JB/T 6639-2004
基本信息
标准号: JB/T 6639-2004
中文名称:滚动轴承零件骨架式丁腈橡胶密封圈技术条件
标准类别:机械行业标准(JB)
英文名称:Rolling bearing parts—Skeleton acrylonitrile-buta-diene copolymers seal-Specifications
标准状态:已作废
发布日期:2004-02-10
实施日期:2004-06-01
作废日期:2016-03-01
下载格式:pdf zip
标准分类号
标准ICS号: 机械系统和通用件>>轴承>>21.100.20滚动轴承
中标分类号:机械>>通用零部件>>J11滚动轴承
关联标准
出版信息
出版社:机械工业出版社
书号:15111.7294
页数:12页
标准价格:12.0
出版日期:2004-05-30
相关单位信息
起草人:张自健、郭增均、戴晓洛、王子君、郑晓敏
起草单位:洛阳轴承研究所 万向集团公司
归口单位:全国滚动轴承标委会
提出单位:中国机械工业联合会
发布部门:中华人民共和国国家发展和改革委员会
标准简介
本标准规定了深沟球轴承用骨架工橡胶密封圈用胶料、骨架、成品的技术要求、检验与评定方法、检验规则以及标志、包装和运输。本标准适用于JB/T 7752-1995规定的密封深沟球轴承用硫化丁腈橡胶密封圈。
标准图片预览

标准内容
1C5 21.100.20
中华人民共和国机械行业标准
JB/T6639—2004
代替JRT6639—1993
滚动轴承零件
骨架式丁晴橡胶密封圈
技术条件
Rolling bearing parts-Skeleton acrylonitrile-buta-dfene copolymersseahSpecifications
2004-02-10发布
2004-06-01实施
中华人民共和国国家发展和改革委员会发布谢育,
规范性动用文件
3技术岩求,
.菌用料
案封成品
4将验与评定方法
5检验规
5.3成品.
6标志,包装,和运输,
附录A(规范性附录)密封两浸泡试验力法A.1 导言
A.2仪器,料和试剂
雁备工作
试临步
脱胶判别
附求B(现范性附录)密打在润微脂或防锈油中尺寸稳定性的试验方法B.1
议器、设备和材料
推备工作:
试验步骤,
结果说明
IB/T66392034
本标准代誉JB/T6639一1993深沟球轴承骨架式橡胶断封圈技术案件3,本你推与JR6639—1997相比,主要化如下:“-接GB/T.—2000规定,两整了端排格式对“范国“中的内容进行了修改(1993年就和本版的第帝\:1B6639—204
一.对用标准进行了重新端排,并按应薪标陆停改标准名称,培深了H门1522,刷除了5722(1993年版和本版的第2章:依据“胶料、骨架、或品”的主线,对原标雅进行了编转烂修改。其十;第3登--第5单的内客做下全面修改,第6查做了部分锋改(1则3年版和本版的第3单--第章);对表部分项总名称及参数送行了修改:\压永久生形(压缩率20%)“改为“爪缩率30%\:“橡胶与金属扯离强度”改为“橡胶与金属粘台强度”(3年版和本版的表1)::一对附录人、附录B进行了修政、增检了部分条款1993年版和本收的附示A、张录B)本标准的附录人和附录白为现范性附录。本标准出中国划惑1.业低合会提出。本标准由全国策动轴承标准化技术委员会(CSBTS.TC归F:金标准保草单位:洛阳轴承研究所、万向央函公司。标准主要归草人:张自健、郭增均、戴晓落、玉了右、郑晓敏,本标准所代替标准的沥饮版本发布情况为:JH16639-1093
