GB/T 6060.4-1988
基本信息
标准号: GB/T 6060.4-1988
中文名称:表面粗糙度比较样块 抛光加工表面
标准类别:国家标准(GB)
英文名称:Roughness comparison specimens-Polished surfaces
标准状态:已作废
发布日期:1988-04-18
实施日期:1989-01-01
作废日期:2008-08-01
下载格式:pdf zip
标准分类号
标准ICS号: 计量学和测量、物理现象>>长度和角度测量>>17.040.20表面特征
中标分类号:机械>>工艺装备>>J42量具与量仪
出版信息
出版社:中国标准出版社
页数:3页
标准价格:8.0
相关单位信息
首发日期:1988-04-18
复审日期:2004-10-14
起草单位:哈尔滨量具刃具厂
归口单位:全国量具量仪标准化技术委员会
发布部门:中国机械工业联合会
主管部门:中国机械工业联合会
标准简介
标准图片预览
标准内容
1引言
中华人民共和国国家标准
表面粗糙度比较样块www.vv99.net
抛光加工表面
Roughness comparison speclmensPoltshed surfaces
UDC 621.9.015
: 621.795.2
GB 6060.4 88
1.1本标准规定了抛光加工表面粗糙度比较样块的表面特征,用以与抛光加工工件表面进行比较,通过视觉和触觉评定抛光加工表面的粗糙度,还可以做为选用抛光加工工件表面粗糙度数值的参考依据。
1.2本标准参照采用国际标准ISO2632I11985《机糙度比较样块第二部分:电火花加工、喷丸、喷砂和抛光》中的抛光部分。2定义
抛光加工表面粗糙度比较样块(以下简称“样块”):具有表征抛光加工方法的已知表面轮廊算术平均偏差Ra值的标准表面。
3制造方法
样块按下列方法制造:
用电铸法复制出标准表面的阳模;a.
