GB/T 16459-1996
基本信息
标准号: GB/T 16459-1996
中文名称:面铣刀寿命试验
标准类别:国家标准(GB)
英文名称:Tool life testing in face milling
标准状态:已作废
发布日期:1996-07-05
实施日期:1997-02-01
作废日期:2016-09-01
下载格式:pdf zip
标准分类号
标准ICS号: 机械制造>>切削工具>>25.100.20铣刀
中标分类号:机械>>工艺装备>>J41刀具
出版信息
出版社:中国标准出版社
页数:出版社:
标准价格:50.0
出版日期:1997-02-01
相关单位信息
首发日期:1996-07-05
复审日期:2004-10-14
起草单位:成都工具研究所
归口单位:全国刀具标准化技术委员会
发布部门:国家技术监督局
主管部门:中国机械工业联合会
标准简介
本标准规定了硬质合金面铣刀在寿命试验中铣削钢件和铸铁件的推荐程序。它适用于实验室和生产实际。
标准图片预览

标准内容
FCS..25.100.20
中华人民共和国国家标准
GB/T 16459-1996
idt IS0 8688-1 1989
面铣刀寿命试验
Tool life testing in face milling1996-07-05发布
1997-02-01实施
国家技术监督局发布
GB/T16459-1996
引用标准
切别液
切削案作
月兴尖效和可其持命判据
设备...
试验多腰…
10整制评估
附录(际准的所录)
附求B(标准的附求)免费标准vv99.net
老工什材料
刀其的装调
录(探准的附绿)
数据凌示例
对录1标理的对证)
的录(技示的朗录)
筑计学计#
GBT15459--1996
本拆准等同乘用际标准150%381:189刀寿的试验一-第一分:面镜万3本准于1995年7月5口首次发。
本标陆从1997年2月1日起实施,本标江附录A,附录、附录(、附录新后标准的对录。求标准时求E是提示约附来。
本标准回全国万具标准化技术委员会整出并当厂本录诉主要起京单位,被帮工.其列究局本标准主要越草人:统十高、许料德,谢萍,-
GB/T16459-1996
ISO前
1S)测际标准化组组)忌一·个世界性的国家标准团体(S)员体>的联盟,国际标准的制定·般由IS为技术变员负进行,每个成员年妇对某个为此仁建立技术委员会的题目感兴规,均有双派代表参加该技术委员会工价,与130收络的收府性和非政府性的国际组如些可参删国标准工作,15个与1EC(层际电工整员会)在所有出工标准化步务方面紧密合作。中技本香员会采纳的国除标草案,在由150事接收为国际标准之前,均提交给总员体批证。按150)程,至心需75%药投票成员体的批浦才懂通过,际标准ISC86B8R-1局出IS/TC29工兵技术需易会制定。者应注意所有巨际标推从一个时期划另时期的修可。达里任何举考的其也国际际准均指他的最新患本除非特别说呢.
中华人民共和国国家标准
面铣刀寿命试验
Tnnl lire testing In fuce mlllagGB/116459-1996
idt FSn 8688-1.1989
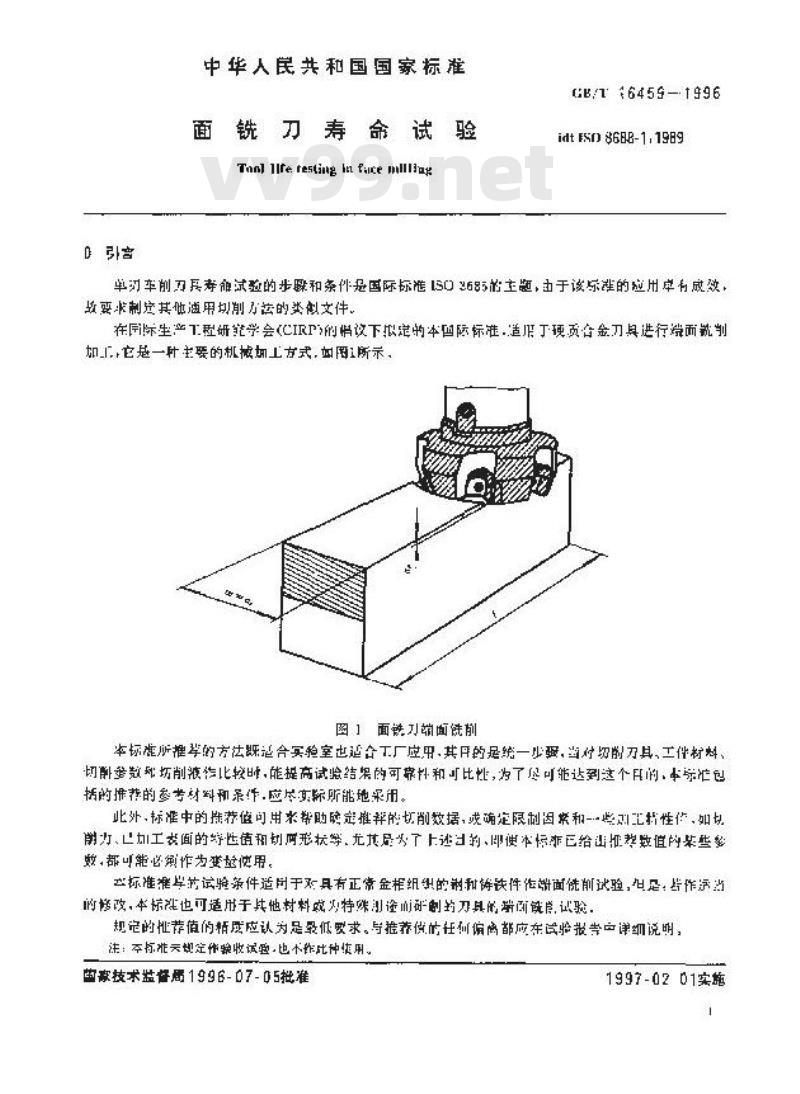
单划车前卫寿确试验的步联和条件是国际标施13685的主题,由于该标准的应用牢有成效,故要求制其他遵用划前力法的娄似文件。在国际生产工程研能学会(CIRP的情议下根定的本回际标准,适丁硬页有金刀具进行境而就制加工它甚一针主要的机接如工方式,期图所示,图1面设刀销面洗削
