GB 3934-1983
基本信息
标准号: GB 3934-1983
中文名称:普通螺纹量规
标准类别:国家标准(GB)
英文名称:Gauges for general purpose screw threads
标准状态:已作废
发布日期:1983-11-09
实施日期:1984-08-01
作废日期:2004-06-01
下载格式:pdf zip

标准分类号
中标分类号:机械>>工艺装备>>J42量具与量仪
出版信息
页数:16页
标准价格:17.0
相关单位信息
起草人:邱德裕、童永华、刘远模、杨化成、孙振国、王文华
起草单位:机械工业部成都工具研究所
提出单位:中华人民共和国机械工业部
发布部门:国家标准局
标准简介
本标准适用于检验GB196—81《普通螺纹基本尺寸》和GB197—81《普通螺纹公差与配合》用的螺纹量规。根据使用性能分为工作螺纹量规、验收螺纹量规和校对螺纹量规。
标准图片预览

标准内容
中华人民共和国国家标准
普通螺纹量规
Gaages for general purpose screw threadsUDC 621.758.3:621
.882.082
GB 393488
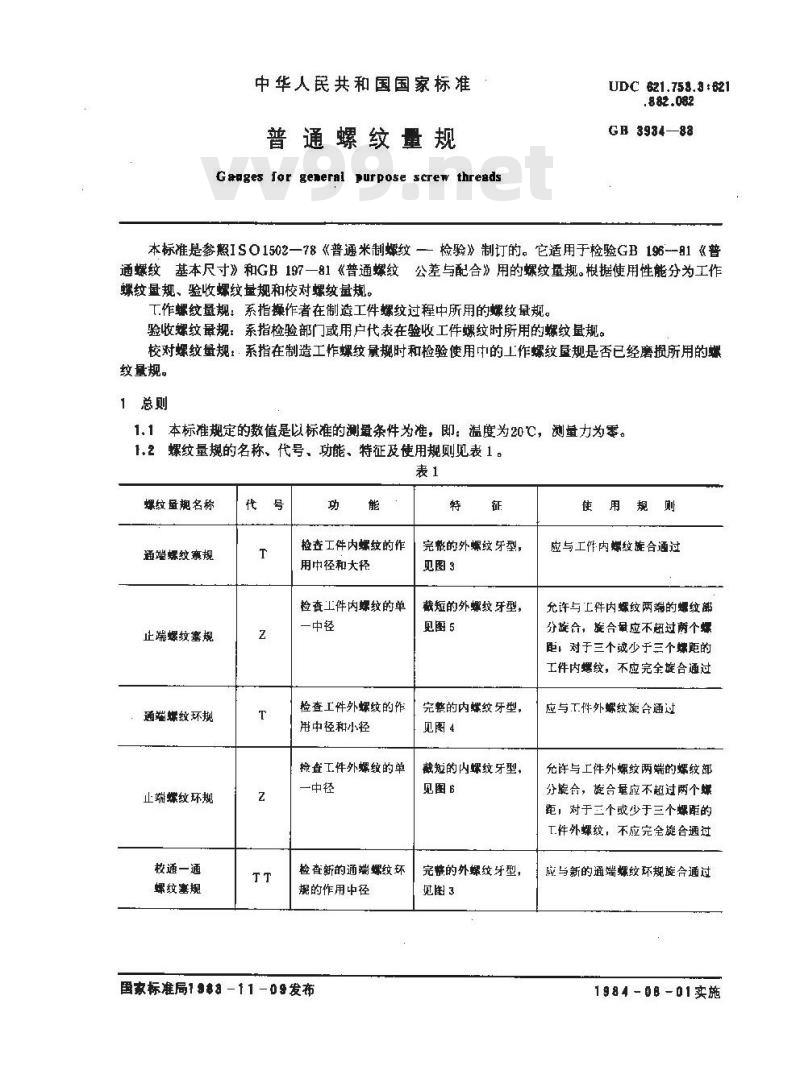
本标准是参照ISO1502—78《普通米制螺纹——检验》制订的。它适用于检验GB196--81《普通螺纹基本尺寸》和GB197一81《普通螺纹公差与配合》用的螺纹量规。根据使用性能分为工作螺纹量规、验收螺纹量规和校对螺纹量规。工.作螺纹量规:系指操作者在制造工件螺纹过程中所用的螺纹量规。验收螺纹量规:系指检验部门或用户代表在验收工件螺纹时所用的螺纹量规。校对螺纹量规:系指在制造工作螺纹量规时和检验使用中的上作螺纹规是否已经磨摄所用的螺纹量规。
1总则
1.1本标准规定的数值是以标准的测量条件为准,即:温度为20℃,测量力为零。1.2螺纹量规的名称、代号、功能、特征及使用规则见表1.。表1
螺纹蛋规名称
通端螺纹规
止端螺纹塞规
頭端蝶纹环规
止端蝶纹环规
校通一通
螺纹塞规
检查工件内螺纹的作
用中径和大径
检查工件内螺纹的单
一中径
检查工件外螺纹的作
用中径和小径
检查工件外螺纹的单
一中径
检查新的通端螺纹环