b.:用塑料或其它材料复制出标准表面的阳模:直接用抛光加工方法制造的标准表面。c.
4表面特征
样块表面只应呈现抛光加工方法所产生的表面粗糙度特征。5表面粗糙度参数及其数值
样块的表面粗糙度参数为轮廓算术平均偏差Ra,其公称值有0.012,0.025,0.05,0.10,0.20,0:40,0.80um(选自GB1031一83《表面粗糙度参数及其数值》中的第一系列)。注:根据需要可提供GB1031—83中第二系列的样块:6、样块表面粗糙度的评定
6.1评定方法
在样块标准表面均匀分布的位置上(有纹理方向的应垂直于纹理方向)测取25个数据,以此计算平均值和标准偏差,根据数据的分散程度,可适当增加或减少测取数据的个数。测量仪器应该符合GB6062-85《轮廓法触针式表面粗糙度测量仪轮廓记录仪及中线制轮廓计》国家机械工业委员会1988-3-17批准118
1989-01-01实施
GB6060.4—88
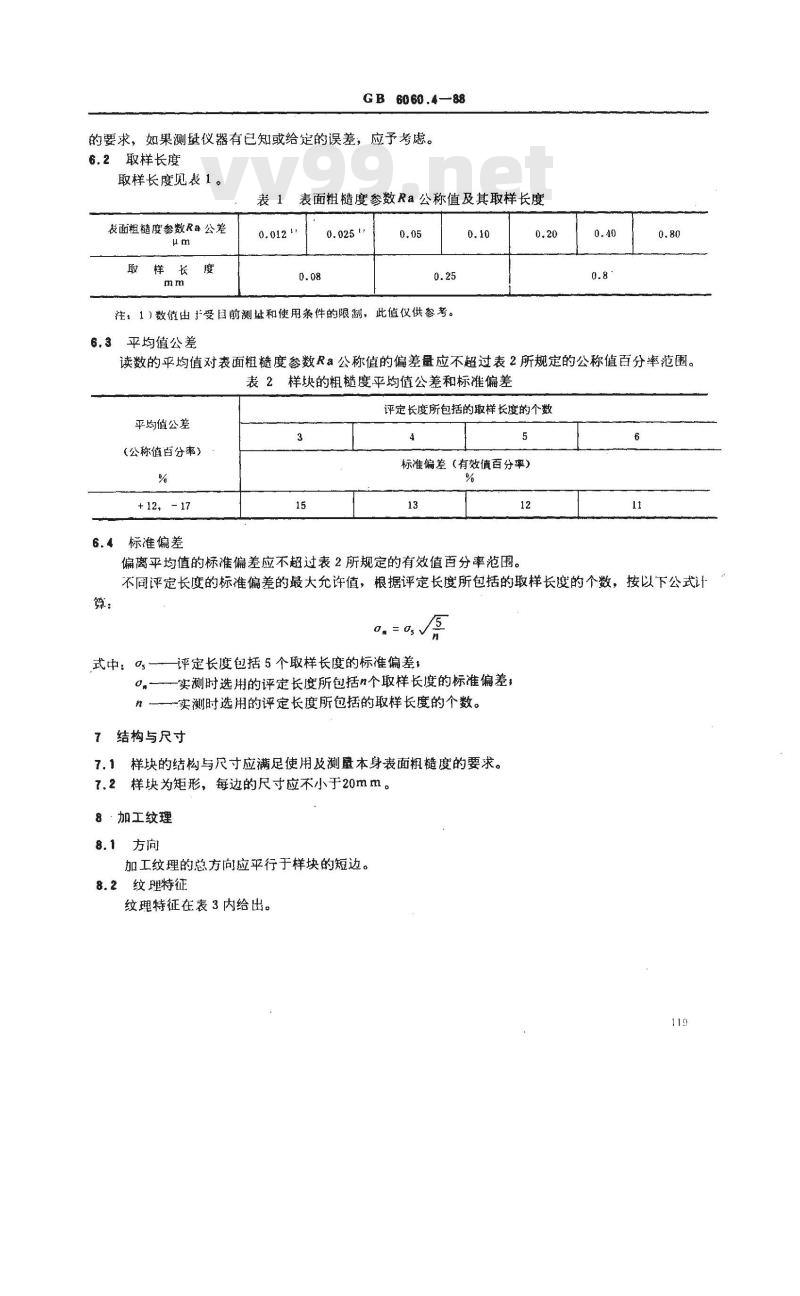
的要求,如果测量仪器有已知或给定的误差,应予考虑。6.2取样长度
取样长度见表1。
表面粗糙度参数Ra公差
表面粗糙度参数Ra公称值及其取样长度0.012
注:11数值由于受目前测域和使用条件的限制,此值仅供参考。0.10
6.3平均值公差
读数的平均值对表面粗糙度参数Ra公称值的偏差量应不超过表2所规定的公称值百分率范围。表2样块的粗糙度平均值公差和标准偏差平均值公差
(公称值百分率)
+12、-17
评定长度所包括的取样长度的个数4
标准偏差(有效值百分率)
6.4标准偏差
偏离平均值的标准偏差应不超过表2所规定的有效值百分率范围。12
不同评定长度的标准偏差的最大允许值,根据评定长度所包括的取样长度的个数,按以下公式计算:
O, = Os v
式中:
评定长度包括5个取样长度的标准偏差;一实测时选用的评定长度所包括n个取样长度的标准偏差;0.
