JB/T 5084-2007
基本信息
标准号: JB/T 5084-2007
中文名称:内燃机 曲轴止推垫圈 技术条件
标准类别:机械行业标准(JB)
英文名称:Internal combustion engines-Crankshaft thrust washers-Specification
标准状态:现行
发布日期:2007-05-29
实施日期:2007-11-01
下载格式:pdf zip
标准分类号
标准ICS号: 能源和热传导工程>>27.020内燃机
中标分类号:机械>>活塞式内燃机与其他动力设备>>J92机体与运动件
关联标准
替代情况:替代JB/T 5084-1991
出版信息
出版社:机械工业出版社
书号:15111·8545
页数:11页
标准价格:12.0
出版日期:2007-11-01
相关单位信息
起草人:沈红节
起草单位:上海内燃机研究所
归口单位:全国内燃机标委会
提出单位:中国机械工业联合会
发布部门:中华人民共和国国家发展和改革委员会
主管部门:中华人民共和国国家发展和改革委员会
标准简介
本标准规定了内燃机曲轴止推垫圈的术语、代号与结构型式、技术要求、检验方法、检验规则和标准、包装、运输和贮存。
本标准适用于气缸直径200mm以下的往复活塞式内燃机曲轴止推垫圈(以下简称止推垫圈)。
标准图片预览



标准内容
ICS27.020
备案号:20791—2007
中华人民共和国机械行业标准
JB/T5084—2007
代替JB/T5084—1991
内燃机
曲轴止推垫圈技术条件
Internal combustion engines Crankshaft thrust washers -- Specification2007-05-29发布
2007-11-01实施
中华人民共和国国家发展和改革委员会发布前言..
1范围
2规范性引用文件...
3术语、代号与结构型式,
3.1术语与代号
3.2结构型式,
4要求...
尺寸及形状和位置公差
表面粗糙度
保用期,
检验方法.
硬度检验
合金层与钢背的粘合牢度检验
平面度检验
检验规则
标志、包装、运输和贮存
7.1标志
7.3运输
7.4贮存
附录A(规范性附录)止推垫圈合金A.1合金牌号、化学成分
金相组织,
止推垫圈典型的装配型式,
止推垫圈典型的结构型式
止推垫圈各部位名称所对应的代号表2尺寸公差,
表3合金层厚度
表4合金层厚度的最大值与最小值之差表5油槽槽底宽度Gw的尺寸及公差表6.油槽位置Gx的公差,
表7无油槽的止推垫圈平面度p的公差值目
JB/T5084—2007
本标准代替JB/T5084-1991《内燃机曲轴止推垫圈本标准与JB/T5084一1991相比,主要变化如下:技术条件》。
修改了范围(1991年版的第1章;本版的第1章);修改了内燃机曲轴止推垫圈用材料(1991年版的4.2;本版的4.2);一修改了检验规则(1991年版的第5章;本版的第6章);修改了标志、包装、运输和贮存(1991年版的第6章;本版的第7章)。本标准的附录A为规范性附录。
