GB 5827.2-1986
基本信息
标准号: GB 5827.2-1986
中文名称:空腹钢窗检验规则
标准类别:国家标准(GB)
英文名称:Inspecting regulation for hollow shaped steel window
标准状态:已作废
发布日期:1986-01-31
实施日期:1986-01-01
作废日期:2007-11-01
下载格式:pdf zip

标准分类号
标准ICS号: 建筑材料和建筑物>>建筑构件>>91.060.50门窗
中标分类号:建材>>建筑构配件与设备>>Q70建筑构配件与设备综合
关联标准
替代情况:被GB/T 20909-2007替代
出版信息
页数:7页
标准价格:8.0
出版日期:1986-01-01
相关单位信息
首发日期:1986-01-31
复审日期:2004-10-14
起草单位:城乡部机械管理局
归口单位:建设部
发布部门:建设部
主管部门:建设部
标准简介
本标准适用于普通空腹钢窗框扇的检查和验收。
标准图片预览
标准内容
工程建设标准全文信息系统
UDC 691.714. 028
.001.4
中华人民共和国国家标准
GB5827.2—86
空腹钢窗检验规则
Inspectingregulationforhollowshapedsteelwindow
1986-01-31发布
1986-11-01实施
国家技术监督局发布
工程建设标准全文信息系统
工程建设标准全文信息系统
中华人民共和国国家标准
空腹钢窗检验规则
Inspectingregulationforhollowshaped steel window
本标准适用于普通空腹钢窗框扇的检查和验收。1.一般规定
UDC 691.714. 028
.001.4
GB 5827.2—86
1.1空腹钢窗型材采用GB716—83《普遍碳素钢冷轧钢带》规定的1.2mm和1.5mm厚钢带制造。
1.2空腹钢窗配用的热轧窗料应符合GB1.3术语解释,见附录A。
2技术要求
2.1钢窗框外形尺寸
2.1.1宽度、高度尺寸允许偏差(见表1)。宽度(B)及高度(A)
允许偏差
两对角线允许长度差(见表2)。2.1.2
对角线实测长度(L)
允许长度差
2.2框扇配合
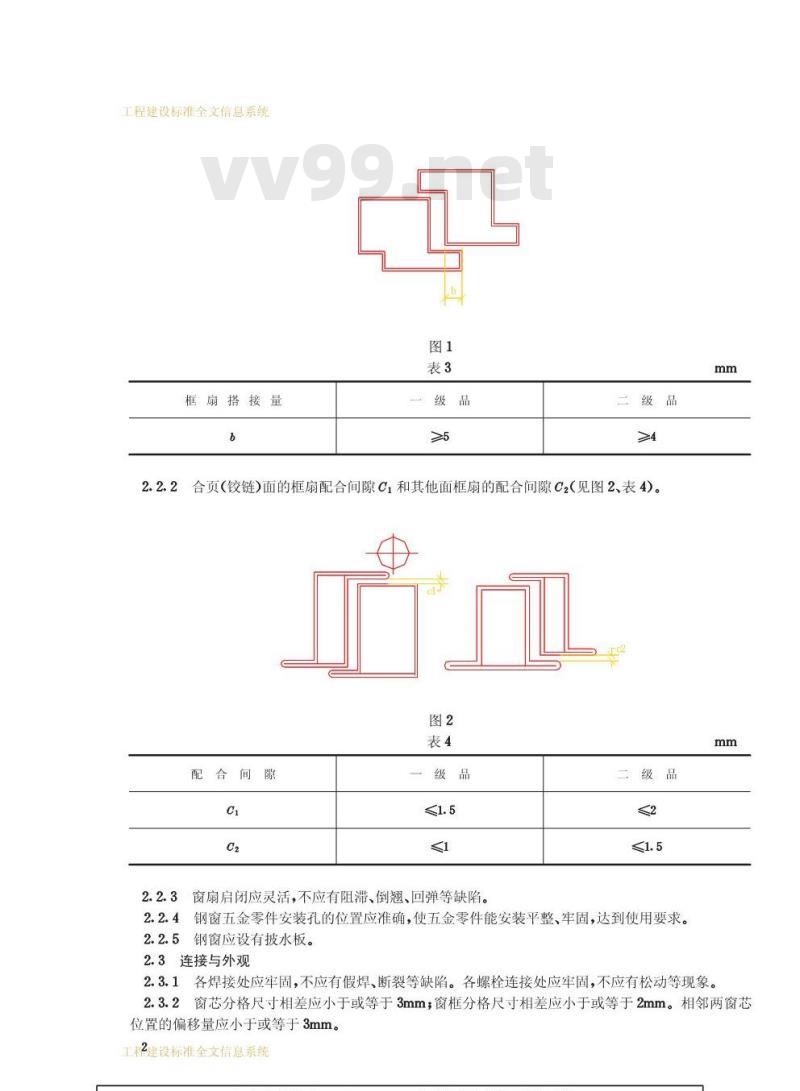
2.2.1框扇搭接量6(见图1、表3)。国家标准局1986—01—31发布
工程建设标准全文信息系统
2597—81《热轧窗框钢》的规定。表1
≤1500
三级品
《2000
二级品
一级品
三级品
一级品
三级品
1986-11-01实施
工程建设标准全文信息系统
框扇搭接量
合页(铰链)面的框扇配合间隙C1和其他面框扇的配合间隙C2(见图2、表4)。2.2.2
配合间隙
2.2.3窗扇启闭应灵活,不应有阻滞、倒翘、回弹等缺陷。级品
2.2.4钢窗五金零件安装孔的位置应准确,使五金零件能安装平整、牢固,达到使用要求。2.2.5钢窗应设有披水板。
2.3连接与外观
2.3.1各焊接处应牢固,不应有假焊、断裂等缺陷。各螺栓连接处应牢固,不应有松动等现象。2.3.2窗芯分格尺寸相差应小于或等于3mm;窗框分格尺寸相差应小于或等于2mm。相邻两窗芯位置的偏移量应小于或等于3mm。工程建设标准全文信息系统
工程建设标准全文信息系统