一实测时选用的评定长度所包括的取样长度的个数。结构与尺寸
7.1样块的结构与尺寸应满足使用及测量本身表面粗糙度的要求。7.2样块为矩形,每边的尺寸应不小于20mm。8·加工纹理
加工纹理的总方向应平行于样块的短边。8.2纹理特征
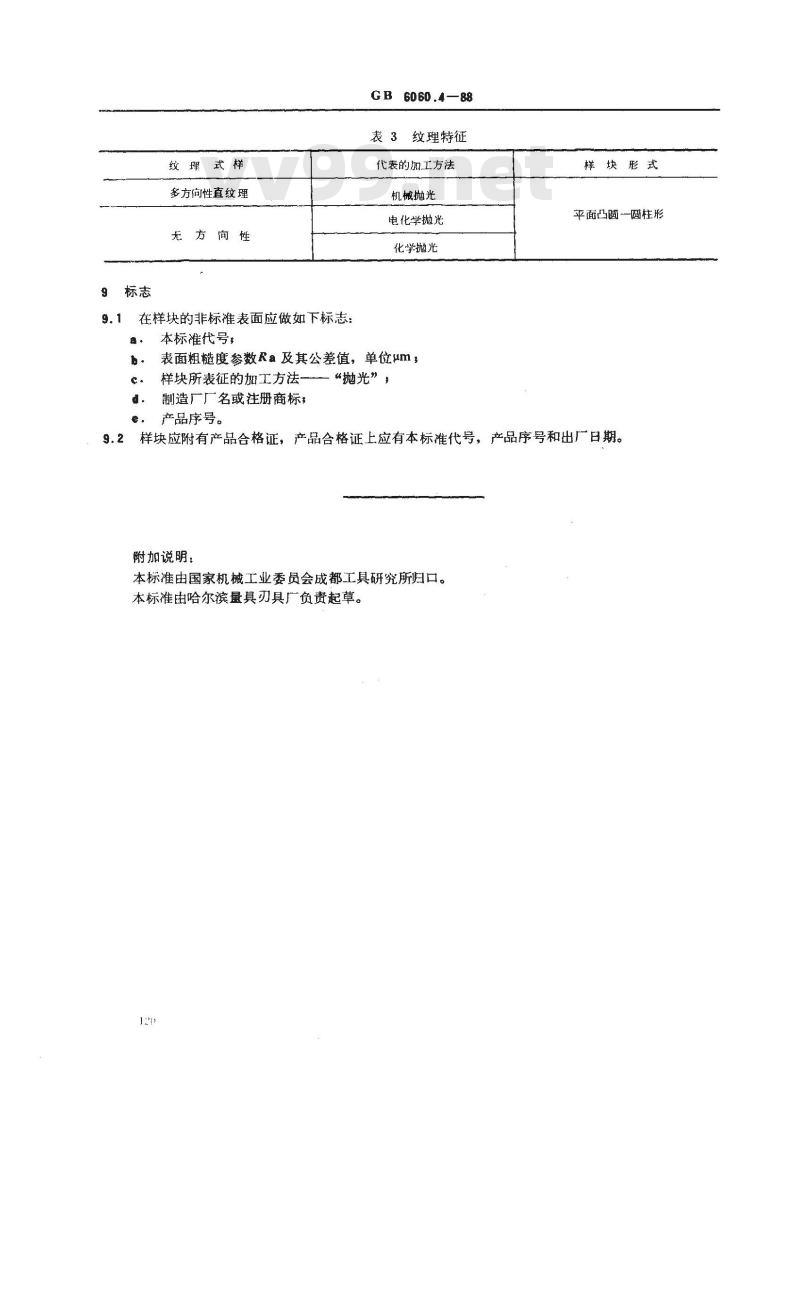
纹理特征在表3内给出。
纹理式样
多方向性直纹理
无方向性
在样块的非标准表面应做如下标志:本标准代号,
GB 6060.4—88
表3纹理特征
代表的加工方法
机械抛光
电化学抛光
化学抛光
表面粗糙度参数Ra及其公差值,单位um,b.
