GB/T 1954-1980
基本信息
标准号: GB/T 1954-1980
中文名称:铬镍奥氏体不锈钢焊缝铁素体含量测量方法
标准类别:国家标准(GB)
英文名称:Determination of the weldign seam iron element content in chromium,nickel austenitic stainless steel
标准状态:已作废
发布日期:1980-05-15
实施日期:1981-01-01
作废日期:1996-07-01
下载格式:pdf zip

标准分类号
标准ICS号: 机械制造>>焊接、钎焊和低温焊>>25.160.40焊接接头
中标分类号:机械>>加工工艺>>J33焊接与切割
关联标准
出版信息
页数:>平装16开, 页数:11, 字数:16,000
标准价格:10.0
相关单位信息
首发日期:1980-05-15
复审日期:2004-10-14
起草单位:哈尔滨焊接所
归口单位:全国焊接标准化技术委员会
发布部门:国家标准总局
主管部门:国家标准化管理委员会
标准简介
本标准规定用金相法和磁性法测量焊后状态的铬镍奥氏体不锈钢焊缝、堆焊金属一次铁素体含量的体积百分比。
标准图片预览


标准内容
中华人民共和国
国家标准
铬镍奥氏体不锈钢焊铁素体含量测量方法GB1954—80
本标准规定金相法和进性法测量焊后状态的铬镍奥氏体不锈钢焊缝,堆煤金寓一次铁索体(3相)含鱼的依积百分比。
一、金
(一)试样制备
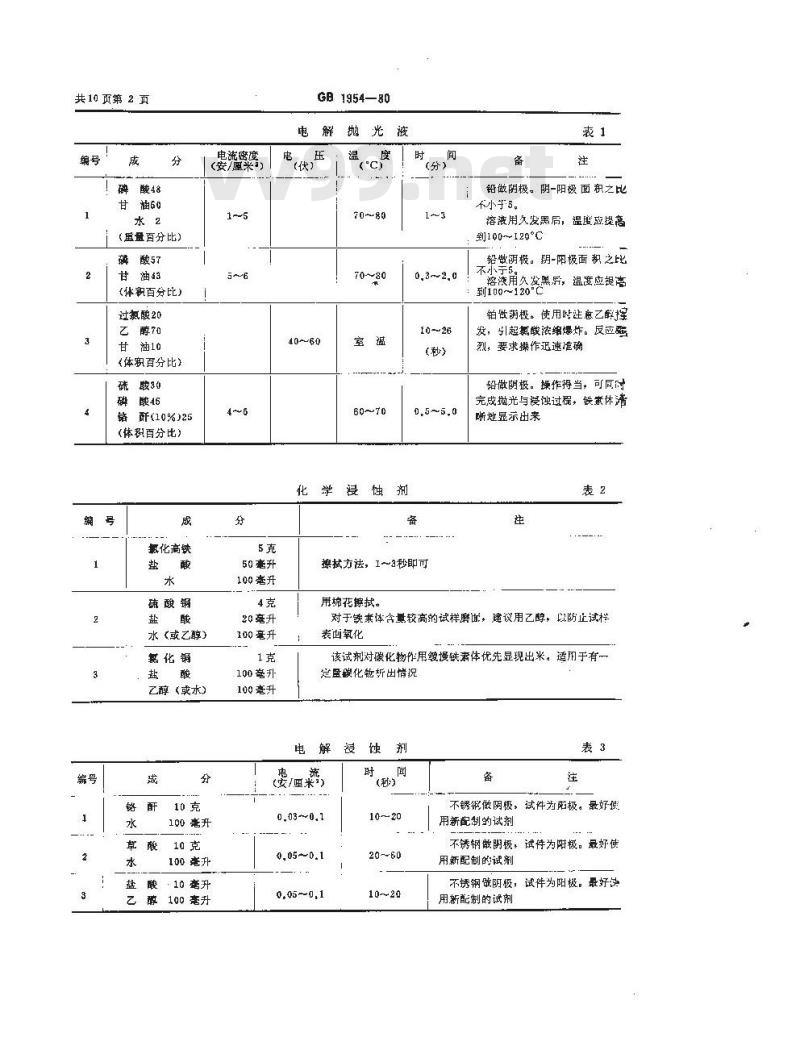
1焊缝金属,从产品上所带的供检验用的试板上至少取六个金福试样。2。堆焊金属:在厚度12~~16mm的钢板上如图1所示进行平焊位置堆焊至少五层,每道焊缝宽度不大下谭条直径4倍。堆焊金属顶面尺寸应不小于20×100mm,层间温度冷至100℃左右方可开始下遵焊妾。最后焊道应在焊缝中央。不得在堆焊金属有效长度之内起弧和灭弧。图1堆焊供测登用试极及取样部价示意图3。