接焊链
图1和图2
T完接头
搭接焊
试紧/价验补关
日视龄验
射线捡验
超卢检验
表耳裂纹检验
念相试验
硬度试验
懋向弯所
纵向弯山
横向拉单
视检验
表瓦裂纹检验
超声检验
硬度试验
金码浅验
其他试验
日视格验
金相战验
其地试验(如:硬度、
密封、剪切)
射线验(或超声波检验)均可。
试验/检监范围
至1个面
有要求时
要求时:
2个背弯和2个面弯
婴求时!
1个背弯和1个面弯
?~试样
1纪试样
有要求时
2个截面
有要求时
?个截有
有鉴求时
密逐检验或噬粉检验。对于非磁性材料,采用渗透检验。备证
板对接辉缝要求1个截;管子对接焊链(见图 6)要求3个面:舒个炽接位置((CB/T16672)各一个,这些截愈做观或微姚金相检验。
尺否做硬度试验,现母材利辉松件。当厚度人于 2℃. mm ,可用 4 个侧李代替 2 个有弯和 2 个背弯。异质接头性能不均时可用纵向弯曲代替横向弯由试验。不适用下图2的管叛对接焊链.
银据材料和厚度情况,可从焊缝《或热影响区)处截取一组(或多组)试样(图2b的对接焊缝验外)。母材有件要求(或产品标准有现定)时,才考虑做冲击试验。无验温度规是时,可仅考患室温闭性。具体韧性试验要求参见7.1.3。在使用填充材料-的情况下,应从灿缝的表尿和根部区域取附加的冲击试样。通过其他方法无法严定WPS时,应考态做附加[试验月来验证构件的力学性能。超声衰减(或材料原度的源丙)而使超卢波验验无法实施的情况除处。GB/T 29710—2013
对接焊
T型接头
器接焊骥
表 2C级焊缝的试验及检验
试验;检验种类
射线检验
超声检验
表定裂纹检验
金相验
硬度试险
极向李曲
模向拉
口说检验
表首裂纹价验
超声检验
度就验
金相试验
买他试验
疗规检验
金相试验
其他试验(如:硬度、
密、切)
射线检验(惑言微检验与可
试验:检验治附
至少个载沁
石要求时
在要求时:
2个背弯2个弯
有发表对:
1个背弯和丨个面弯
2个战样
行要求时
2个截而
要求时
2个截而
有要求时
渗透检验或磁粉捡骏。对于非噬性过料,采用渗透验验。备
板对接好然要求1个截血;管子对接焊整(见图)要求3个成面;你个标准位置(见(I3/T16G72)各一个,这些截面做空观或微观金相检验。
,是否做硬度试验,母材和材条件:当厚度大于20 ㎡m 时,[川1个侧弯代件2个面弯和2个背驾:异质接头性能不均幻时可乐纵所弯函代荠横向弯曲试验。不适川1图>的管板对按焊
:通过H他方法洗法评定WPS时应它虑做附加试验别求验证构牛的力学性能超声衰减(或材料厚渡的原肉)而使超南波检验无沾实施的背况除外表3D级焊缝的试验及检验
对焊整
图1科图2
T型铵头
试验/检验种类
可视龄验
射线验验
超声龄龄
表血裂纹检验
金相试验
日视检验
表山裂纹检验
超声格验
金相试验
试验/检验范册
至少1个截山
有墨求时
有要求时
1个载面
搭接焊擎
试验/捡验种类
可检验
企相战验
表3(续)
试验/捡范围
学1个载
GB/T 29710—2013
板对接焊经求1个截而;管子对接焊然(见医6)整求3个截I而;每个标准位置<孔GH/T16672)各一个:这些越面微宏现或微观金相检验,
7.2试样的位置及截取
试样的截取成按照图5~图8要求
在搭接部位,应从如下位置截取两个金相试举:《一个取目搭接部位:
-个敢自秉流裹诚的煤缝区域,
如果出丁束流装减前搭接部位太小,无法截取两个试样时,则仪在束流衰减焊缝区载取一个试样。在期范有要求时,也可从该部位载取其他试样。试样成在无损输验的合格部位内藏取。允许避开未超标的缺陷部位截取试样,参见7.3.2。?