2.3.3钢窗表面应平整,不应有毛刺、焊渣及明显锤痕等外观缺陷。2.3.4钢窗在浸、涂防锈漆前,应除油、除锈;漆层应厚薄均勾,不应有明显的堆漆、漏漆等缺陷。3检验规则
3.1钢窗出厂前应按合同号进行抽样检查。当批量小于或等于300时,按3%抽检,但总抽检量不得少于5;当批量大于300时,按2%抽检,但总抽检量不得少于10。3.2首次被抽检的钢窗中,若其中一级品率低于90%时,应加倍抽检,若一级品率仍达不到90%时,该批产品应按二级品检查,如二级品率仍不能达到90%时,该批产品应全部返修。若首次被抽检的钢窗中,二级品率达不到80%时,该批产品应全部返修。3.3一、二级品评定原则:关键项目必须符合要求;主要项目符合各自要求;一般项目中一级品必须有7项以上符合要求,二级品必须有5项以上符合要求(见附录B)。4标记与保管
4.1钢窗出厂前应签发产品出厂合格证书;每橙钢窗应有“合格”标记。4.2钢窗包扎应牢固,方便吊运;严禁在窗上堆放重物。4.3钢窗堆放时应用垫块垫平,立放角度不小于70,并避免与腐蚀性介质接触。工程建设标准全文信息系统
工程建设标准全文信息系统
A.1阻滞
附录A
钢窗术语解释
(补充件)
窗扇在正常启闭时,由于两块合页(铰链)轴心线不直,或轴芯弯曲,合页(铰链)页片相互咬轧遇有异常阻碍,致使窗扇转动不灵活或有间歇性的停滞状态。回弹
在窗扇关闭时,由于窗边间隙不足或合页(铰链)称位等原因造成窗扇关闭后有一种自行弹开现象。A.3倒翘
在窗扇关闭时,窗扇上端应先于下端紧贴窗框。如窗扇下端已紧贴窗框,而窗扇上端由于翘曲而未能贴紧窗框,尚有离缝的叫做倒翘。A.4假焊
下列情况称为假焊:
A.4.1电弧焊接时,焊缝位置偏离母材拼接缝中心,电弧仅对一侧母材有足够的熔深,拼接缝实际没有被焊接而是被焊肉或熔渣盖。A.4.2电弧焊接时,焊接电流太小,电弧没有穿透力,只在母材表面堆成一条焊肉。A.4.3闪光电阻焊时,钢材熔渣不能排出,顶锻时熔渣夹在焊缝之间。A,4.4闪光电阻焊时,烧熔时间过短,温度不够,顶锻不牢。A.4.5闪光电阻焊时,烧熔过量,顶锻余量不足,造成顶而不锻。5堆漆
下列情况属于堆漆:
A.5.1漆膜表面有明显的较多的流挂现象,造成漆膜表面不平整。A.5.2漆膜表面有漆液堆积凝结,结成表面不平滑。工程建设标准全文信息系统
工程建设标准全文信息系统
项目分类
工程建设标准全文信息系统
本标准
中序号
附录B
空腹钢窗检验项目、量具和方法(补充件)
框扇四角、合页及挺各焊、铆
接处应牢固,不得有假焊、断裂和松动等缺陷(不包括窗芯)
除油、除锈
两对角线长度差
框扇搭接量5
合页面配合间隙C1
其他面框扇配合间隙C2
高度尺寸偏差
宽度尺寸偏差
窗扇启闭
零件孔位置准确
披水板
各螺栓连接处应牢固,无松动
窗芯不得松动
检测量具和方法
专用检测工具或X光检查
钢卷尺或专用量具
测量位置:内角
深度尺、卡尺
1.5×50,2×50塞片
测量位置:合页面
1.5×50,1×50塞片
测量位置:框大面
钢卷尺
测量位置:距端部50~100
钢卷尺
测量位置:距端部50~100
目测、手试
用五金零件试装
目测、手试
工程建设标准全文信息系统
项目分类
附加说明:
本标准此内容来自唯久标准下载网
中序号
窗芯分格尺寸相差≤3
窗框分格尺寸相差≤3
相邻窗芯偏移量<3
框、挺及框扇交角高低差≤0.7
表面无毛刺、焊渣及明显锤痕
(锤痕深度<0.5)
油漆表面均匀,不应有堆漆、
检测量具
钢板尺、钢卷尺
和方法
测量位置:窗芯腹板