规的作用中径
国家标准局19毫8-11-09发布
完整的外螺纹牙型,
见图3
截裁短的外螺纹牙型,
见图5
完整的内螺纹牙型,
见图4
裁短的内螺纹牙型,
见图6
完整的外螺纹牙型,
见图3
使用规则
应与工件内螺纹旋合通过
允许与工件内螺纹两端的螺纹部分旋合,旋合最应不超过两个螺距对于三个或少于三个蝶距的
工件内螺纹,不应完全旋合通过应与T件外螺纹旋合通过
允许与工件外螺纹两端的螺纹部分旋合,旋合量应不超过两个螺,对于三个或少于三个螺距的
T.件外螺纹,不应完全旋合通过应与新的通端螺纹环规旋合通过1984-08-01实施
螺纹量规名称
校通止
螺纹塞规
校通一摄
螺纹塞规
校止一通
螺纹塞规
校止一止
螺纹塞规
校止一损
螺纹塞规
GB 3984--83
续表1
检查新的通端螺较环
规的单一中径
检查使用中通潴螺纹
环规的单一中径
检查新的止端螺纹环
规的单一中径
检查新的止端螺纹环
规的单巾径
检查使用中止端螺纹
环规的单一中径
龈短的外螺纹牙型,
见图5
散短的外螺纹牙型,
见图5
完整的外螺纹牙型,
见图3
完的外螺纹牙型,
见图3
完整的外螺纹牙型,
见图3
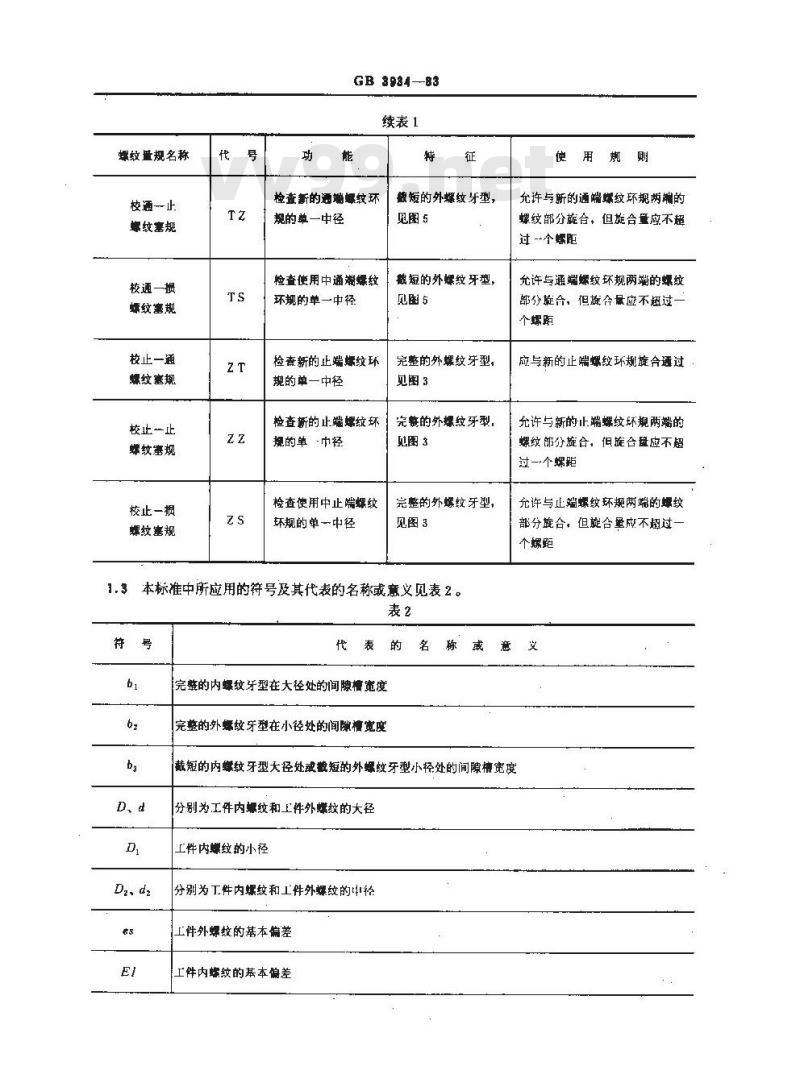
本标准中所应用的符号及其代表的名称或意义见表2。1.3
Dz、d2
完整的内螺纹牙型在大径处的间隙槽觉度完整的外螺纹牙型在小径处的间隙槽宽度或
使用规则
允许与新的通端蛛纹环规两蹦的螺纹部分旋合,但旋合量应不超过一-个螺距
允许与通端螺纹环规两端的螺纹部分旋合,但族合最应不超过一个螺距
应与新的止端螺纹环规旋合还过允许与新的止端螺纹环规两端的螺纹部分旋合,但旋合盘应不超过一个螺距
允许与止端螺纹环规两端的螺纹部分旋合,但旋合量应不超过一个螺距
截短的内蝶纹牙型大径处或数短的外螺纹牙型小径处的间隙糖宽度分别为工件内螺纹和上件外螺纹的大径工件内螺纹的小径
分别为工件内螺纹和工件外螺纹的中径工件外螺纹的基本偏差
工件内炼纹的基本偏差
GB 8934—83
续表2
代裹的名称或意义
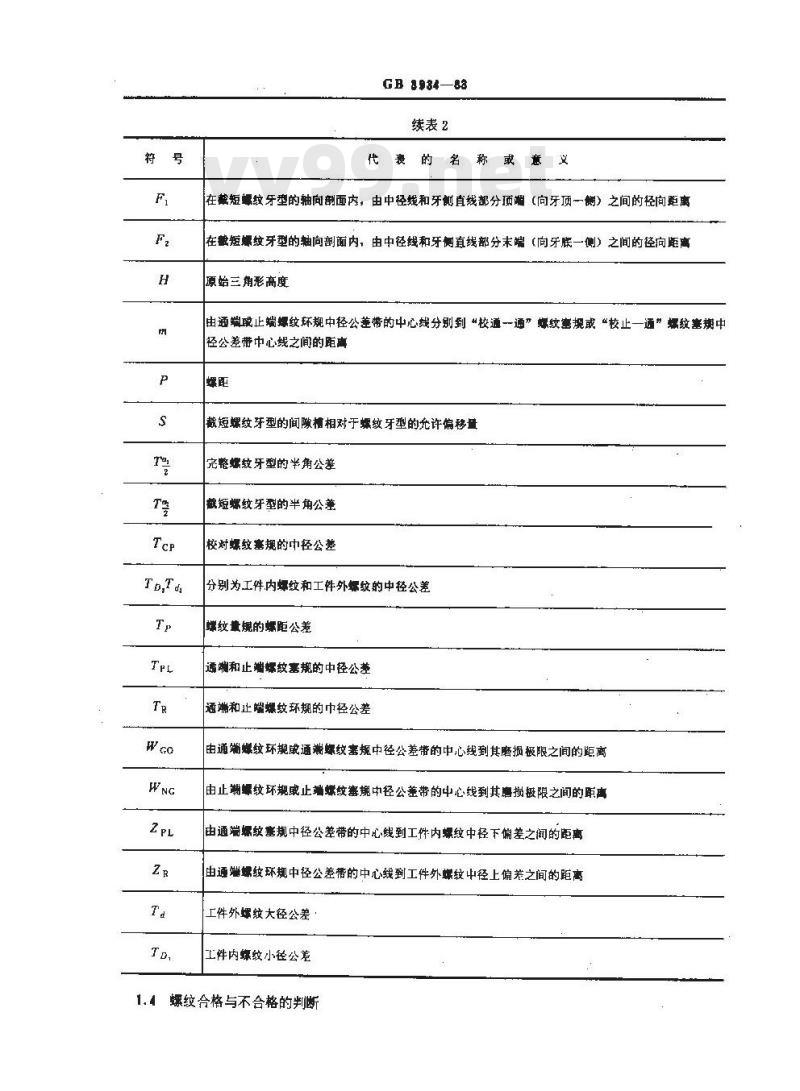
在截短螺纹牙型的轴向剖面内,由中径线和牙侧真线部分顶渊(向牙项一翻)之间的径向距离在截短螺纹牙型的轴向剖面内,由中径线和牙侧直线部分末喘(向牙底一侧)之间的径向距离原始三角形高度