说明:
一区域1一个拉伸试样;一个面弯和“个背孕或样或两个侧弯试样;2——区域2冲击和附加试样(有楚求时)3…--区域3·个拉伸试样;一个面弯科一个背夸试样或两个侧弯试样;区或1金和试样/硬度试样(有要求时);4
去除:t$25mm时,去除20mm4t>25mm时含少去除50mtl焊接方向,
板对接焊缝试样的位置
GB/T 29710—2013
说嘲,
区域1-个拉仲试样;一个瓦弯和一个背弯样或两个侧弯减样\;2
区城2冲击和附加试样(有要求)区域3一个挖仲样:一个而弯到一个背变试样或两个侧孕试样:文域1金相试样硬证试样(有要求时):x域。一个金试样:
支域6一个金相试样:
开始搭接的部位;
来流功率开始衰减的部台:
求流功率结衰减的部位
指1、2、3、1区应避开RF和EF区裁,而民全位置焊接时,每个标准焊接位置应做附加金相检验,图6管子对接焊缝试样的位置
说明:
大除:+(或1.)325m时,大除23mm:(或.2:mm时,至少会除mm:金相试样/轰度试群(有双求时):共性试样:
接厅间。
a)单面《或双面焊>的T型接头对链焊缝或角爆缝(不完全熔透)说听:
去除:t(或)≤25m时,去除23mm(或)>元mm时,至少云除5mm金试样/硬度试样(行妥求时);3
其他试样;
焊接方所。
b)穿透焊缝
图7T型接头试样的位置
GB/T 29710—2013
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民北和国国家标准
GB/T29710--2013
电子束及激光焊接工艺评定试验方法Electron and laser beam wclding prucedure test method(IS0 15614-11:2002,Spccification and qualificarion of weldingproccdures for matcrials-Welding procedure test Part ll:Electronand laser bcam wclding,MOD)
2013-09-18 发布
中华人民共和国国家质量监督检验检疫总局中国国家标准化管理委员会
2014-06-01实施
规范性用文件
术语和定义
焊接工艺预规程(WPS)
5焊接1艺评定试验
6试件
试验及检验
8认可范固
焊接!艺评定报告·
附录A(资料性附录)
焊接T艺评定摄告格式(WPQR)
GB/F 29710--2013
本标雅按照B/1112009给的题则起片GB/T 29710-2013
本标准使用重新起荧法修改采用[S015611-11:29C2.金属材料焊接T艺释及评定焊接艺评
楚试验第1部分电了束及激光焊接》英文叛)。本标准与ISC136:4-11202的技术性差异及其原因如下:关丁规现范性引用文性,本标滩做了其右技术性差异的调整:以适应我国的技术条件,调整的情况集中反映在第2章\规范性引用文件\中,具体调整如下:,将TS01:611-11:2002中引用的图际标准和欧洲标准,用我国对成的标准代替::增加号用了JB/T6061--2007租JB/T062-2C07(见第7章)。本标推还作了下列编辑性改:
删除了国际标准的前;
对附录A中的“焊接工艺评定报告\的格式和内容做「部分调整,本标摊南全国焊接标准化技术委是会(SAC/TC55)提Hi并们IF本标推起常单位:冷尔滨焊接研究所、哈尔滨焊接技术培训中心、上海市等种设备监督检验投术研究院:
本标准干要起草人:朴东光、十克精、颐福明、苏金花、王旭发、杯。1范园
电子束及激光焊接工艺评定试验方法本标游规定丫电子束及微光焊接工艺评定试验方法。本标准适片于各类金属材料的电子束焊接和激光焊接。2规范性引用文件
GB/T 29710—2013
下列文件对丁本文件的应用是必不可少的。凡是注日期的引用文件,仪注日期的版木适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件,GB/T 2651—2008
GR/T 26532008
GB/I3323
GI3/T 5185—2005
焊接接头拉伸试验方法(ISO4136:2001,JDT)焊接接头弯曲试验方法(IS05173:2C00,IL)T)金属熔化焊焊接接头射线照相
焊接&相关艺法代号(ISO4063:1998.IDT)GB/T1134继无损检测超后检测技术,检测等级和评估(GB/T11345--2013.IS()17640:2010.M0D)
G3/T 16672 --1996
GB/T 10866 -2605
焊缝\作位置倾角和转角的定义(IS)947:1S93.IDT)焊接T.艺规程及评定的一般原则(ISO)15607:2003.IDT)GB/T 19867.3—2C08
G3/T 19867.4 2008
GB/T 22085. 1
1:1996,IDT)
GR/T22085.2-2008
(ISO139192:2001,IDT)
电子束焊接工艺规程(IS0)1560S-3:2004.IDT)激光焊接王艺规程(JISO【860H-4:2004IDT)电了束及激光焊接接头缺欠质量分级指南第1部分:钢(ISU13S19-电于束及激光焊接接义缺欠质量分级指南第2部分:铝及铝合金GH/126955-2011金属材料焊缝破环性试验焊缝宏观和微观检验(ISO17639:2003,MOD)JB/T60512007无损检测焊缝磁粉检测2007无损检测焊缝渗透检测
JB/T 6062
[SU22826:2005会属材料焊缝的破坏性试验激光和电子京焊接接头的硬度试验(Vickers和Knoop 硬度it验)(Destructive tes:s on weles in mctallic materiais Hardress lesling nf narr:w jcintswelcied by lesrr and electron beam (Vickers 2nd Knoo: hardness tesis))3术语和定义
G13/T19866.GB/T19867.3和GB/T19867.4界定的术讲和定义适用+本文件,4焊接工艺预规程(pWPS)
电子束焊按T.艺预规程应参照C:B/T19867.3编制,激光焊接工艺预规程应参照GB/T15867.4编制。这些参数应规笼代许范围。1
GB/T 29710—2013
5焊接工艺评定试验
试件的短接和试验应符合第6章和策了章的要求,钢、铝及铝合金子束及激光焊接质量缺欠的评定可按照B/T22C85.1和GB/T22C35.2规定。只体等级要求应接产品标准(或设计要求)确定。6试件Vv99.net
6.1般原则
接照6.2规定.可用一个(或多个)标谁试件代替涵盖实际产品焊接纠件,6.2试件的形状和尺寸
试件应具有足够约尺寸,满是试验需要。试件的厚度及(或)管了外径应按照8.5.2.1-~8.5.2.2要求选择。无其他规定时,试件的形状及最小尺寸应符合本标推要求。而且,试件的长度成满足取数量需求(如衰 1 ~表 3 所示)。