从年缝金属或堆金瞩长度方向中段切取金相试样八寸10~20毫米,垂直十焊接方向的横断面是金观测面,不得在起弧和灭弧处最样。4。金相试样的观测面按常规金相操作进行研和抛光。机被抛光应以能得到基木上不存在金属表面紊乱尽约光洁镜面为源则。电解抛光则以得到光任何腾浪和不损害铁素体的完整性为准。报荐的屯解液成分、规范和操作要点列于装1中。5。抛光后的试释磨面,可用化学方法或电解没蚀方决显示铁素体。推荐的试剂种类、成分、规范列于表2和表3中。不论采用何神方法显示铁素体。归以能完整、真求、洁晰地显现出铁素休的轮为准,不得有浸蚀不足或浸蚀过度现象。国
家标准总
局发布
中华人民共和国第一机城工业部操出1981年1月1日实施
一机部哈尔滨焊接研究所起革
共10 页第 2页
甘油60
(蛋量百分比)
磷酸57
(体积百分比)
过氨酸20
甘油10
《体积百分比)
硫段30
磷酸45
(10%)25
(体积百分比)
氯化高铁
硫酸锅
水(或乙醇)
氯化铜
乙醇(或水)
电流密度
(安/座米)
50毫升
100毫升
20 毫升
100毫升
100毫升
100 毫升
GB1954—80
化学浸蚀剂
(分)
0,3~2,0
0,5~5,0
擦拭方法,1~3秒即可
铅做阴极。阴-阳极面积之比
不小于5。
溶液用久发黑后,温度应提高
到100~120°℃
铅阴极。阴-阳极面积之比
不小于
溶液用久发黑斥,温度应提高
到100~120
铂做荫极。使用屿注愈乙醛挥
发,引起氯酸浓爆炸。反应
烈,要求操作迅速准确
铅做阴极。操作得当,可同时
完成抛光与浸蚀过程,铁素体清晰地显示出来
用棉花擦拭。
对于缺素体含量较高的试样磨面,建议用乙醇,以防止试栏表西氧化
该试剂对碳化物作用缓慢铁体优先显现出米。适用于有一定盈娱化秘析出情况
要/量菜
100毫开
100毫开
10离升
100毫升
0,050,1
(秒)
不锈钢做阴极,试件为极。最好使用新配制的试剂
不锈钢散阴极,试件为阳极。最好使用新配制的试剂
不锈钢做阴极,试件为阳极。最好泌用新配制的试剂
(二)铁素体的测暨