1法围
JRT 66392002
滚动轴承零件骨架式丁晴橡胶密封胃技术条件本标准规了深泌球轴承用骨望式像胶害封图(激下简称出封圈!用效料、受架、成品的技不要求验与评定力法、检验规划以及标志,包装和运施:本标润适用于JB/T7752—1995规定的密时深沟球轴承用硫化I脏橡胶(NBR)密封图。2规范性引用文件
下列文件中的亲款通过本标准的引用而成为本你准的条。凡是注巨期的引用文件,其跑后所有的修改单(不包括勤误的内容或修订版均不适用产本标准,然面:鼓励根据全标准达应议的各方研究是再可使用这些文件的最新版本。凡是不注日期的!用文件,其最新版本适用十本弥准。GH/1528—1998疏化像胶或热塑性极胶效伸应力应变性能的测定c9V1>37:19943GB/T531990橡液独珍硬度压人硬度试验方法(iIS07519:1986)G/T 1682—1994
GB/1689—1998
GiR/T1690—1992
GB/T2361—1992
GR/T2828
G B/T 3S12--20D1
GB/T3S22—1983
iH/1$721—1993
GB/F7759—1996
815.19913
硫化橡胶低温脆性的测定单试样达e9V150812:1991)疏化像胶时增性能的测定(用可克阵磨耗机(nHS903PctA9.198s)硫化橡胶耐液体试验方法「ey1so1817:1)防诱泊脂湿热试验法(neqJ15K2246:1989)避批检查计数仙样程序及油样表(适用丁连续批的检查:范化橡胶或热塑性像胶热空气加速老化和耐热试验(egvIS0188:1998)优质碳装结构钢冷轧钢带
橡胶储封制品标志、包瑟、运输、贮存的一股现定硫化橡胶、热塑性稳胶、带温、断温和低湿下压缩水久企形测定(VIS)化胶与金质粘合强度的定拉伸法(egv15R:1:1596)G3/TI1211—1989
密封深狗球轴承技术条性
JB/17752—1995
3技术恶求
3.1离封圈用胶料
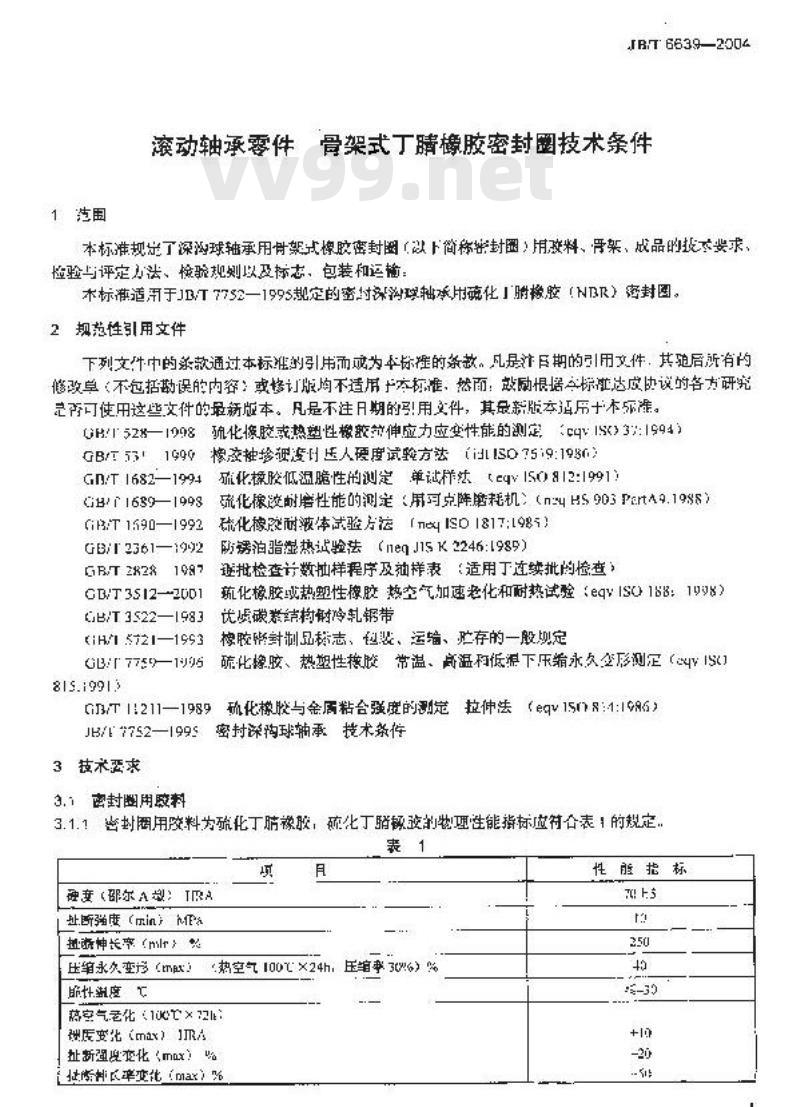
3.1.1出封圈用胶料为硫化丁肪橡胶,硫化丁脂械改的卷理性能指标应符合表1的规定.表1
硬(邵尔A)TRA
址断强度(min)MF
断神长率(mlr
压缩永久变(mx)
脏性度
热空气100℃×24h,压缩306)%荔空气毫化100×721:
础质变化(max)RA
扯断强典变化(mx)
捷断料长率变化(max)%
性能指标
10/T6639-2004
时速体试验[00℃×24h】
【些标准油
体积变化
3号标准油免费标准下载网-唯久标准网vv99
体扭变化
(%)
亲耗减盘(mxcm1.Gkm
橡胶与属粘强度(mo)MPa
1(绪)
,非接触式密新操球轴承用密封温可不要求此项。3.1.2密封圈用胶料应混炼均句:不应有胶团及人于心.15mm的杂质,3.2密封显骨架材料
10-~ -5
9~·+20
3.2.1密封圈骨架材料一触应采用08、08F、10或性能相近的优质冷轧钢板:其物坦性能成符合G313522—1983要求,如有新殊要求可由供解效开共商商定,3.2.2骨架的结构和尺寸公差接产品图样的规定,323对压骨架件应进行大手工艺外理3.2.4神压甘架件应进行提高防锈蚀能力的表面处理。3.3密封圈成品