本标准由中国机械工业联合会提出。本标准由全国内燃机标准化技术委员会(SAC/TC177)归口。
本标准起草单位:上海内燃机研究所。本标准主要起草人:沈红节。
本标准所代替标准的历次版本发布情况:-JB/T5084-1991。
JB/T5084—2007
曲轴止推垫圈技术条件
内燃机
JB/T5084—2007
本标准规定了内燃机曲轴止推垫圈的术语、代号与结构型式、技术要求、检验方法、检验规则和标志、包装、运输和贮存免费标准下载网-唯久标准网vv99
本标准适用于气缸直径200mm以下的往复活塞式内燃机曲轴止推垫圈(以下简称止推垫圈)。规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划(GB/T2828.1—2003,ISO2859-1:1999,IDT)GB/T18326滑动轴承薄壁滑动轴承用金属多层材料(GB/T18326—2001,idtISO4383:2000)
JB/T7925.2滑动轴承多层轴承减摩合金的硬度检验方法JB/T9749内燃机铸造铜铅合金轴瓦金相检验QC/T281汽车发动机轴瓦铜铅合金金相标准QC/T516汽车发动机轴瓦锡基和铅基合金金相标准YS/T289铝锡-20铜一钢双金属板3术语、代号与结构型式
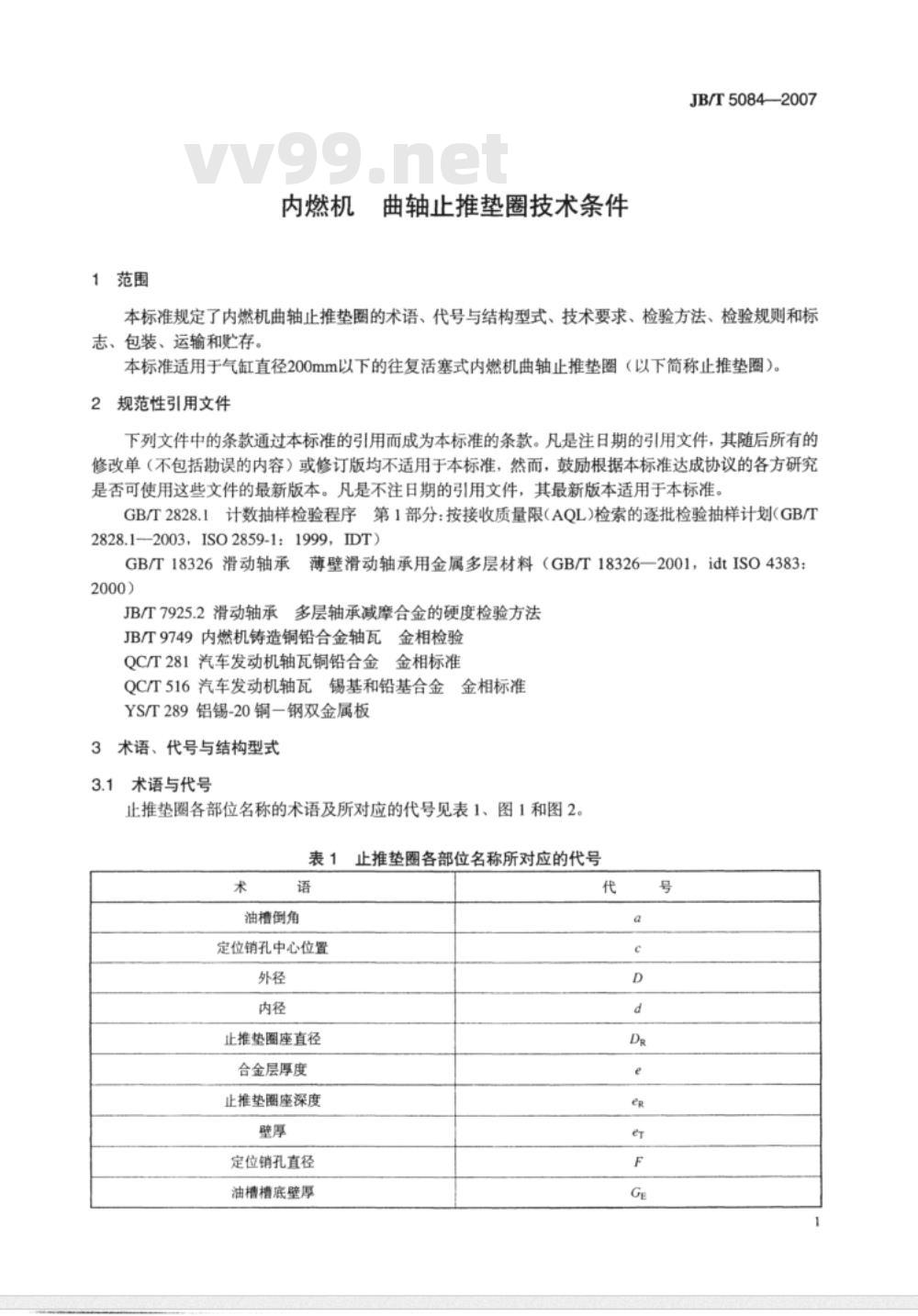
术语与代号
止推垫圈各部位名称的术语及所对应的代号见表1、图1和图2。表1
油槽倒角
定位销孔中心位置
止推垫圈座直径
合金层厚度
止推垫圈座深度
定位销孔直径
油槽槽底壁厚
止推垫圈各部位名称所对应的代号代
JB/T5084—2007
油槽与外圆的间距
油槽槽底宽度
油槽位置
平面度
钢背倒角或圆角
油槽半径
合金表面倒角或圆角
3.2结构型式
表1(续)
止推垫圈典型的装配、结构型式见图1、图2。4要求
4.1总则
T2、r4
止推垫圈应按经规定程序批准的图样及技术文件制造,并符合本标准的规定。4.2材料
4.2.1钢背
钢背材料由供需双方商定。用作钢背的钢的化学成分应根据供需双方的协议商定。一般使用低碳钢。
4.2.2合金层
4.2.2.1合金层用材料优先推荐下述材料:a)铅基和锡基合金
b)铜基合金;
c)铝基合金。
上述材料的牌号、化学成分、金相组织和力学性能见附录A。D
图1止推垫圈典型的装配型式
图2止推垫圈典型的结构型式
4.2.2.2根据需要,允许选用能满足本标准技术要求和使用要求的其他材料。4.3尺寸及形状和位置公差
4.3.1外径D、内径d、壁厚eT、定位销孔中心位置c、定位销孔直径F及公差JB/T5084—2007
止推垫圈外径D、内径d、壁厚eT、定位销孔中心位置c、定位销孔直径F及公差按表2规定。表2尺寸公差
轴承座基本尺寸
优先选用
非优先选用
定位销孔
中心位置
定位销孔
JB/T5084—2007
轴承座基本尺寸
优先选用
非优先选用