试件应做典型设计.规定构件及接头的几何形式。试验量较多时(如需要选行附加试验或参照7.5复试),充诈制备附加试件(或尺寸史长的试件)。产品标随或规范要求时,板材试件应做轧制方标记。6.2.1板对接焊缝试件
试件应按图「制备。
①玻「及组对符合焊接【艺预规科规定,4=3年少130 tmm
h-it至少33cmm;
孕度不同时,为较小值。
图1板对接焊缝试件
6.2,2管对接焊缝试件
试件应按图2a)或图2b)制备,使用小直径管时。叫能需要若干试件,GB/T 29710-—2013
直径 L) 在 150 m 以[: 且大于 20. 的管子,其焊按T艺评定可在板对接焊继试件上进行。 试验应考焊缝的搭接和功率衰减的部,6. 2.2. 1管子径向对接焊缝试件、参见图 2 a)6.2.2.2管子(或管板)轴向对接焊缝试件[参见图 2 1)_歧一及绿对符合焊接工规表规定;α3至少15mm+
D为管」外栏:
路变不而时,为较小值。
a)管子径向对接焊缝试件
(1))坡口组对符台烁接工艺预规程规定;-一板或誉子的最小尺寸+
一笋子外径:
uD/ 5t,至少 D F150 mm。
板原。
h)管子(或管板)轴向对焊缝试件图2管子及管板对接焊缝试件
6.2.3其他试件
T型接头试件
6. 2. 3. 1
试件如图3所示。
GB/T29710-2013
T尊接头可细分如下:
单面焊T型对接:
双面焊T型对接;
单面或双焊焊缝(小完个熔透):T型穿透焊缝
坡口及行对符会焊接「艺预规群规定;对于b)或
;至少5 I:
aa6t,至少1comm:
b30c mm;
和为厚度。
6.2.3.2搭接穿透焊缝试件
搭接穿透焊缝(双层)如图4所示刘 )形式:
u.t;牟少 b心 mmr
,年少103mn
图 3 T型接头试件
这种焊缝川以是全炽透缝,划川以是不完全焊透的焊缝,1坡山及组对符合焊接【艺规程规是;j +)+尘 13c ;
b300mn
和为原度。
注:该接头可能白三层(或更多层)板纸成图4:搭接穿透焊缝试件
6.3试件的焊接
GB/1 29710—2013
试件的制备及煤接应按照接1艺预规程,并在与实际焊接生产环境相逆的条件下迹行,定位焊缝最终熔入接头时,试件也应包含定位焊缝。试件的焊接及试验所在考宫或考试机构监督下进行,7试验及检验
7.1试验及检验范围
试验和检验包括无损检测和破坏性试验,具体要求参点表 1 ,表 2 和表 3。表 1B级焊缝的试验及检验
对接焊链
图1和图2
T完接头
搭接焊
试紧/价验补关
日视龄验
射线捡验
超卢检验
表耳裂纹检验
念相试验
硬度试验
懋向弯所
纵向弯山
横向拉单
视检验
表瓦裂纹检验
超声检验
硬度试验
金码浅验
其他试验
日视格验
金相战验
其地试验(如:硬度、
密封、剪切)
射线验(或超声波检验)均可。
试验/检监范围
至1个面
有要求时
要求时:
2个背弯和2个面弯
婴求时!
1个背弯和1个面弯
?~试样
1纪试样
有要求时
2个截面
有要求时
?个截有
有鉴求时
密逐检验或噬粉检验。对于非磁性材料,采用渗透检验。备证
板对接辉缝要求1个截;管子对接焊链(见图 6)要求3个面:舒个炽接位置((CB/T16672)各一个,这些截愈做观或微姚金相检验。
尺否做硬度试验,现母材利辉松件。当厚度人于 2℃. mm ,可用 4 个侧李代替 2 个有弯和 2 个背弯。异质接头性能不均时可用纵向弯曲代替横向弯由试验。不适用下图2的管叛对接焊链.