密封图的结构形状和尺寸公差接产品图样的规定,密封圈的形位公差不应超过表2的规定。表2
患封骨案内径对雷其圆外径的同独度带封围骨架外径对密对函外经的尚轴度牢封周平度
≤:50
密封温外径
30 - 85
密势圈分换的登胶应除净,工作署口的毛树亮度和觉度不成超过0.05mm。3.3.3
除工作屑1以外的其他表面外规质量应符合表3的规定,3.3.4
峡晰名称
秘固气池直um
志面气落数量
表面杂质面积mm2
面杂质数量个
表面凸高准mm
表面凹面rm
表面凸叫数冠下
根胶表面划察长度rm
合樊错链mm
骨架外要部分划痕
不大于
不赶过
不多于
公高于
不超过
不多于
不大于
不大于
密封围外径
不允许
3.3.5带因在丙酮4按泡1h不应脱胶。.1H.T663—2004
33.B密时图骨架应无雾迹,粘合剂涂层应均勾、完整,按4.2.3检变其人锈独成随过721(一个周期)
3.3.7密封圈的橡胶层和轴承采用的润滑脂、防锈油应相互匹配,接4.3.4进行试验后,润滑脂利油的外观均尤另密变化,密起圈结构形状和尺寸不应趋出产品图样的救定3.3.B册封在环始温度-30心100内应能正常使用。3.3.9生产厂成保证密封图成品自出厂之尺起,在一年的忙存期内,其性能应符台表的规定,4检验与评定方法
4.1胶料
4.1.1过断强度,使长率按CB528规定的方法检查。4.1.2压销水久变形接(B门775规定的法检查。4.1.3舱性温度按(H/11682规定方法检查.4.1.4热字气老化按G3T3512的规定方法检查:4.1.5耐疫休试验接CH/11690的规定方法检查4.1.6磨耗减量按(1R/1h89的现定方法检查4.2骨架
A2.1密封照骨架出生产厂按GBT3522现定的检验方法选行出」前检查4.2.2密封图骨架的锈蚀试验按GB/T2361中的规定进行。其中试样改用离封图育按逊:试验,咨时圜法样不作任何工处理,只进行清洗,清洗的方法是用链了来最径决有游剂油的脱脂棉擦试“至次、进行去污脱脂,不应操伤架和粘合剂涤层。锈蚀试验结果不评级,只要在密过圈骨架部分用日视观察到一个(也括一个:以上锈点则判为锈蚀4.3成品
4.3.1离封图的外观,用日谢方法或设器进行检查。32害封圈的土要寸(外径、内径、高度)和结构形快用工具显微镜和投彬仪以及专用仪器俊查433资封在丙中的没泡试验按附录A检查,4.3.4密时圜在泻滑脂和防锈油中的尺寸赖定性按附录B懿查,4.3.5密判同硬度按GR/T531规定的方法检查4.3.6密封图胶料与金尽粘合强度按GB/T11211规定的方法始查5检验规则
5.1胶料
5.1.1同班、同机台生产的胶料为一批,每批妆一,选行其物理性能检验。5.:.2疫料外死应逐辑进行检验
51.3胶料闷热老化、耐滤体试验每月抽检一次,晚性涵、磨量每孕滤抽检一次:当惊利料,工芝改变及封菌脱层时感进行股料与金展的霜合端度验。5.1.4当5.1.3出现小合格叫,应取双倍试样,对不合格项目进行复检。若复检不合格,应允许股剂餐次,修炼后必频进行全项性能检查,碧其中仍有:项不合格者,该理胶料为不合格品,同时应对该批胶料逐辑进行检验。
5.2成品
5.2.1封圆的外规捡查按表1疑定的项日100%检查5.2.2封图主要尺寸(外径,内径,高度)及表2中规定的形位公差的捡验,安G/T2R28的规定取接收质量水AQ1.为4,特殊检查水平S-4进行拍样检查.3
JB/T6639—2004