表2续)
定位销孔
中心位置
定位销孔
4.3.2正推垫墨座直径DB及公差
止推垫圈座直径Dr的基本尺寸与止推垫圈的外径D相同,其公差为G10。4.3.3止推垫圈座深度e及公差
止推挚圈座深度er的基本尺寸及公差,由供需双方商定。
4.3.4合金层厚度e
止推垫圈的合金层厚度e按表3规定。表3
合金材料
铅基和锡基合金
铜基合金
铝基合金
合金层厚度公差
同一止推垫圈合金层厚度公差按表4规定表4
合金材料
铅基和锡基合金
铜基合金
铝基合金
油槽尺寸公差
合金层厚度
合金层厚度
0.25~0.70
0.25~0.75
0.30~0.90
合金层厚度的最大值与最小值之差JB/T5084—2007
合金层厚度公差
油槽槽底宽度Gw的尺寸及公差按表5规定表5
油槽槽底宽度Gw的尺寸及公差
槽底宽度Gw
基本尺寸
油槽槽底壁厚Gg的极限偏差为(_0.g3)mm。若油槽压制而成,则其深度应稍小于合金层厚度e。4.3.6.3
油槽倒角角度a推荐为45°
油槽位置Gx的公差按表6规定。
油槽位置Gx的公差
极限偏差
油槽位置Gx的极限偏差
JB/T5084—2007
5油槽顶端与外圆的间距G≥1mm。4.3.6.5
4.3.6.6油槽半径r2≥7mm、r4≥50mm。4.3.7倒角或圆角半径
4.3.7.1钢背与外圆表面间应是ri×45°的倒角,或者是半径为r的圆角。r按下述范围确定,即:0.3mm≤≤0.6mm
4.3.7.2合金表面倒角或圆角半径r按下式确定,即:T3max=0.1(D-d)1/2
4.3.8平面度公差
无油槽的止推垫圈平面度p的公差值按表7规定。有油槽的止推垫圈平面度p的公差由供需双方商定。
表7无油槽的止推垫圈平面度p的公差值mm
4.3.9未注公差
凡未规定公差的长度和角度,其极限偏差按如下规定:长度为士0.25mm;角度为土5°。4.4表面粗糙度
4.4.1钢背表面粗糙度R,值应小于等于2.5um。4.4.2合金表面粗糙度R,值应小于等于1.25um4.5外观
4.5.1合金层与钢背应牢固粘合,不允许有脱落现象。4.5.2钢背表面不得有毛刺、锈蚀、裂纹等缺陷。4.5.3合金层不得有外来夹杂物、气孔、缩松等缺陷。4.5.4合金表面不允许有划伤、碰伤及压伤。4.6保用期
平面度p的公差值
在内燃机正常使用的情况下,止推垫圈的保用期为2000h。确因制造质量不良而引起的损坏,制造厂应免费给予更换。
5检验方法
硬度检验
钢背与合金的硬度检验方法按JB/T7925.2的规定。5.2合金层与钢背的粘合牢度检验以听音为主。轻击止推垫圈钢背时,声音应清脆响亮,不得有哑音,也可用仪器或作破坏性检验。作破坏性检验的方法如下:
将止推垫圈朝钢背方向弯转90°,允许合金有裂纹,但不允许合金剥落,或合金层与钢背脱离。5.3平面度检验
无油槽的止推垫圈必须在距离为eTmx十p的两竖直平行平板之间,依靠自身的重量落下。有油槽的止推垫圈由供需双方商定
6检验规则
6.1止推垫圈应经检验部门检验合格后方能出厂。JB/T5084—2007