钢板尺、钢卷尺
测量位置:窗框大面
钢板尺、钢卷尺
测量位置:窗芯翼缘
深度尺、钢板尺、塞片
测量位置:窗框大面,窗扇小面深度卡尺
目测正表面
本标准由中华人民共和国城乡建设环境保护部提出,由中国建筑技术发展中心中国建筑标准设计研究所归口。
本标准由城乡建设环境保护部机械管理局、辽宁省标准化办公室、湖北省建筑标准化研究院、北京钢窗厂负责起草。
本标准主要起草人郑金峰、邸维业。工程建设标准全文信息系统
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
UDC 691.714. 028
.001.4
中华人民共和国国家标准
GB5827.2—86
空腹钢窗检验规则
Inspectingregulationforhollowshapedsteelwindow
1986-01-31发布
1986-11-01实施
国家技术监督局发布
工程建设标准全文信息系统
工程建设标准全文信息系统
中华人民共和国国家标准
空腹钢窗检验规则
Inspectingregulationforhollowshaped steel window
本标准适用于普通空腹钢窗框扇的检查和验收。1.一般规定
UDC 691.714. 028
.001.4
GB 5827.2—86
1.1空腹钢窗型材采用GB716—83《普遍碳素钢冷轧钢带》规定的1.2mm和1.5mm厚钢带制造。
1.2空腹钢窗配用的热轧窗料应符合GB1.3术语解释,见附录A。
2技术要求
2.1钢窗框外形尺寸
2.1.1宽度、高度尺寸允许偏差(见表1)。宽度(B)及高度(A)
允许偏差
两对角线允许长度差(见表2)。2.1.2
对角线实测长度(L)
允许长度差
2.2框扇配合
2.2.1框扇搭接量6(见图1、表3)。国家标准局1986—01—31发布
工程建设标准全文信息系统
2597—81《热轧窗框钢》的规定。表1
≤1500
三级品
《2000
二级品
一级品
三级品
一级品
三级品
1986-11-01实施
工程建设标准全文信息系统
框扇搭接量
合页(铰链)面的框扇配合间隙C1和其他面框扇的配合间隙C2(见图2、表4)。2.2.2
配合间隙
2.2.3窗扇启闭应灵活,不应有阻滞、倒翘、回弹等缺陷。级品
2.2.4钢窗五金零件安装孔的位置应准确,使五金零件能安装平整、牢固,达到使用要求。2.2.5钢窗应设有披水板。
2.3连接与外观
2.3.1各焊接处应牢固,不应有假焊、断裂等缺陷。各螺栓连接处应牢固,不应有松动等现象。2.3.2窗芯分格尺寸相差应小于或等于3mm;窗框分格尺寸相差应小于或等于2mm。相邻两窗芯位置的偏移量应小于或等于3mm。工程建设标准全文信息系统
工程建设标准全文信息系统
2.3.3钢窗表面应平整,不应有毛刺、焊渣及明显锤痕等外观缺陷。2.3.4钢窗在浸、涂防锈漆前,应除油、除锈;漆层应厚薄均勾,不应有明显的堆漆、漏漆等缺陷。3检验规则
3.1钢窗出厂前应按合同号进行抽样检查。当批量小于或等于300时,按3%抽检,但总抽检量不得少于5;当批量大于300时,按2%抽检,但总抽检量不得少于10。3.2首次被抽检的钢窗中,若其中一级品率低于90%时,应加倍抽检,若一级品率仍达不到90%时,该批产品应按二级品检查,如二级品率仍不能达到90%时,该批产品应全部返修。若首次被抽检的钢窗中,二级品率达不到80%时,该批产品应全部返修。3.3一、二级品评定原则:关键项目必须符合要求;主要项目符合各自要求;一般项目中一级品必须有7项以上符合要求,二级品必须有5项以上符合要求(见附录B)。4标记与保管