本标准所推季的方法既范合实验室也适合工厂应用,其开的是统一少限,出付切前刀具,工件材料、切卧参数切削液传比较时能提高试验结架的可牵性和可比性,为了见可能达这个且的,手端创抚的推荐的参考材斜和录作,应尽实薪所能地采用。此外,标准中的指荐偿可用来帮助定推祥的切削数据,或确定限制因紧和-些引工括性伤,如切创、加工面的等性值租划同形状等,无其导火了上述的即便本标率已给山扭整数值内某些丝数,都可能必到作为变整使用。产标准准早节试验条件适同于双具有正资金相组织的剂和铸铁件作带面洗前试验,担是,告作污消的修改,本标证也可适用于其他封料或火特殊别途前研制约乃具前端配钱虑试验:规定的证荐值的括度应认为是轻低受求。与推养偿的在何偏尚都应在试验报当户详细说明,注:在标准示规定作验收试整·也术作比种病用。苗豪技术监督需1996-07-05批准1997-0201实施
1范围
GB/T16459--1996
本标准规定广便质合金而铣力在命试验中统制钢件证铸钛件的接荐程字,它证用于实验室和生产交际
猫面钝削时叫按以下两种类型来考志切谢条件:刀具土要日下磨损而大年的案件:6)刀具主要由F其他现象.如贝削刃欣裂或整性变形而失效前条计,本标准只专虑以厅具牌损为主的式验的推存值,上述第一种类型茶件的试验正在实之小本抗准规定了按划所示的而就刀迁行刀具券命试验时,下列固索的规范,工件、小具,划前液,切别然件,设备、刀具失效年力兵存命的评定,试验步骤,以改结果的记示、评估和报告。2引用标准
下列标准所也含的条文,通过在本标准中可用证对成为本标准的条文。本际山圾时,质示版本均为方效序有标消部会被慢使用本标准的各方应深过使用下矿标准最新版本的可能性。6260—88优质碳案结构钢技术条件GB 27—87
历加工用理质合金分类、分组少号GB2081—87砸质合金可转位刀片G33933-83升洋台饶床精息
534285
可转位而统元
9439一或等缺件
GB/T12204—90
金州可基本木语
111/1154611996单汀车削为具存试验TSO/R185
庆快欲的分类
1S0/R663-3热处理别、合金钢和易切钢一-第三部分,含雍量受控制经将火和回火的非介金器铜
150)2854数据药统计解降有关均代和方差的估村检验出3工件
3.1上件材料
两乐,上,各试验齐可接共需要任速工仆材料,但,为了提高售试验者所得试检结果叫的可比生,地次选下计料之—作为年考材释,即按869的45或恢G9439药H25等铁。参书材料更刘详细的规道列在附录A(标准的附录)中,过料规范以内的变比会对共可加工性产生影响.若要水供应规范较严格的工件材料以减少此类账询,应与供方协商,
有关工牛材料的信息,阿年:牌号、化学成分,物理烂能、鼎微组纳,工件材料的生产“工艺过程(如热乳,般造欺造或冷拉)以及务钟热处职的余部纫节都应在试险报告中作白报告(见.:和对录A)。检测所制备工件材料的硬度时·应在每个试件一端横截面的试验区上测定,对推的工件数面共吃度压我应分和在试收区劳于无边的中心线上,至少应测定5点中心一点,两则举近边据各一点在心点邓过缘点之闻各一点(元图2).2
GB/T16459—1996
图2硬度试验
对从轻大还新切卜米的工件或预计更度变化胶显丢的工件,补充碳测量,以便确知更度值是否在规定的范固内,对这些测定点药位件及测定方法都应在试验报劳中作出报告。同一批材料的度差应尽可能的小,枣考材料的实你他纠子附录A(标准的附录),血类似材料的硬度偏案是算术平节值的6览。
为了在据当长的时间内都能比教试验结果,注议试龄者购备足够数量的挚专材料以满是其需求。3.2 尺寸
3.2.1继议用于端面饶:(见9.3.1)的工件应为样料或方料.其截山的宽度为0.6借缺刀直径(如:2=)25amm时,为76mm)(见6.8)小长度为3倍饿小径(如,=125mm附火375mm).高度的最大恒与改小镇由所缩试险的次数及对材料均约性的要求来决定,其限制条件超必须确保在加工中有足够的慰定性.对实际迷用的尺寸型作小报李。3.2.2对于协铁材料,在新送控药方料尺守内,必须达到要求的金相组织。4刀具力