5.2.3密封围的结构形状、密封围在内削中的没泡试验、密时删外露渠的锈试验、密时困在润游脂和防锈油中的尺小稳定性或验等的抗检数量按表1的规定,在抽样样本丰若所检项凸有一个不合格:测加倍取样,别不合格项进行某检,若还有一个不合格,购整批为不合格产品。表4
500D1~10000
抽样双
5.2.4密封圈应由制造厂研基检查部门进行检查,对检验合格产品,出厂前成附合格证6标志、包装、和运输
6.1密封的标志、包装、和追输按GB/TS721的规定。e.2对密封圈的包装有特殊要求时,可由俄需收方商定A.导言
(规范性附录)
密封圈丙酮漫泡试验方法
JHT66392004
本方法是把密封圈效入丙開中浸泡,按定时间观察并记录密封圖表叫是否起泡,皱折或悦层,以评定密封的橡落与金尽骨架的粘会程典。A.2仪解、材料和试剂
A.2.1试验用设备,仪器和材抖:)东床:
比)培养正战称样瓶(比所测离封醚直径销大即可):饿子;
10纸或砂布
窄型铎利小刀:
)时钳:
!待测密圈.
4.2.2试验用试剂:
小南(分纯)
A.3准备工作
A.3.1用剪刀剪去密封图外套.再在180砂纸成砂布上磨去未剪干净的橡胶霸出骨架外圈再用孕型刀其划去密封圈内臀露山骨架内。切制时才具要锋利,措胶层至架方向切割:不应来回用力切以免损伤胶层和骨架的粘接。
4.3.2把切法内、外唇的密封圜装在车宋上用探利尖刀切密封陶胶垦,切口要求如下,a)切口的深度为收层的厚度:只切开胶层如可::切形成的内合圆坏成与密时圈同心,其同辅案误差应小0.5:架环形宽麦小十4mm则可不切:4mm5rm没胶环面4心切一匹坏划口:人下5mm每增加2.5mm增加一环切口;2)圆环切亡离内圈或外距离不应小于2m.A.3.3洗净培养L必干待用
A,试验步骤
A.4,1将绝上逐处理后的密封阐在每一个培养肌中放人一片,胶层朝上:4.4.2在微好密时菌的培养血中人内酮直至没没出药剧并高出5mm~-10mm,可用锐于夹住密封围在为酮滚剂中左右动数次,驱除气泡,时记下时间A.43每弱10min观察关记惑次密封围表面状况,记录在1h内脱胶的密封图数。5
JH/T6839---2004
A.5脱胶判别
谢封图表面起鸿面积耀过1mm为脱胶密过圈表面起泡面利小于1mm,但可以用肉眼规察到的起泡个数多于三个小为脱胶无以上情况,判定为合格。
B.1导言
附录B
(规范性附录)
密封圈在润滑脂或防锈油中尺寸稳定性的试脸方法JH/16639--2024
本方法是测定了腊橡胶密封圈在100七的润带脂或防诱油中锻泡一定时间后的尺小变化B.2俊器、设备和材料
B.2.1试验用仪器、设备:
a):读数显微镜或工其显微镜(分度值不大于0.01mm.虽程在待测密封圈的尺小范历内)b)电热慎组F焕箱(可调温度范固50-200℃:控温精度+1℃)培养且成烧怀(察等直径比售对圈直径大15~25mm);1)窄形到威(长1B1mt~200mm,宽8mm~15mm高2mm--3m的婴或牛负片样架(三角托架吊架)。
R2.2谢验用材料:
a)润耐脂或随锈泄(密封轴承采用的油脂):h)待测密封谢
B.3准备工作
.3.1,将密封圈敏在室温25士2Y下2h以上,待尺寸稳定后,用读数显微筑或1.具显微镜测虚密封圈的内,外征尺寸。
B.3.2用刮板特润滑脂涂在密封图的两面,润滑脂的厚度不小于5mm(涂脂时应注意排烩气他B.33将徐好润脂的密对函放人培辨血中(若是测定在防锈袖中的尺寸变化,则把密时圈光平放在烧杯中的三拍架上,离烧杯底部和烧杯壁应不小于51mm,然后注人防锈油径没全密封同5mm--1rm的高度!