由通端既止端爆纹环规中径公差带的中心线分别到“校通一通”螺纹塞规或“校止一通”螺纹塞规中径公差带中心线之间的距离
截短螺纹牙型的间隙植相对于螺纹牙型的允许偏移量完整蝶纹牙型的半角公差
截短螺纹牙型的半角公善
校对螺纹塞规的中径公差
分别为工件内螺纹和工件外螺纹的中径公差螺纹量规的螺距公差
通蹦和止端螺纹塞规的中径公差通端和止端螺纹环规的中径公差由通蹦螺纹环规或通渊螺纹塞规中径公差带的中心线到其磨损极限之间的距离由止拥螺纹环规或止端螺纹塞规中径公差带的中心线到其唐损极限之间的距高由通端螺纹塞规中径公差带的中心线到工件内螺纹中径下偏差之间的距离由通端螺纹环规中径公差带的中心线到工件外螺纹中径上偏差之间的距离工件外螺纹大径公差
工件内螺纹小径公差
螺纹合格与不合格的判断
GB 3934 --83
一个外螺纹,在用本标准的通端螺纹环规和止端螺纹环规检验时符合表1中相应的使用规则,并用本标准附录A的通端光滑环规(或卡规)和止端光滑卡规(或环规)检验时符合表A1中相应的使用规则,则判定外螺纹为合格。一个内螺纹,在用本标准的道端螺纹塞规和止端螺纹塞规捡验时符合表1中相应的使用规则,并用本标准附录A的通端光滑塞规和止端光滑塞规检验时符合表A1中相应的使用规则,则判定内螺纹为合格。
1.5为了减少检验中发生争议,操作者在制造工件螺纹过程中,应使用新的或者磨损较少的通端螺纹量规和磨损较多或者接近磨损极限的止端螺纹量规。对于检验部门或者用户代表在验收工件螺纹时应使用磨损较多或者接近磨损极限的通端螺纹量规和新的或者磨损较少的止端螺纹最规。1.6当检验中发生争议时,若判断工件螺纹为合格的螺纹量规是符合本标准规定的,则该工件螺纹应作为合格处理。
2公差
2.1检验工件外螺纹用的螺纹环规和螺纹环规用的校对爆纹塞规中径公差带图见图1随晰螺效环规
中径磨损极限
工件外螺纹
中径上偏差
工件外螺效
中径下愉差
止端螺纹环规
中径磨损限
图1检验工件外螺纹用的螺纹环规和螺纹环规用的校对螺纹塞规中径公差带图
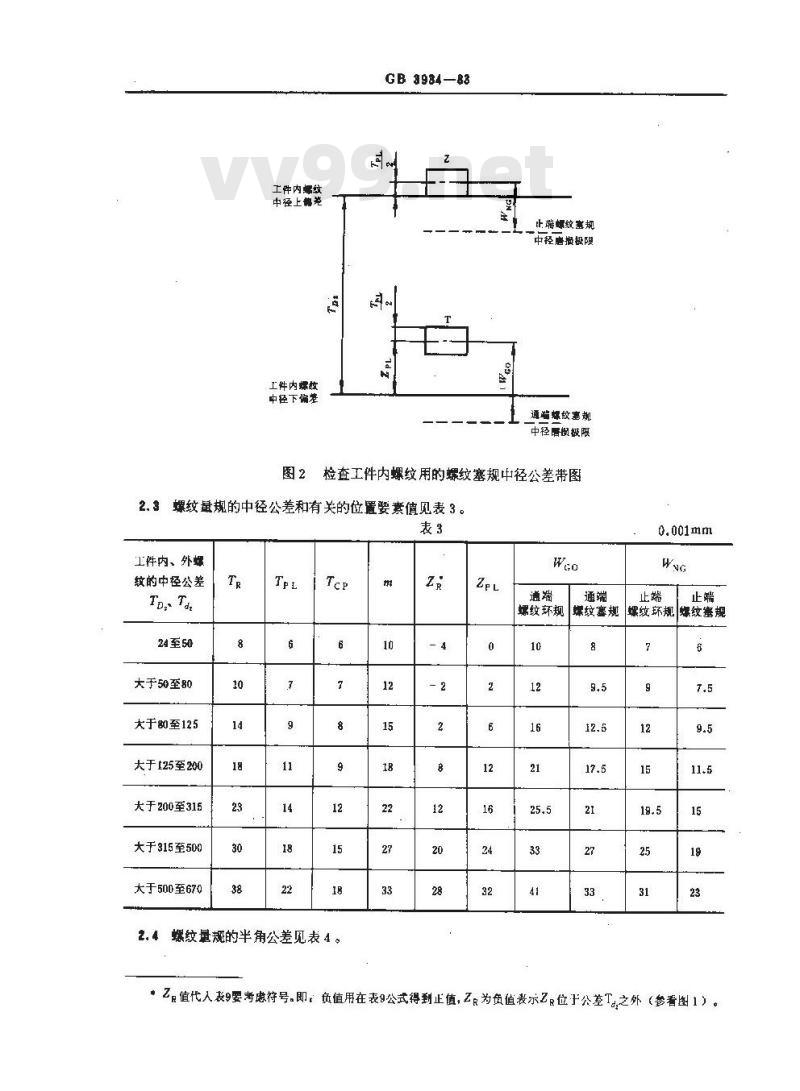
2.2检验I.件内螺纹用的螺纹塞规径公差带图见图2。工件内螺纹