4.1钢窗出厂前应签发产品出厂合格证书;每橙钢窗应有“合格”标记。4.2钢窗包扎应牢固,方便吊运;严禁在窗上堆放重物。4.3钢窗堆放时应用垫块垫平,立放角度不小于70,并避免与腐蚀性介质接触。工程建设标准全文信息系统
工程建设标准全文信息系统
A.1阻滞
附录A
钢窗术语解释
(补充件)
窗扇在正常启闭时,由于两块合页(铰链)轴心线不直,或轴芯弯曲,合页(铰链)页片相互咬轧遇有异常阻碍,致使窗扇转动不灵活或有间歇性的停滞状态。回弹
在窗扇关闭时,由于窗边间隙不足或合页(铰链)称位等原因造成窗扇关闭后有一种自行弹开现象。A.3倒翘
在窗扇关闭时,窗扇上端应先于下端紧贴窗框。如窗扇下端已紧贴窗框,而窗扇上端由于翘曲而未能贴紧窗框,尚有离缝的叫做倒翘。A.4假焊
下列情况称为假焊:
A.4.1电弧焊接时,焊缝位置偏离母材拼接缝中心,电弧仅对一侧母材有足够的熔深,拼接缝实际没有被焊接而是被焊肉或熔渣盖。A.4.2电弧焊接时,焊接电流太小,电弧没有穿透力,只在母材表面堆成一条焊肉。A.4.3闪光电阻焊时,钢材熔渣不能排出,顶锻时熔渣夹在焊缝之间。A,4.4闪光电阻焊时,烧熔时间过短,温度不够,顶锻不牢。A.4.5闪光电阻焊时,烧熔过量,顶锻余量不足,造成顶而不锻。5堆漆
下列情况属于堆漆:
A.5.1漆膜表面有明显的较多的流挂现象,造成漆膜表面不平整。A.5.2漆膜表面有漆液堆积凝结,结成表面不平滑。工程建设标准全文信息系统
工程建设标准全文信息系统
项目分类
工程建设标准全文信息系统
本标准
中序号
附录B
空腹钢窗检验项目、量具和方法(补充件)
框扇四角、合页及挺各焊、铆
接处应牢固,不得有假焊、断裂和松动等缺陷(不包括窗芯)
除油、除锈
两对角线长度差
框扇搭接量5
合页面配合间隙C1
其他面框扇配合间隙C2
高度尺寸偏差
宽度尺寸偏差
窗扇启闭
零件孔位置准确
披水板
各螺栓连接处应牢固,无松动
窗芯不得松动
检测量具和方法
专用检测工具或X光检查
钢卷尺或专用量具
测量位置:内角
深度尺、卡尺
1.5×50,2×50塞片
测量位置:合页面
1.5×50,1×50塞片
测量位置:框大面
钢卷尺
测量位置:距端部50~100
钢卷尺
测量位置:距端部50~100
目测、手试
用五金零件试装
目测、手试
工程建设标准全文信息系统
项目分类
附加说明:
本标准此内容来自唯久标准下载网
中序号
窗芯分格尺寸相差≤3
窗框分格尺寸相差≤3
相邻窗芯偏移量<3
框、挺及框扇交角高低差≤0.7
表面无毛刺、焊渣及明显锤痕
(锤痕深度<0.5)
油漆表面均匀,不应有堆漆、
检测量具
钢板尺、钢卷尺
和方法
测量位置:窗芯腹板
钢板尺、钢卷尺
测量位置:窗框大面
钢板尺、钢卷尺
测量位置:窗芯翼缘
深度尺、钢板尺、塞片
测量位置:窗框大面,窗扇小面深度卡尺
目测正表面
本标准由中华人民共和国城乡建设环境保护部提出,由中国建筑技术发展中心中国建筑标准设计研究所归口。
本标准由城乡建设环境保护部机械管理局、辽宁省标准化办公室、湖北省建筑标准化研究院、北京钢窗厂负责起草。
本标准主要起草人郑金峰、邸维业。工程建设标准全文信息系统
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。