银据材料和厚度情况,可从焊缝《或热影响区)处截取一组(或多组)试样(图2b的对接焊缝验外)。母材有件要求(或产品标准有现定)时,才考虑做冲击试验。无验温度规是时,可仅考患室温闭性。具体韧性试验要求参见7.1.3。在使用填充材料-的情况下,应从灿缝的表尿和根部区域取附加的冲击试样。通过其他方法无法严定WPS时,应考态做附加[试验月来验证构件的力学性能。超声衰减(或材料原度的源丙)而使超卢波验验无法实施的情况除处。GB/T 29710—2013
对接焊
T型接头
器接焊骥
表 2C级焊缝的试验及检验
试验;检验种类
射线检验
超声检验
表定裂纹检验
金相验
硬度试险
极向李曲
模向拉
口说检验
表首裂纹价验
超声检验
度就验
金相试验
买他试验
疗规检验
金相试验
其他试验(如:硬度、
密、切)
射线检验(惑言微检验与可
试验:检验治附
至少个载沁
石要求时
在要求时:
2个背弯2个弯
有发表对:
1个背弯和丨个面弯
2个战样
行要求时
2个截而
要求时
2个截而
有要求时
渗透检验或磁粉捡骏。对于非噬性过料,采用渗透验验。备
板对接好然要求1个截血;管子对接焊整(见图)要求3个成面;你个标准位置(见(I3/T16G72)各一个,这些截面做空观或微观金相检验。
,是否做硬度试验,母材和材条件:当厚度大于20 ㎡m 时,[川1个侧弯代件2个面弯和2个背驾:异质接头性能不均幻时可乐纵所弯函代荠横向弯曲试验。不适川1图>的管板对按焊
:通过H他方法洗法评定WPS时应它虑做附加试验别求验证构牛的力学性能超声衰减(或材料厚渡的原肉)而使超南波检验无沾实施的背况除外表3D级焊缝的试验及检验
对焊整
图1科图2
T型铵头
试验/检验种类
可视龄验
射线验验
超声龄龄
表血裂纹检验
金相试验
日视检验
表山裂纹检验
超声格验
金相试验
试验/检验范册
至少1个截山
有墨求时
有要求时
1个载面
搭接焊擎
试验/捡验种类
可检验
企相战验
表3(续)
试验/捡范围
学1个载
GB/T 29710—2013
板对接焊经求1个截而;管子对接焊然(见医6)整求3个截I而;每个标准位置<孔GH/T16672)各一个:这些越面微宏现或微观金相检验,
7.2试样的位置及截取
试样的截取成按照图5~图8要求
在搭接部位,应从如下位置截取两个金相试举:《一个取目搭接部位:
-个敢自秉流裹诚的煤缝区域,
如果出丁束流装减前搭接部位太小,无法截取两个试样时,则仪在束流衰减焊缝区载取一个试样。在期范有要求时,也可从该部位载取其他试样。试样成在无损输验的合格部位内藏取。允许避开未超标的缺陷部位截取试样,参见7.3.2。?
说明:
一区域1一个拉伸试样;一个面弯和“个背孕或样或两个侧弯试样;2——区域2冲击和附加试样(有楚求时)3…--区域3·个拉伸试样;一个面弯科一个背夸试样或两个侧弯试样;区或1金和试样/硬度试样(有要求时);4
去除:t$25mm时,去除20mm4t>25mm时含少去除50mtl焊接方向,
板对接焊缝试样的位置
GB/T 29710—2013
说嘲,
区域1-个拉仲试样;一个瓦弯和一个背弯样或两个侧弯减样\;2
区城2冲击和附加试样(有要求)区域3一个挖仲样:一个而弯到一个背变试样或两个侧孕试样:文域1金相试样硬证试样(有要求时):x域。一个金试样:
支域6一个金相试样:
开始搭接的部位;
来流功率开始衰减的部台:
求流功率结衰减的部位
指1、2、3、1区应避开RF和EF区裁,而民全位置焊接时,每个标准焊接位置应做附加金相检验,图6管子对接焊缝试样的位置
说明:
大除:+(或1.)325m时,大除23mm:(或.2:mm时,至少会除mm:金相试样/轰度试群(有双求时):共性试样:
接厅间。
a)单面《或双面焊>的T型接头对链焊缝或角爆缝(不完全熔透)说听:
去除:t(或)≤25m时,去除23mm(或)>元mm时,至少云除5mm金试样/硬度试样(行妥求时);3
其他试样;
焊接方所。
b)穿透焊缝
图7T型接头试样的位置
GB/T 29710—2013
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。