6.2需方抽查产品质量时,应按GB/2828.1的规定抽检,检验项目、组批原则、抽样方案、判定与复验规则接制造广与客户商定的技术文件。6.3国家主管部门抽查产品质量时,按主管部门批准的实施细则的规定。7标志、包装、运输和贮存
7.1标志
7.1.1包装盒上应标明:
a)制造厂名称、商标和地址:
b)产品名称、材料、型号;
c)数量:
d)产品质量等级;
e)包装日期及防锈有效期:
f)执行标准号。
包装箱外部应标明:
a)制造厂名称、商标和地址:
b)产品名称、材料及型号;
c)数量和毛重;
d)收货单位和地址;
e)出厂日期及防锈有效期:
f)“小心轻放”、“防潮”等字样或符号:g)执行标准号。
7.1.3包装盒、包装箱的标志可以根据需方要求标志其他字样,标志部位、尺寸和方法按产品图样规定。
7.2包装
7.2.1每片止推垫圈在包装前应保证清洁,并作防蚀处理。经包装后再装人包装盒内。7.2.2每只包装盒应附有经制造厂质量检验部门检验员签章的产品合格证。7.3运输
在运输过程中,要防磕碰、防雨、防潮。7.4购存
止推垫圈应存放在通风和干燥的仓库内。在正常保管情况下,自出厂之日起,制造厂应保证产品在12个月内不致锈蚀。
JB/T5084—2007
A.1合金牌号、化学成分
附录A
(规范性附录)
止推垫圈合金
A.1.1铅基和锡基合金按GB/T18326的规定。亦可采用符合质量要求的其他锡基、铅基合金。:铜基合金按GB/T18326的规定。亦可采用符合质量要求的其他铜基合金。A.1.2
A.1.3铝基合金按GB/T18326的规定,其中AISn20Cu按YS/T289的规定。亦可采用符合质量要求的其他铝基合金。
铅基和锡基合金按GB/T18326的规定。A.2.1
铜基合金按GB/T18326的规定。
铝基合金按GB/T18326的规定,其中AISn20Cu按YS/T289的规定。A.3金相组织
铅基和锡基合金的金相组织按QC/T516的规定。A.3.2铸造工艺的铜基合金的金相组织按JB/T9749的规定;粉末烧结工艺的铜基合金的金相组织按QCT281的规定。
A.3.3铝基合金的金相组织应符合相应的标准规定、8
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
备案号:20791—2007
中华人民共和国机械行业标准
JB/T5084—2007
代替JB/T5084—1991
内燃机
曲轴止推垫圈技术条件
Internal combustion engines Crankshaft thrust washers -- Specification2007-05-29发布
2007-11-01实施
中华人民共和国国家发展和改革委员会发布前言..
1范围
2规范性引用文件...
3术语、代号与结构型式,
3.1术语与代号
3.2结构型式,
4要求...
尺寸及形状和位置公差
表面粗糙度
保用期,
检验方法.