原则上,各试龄者可按其范要任选选刀。但是,为了提商各试题者所得试验结果间的可比性,推荐用有径为125n1m的等齿册的六齿面做刀,与扯荐值有任何偏商都应作出报计。4.1尺寸和公案
所推荐铣刀的尺寸也案GB5342的划定国3络出了所推券的刀刀体的主要尺寸。然各试验者可救自口的带要自由选择刀片,但建议各试验者按GB20B1选择愧成合金刀片SFAN120:EDR装下推得的刀达.上。图4给出了所些议的片尺十.在同一组试验中,债用约各习片之制的差求应保持东最小的理度上(见3).用唯荐的装成铣为,花公差在图3中曾出(有关切削刃的圆既动些见4.5]。4.2为其几何参数
在具卫何参数不是试验变此的所有切谢试临中,议周图3利4给出的几间参数。典儿何希度的代导按G1/13得。
同一组试收中,使用各个刀片几何些数之间的差别应保持在最小程度。加严儿何公差的刀具供货件.应与供方协商4.3切划前莎和才片表面
GB/T16459-.1996
切灯的形权印列工方法将试验的纤思台资品善的物,断此软确池测用据录力的向持行并录渐纹路的斤成相形状是很取要的t
图?可转位雨院刀
2数-6
(CH342.H类径-:35mm)
图4四边形可转位融所充镜刀片
GE20代SPA
当闪编刃的游的不是实款时试验使用的月片前克有一宽度为0.20m土05mm的阅按,且0B/T16459·1996
其2士(在刀片上测放>的法间前角刀片的候光在使用时是平行于加表的应尽过保证择利,而压刀具的面宁幅光刃连接处不应有例格(见9.3.2)刀县前而与定肖汐连接处如有倒校,可平行于河的对或与切前对料,即例宽度商力尖的距离而增加、灯果倒放量倾料的,则在主切削刃,二作部分范国内的最大宽度不应超过0.2mm·并应技其师角废值,磨谢解虑的方向应子报告。小表面虑R,不皮超过.2m。
寸片文承表面的平面度误差不应超过C.20m1m1。44刀月材料
在刀其材料本身不恶试验受试莉所有试整中,试验将使确定一合适的参考刀具村料来进行研究。原则,行试些者可按其带要性送为具材料,但是,为「提高各试验术萨等试验结集同的可!性,建议逆出下划材料的一件作多儿具村料按2C7采压2到的非除层硬质合金饶削桐位,采K沟的破质个金选剃诗钻件.此外建设取用垒考村料库中硬风合金,以便能在一不较长的时期州可以比验结果过打比按。并建设保持足够的刀月库存盘,瞬求供成规范较产格村参考儿具材料作时!试时·应与供方协商,以短在实际可能的况下尽可能地保正!其各钙削刃的一数生,出各制造!的拍同用途纠的硬质合全牌号性能是不司的,井以在较小相学上各批之间也有差别因此,应对盟对特生的片来按验新叉刀片的生能。如果刀具书材料是试验的变其,则应报告身料的炎别尽可能多的持性。对作涂层成装面处环的情况,应作山洋灿报告4.5万具的安装
月1端面试龄的面链力应直接安装在铣床的主轴上,链刀和主轴的表面要十净且无毛刺。铣刀成可说地固定产上轴上·并且应在铣刀的切削灭上仔细地检查选刀的圆跳动。其最大值而下:径向医路动=00pm驰可国既动=5tpm托邻均力的径向菌跳动妞不前过50mm,应逐一划盘井记录所有切削刃的实际跳动量,该月标准的铣可乱门片井安斐普通的统床上就能达到于述规定的回能动值,鉴于切削可跳动对个刀齿的电测影响,特别是使用表1抵荐的「断轻小避给时尤基。所以,刀片蒙在刀体上应采用证你配以尽减小标跳动
5切削液
一情况下·试验不应用切削液。与果环境带要用切前波时,乐应对新过用的划削液作出明确的划范,建冲规追应过括:商标,密液成分、实除的康、水的硬度(出果水作筛释剂时)、溶液或乳比液的H店