样块所表征的加工方法
——“抛光””
制造厂厂名或注册商标,
样块形式
平面凸圆一圆柱形
产品序号。
样块应附有产品合格证,产品合格证上应有本标准代号,产品序号和出厂日期。9.2
附加说明:
本标准由国家机械工业委员会成都工具研究所归口。本标准由哈尔滨量具刃具广负责起草。12
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国国家标准
表面粗糙度比较样块www.vv99.net
抛光加工表面
Roughness comparison speclmensPoltshed surfaces
UDC 621.9.015
: 621.795.2
GB 6060.4 88
1.1本标准规定了抛光加工表面粗糙度比较样块的表面特征,用以与抛光加工工件表面进行比较,通过视觉和触觉评定抛光加工表面的粗糙度,还可以做为选用抛光加工工件表面粗糙度数值的参考依据。
1.2本标准参照采用国际标准ISO2632I11985《机糙度比较样块第二部分:电火花加工、喷丸、喷砂和抛光》中的抛光部分。2定义
抛光加工表面粗糙度比较样块(以下简称“样块”):具有表征抛光加工方法的已知表面轮廊算术平均偏差Ra值的标准表面。
3制造方法
样块按下列方法制造:
用电铸法复制出标准表面的阳模;a.
b.:用塑料或其它材料复制出标准表面的阳模:直接用抛光加工方法制造的标准表面。c.
4表面特征
样块表面只应呈现抛光加工方法所产生的表面粗糙度特征。5表面粗糙度参数及其数值
样块的表面粗糙度参数为轮廓算术平均偏差Ra,其公称值有0.012,0.025,0.05,0.10,0.20,0:40,0.80um(选自GB1031一83《表面粗糙度参数及其数值》中的第一系列)。注:根据需要可提供GB1031—83中第二系列的样块:6、样块表面粗糙度的评定
6.1评定方法
在样块标准表面均匀分布的位置上(有纹理方向的应垂直于纹理方向)测取25个数据,以此计算平均值和标准偏差,根据数据的分散程度,可适当增加或减少测取数据的个数。测量仪器应该符合GB6062-85《轮廓法触针式表面粗糙度测量仪轮廓记录仪及中线制轮廓计》国家机械工业委员会1988-3-17批准118
1989-01-01实施
GB6060.4—88
的要求,如果测量仪器有已知或给定的误差,应予考虑。6.2取样长度
取样长度见表1。
表面粗糙度参数Ra公差
表面粗糙度参数Ra公称值及其取样长度0.012
注:11数值由于受目前测域和使用条件的限制,此值仅供参考。0.10
6.3平均值公差
读数的平均值对表面粗糙度参数Ra公称值的偏差量应不超过表2所规定的公称值百分率范围。表2样块的粗糙度平均值公差和标准偏差平均值公差
(公称值百分率)
+12、-17
评定长度所包括的取样长度的个数4
标准偏差(有效值百分率)
6.4标准偏差
偏离平均值的标准偏差应不超过表2所规定的有效值百分率范围。12
不同评定长度的标准偏差的最大允许值,根据评定长度所包括的取样长度的个数,按以下公式计算:
O, = Os v
式中:
评定长度包括5个取样长度的标准偏差;一实测时选用的评定长度所包括n个取样长度的标准偏差;0.
一实测时选用的评定长度所包括的取样长度的个数。结构与尺寸
7.1样块的结构与尺寸应满足使用及测量本身表面粗糙度的要求。7.2样块为矩形,每边的尺寸应不小于20mm。8·加工纹理
加工纹理的总方向应平行于样块的短边。8.2纹理特征
纹理特征在表3内给出。
纹理式样
多方向性直纹理
无方向性
在样块的非标准表面应做如下标志:本标准代号,
GB 6060.4—88
表3纹理特征
代表的加工方法
机械抛光
电化学抛光
化学抛光
表面粗糙度参数Ra及其公差值,单位um,b.
样块所表征的加工方法
——“抛光””
制造厂厂名或注册商标,
样块形式
平面凸圆一圆柱形
产品序号。
样块应附有产品合格证,产品合格证上应有本标准代号,产品序号和出厂日期。9.2
附加说明:
本标准由国家机械工业委员会成都工具研究所归口。本标准由哈尔滨量具刃具广负责起草。12
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。