中径上静范
工件内螺蚊
中径下偏差
GB 3934—83
正端螺纹塞规
中径唐报极限
通端螺纹塞规
中径雷似被限
捡查工件内螺纹用的螺纹塞规中径公差带图2.3螺纹最规的中径公差和有关的位置要素值见表3。表3
工件内、外蜂
纹的中径公差
24至50
大于50至80
大于8至125
大于125至200
大于200至315
大于315至500
大于500至670
2.4螺纹量规的半角公差见表4。10
螺纹环规
螺纹塞规
螺纹环规螺纹塞规
,Z值代人表9婴考虑符号。即,负值用在表9公式得到正值,Z为负值表示ZR位于公差T,之外(参看图1)。螺距
完髪螺纹牙型
的半角公差
截短螺纹牙型
的半角公差
GB 8934—88
0.20.250.30.350.40.450.50.60.70.750.860
48 40 35
注,①螺纹牙型半角的实际偏差可以是正的或负的。21
1.251.51.75
②牙型面有效长度内的直线度误差应不超过螺纹牙型半角公差所限制的范围。但其最大值对于公称直径小于和等于100mm的应不大于2μm,对于公称直径大于100mm的应不大于3μm。2.5螺纹量规的螺距公差见表5。表5
螺纹规螺纹部分长度
螺距公差Tp
小于或等于14
大于14至32
大于32至50
注:螺距公差Tp适用于螺纹盘规螺纹长度内任意牙数,实际偏差可以是正的或负的。mm
大于50至80
2.6螺纹环规的验收应以校对螺纹塞规为准。有争议时按1.6条处理。如果制造者和用户双方一致同意采用其他的测量方法,则螺纹环规的中径尺寸和表4、表5中的公差是有效的。3螺纹最规的螺较牙型
3.1完整的螺纹牙型见图3和图4。图3的螺纹牙型用于,
a.通端螺纹塞规;
“校通一通”螺纹塞规;
“校止一通”螺纹塞规;
。“校止一止”螺纹塞规;
e。“校止一撤”螺纹塞规。
图4的螺纹牙型用于通端螺纹环规。本标准对间隙棉和牙底的形状不作规定,图3和图4中有关要素的数值见表6。3.2截短的螺纹牙型见图5和图6。图 5 的螺纹牙型用于
止端螺纹塞规,
*校通一止”螺纹塞规
“校通一损”螺纹塞规。
图6的螺纹牙型用于止端螺纹环规。GB 398483
用下螺距户
用于所有爆距
W成大图
用于所有螺距
x 敏大图
用于所有螺距