硬度检验
合金层与钢背的粘合牢度检验
平面度检验
检验规则
标志、包装、运输和贮存
7.1标志
7.3运输
7.4贮存
附录A(规范性附录)止推垫圈合金A.1合金牌号、化学成分
金相组织,
止推垫圈典型的装配型式,
止推垫圈典型的结构型式
止推垫圈各部位名称所对应的代号表2尺寸公差,
表3合金层厚度
表4合金层厚度的最大值与最小值之差表5油槽槽底宽度Gw的尺寸及公差表6.油槽位置Gx的公差,
表7无油槽的止推垫圈平面度p的公差值目
JB/T5084—2007
本标准代替JB/T5084-1991《内燃机曲轴止推垫圈本标准与JB/T5084一1991相比,主要变化如下:技术条件》。
修改了范围(1991年版的第1章;本版的第1章);修改了内燃机曲轴止推垫圈用材料(1991年版的4.2;本版的4.2);一修改了检验规则(1991年版的第5章;本版的第6章);修改了标志、包装、运输和贮存(1991年版的第6章;本版的第7章)。本标准的附录A为规范性附录。
本标准由中国机械工业联合会提出。本标准由全国内燃机标准化技术委员会(SAC/TC177)归口。
本标准起草单位:上海内燃机研究所。本标准主要起草人:沈红节。
本标准所代替标准的历次版本发布情况:-JB/T5084-1991。
JB/T5084—2007
曲轴止推垫圈技术条件
内燃机
JB/T5084—2007
本标准规定了内燃机曲轴止推垫圈的术语、代号与结构型式、技术要求、检验方法、检验规则和标志、包装、运输和贮存免费标准下载网-唯久标准网vv99
本标准适用于气缸直径200mm以下的往复活塞式内燃机曲轴止推垫圈(以下简称止推垫圈)。规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划(GB/T2828.1—2003,ISO2859-1:1999,IDT)GB/T18326滑动轴承薄壁滑动轴承用金属多层材料(GB/T18326—2001,idtISO4383:2000)
JB/T7925.2滑动轴承多层轴承减摩合金的硬度检验方法JB/T9749内燃机铸造铜铅合金轴瓦金相检验QC/T281汽车发动机轴瓦铜铅合金金相标准QC/T516汽车发动机轴瓦锡基和铅基合金金相标准YS/T289铝锡-20铜一钢双金属板3术语、代号与结构型式
术语与代号
止推垫圈各部位名称的术语及所对应的代号见表1、图1和图2。表1
油槽倒角
定位销孔中心位置
止推垫圈座直径
合金层厚度
止推垫圈座深度
定位销孔直径
油槽槽底壁厚
止推垫圈各部位名称所对应的代号代
JB/T5084—2007
油槽与外圆的间距
油槽槽底宽度
油槽位置
平面度
钢背倒角或圆角
油槽半径
合金表面倒角或圆角
3.2结构型式
表1(续)
止推垫圈典型的装配、结构型式见图1、图2。4要求
4.1总则
T2、r4
止推垫圈应按经规定程序批准的图样及技术文件制造,并符合本标准的规定。4.2材料
4.2.1钢背
钢背材料由供需双方商定。用作钢背的钢的化学成分应根据供需双方的协议商定。一般使用低碳钢。
4.2.2合金层
4.2.2.1合金层用材料优先推荐下述材料:a)铅基和锡基合金
b)铜基合金;
c)铝基合金。
上述材料的牌号、化学成分、金相组织和力学性能见附录A。D
图1止推垫圈典型的装配型式
图2止推垫圈典型的结构型式
4.2.2.2根据需要,允许选用能满足本标准技术要求和使用要求的其他材料。4.3尺寸及形状和位置公差
4.3.1外径D、内径d、壁厚eT、定位销孔中心位置c、定位销孔直径F及公差JB/T5084—2007
止推垫圈外径D、内径d、壁厚eT、定位销孔中心位置c、定位销孔直径F及公差按表2规定。表2尺寸公差
轴承座基本尺寸
优先选用
非优先选用
定位销孔
中心位置
定位销孔
JB/T5084—2007
轴承座基本尺寸
优先选用
非优先选用
表2续)
定位销孔
中心位置
定位销孔
4.3.2正推垫墨座直径DB及公差
止推垫圈座直径Dr的基本尺寸与止推垫圈的外径D相同,其公差为G10。4.3.3止推垫圈座深度e及公差
止推挚圈座深度er的基本尺寸及公差,由供需双方商定。
4.3.4合金层厚度e
止推垫圈的合金层厚度e按表3规定。表3
合金材料
铅基和锡基合金
铜基合金
铝基合金
合金层厚度公差
同一止推垫圈合金层厚度公差按表4规定表4
合金材料
铅基和锡基合金
铜基合金
铝基合金
油槽尺寸公差
合金层厚度
合金层厚度
0.25~0.70
0.25~0.75
0.30~0.90
合金层厚度的最大值与最小值之差JB/T5084—2007
合金层厚度公差