H,4试验步聚
B.4.1将放骨逆射图试栏的器血移人电热恒温下烘箱内。B.4.2接满电源,温度开至100℃时开婚时。B.4.3你持温度100包+2它:经70h后股出样开冷制至室温25它二2名时、的掉开搬净强册了、保拉2h以上,待尺寸稳定后,用上述同·光学测量仪器测盘封围的内、外控尺十。B.4.4测盘尺寸时应清意没润科脂或防诱油前后的测量置,应尽量在同依节上洲显,避免于需过摘降识差影响副款果。
B.4.5成在密封周交叉垂有位1分别测量内、外径尺寸,每一尺寸测前两次,测单结具取算术平均道,B.5结票说明
B.5.1浸消滑或防锈油前后的尺寸差(取试样的草术平均值)为密封困在润滑脂或防锈泊中的尺寸变化垒。
JB/T66392004
2,该尺小变化量,包含有两部分尺寸的变化,谢封在该温度下处理后的收缩以及谢脂使密时圈.5.2
尺的胀缩
B.5.3若仅测定油服使密封图尺寸胀缩的尺寸变化量,则应先将密款避在100℃下进处理,待尺寸均定后,再测定其在润游脂或所锈油中的尺寸变化量。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国机械行业标准
JB/T6639—2004
代替JRT6639—1993
滚动轴承零件
骨架式丁晴橡胶密封圈
技术条件
Rolling bearing parts-Skeleton acrylonitrile-buta-dfene copolymersseahSpecifications
2004-02-10发布
2004-06-01实施
中华人民共和国国家发展和改革委员会发布谢育,
规范性动用文件
3技术岩求,
.菌用料
案封成品
4将验与评定方法
5检验规
5.3成品.
6标志,包装,和运输,
附录A(规范性附录)密封两浸泡试验力法A.1 导言
A.2仪器,料和试剂
雁备工作
试临步
脱胶判别
附求B(现范性附录)密打在润微脂或防锈油中尺寸稳定性的试验方法B.1
议器、设备和材料
推备工作:
试验步骤,
结果说明
IB/T66392034
本标准代誉JB/T6639一1993深沟球轴承骨架式橡胶断封圈技术案件3,本你推与JR6639—1997相比,主要化如下:“-接GB/T.—2000规定,两整了端排格式对“范国“中的内容进行了修改(1993年就和本版的第帝\:1B6639—204
一.对用标准进行了重新端排,并按应薪标陆停改标准名称,培深了H门1522,刷除了5722(1993年版和本版的第2章:依据“胶料、骨架、或品”的主线,对原标雅进行了编转烂修改。其十;第3登--第5单的内客做下全面修改,第6查做了部分锋改(1则3年版和本版的第3单--第章);对表部分项总名称及参数送行了修改:\压永久生形(压缩率20%)“改为“爪缩率30%\:“橡胶与金属扯离强度”改为“橡胶与金属粘台强度”(3年版和本版的表1)::一对附录人、附录B进行了修政、增检了部分条款1993年版和本收的附示A、张录B)本标准的附录人和附录白为现范性附录。本标准出中国划惑1.业低合会提出。本标准由全国策动轴承标准化技术委员会(CSBTS.TC归F:金标准保草单位:洛阳轴承研究所、万向央函公司。标准主要归草人:张自健、郭增均、戴晓落、玉了右、郑晓敏,本标准所代替标准的沥饮版本发布情况为:JH16639-1093
1法围
JRT 66392002
滚动轴承零件骨架式丁晴橡胶密封胃技术条件本标准规了深泌球轴承用骨望式像胶害封图(激下简称出封圈!用效料、受架、成品的技不要求验与评定力法、检验规划以及标志,包装和运施:本标润适用于JB/T7752—1995规定的密时深沟球轴承用硫化I脏橡胶(NBR)密封图。2规范性引用文件