本标准对间隙槽和牙底的形状不作规定,图5和图6中有关要素的数值见表6和表7。 放大图
用于爆距P大于1mm
用于螺距P小于和等于
槽探于小径
GB 3934—83
用于所有幅距
最*=0. 072 P_
Z大图
用于螺距P小于和等于1 mm
间隙檀深于大径小
r2最=0.144P
F, = 0.1P
GB 3934-83
基本尺4
止端螺这环规推荐用,连接
3.3间隙槽相对于螺纹牙型允许有一个偏移量S,见图7和表8。当实际偏移量S小于允许的偏移量S时,则:的差可以增大,其增大值等于允许偏移量S与实际偏移量S’之差的两倍。螺距P
偏移最S
GB 3934--83
间障情的中心践:
4计算螺纹量规大径、中径、小径的公式见表9。螺纹牙型的中心线
盈规名称
螺纹案察规
螺纹塞规
螺纹环规
校通通
螺纹塞规
校通一止
螺纹塞规
D+EI+ZpL
D.+EI+To,+
>d+es +TpL
具有间隙槽好最圆
d2 +es -Zr
D,+EI+ZpL
D2+EI+TD,+
de +es -ZR*
dz +es - Zh -m
[d2 +es -Zr +
偏,差
有间隙或圆弧
ADI+EI
具有间随槽b或圆弧
D, +es
具有间槽2或圆弧
具有间隙糟奶或圆頭
*如果螺纹牙型的大径部分是尖的,则可以稍稍削平,在这种情况下,大径尺寸允许小于该下偏差。*见2.6条。
盘规名称
校通—损
螺纹塞规
螺纹环规
校止一通
螺蚊塞规
校止一止
螺纹塞规
校止一损
螺纹塞规
5技术要求
dg +es-Zn+WGo
>d +es +TpL
其有间随情或腿强
d+es -Ta
TR+WnG
GB $934--83
续表9
d+es-ZR +WGo
d, +e's -To.
de +es -Td.
d +es -Td
具有间隙情b,或圆双
d +es -?
具有间隙槽如或网
具有间隙槽b2或囤死
具有间隙槽62或圆蒸
5.1 螺纹量规的测量面不应有锈迹、毛刺、黑斑、划痕等明显影响外观和影响使用质量的缺陷,其他表面不应有锈蚀和裂纹。
5.2螺纹塞规的测头与手柄的联结应牢固可靠,在使用过程中不应松动脱落,5,螺纹量规可用合金工具钢、碳素工具钢等其他耐磨材料制造。5.4钢制螺纹量规测量面的硬度应为HRC58~B5;对于公称直径等于和小于3毫米的螺纹塞规为HR C53 - 60.