油槽槽底宽度Gw的尺寸及公差按表5规定表5
油槽槽底宽度Gw的尺寸及公差
槽底宽度Gw
基本尺寸
油槽槽底壁厚Gg的极限偏差为(_0.g3)mm。若油槽压制而成,则其深度应稍小于合金层厚度e。4.3.6.3
油槽倒角角度a推荐为45°
油槽位置Gx的公差按表6规定。
油槽位置Gx的公差
极限偏差
油槽位置Gx的极限偏差
JB/T5084—2007
5油槽顶端与外圆的间距G≥1mm。4.3.6.5
4.3.6.6油槽半径r2≥7mm、r4≥50mm。4.3.7倒角或圆角半径
4.3.7.1钢背与外圆表面间应是ri×45°的倒角,或者是半径为r的圆角。r按下述范围确定,即:0.3mm≤≤0.6mm
4.3.7.2合金表面倒角或圆角半径r按下式确定,即:T3max=0.1(D-d)1/2
4.3.8平面度公差
无油槽的止推垫圈平面度p的公差值按表7规定。有油槽的止推垫圈平面度p的公差由供需双方商定。
表7无油槽的止推垫圈平面度p的公差值mm
4.3.9未注公差
凡未规定公差的长度和角度,其极限偏差按如下规定:长度为士0.25mm;角度为土5°。4.4表面粗糙度
4.4.1钢背表面粗糙度R,值应小于等于2.5um。4.4.2合金表面粗糙度R,值应小于等于1.25um4.5外观
4.5.1合金层与钢背应牢固粘合,不允许有脱落现象。4.5.2钢背表面不得有毛刺、锈蚀、裂纹等缺陷。4.5.3合金层不得有外来夹杂物、气孔、缩松等缺陷。4.5.4合金表面不允许有划伤、碰伤及压伤。4.6保用期
平面度p的公差值
在内燃机正常使用的情况下,止推垫圈的保用期为2000h。确因制造质量不良而引起的损坏,制造厂应免费给予更换。
5检验方法
硬度检验
钢背与合金的硬度检验方法按JB/T7925.2的规定。5.2合金层与钢背的粘合牢度检验以听音为主。轻击止推垫圈钢背时,声音应清脆响亮,不得有哑音,也可用仪器或作破坏性检验。作破坏性检验的方法如下:
将止推垫圈朝钢背方向弯转90°,允许合金有裂纹,但不允许合金剥落,或合金层与钢背脱离。5.3平面度检验
无油槽的止推垫圈必须在距离为eTmx十p的两竖直平行平板之间,依靠自身的重量落下。有油槽的止推垫圈由供需双方商定
6检验规则
6.1止推垫圈应经检验部门检验合格后方能出厂。JB/T5084—2007
6.2需方抽查产品质量时,应按GB/2828.1的规定抽检,检验项目、组批原则、抽样方案、判定与复验规则接制造广与客户商定的技术文件。6.3国家主管部门抽查产品质量时,按主管部门批准的实施细则的规定。7标志、包装、运输和贮存
7.1标志
7.1.1包装盒上应标明:
a)制造厂名称、商标和地址:
b)产品名称、材料、型号;
c)数量:
d)产品质量等级;
e)包装日期及防锈有效期:
f)执行标准号。
包装箱外部应标明:
a)制造厂名称、商标和地址:
b)产品名称、材料及型号;
c)数量和毛重;
d)收货单位和地址;
e)出厂日期及防锈有效期:
f)“小心轻放”、“防潮”等字样或符号:g)执行标准号。
7.1.3包装盒、包装箱的标志可以根据需方要求标志其他字样,标志部位、尺寸和方法按产品图样规定。
7.2包装
7.2.1每片止推垫圈在包装前应保证清洁,并作防蚀处理。经包装后再装人包装盒内。7.2.2每只包装盒应附有经制造厂质量检验部门检验员签章的产品合格证。7.3运输
在运输过程中,要防磕碰、防雨、防潮。7.4购存
止推垫圈应存放在通风和干燥的仓库内。在正常保管情况下,自出厂之日起,制造厂应保证产品在12个月内不致锈蚀。
JB/T5084—2007
A.1合金牌号、化学成分
附录A
(规范性附录)
止推垫圈合金
A.1.1铅基和锡基合金按GB/T18326的规定。亦可采用符合质量要求的其他锡基、铅基合金。:铜基合金按GB/T18326的规定。亦可采用符合质量要求的其他铜基合金。A.1.2
A.1.3铝基合金按GB/T18326的规定,其中AISn20Cu按YS/T289的规定。亦可采用符合质量要求的其他铝基合金。
铅基和锡基合金按GB/T18326的规定。A.2.1
铜基合金按GB/T18326的规定。
铝基合金按GB/T18326的规定,其中AISn20Cu按YS/T289的规定。A.3金相组织
铅基和锡基合金的金相组织按QC/T516的规定。A.3.2铸造工艺的铜基合金的金相组织按JB/T9749的规定;粉末烧结工艺的铜基合金的金相组织按QCT281的规定。
A.3.3铝基合金的金相组织应符合相应的标准规定、8
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。