下列文件中的亲款通过本标准的引用而成为本你准的条。凡是注巨期的引用文件,其跑后所有的修改单(不包括勤误的内容或修订版均不适用产本标准,然面:鼓励根据全标准达应议的各方研究是再可使用这些文件的最新版本。凡是不注日期的!用文件,其最新版本适用十本弥准。GH/1528—1998疏化像胶或热塑性极胶效伸应力应变性能的测定c9V1>37:19943GB/T531990橡液独珍硬度压人硬度试验方法(iIS07519:1986)G/T 1682—1994
GB/1689—1998
GiR/T1690—1992
GB/T2361—1992
GR/T2828
G B/T 3S12--20D1
GB/T3S22—1983
iH/1$721—1993
GB/F7759—1996
815.19913
硫化橡胶低温脆性的测定单试样达e9V150812:1991)疏化像胶时增性能的测定(用可克阵磨耗机(nHS903PctA9.198s)硫化橡胶耐液体试验方法「ey1so1817:1)防诱泊脂湿热试验法(neqJ15K2246:1989)避批检查计数仙样程序及油样表(适用丁连续批的检查:范化橡胶或热塑性像胶热空气加速老化和耐热试验(egvIS0188:1998)优质碳装结构钢冷轧钢带
橡胶储封制品标志、包瑟、运输、贮存的一股现定硫化橡胶、热塑性稳胶、带温、断温和低湿下压缩水久企形测定(VIS)化胶与金质粘合强度的定拉伸法(egv15R:1:1596)G3/TI1211—1989
密封深狗球轴承技术条性
JB/17752—1995
3技术恶求
3.1离封圈用胶料
3.1.1出封圈用胶料为硫化丁肪橡胶,硫化丁脂械改的卷理性能指标应符合表1的规定.表1
硬(邵尔A)TRA
址断强度(min)MF
断神长率(mlr
压缩永久变(mx)
脏性度
热空气100℃×24h,压缩306)%荔空气毫化100×721:
础质变化(max)RA
扯断强典变化(mx)
捷断料长率变化(max)%
性能指标
10/T6639-2004
时速体试验[00℃×24h】
【些标准油
体积变化
3号标准油免费标准下载网-唯久标准网vv99
体扭变化
(%)
亲耗减盘(mxcm1.Gkm
橡胶与属粘强度(mo)MPa
1(绪)
,非接触式密新操球轴承用密封温可不要求此项。3.1.2密封圈用胶料应混炼均句:不应有胶团及人于心.15mm的杂质,3.2密封显骨架材料
10-~ -5
9~·+20
3.2.1密封圈骨架材料一触应采用08、08F、10或性能相近的优质冷轧钢板:其物坦性能成符合G313522—1983要求,如有新殊要求可由供解效开共商商定,3.2.2骨架的结构和尺寸公差接产品图样的规定,323对压骨架件应进行大手工艺外理3.2.4神压甘架件应进行提高防锈蚀能力的表面处理。3.3密封圈成品
密封图的结构形状和尺寸公差接产品图样的规定,密封圈的形位公差不应超过表2的规定。表2
患封骨案内径对雷其圆外径的同独度带封围骨架外径对密对函外经的尚轴度牢封周平度
≤:50
密封温外径
30 - 85
密势圈分换的登胶应除净,工作署口的毛树亮度和觉度不成超过0.05mm。3.3.3
除工作屑1以外的其他表面外规质量应符合表3的规定,3.3.4
峡晰名称
秘固气池直um
志面气落数量
表面杂质面积mm2
面杂质数量个
表面凸高准mm
表面凹面rm
表面凸叫数冠下
根胶表面划察长度rm
合樊错链mm
骨架外要部分划痕
不大于
不赶过
不多于
公高于
不超过
不多于
不大于
不大于
密封围外径
不允许
3.3.5带因在丙酮4按泡1h不应脱胶。.1H.T663—2004