5.5螺纹量规的表面光洁度按GB 1031一68《表面光洁度》应不低于:牙侧表面
通端螺纹塞规和校对螺纹塞规大径以及通端螺纹环规小径止端螺纹塞规大径和止端螺纹环规小径:5.6螺纹量规应经过稳定性处理。6标志与包装
螺纹量规上和产品包装盒上应标志:.1
。制造厂厂名或商标
b.·螺纹代号和I中径公差带代号按GB197—81螺纹鼠规的代号;
d、出厂年号(产品包装盒上可不标志)。对于公称直径小于14毫米的螺纹塞规,上述内容可以标志在手柄上,当单独供应时,应附有上述内容的标牌。
6.2螺纹量规在包装前应经防锈处理,并妥善包装。6.3螺纹量规经过检定证明符合本标准规定的,应附有产品合格证。GB 3934--83
附录A
检验工件螺纹用的光滑极限量规(补充件)
本附录规定了检验外螺纹大径和内螺纹小径用的光滑极限量规。A,1光滑极限量规的名称,代号、功能、特征及其使用规则见表A1。表A1
#规名称
通端光滑塞规
止糖光滑糖规
通端光滑环规成卡规
止端光滑卡规或环规
A,2光滑极限量规的尺寸公差
检查内螺鼓小径
检查内螺纹小径
检查外螺纹大径
检查外螺纹大径
外圆柱面
外圆柱面
内圆柱面或平行的两
个平面
平行的两个平面或内vv99.net
属柱面
A,2.1检验外螺纹大径用的光滑极限量规尺寸公差带图见图A1外螺蚊大径
上前差
外螺蚊大径
下偏举
图A1捡验外爆纹大径用的光滑极限量规尺寸公差带图图中:
Ta——外螺纹的大径公差
H——光滑环规或卡规的尺中公差,Hp—检验光滑环规或卡规用的校对显规尺寸公差Z,
T,Z TT ZT-
使用规则
应通过内螺纹小径
可以进人内螺纹小径
的两端,但进人量不
应超过一个螺距
应通过外螺纹大径
不应通过外螺纹大径
一由通端光滑环规或卡规的尺寸公差带中心线到工件外螺纹人径上偏差之间的距离,一分别表示量规名称的代号。
A.2,2检验内螺纹小径用的光滑极限量规尺寸公差带图见图 A 2 。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
普通螺纹量规
Gaages for general purpose screw threadsUDC 621.758.3:621
.882.082
GB 393488
本标准是参照ISO1502—78《普通米制螺纹——检验》制订的。它适用于检验GB196--81《普通螺纹基本尺寸》和GB197一81《普通螺纹公差与配合》用的螺纹量规。根据使用性能分为工作螺纹量规、验收螺纹量规和校对螺纹量规。工.作螺纹量规:系指操作者在制造工件螺纹过程中所用的螺纹量规。验收螺纹量规:系指检验部门或用户代表在验收工件螺纹时所用的螺纹量规。校对螺纹量规:系指在制造工作螺纹量规时和检验使用中的上作螺纹规是否已经磨摄所用的螺纹量规。
1总则
1.1本标准规定的数值是以标准的测量条件为准,即:温度为20℃,测量力为零。1.2螺纹量规的名称、代号、功能、特征及使用规则见表1.。表1
螺纹蛋规名称
通端螺纹规
止端螺纹塞规
頭端蝶纹环规
止端蝶纹环规
校通一通
螺纹塞规
检查工件内螺纹的作
用中径和大径
检查工件内螺纹的单
一中径
检查工件外螺纹的作
用中径和小径
检查工件外螺纹的单
一中径
检查新的通端螺纹环
规的作用中径
国家标准局19毫8-11-09发布
完整的外螺纹牙型,
见图3
截裁短的外螺纹牙型,
见图5
完整的内螺纹牙型,
见图4
裁短的内螺纹牙型,
见图6
完整的外螺纹牙型,
见图3
使用规则
应与工件内螺纹旋合通过
允许与工件内螺纹两端的螺纹部分旋合,旋合最应不超过两个螺距对于三个或少于三个蝶距的
工件内螺纹,不应完全旋合通过应与T件外螺纹旋合通过
允许与工件外螺纹两端的螺纹部分旋合,旋合量应不超过两个螺,对于三个或少于三个螺距的
T.件外螺纹,不应完全旋合通过应与新的通端螺纹环规旋合通过1984-08-01实施
螺纹量规名称
校通止
螺纹塞规
校通一摄
螺纹塞规
校止一通
螺纹塞规
校止一止
螺纹塞规
校止一损
螺纹塞规
GB 3984--83
续表1
检查新的通端螺较环
规的单一中径
检查使用中通潴螺纹
环规的单一中径
检查新的止端螺纹环
规的单一中径
检查新的止端螺纹环
规的单巾径
检查使用中止端螺纹
环规的单一中径
龈短的外螺纹牙型,
见图5
散短的外螺纹牙型,
见图5
完整的外螺纹牙型,
见图3
完的外螺纹牙型,
见图3
完整的外螺纹牙型,
见图3
本标准中所应用的符号及其代表的名称或意义见表2。1.3
Dz、d2
完整的内螺纹牙型在大径处的间隙槽觉度完整的外螺纹牙型在小径处的间隙槽宽度或
使用规则
允许与新的通端蛛纹环规两蹦的螺纹部分旋合,但旋合量应不超过一-个螺距