生这冲情况下,切前微应“俺没“刀具切前部分,其统速不应低于L./m扭,或按金划除率让年rr/m不于0.1L/min,应送用较商演速,对喷咖置径、流速和需液箱的报虑应作出报告。6切削条性
6-1建设的近条件
划削杀件
atisri
进址.nn齿
1)在比特完情况下等于工性的累降2)钟直径
CBT15459--1996
表1座议的切削条件
对所有每齿进给量,背吃刀量,或侧吃刀量”“:不是主要试验变量的试,其划条件应按表速取:
吃力侧吃的差为十5兴,
6-2其他肖系件
当指走将注给基在机床上此值时,可使用还指定值的效值。在这种情况下,其背吃过盘速方:d=2.=mm或d,=8×,f,两老中取较大者。当进给盘,背吃刀吨或工性的宽炭都为试验变单时,所有的数据都应朗确地规定。但无,总液注点,切前杀件应在儿具,机床,央为等性能合适的范困冷择,以便获得可费的动验结果,这注忘的是:进给成小0.1mm/题或大于0.mm/齿吃母小十2mm成人mm,都会导产生不测干本标准抑存的才具关效模式和存却判措,所以,不迎发采用这些数值:5.3的位
对于端面就刀试验,饿刀的轴线应最好沿工仁的中心线多动,灯了寻免车片从工件切出时刃口破裂,允许洗相对于T件中心线的位肾,闯开工件切出池的方可移动。如起使倪刀的拍线放在让要形成润选系1内位写,或放车主要形成迎钱录件的位置,则应该记录铣小轴裁相对丁工件中心线的位,但足,应该占到,账要形成送洗的杀牛,可能导力产从上切出的天刻条牛,使切刃破裂非缩短刀其命(见第1罩的杀件1),应报告铣刀相对于二件的实际位贸见附录(标准的附录)6.4划削速度
切前速质层出洗刀公的自径严确定的图同连应(见)。座本代表试验亲件且其有负载的系件下到盐心均速度,表明式验录件已考虑测由三切前作用产生的速度摄失。述议通过预试险来确定所害的切制速度(恶8),也可以从划削数据手册中配到合适的切削道度:对金专上件材料和孕考力兵来说.这种速座约为16cm/四n,切创理度租有变动将显者地彩响存,例如遭度收变坐1%,几可使具寿命减半或加落,7力风失效和刀具寿命判据
在车间的实际牛产情说下刀具不能可如工出符合要求的片寸和表面质缺的上件的时刻通常决定丁有效刀具寿命的终点。刀具从归直倒不能再华续进行切削的腰问的这段时间可认为是有效了别孕命。但是·由丁切削录什等的不向,认为刀耳已达判有效刀尺寿的点的原因任各种坏合下可各不耗间.
为了是高试验结果的可啦性和可比性,重恶的是要拖刀具寿命定义为,刀具这到小丹存命判据的.-航定道前问总切制时间,
要使得止的试验数据可照,并能司各种米源的试验数据作比较,必效对刀具的失效现象(见?.加来用说响,
高%国除标准文为轴向切前保在和轻向切创深度,本偿谨楼G117132U4收为者吃.量和制吃力证,B
GB/T16459-1956
以识别和外类,再推荐一此判据及其限制值,并时它们来确定刀其有效存命的绝点(7.41。带据切削刃上发生失效的位不同,可取不同的限制值,本标难推荐形志的刀具太效来定汀具寿命,四为还有其地形式的小具失效可决快定力羽有教好命的终点,故在?.2亲定义中考思了裂效,崩刃和变形。带据资服务件的不同,每种不真失发的产生或发展,其支式各率.为帮助编写减整报告表其说明,本标准推寿,套代码分炎体系,对失效形比作了详纠说明(息,3)。在本条和表2列了多钟具类效境象的形式其中某典效规孕可能在本标准所继说的划前条件下调乐发生,
7.2定义
本环准应月下列定义,
7.2.1力其尖效:由如配过程引起满刀具动削部分的所有变化。刀具失效卡要分为三人类,即小再磨退,追性要琴和塑性变形,7.2.1.1刀具潜摄:海切削过程中,山于刀具材料逐渐损耗.懂刀月切削部分改变了原有的形状。7.2.7.2能性破裂:在切前程中,山于数蚊盈而使刀具切划分出现裂议,使刀具材料以小解块形式照诺:
7.2.1.3塑性变形在划前运程中,刀其材料在术开始损艳时,切前部分形状格对丁原有形状所发三的略变(见?.3.1)。
7.2.2刀具大效的量度用数值米表尽才具荣和失效尺度的一个盘:例:
后面均勾磨摄带的宽度VB1见7.3.2.1…--状载数CR1见7.3.5.1和7.5..7.2.3刀具弃命学,据:规定的几具大教量良的,个测定值或规定现患的出玩。例如:
片面均磨据带的宽度VB)=0.35ram(允7.4.1)一产生可规毁。
7.2.4其存命7:月具达到规定命判据时所需的总切制时间。7.3力具效现象
7.3.1刀其失效和感抵的代码依系实际上.降种不司的尖微形次在切削注中会同时发生,因此.需望能用含意阴确的方式米给出有关刀兵失效的情况,表2推荐并图示了:套代码体系来推述划过程中每个价段划量时观察别约失效现象。这择就减少了还长的义学脑述所造成错误理解的风验,并大大减少试验报告中的图示数年。73.2后面磨损(V)
在划削过虚中,刀具后闻上的材料损,学致心面损情的理步发展.7.3.2.1均面磨披(1)
通节为·条等宽度节案损带,并在与势个作用切刃扫吡连的所丽上扩展(图5)。7.3.2.2不后面VR2)
GR/T 16459—:996
宠度不规账的磨损带,该爱损带和始培面相交产生的感形代书个位性测量是变化的图的。6
7.3.2.3局部后面磨损(VB3)
发完免后面局点上的过大的后面磨损形式(民的P车点相巧或A风域利图)。这种后而需损的一种特殊形式是缺口磨,在切削过程中.它在主后面上邻接加工表而的部位产准
这矿面展损前与一种特殊形式危内枯摄,位切别过望中,它在副后面上郭按已加工表面的部化生。
局部后面瞻报的带三种特殊形式,有时候在两策直线切削刃的交点上产生。快口版
两苯直切引刃交点
过通区的的邢质据
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国国家标准
GB/T 16459-1996
idt IS0 8688-1 1989
面铣刀寿命试验
Tool life testing in face milling1996-07-05发布
1997-02-01实施
国家技术监督局发布
GB/T16459-1996
引用标准
切别液
切削案作
月兴尖效和可其持命判据
设备...
试验多腰…
10整制评估
附录(际准的所录)
附求B(标准的附求)免费标准vv99.net
老工什材料
刀其的装调
录(探准的附绿)
数据凌示例
对录1标理的对证)
的录(技示的朗录)
筑计学计#
GBT15459--1996
本拆准等同乘用际标准150%381:189刀寿的试验一-第一分:面镜万3本准于1995年7月5口首次发。
本标陆从1997年2月1日起实施,本标江附录A,附录、附录(、附录新后标准的对录。求标准时求E是提示约附来。
本标准回全国万具标准化技术委员会整出并当厂本录诉主要起京单位,被帮工.其列究局本标准主要越草人:统十高、许料德,谢萍,-
GB/T16459-1996
ISO前
1S)测际标准化组组)忌一·个世界性的国家标准团体(S)员体>的联盟,国际标准的制定·般由IS为技术变员负进行,每个成员年妇对某个为此仁建立技术委员会的题目感兴规,均有双派代表参加该技术委员会工价,与130收络的收府性和非政府性的国际组如些可参删国标准工作,15个与1EC(层际电工整员会)在所有出工标准化步务方面紧密合作。中技本香员会采纳的国除标草案,在由150事接收为国际标准之前,均提交给总员体批证。按150)程,至心需75%药投票成员体的批浦才懂通过,际标准ISC86B8R-1局出IS/TC29工兵技术需易会制定。者应注意所有巨际标推从一个时期划另时期的修可。达里任何举考的其也国际际准均指他的最新患本除非特别说呢.