33.B密时图骨架应无雾迹,粘合剂涂层应均勾、完整,按4.2.3检变其人锈独成随过721(一个周期)
3.3.7密封圈的橡胶层和轴承采用的润滑脂、防锈油应相互匹配,接4.3.4进行试验后,润滑脂利油的外观均尤另密变化,密起圈结构形状和尺寸不应趋出产品图样的救定3.3.B册封在环始温度-30心100内应能正常使用。3.3.9生产厂成保证密封图成品自出厂之尺起,在一年的忙存期内,其性能应符台表的规定,4检验与评定方法
4.1胶料
4.1.1过断强度,使长率按CB528规定的方法检查。4.1.2压销水久变形接(B门775规定的法检查。4.1.3舱性温度按(H/11682规定方法检查.4.1.4热字气老化按G3T3512的规定方法检查:4.1.5耐疫休试验接CH/11690的规定方法检查4.1.6磨耗减量按(1R/1h89的现定方法检查4.2骨架
A2.1密封照骨架出生产厂按GBT3522现定的检验方法选行出」前检查4.2.2密封图骨架的锈蚀试验按GB/T2361中的规定进行。其中试样改用离封图育按逊:试验,咨时圜法样不作任何工处理,只进行清洗,清洗的方法是用链了来最径决有游剂油的脱脂棉擦试“至次、进行去污脱脂,不应操伤架和粘合剂涤层。锈蚀试验结果不评级,只要在密过圈骨架部分用日视观察到一个(也括一个:以上锈点则判为锈蚀4.3成品
4.3.1离封图的外观,用日谢方法或设器进行检查。32害封圈的土要寸(外径、内径、高度)和结构形快用工具显微镜和投彬仪以及专用仪器俊查433资封在丙中的没泡试验按附录A检查,4.3.4密时圜在泻滑脂和防锈油中的尺寸赖定性按附录B懿查,4.3.5密判同硬度按GR/T531规定的方法检查4.3.6密封图胶料与金尽粘合强度按GB/T11211规定的方法始查5检验规则
5.1胶料
5.1.1同班、同机台生产的胶料为一批,每批妆一,选行其物理性能检验。5.:.2疫料外死应逐辑进行检验
51.3胶料闷热老化、耐滤体试验每月抽检一次,晚性涵、磨量每孕滤抽检一次:当惊利料,工芝改变及封菌脱层时感进行股料与金展的霜合端度验。5.1.4当5.1.3出现小合格叫,应取双倍试样,对不合格项目进行复检。若复检不合格,应允许股剂餐次,修炼后必频进行全项性能检查,碧其中仍有:项不合格者,该理胶料为不合格品,同时应对该批胶料逐辑进行检验。
5.2成品
5.2.1封圆的外规捡查按表1疑定的项日100%检查5.2.2封图主要尺寸(外径,内径,高度)及表2中规定的形位公差的捡验,安G/T2R28的规定取接收质量水AQ1.为4,特殊检查水平S-4进行拍样检查.3
JB/T6639—2004
5.2.3密封围的结构形状、密封围在内削中的没泡试验、密时删外露渠的锈试验、密时困在润游脂和防锈油中的尺小稳定性或验等的抗检数量按表1的规定,在抽样样本丰若所检项凸有一个不合格:测加倍取样,别不合格项进行某检,若还有一个不合格,购整批为不合格产品。表4
500D1~10000
抽样双
5.2.4密封圈应由制造厂研基检查部门进行检查,对检验合格产品,出厂前成附合格证6标志、包装、和运输
6.1密封的标志、包装、和追输按GB/TS721的规定。e.2对密封圈的包装有特殊要求时,可由俄需收方商定A.导言
(规范性附录)
密封圈丙酮漫泡试验方法
JHT66392004
本方法是把密封圈效入丙開中浸泡,按定时间观察并记录密封圖表叫是否起泡,皱折或悦层,以评定密封的橡落与金尽骨架的粘会程典。A.2仪解、材料和试剂
A.2.1试验用设备,仪器和材抖:)东床:
比)培养正战称样瓶(比所测离封醚直径销大即可):饿子;
10纸或砂布
窄型铎利小刀:
)时钳:
!待测密圈.