允许与通端螺纹环规两端的螺纹部分旋合,但族合最应不超过一个螺距
应与新的止端螺纹环规旋合还过允许与新的止端螺纹环规两端的螺纹部分旋合,但旋合盘应不超过一个螺距
允许与止端螺纹环规两端的螺纹部分旋合,但旋合量应不超过一个螺距
截短的内蝶纹牙型大径处或数短的外螺纹牙型小径处的间隙糖宽度分别为工件内螺纹和上件外螺纹的大径工件内螺纹的小径
分别为工件内螺纹和工件外螺纹的中径工件外螺纹的基本偏差
工件内炼纹的基本偏差
GB 8934—83
续表2
代裹的名称或意义
在截短螺纹牙型的轴向剖面内,由中径线和牙侧真线部分顶渊(向牙项一翻)之间的径向距离在截短螺纹牙型的轴向剖面内,由中径线和牙侧直线部分末喘(向牙底一侧)之间的径向距离原始三角形高度
由通端既止端爆纹环规中径公差带的中心线分别到“校通一通”螺纹塞规或“校止一通”螺纹塞规中径公差带中心线之间的距离
截短螺纹牙型的间隙植相对于螺纹牙型的允许偏移量完整蝶纹牙型的半角公差
截短螺纹牙型的半角公善
校对螺纹塞规的中径公差
分别为工件内螺纹和工件外螺纹的中径公差螺纹量规的螺距公差
通蹦和止端螺纹塞规的中径公差通端和止端螺纹环规的中径公差由通蹦螺纹环规或通渊螺纹塞规中径公差带的中心线到其磨损极限之间的距离由止拥螺纹环规或止端螺纹塞规中径公差带的中心线到其唐损极限之间的距高由通端螺纹塞规中径公差带的中心线到工件内螺纹中径下偏差之间的距离由通端螺纹环规中径公差带的中心线到工件外螺纹中径上偏差之间的距离工件外螺纹大径公差
工件内螺纹小径公差
螺纹合格与不合格的判断
GB 3934 --83
一个外螺纹,在用本标准的通端螺纹环规和止端螺纹环规检验时符合表1中相应的使用规则,并用本标准附录A的通端光滑环规(或卡规)和止端光滑卡规(或环规)检验时符合表A1中相应的使用规则,则判定外螺纹为合格。一个内螺纹,在用本标准的道端螺纹塞规和止端螺纹塞规捡验时符合表1中相应的使用规则,并用本标准附录A的通端光滑塞规和止端光滑塞规检验时符合表A1中相应的使用规则,则判定内螺纹为合格。
1.5为了减少检验中发生争议,操作者在制造工件螺纹过程中,应使用新的或者磨损较少的通端螺纹量规和磨损较多或者接近磨损极限的止端螺纹量规。对于检验部门或者用户代表在验收工件螺纹时应使用磨损较多或者接近磨损极限的通端螺纹量规和新的或者磨损较少的止端螺纹最规。1.6当检验中发生争议时,若判断工件螺纹为合格的螺纹量规是符合本标准规定的,则该工件螺纹应作为合格处理。
2公差
2.1检验工件外螺纹用的螺纹环规和螺纹环规用的校对爆纹塞规中径公差带图见图1随晰螺效环规
中径磨损极限
工件外螺纹
中径上偏差
工件外螺效
中径下愉差
止端螺纹环规
中径磨损限
图1检验工件外螺纹用的螺纹环规和螺纹环规用的校对螺纹塞规中径公差带图
2.2检验I.件内螺纹用的螺纹塞规径公差带图见图2。工件内螺纹
中径上静范
工件内螺蚊
中径下偏差
GB 3934—83
正端螺纹塞规
中径唐报极限
通端螺纹塞规
中径雷似被限
捡查工件内螺纹用的螺纹塞规中径公差带图2.3螺纹最规的中径公差和有关的位置要素值见表3。表3
工件内、外蜂
纹的中径公差
24至50
大于50至80
大于8至125
大于125至200
大于200至315
大于315至500
大于500至670
2.4螺纹量规的半角公差见表4。10
螺纹环规
螺纹塞规
螺纹环规螺纹塞规
,Z值代人表9婴考虑符号。即,负值用在表9公式得到正值,Z为负值表示ZR位于公差T,之外(参看图1)。螺距
完髪螺纹牙型
的半角公差
截短螺纹牙型
的半角公差
GB 8934—88
0.20.250.30.350.40.450.50.60.70.750.860
48 40 35
注,①螺纹牙型半角的实际偏差可以是正的或负的。21
1.251.51.75
②牙型面有效长度内的直线度误差应不超过螺纹牙型半角公差所限制的范围。但其最大值对于公称直径小于和等于100mm的应不大于2μm,对于公称直径大于100mm的应不大于3μm。2.5螺纹量规的螺距公差见表5。表5
螺纹规螺纹部分长度
螺距公差Tp
小于或等于14
大于14至32
大于32至50
注:螺距公差Tp适用于螺纹盘规螺纹长度内任意牙数,实际偏差可以是正的或负的。mm
大于50至80
2.6螺纹环规的验收应以校对螺纹塞规为准。有争议时按1.6条处理。如果制造者和用户双方一致同意采用其他的测量方法,则螺纹环规的中径尺寸和表4、表5中的公差是有效的。3螺纹最规的螺较牙型
3.1完整的螺纹牙型见图3和图4。图3的螺纹牙型用于,
a.通端螺纹塞规;
“校通一通”螺纹塞规;
“校止一通”螺纹塞规;
。“校止一止”螺纹塞规;