中华人民共和国国家标准
面铣刀寿命试验
Tnnl lire testing In fuce mlllagGB/116459-1996
idt FSn 8688-1.1989
单划车前卫寿确试验的步联和条件是国际标施13685的主题,由于该标准的应用牢有成效,故要求制其他遵用划前力法的娄似文件。在国际生产工程研能学会(CIRP的情议下根定的本回际标准,适丁硬页有金刀具进行境而就制加工它甚一针主要的机接如工方式,期图所示,图1面设刀销面洗削
本标准所推季的方法既范合实验室也适合工厂应用,其开的是统一少限,出付切前刀具,工件材料、切卧参数切削液传比较时能提高试验结架的可牵性和可比性,为了见可能达这个且的,手端创抚的推荐的参考材斜和录作,应尽实薪所能地采用。此外,标准中的指荐偿可用来帮助定推祥的切削数据,或确定限制因紧和-些引工括性伤,如切创、加工面的等性值租划同形状等,无其导火了上述的即便本标率已给山扭整数值内某些丝数,都可能必到作为变整使用。产标准准早节试验条件适同于双具有正资金相组织的剂和铸铁件作带面洗前试验,担是,告作污消的修改,本标证也可适用于其他封料或火特殊别途前研制约乃具前端配钱虑试验:规定的证荐值的括度应认为是轻低受求。与推养偿的在何偏尚都应在试验报当户详细说明,注:在标准示规定作验收试整·也术作比种病用。苗豪技术监督需1996-07-05批准1997-0201实施
1范围
GB/T16459--1996
本标准规定广便质合金而铣力在命试验中统制钢件证铸钛件的接荐程字,它证用于实验室和生产交际
猫面钝削时叫按以下两种类型来考志切谢条件:刀具土要日下磨损而大年的案件:6)刀具主要由F其他现象.如贝削刃欣裂或整性变形而失效前条计,本标准只专虑以厅具牌损为主的式验的推存值,上述第一种类型茶件的试验正在实之小本抗准规定了按划所示的而就刀迁行刀具券命试验时,下列固索的规范,工件、小具,划前液,切别然件,设备、刀具失效年力兵存命的评定,试验步骤,以改结果的记示、评估和报告。2引用标准
下列标准所也含的条文,通过在本标准中可用证对成为本标准的条文。本际山圾时,质示版本均为方效序有标消部会被慢使用本标准的各方应深过使用下矿标准最新版本的可能性。6260—88优质碳案结构钢技术条件GB 27—87
历加工用理质合金分类、分组少号GB2081—87砸质合金可转位刀片G33933-83升洋台饶床精息
534285
可转位而统元
9439一或等缺件
GB/T12204—90
金州可基本木语
111/1154611996单汀车削为具存试验TSO/R185
庆快欲的分类
1S0/R663-3热处理别、合金钢和易切钢一-第三部分,含雍量受控制经将火和回火的非介金器铜
150)2854数据药统计解降有关均代和方差的估村检验出3工件
3.1上件材料
两乐,上,各试验齐可接共需要任速工仆材料,但,为了提高售试验者所得试检结果叫的可比生,地次选下计料之—作为年考材释,即按869的45或恢G9439药H25等铁。参书材料更刘详细的规道列在附录A(标准的附录)中,过料规范以内的变比会对共可加工性产生影响.若要水供应规范较严格的工件材料以减少此类账询,应与供方协商,
有关工牛材料的信息,阿年:牌号、化学成分,物理烂能、鼎微组纳,工件材料的生产“工艺过程(如热乳,般造欺造或冷拉)以及务钟热处职的余部纫节都应在试险报告中作白报告(见.:和对录A)。检测所制备工件材料的硬度时·应在每个试件一端横截面的试验区上测定,对推的工件数面共吃度压我应分和在试收区劳于无边的中心线上,至少应测定5点中心一点,两则举近边据各一点在心点邓过缘点之闻各一点(元图2).2
GB/T16459—1996
图2硬度试验
对从轻大还新切卜米的工件或预计更度变化胶显丢的工件,补充碳测量,以便确知更度值是否在规定的范固内,对这些测定点药位件及测定方法都应在试验报劳中作出报告。同一批材料的度差应尽可能的小,枣考材料的实你他纠子附录A(标准的附录),血类似材料的硬度偏案是算术平节值的6览。
为了在据当长的时间内都能比教试验结果,注议试龄者购备足够数量的挚专材料以满是其需求。3.2 尺寸
3.2.1继议用于端面饶:(见9.3.1)的工件应为样料或方料.其截山的宽度为0.6借缺刀直径(如:2=)25amm时,为76mm)(见6.8)小长度为3倍饿小径(如,=125mm附火375mm).高度的最大恒与改小镇由所缩试险的次数及对材料均约性的要求来决定,其限制条件超必须确保在加工中有足够的慰定性.对实际迷用的尺寸型作小报李。3.2.2对于协铁材料,在新送控药方料尺守内,必须达到要求的金相组织。4刀具力
原则上,各试龄者可按其范要任选选刀。但是,为了提商各试题者所得试验结果间的可比性,推荐用有径为125n1m的等齿册的六齿面做刀,与扯荐值有任何偏商都应作出报计。4.1尺寸和公案
所推荐铣刀的尺寸也案GB5342的划定国3络出了所推券的刀刀体的主要尺寸。然各试验者可救自口的带要自由选择刀片,但建议各试验者按GB20B1选择愧成合金刀片SFAN120:EDR装下推得的刀达.上。图4给出了所些议的片尺十.在同一组试验中,债用约各习片之制的差求应保持东最小的理度上(见3).用唯荐的装成铣为,花公差在图3中曾出(有关切削刃的圆既动些见4.5]。4.2为其几何参数