4.2.2试验用试剂:
小南(分纯)
A.3准备工作
A.3.1用剪刀剪去密封图外套.再在180砂纸成砂布上磨去未剪干净的橡胶霸出骨架外圈再用孕型刀其划去密封圈内臀露山骨架内。切制时才具要锋利,措胶层至架方向切割:不应来回用力切以免损伤胶层和骨架的粘接。
4.3.2把切法内、外唇的密封圜装在车宋上用探利尖刀切密封陶胶垦,切口要求如下,a)切口的深度为收层的厚度:只切开胶层如可::切形成的内合圆坏成与密时圈同心,其同辅案误差应小0.5:架环形宽麦小十4mm则可不切:4mm5rm没胶环面4心切一匹坏划口:人下5mm每增加2.5mm增加一环切口;2)圆环切亡离内圈或外距离不应小于2m.A.3.3洗净培养L必干待用
A,试验步骤
A.4,1将绝上逐处理后的密封阐在每一个培养肌中放人一片,胶层朝上:4.4.2在微好密时菌的培养血中人内酮直至没没出药剧并高出5mm~-10mm,可用锐于夹住密封围在为酮滚剂中左右动数次,驱除气泡,时记下时间A.43每弱10min观察关记惑次密封围表面状况,记录在1h内脱胶的密封图数。5
JH/T6839---2004
A.5脱胶判别
谢封图表面起鸿面积耀过1mm为脱胶密过圈表面起泡面利小于1mm,但可以用肉眼规察到的起泡个数多于三个小为脱胶无以上情况,判定为合格。
B.1导言
附录B
(规范性附录)
密封圈在润滑脂或防锈油中尺寸稳定性的试脸方法JH/16639--2024
本方法是测定了腊橡胶密封圈在100七的润带脂或防诱油中锻泡一定时间后的尺小变化B.2俊器、设备和材料
B.2.1试验用仪器、设备:
a):读数显微镜或工其显微镜(分度值不大于0.01mm.虽程在待测密封圈的尺小范历内)b)电热慎组F焕箱(可调温度范固50-200℃:控温精度+1℃)培养且成烧怀(察等直径比售对圈直径大15~25mm);1)窄形到威(长1B1mt~200mm,宽8mm~15mm高2mm--3m的婴或牛负片样架(三角托架吊架)。
R2.2谢验用材料:
a)润耐脂或随锈泄(密封轴承采用的油脂):h)待测密封谢
B.3准备工作
.3.1,将密封圈敏在室温25士2Y下2h以上,待尺寸稳定后,用读数显微筑或1.具显微镜测虚密封圈的内,外征尺寸。
B.3.2用刮板特润滑脂涂在密封图的两面,润滑脂的厚度不小于5mm(涂脂时应注意排烩气他B.33将徐好润脂的密对函放人培辨血中(若是测定在防锈袖中的尺寸变化,则把密时圈光平放在烧杯中的三拍架上,离烧杯底部和烧杯壁应不小于51mm,然后注人防锈油径没全密封同5mm--1rm的高度!
H,4试验步聚
B.4.1将放骨逆射图试栏的器血移人电热恒温下烘箱内。B.4.2接满电源,温度开至100℃时开婚时。B.4.3你持温度100包+2它:经70h后股出样开冷制至室温25它二2名时、的掉开搬净强册了、保拉2h以上,待尺寸稳定后,用上述同·光学测量仪器测盘封围的内、外控尺十。B.4.4测盘尺寸时应清意没润科脂或防诱油前后的测量置,应尽量在同依节上洲显,避免于需过摘降识差影响副款果。
B.4.5成在密封周交叉垂有位1分别测量内、外径尺寸,每一尺寸测前两次,测单结具取算术平均道,B.5结票说明
B.5.1浸消滑或防锈油前后的尺寸差(取试样的草术平均值)为密封困在润滑脂或防锈泊中的尺寸变化垒。
JB/T66392004
2,该尺小变化量,包含有两部分尺寸的变化,谢封在该温度下处理后的收缩以及谢脂使密时圈.5.2
尺的胀缩
B.5.3若仅测定油服使密封图尺寸胀缩的尺寸变化量,则应先将密款避在100℃下进处理,待尺寸均定后,再测定其在润游脂或所锈油中的尺寸变化量。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。