e。“校止一撤”螺纹塞规。
图4的螺纹牙型用于通端螺纹环规。本标准对间隙棉和牙底的形状不作规定,图3和图4中有关要素的数值见表6。3.2截短的螺纹牙型见图5和图6。图 5 的螺纹牙型用于
止端螺纹塞规,
*校通一止”螺纹塞规
“校通一损”螺纹塞规。
图6的螺纹牙型用于止端螺纹环规。GB 398483
用下螺距户
用于所有爆距
W成大图
用于所有螺距
x 敏大图
用于所有螺距
本标准对间隙槽和牙底的形状不作规定,图5和图6中有关要素的数值见表6和表7。 放大图
用于爆距P大于1mm
用于螺距P小于和等于
槽探于小径
GB 3934—83
用于所有幅距
最*=0. 072 P_
Z大图
用于螺距P小于和等于1 mm
间隙檀深于大径小
r2最=0.144P
F, = 0.1P
GB 3934-83
基本尺4
止端螺这环规推荐用,连接
3.3间隙槽相对于螺纹牙型允许有一个偏移量S,见图7和表8。当实际偏移量S小于允许的偏移量S时,则:的差可以增大,其增大值等于允许偏移量S与实际偏移量S’之差的两倍。螺距P
偏移最S
GB 3934--83
间障情的中心践:
4计算螺纹量规大径、中径、小径的公式见表9。螺纹牙型的中心线
盈规名称
螺纹案察规
螺纹塞规
螺纹环规
校通通
螺纹塞规
校通一止
螺纹塞规
D+EI+ZpL
D.+EI+To,+
>d+es +TpL
具有间隙槽好最圆
d2 +es -Zr
D,+EI+ZpL
D2+EI+TD,+
de +es -ZR*
dz +es - Zh -m
[d2 +es -Zr +
偏,差
ADI+EI
具有间随槽b或圆弧
D, +es
*如果螺纹牙型的大径部分是尖的,则可以稍稍削平,在这种情况下,大径尺寸允许小于该下偏差。*见2.6条。
盘规名称
校通—损
螺纹塞规
螺纹环规
校止一通
螺蚊塞规
校止一止
螺纹塞规
校止一损
螺纹塞规
5技术要求
dg +es-Zn+WGo
>d +es +TpL
其有间随情或腿强
d+es -Ta
TR+WnG
GB $934--83
续表9
d+es-ZR +WGo
d, +e's -To.
de +es -Td.
d +es -Td
d +es -?
5.1 螺纹量规的测量面不应有锈迹、毛刺、黑斑、划痕等明显影响外观和影响使用质量的缺陷,其他表面不应有锈蚀和裂纹。
5.2螺纹塞规的测头与手柄的联结应牢固可靠,在使用过程中不应松动脱落,5,螺纹量规可用合金工具钢、碳素工具钢等其他耐磨材料制造。5.4钢制螺纹量规测量面的硬度应为HRC58~B5;对于公称直径等于和小于3毫米的螺纹塞规为HR C53 - 60.
5.5螺纹量规的表面光洁度按GB 1031一68《表面光洁度》应不低于:牙侧表面
通端螺纹塞规和校对螺纹塞规大径以及通端螺纹环规小径止端螺纹塞规大径和止端螺纹环规小径:5.6螺纹量规应经过稳定性处理。6标志与包装
螺纹量规上和产品包装盒上应标志:.1
。制造厂厂名或商标
b.·螺纹代号和I中径公差带代号按GB197—81螺纹鼠规的代号;
d、出厂年号(产品包装盒上可不标志)。对于公称直径小于14毫米的螺纹塞规,上述内容可以标志在手柄上,当单独供应时,应附有上述内容的标牌。
6.2螺纹量规在包装前应经防锈处理,并妥善包装。6.3螺纹量规经过检定证明符合本标准规定的,应附有产品合格证。GB 3934--83
附录A
检验工件螺纹用的光滑极限量规(补充件)
本附录规定了检验外螺纹大径和内螺纹小径用的光滑极限量规。A,1光滑极限量规的名称,代号、功能、特征及其使用规则见表A1。表A1
#规名称
通端光滑塞规
止糖光滑糖规
通端光滑环规成卡规
止端光滑卡规或环规
A,2光滑极限量规的尺寸公差
检查内螺鼓小径
检查内螺纹小径
检查外螺纹大径
检查外螺纹大径
外圆柱面
外圆柱面
内圆柱面或平行的两
个平面
平行的两个平面或内vv99.net
属柱面
A,2.1检验外螺纹大径用的光滑极限量规尺寸公差带图见图A1外螺蚊大径
上前差
外螺蚊大径
下偏举
图A1捡验外爆纹大径用的光滑极限量规尺寸公差带图图中:
Ta——外螺纹的大径公差
H——光滑环规或卡规的尺中公差,Hp—检验光滑环规或卡规用的校对显规尺寸公差Z,
T,Z TT ZT-
使用规则
应通过内螺纹小径
可以进人内螺纹小径
的两端,但进人量不
应超过一个螺距
应通过外螺纹大径
不应通过外螺纹大径
一由通端光滑环规或卡规的尺寸公差带中心线到工件外螺纹人径上偏差之间的距离,一分别表示量规名称的代号。
A.2,2检验内螺纹小径用的光滑极限量规尺寸公差带图见图 A 2 。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。