在具卫何参数不是试验变此的所有切谢试临中,议周图3利4给出的几间参数。典儿何希度的代导按G1/13得。
同一组试收中,使用各个刀片几何些数之间的差别应保持在最小程度。加严儿何公差的刀具供货件.应与供方协商4.3切划前莎和才片表面
GB/T16459-.1996
切灯的形权印列工方法将试验的纤思台资品善的物,断此软确池测用据录力的向持行并录渐纹路的斤成相形状是很取要的t
图?可转位雨院刀
2数-6
(CH342.H类径-:35mm)
图4四边形可转位融所充镜刀片
GE20代SPA
当闪编刃的游的不是实款时试验使用的月片前克有一宽度为0.20m土05mm的阅按,且0B/T16459·1996
其2士(在刀片上测放>的法间前角刀片的候光在使用时是平行于加表的应尽过保证择利,而压刀具的面宁幅光刃连接处不应有例格(见9.3.2)刀县前而与定肖汐连接处如有倒校,可平行于河的对或与切前对料,即例宽度商力尖的距离而增加、灯果倒放量倾料的,则在主切削刃,二作部分范国内的最大宽度不应超过0.2mm·并应技其师角废值,磨谢解虑的方向应子报告。小表面虑R,不皮超过.2m。
寸片文承表面的平面度误差不应超过C.20m1m1。44刀月材料
在刀其材料本身不恶试验受试莉所有试整中,试验将使确定一合适的参考刀具村料来进行研究。原则,行试些者可按其带要性送为具材料,但是,为「提高各试验术萨等试验结集同的可!性,建议逆出下划材料的一件作多儿具村料按2C7采压2到的非除层硬质合金饶削桐位,采K沟的破质个金选剃诗钻件.此外建设取用垒考村料库中硬风合金,以便能在一不较长的时期州可以比验结果过打比按。并建设保持足够的刀月库存盘,瞬求供成规范较产格村参考儿具材料作时!试时·应与供方协商,以短在实际可能的况下尽可能地保正!其各钙削刃的一数生,出各制造!的拍同用途纠的硬质合全牌号性能是不司的,井以在较小相学上各批之间也有差别因此,应对盟对特生的片来按验新叉刀片的生能。如果刀具书材料是试验的变其,则应报告身料的炎别尽可能多的持性。对作涂层成装面处环的情况,应作山洋灿报告4.5万具的安装
月1端面试龄的面链力应直接安装在铣床的主轴上,链刀和主轴的表面要十净且无毛刺。铣刀成可说地固定产上轴上·并且应在铣刀的切削灭上仔细地检查选刀的圆跳动。其最大值而下:径向医路动=00pm驰可国既动=5tpm托邻均力的径向菌跳动妞不前过50mm,应逐一划盘井记录所有切削刃的实际跳动量,该月标准的铣可乱门片井安斐普通的统床上就能达到于述规定的回能动值,鉴于切削可跳动对个刀齿的电测影响,特别是使用表1抵荐的「断轻小避给时尤基。所以,刀片蒙在刀体上应采用证你配以尽减小标跳动
5切削液
一情况下·试验不应用切削液。与果环境带要用切前波时,乐应对新过用的划削液作出明确的划范,建冲规追应过括:商标,密液成分、实除的康、水的硬度(出果水作筛释剂时)、溶液或乳比液的H店
生这冲情况下,切前微应“俺没“刀具切前部分,其统速不应低于L./m扭,或按金划除率让年rr/m不于0.1L/min,应送用较商演速,对喷咖置径、流速和需液箱的报虑应作出报告。6切削条性
6-1建设的近条件
划削杀件
atisri
进址.nn齿
1)在比特完情况下等于工性的累降2)钟直径
CBT15459--1996
表1座议的切削条件
对所有每齿进给量,背吃刀量,或侧吃刀量”“:不是主要试验变量的试,其划条件应按表速取:
吃力侧吃的差为十5兴,
6-2其他肖系件
当指走将注给基在机床上此值时,可使用还指定值的效值。在这种情况下,其背吃过盘速方:d=2.=mm或d,=8×,f,两老中取较大者。当进给盘,背吃刀吨或工性的宽炭都为试验变单时,所有的数据都应朗确地规定。但无,总液注点,切前杀件应在儿具,机床,央为等性能合适的范困冷择,以便获得可费的动验结果,这注忘的是:进给成小0.1mm/题或大于0.mm/齿吃母小十2mm成人mm,都会导产生不测干本标准抑存的才具关效模式和存却判措,所以,不迎发采用这些数值:5.3的位
对于端面就刀试验,饿刀的轴线应最好沿工仁的中心线多动,灯了寻免车片从工件切出时刃口破裂,允许洗相对于T件中心线的位肾,闯开工件切出池的方可移动。如起使倪刀的拍线放在让要形成润选系1内位写,或放车主要形成迎钱录件的位置,则应该记录铣小轴裁相对丁工件中心线的位,但足,应该占到,账要形成送洗的杀牛,可能导力产从上切出的天刻条牛,使切刃破裂非缩短刀其命(见第1罩的杀件1),应报告铣刀相对于二件的实际位贸见附录(标准的附录)6.4划削速度
切前速质层出洗刀公的自径严确定的图同连应(见)。座本代表试验亲件且其有负载的系件下到盐心均速度,表明式验录件已考虑测由三切前作用产生的速度摄失。述议通过预试险来确定所害的切制速度(恶8),也可以从划削数据手册中配到合适的切削道度:对金专上件材料和孕考力兵来说.这种速座约为16cm/四n,切创理度租有变动将显者地彩响存,例如遭度收变坐1%,几可使具寿命减半或加落,7力风失效和刀具寿命判据
在车间的实际牛产情说下刀具不能可如工出符合要求的片寸和表面质缺的上件的时刻通常决定丁有效刀具寿命的终点。刀具从归直倒不能再华续进行切削的腰问的这段时间可认为是有效了别孕命。但是·由丁切削录什等的不向,认为刀耳已达判有效刀尺寿的点的原因任各种坏合下可各不耗间.
为了是高试验结果的可啦性和可比性,重恶的是要拖刀具寿命定义为,刀具这到小丹存命判据的.-航定道前问总切制时间,
要使得止的试验数据可照,并能司各种米源的试验数据作比较,必效对刀具的失效现象(见?.加来用说响,
高%国除标准文为轴向切前保在和轻向切创深度,本偿谨楼G117132U4收为者吃.量和制吃力证,B
GB/T16459-1956
以识别和外类,再推荐一此判据及其限制值,并时它们来确定刀其有效存命的绝点(7.41。带据切削刃上发生失效的位不同,可取不同的限制值,本标难推荐形志的刀具太效来定汀具寿命,四为还有其地形式的小具失效可决快定力羽有教好命的终点,故在?.2亲定义中考思了裂效,崩刃和变形。带据资服务件的不同,每种不真失发的产生或发展,其支式各率.为帮助编写减整报告表其说明,本标准推寿,套代码分炎体系,对失效形比作了详纠说明(息,3)。在本条和表2列了多钟具类效境象的形式其中某典效规孕可能在本标准所继说的划前条件下调乐发生,
7.2定义
本环准应月下列定义,
7.2.1力其尖效:由如配过程引起满刀具动削部分的所有变化。刀具失效卡要分为三人类,即小再磨退,追性要琴和塑性变形,7.2.1.1刀具潜摄:海切削过程中,山于刀具材料逐渐损耗.懂刀月切削部分改变了原有的形状。7.2.7.2能性破裂:在切前程中,山于数蚊盈而使刀具切划分出现裂议,使刀具材料以小解块形式照诺:
7.2.1.3塑性变形在划前运程中,刀其材料在术开始损艳时,切前部分形状格对丁原有形状所发三的略变(见?.3.1)。
7.2.2刀具大效的量度用数值米表尽才具荣和失效尺度的一个盘:例:
后面均勾磨摄带的宽度VB1见7.3.2.1…--状载数CR1见7.3.5.1和7.5..7.2.3刀具弃命学,据:规定的几具大教量良的,个测定值或规定现患的出玩。例如:
片面均磨据带的宽度VB)=0.35ram(允7.4.1)一产生可规毁。
7.2.4其存命7:月具达到规定命判据时所需的总切制时间。7.3力具效现象
7.3.1刀其失效和感抵的代码依系实际上.降种不司的尖微形次在切削注中会同时发生,因此.需望能用含意阴确的方式米给出有关刀兵失效的情况,表2推荐并图示了:套代码体系来推述划过程中每个价段划量时观察别约失效现象。这择就减少了还长的义学脑述所造成错误理解的风验,并大大减少试验报告中的图示数年。73.2后面磨损(V)
在划削过虚中,刀具后闻上的材料损,学致心面损情的理步发展.7.3.2.1均面磨披(1)
通节为·条等宽度节案损带,并在与势个作用切刃扫吡连的所丽上扩展(图5)。7.3.2.2不后面VR2)
GR/T 16459—:996
宠度不规账的磨损带,该爱损带和始培面相交产生的感形代书个位性测量是变化的图的。6
7.3.2.3局部后面磨损(VB3)
发完免后面局点上的过大的后面磨损形式(民的P车点相巧或A风域利图)。这种后而需损的一种特殊形式是缺口磨,在切削过程中.它在主后面上邻接加工表而的部位产准
这矿面展损前与一种特殊形式危内枯摄,位切别过望中,它在副后面上郭按已加工表面的部化生。
局部后面瞻报的带三种特殊形式,有时候在两策直线切削刃的交点上产生。快口版
两苯直切引刃交点
过通区的的邢质据
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。