GB1954—80
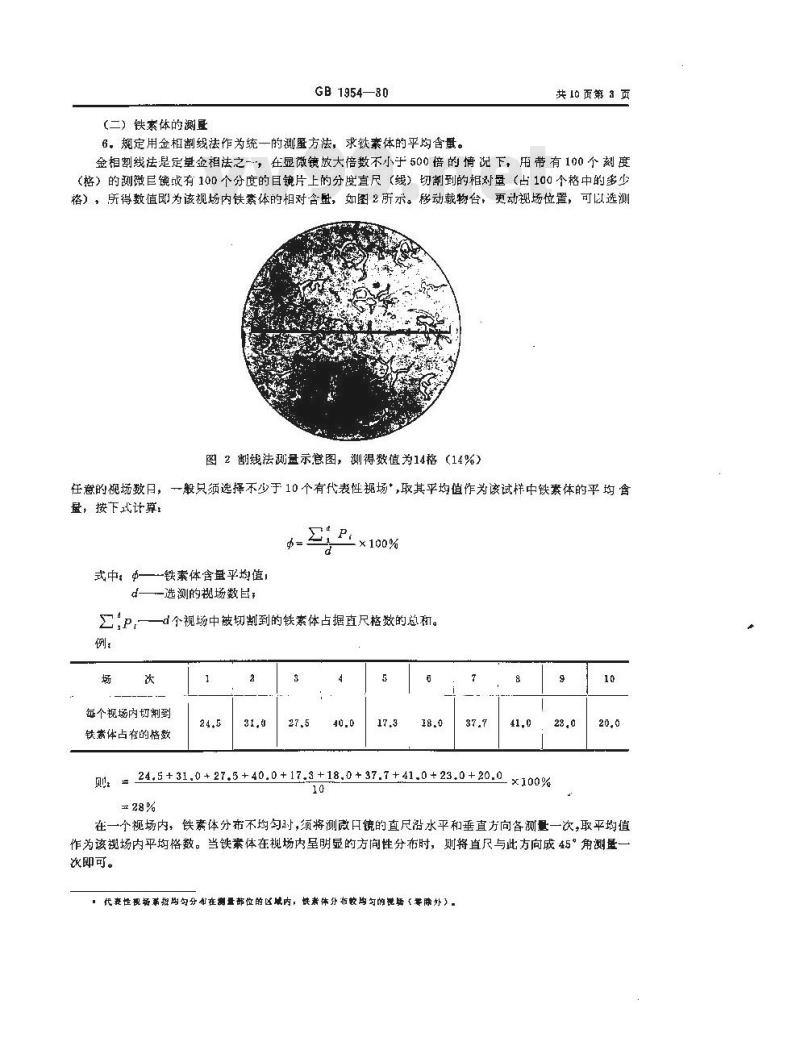
6,规定用金相割线法作为统一的测方法,求铁素体的平均含量。共10页第3页
金相割线法是定基金相法之-…,在显微镜放大倍数不小于 500倍的情说下,用带有100个刻度(格)的测微巨镜战有100个分度的目镜片上的分度直尺(线)切割到的相对量(占100个格中的多少格),所得数值即为该视场内铁素体的相对含量,如图2所示。移动载物台,更动视场位置,可以选测图2割线法测盘示意图,测得数值为14格(14%)任意的视场数日,一般只须选择不少于10个有代表性规场,取其平均值作为该试样中铁素体的平均含量,按下式计算:
式中:—铁素体含量平均值,
一选测的视场数目:
×100%
;P,d个视场中被切割到的铁素体占据直尺格数的总和。例
每个视场内切制到
铁素体占有的格数
贝=24.5+31.0+27.5+40.0+17.3±18.0+37.7+41.0+23.0+20.0×100%
在一个视场内,铁素体分布不均匀时,须将测微口镜的直尺沿水平和垂直方向各测量一次,取平均值作为该视场内平均格数。当铁素体在视场内呈明显的方性分布时,划将直尺与此方向成45°角测量一浓即可。vv99.net
. 代在性视场系指均均分而在测量部位的区或内。快素体外布较均与的视归(需腺外)。共10第页
GB1954—80
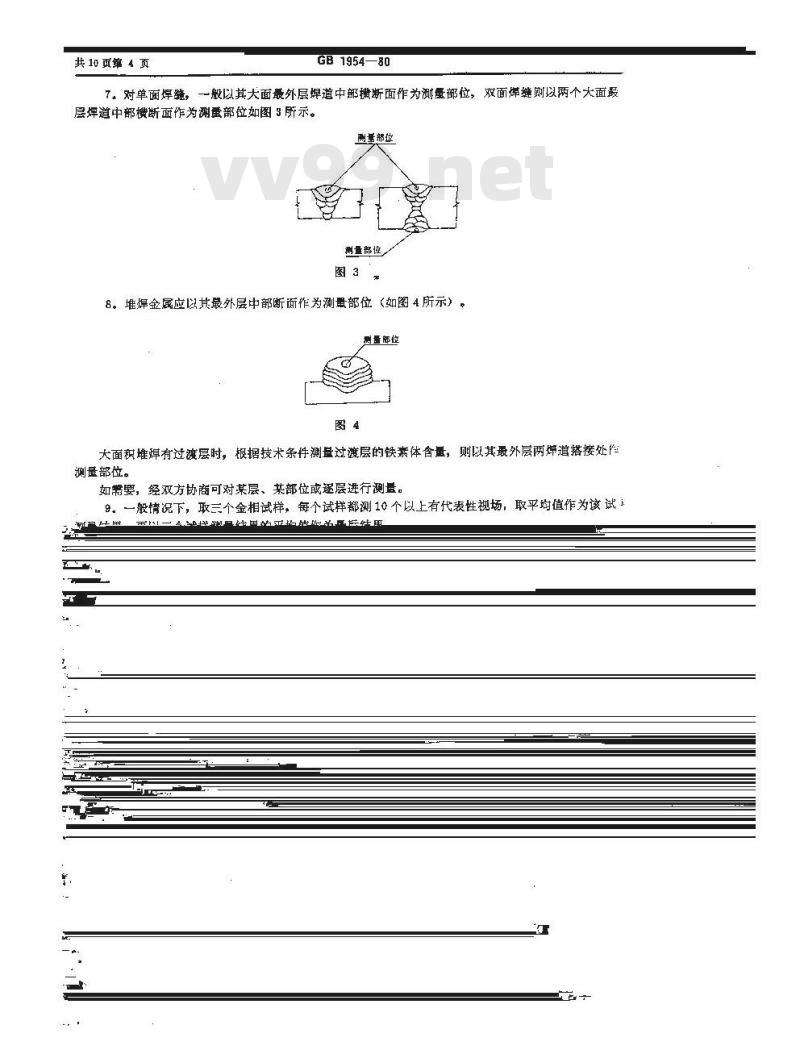
双面焊缝以两个大面最
7。对单面焊,一般以其大面最外层焊道中部横断面作为测量部位,层焊道中部横断面作为测蛋部位如图9所示。量都位
测量部位
8。堆焊金属应以其最外层中部断面作为测部位《如图4所示)测量部位
大面积堆焊有过渡层时,根据技术条件测盘过渡层的铁素体含量,则以其最外层两焊道搭接处险测部位。
如需要,经双方协商可对某层、某部位或逐层进行测量。守
一般情况下,取三个金相试样,每个试样都测10个以上有代表性视场,取平均值作为该试羽面标样共8个,其铁素体含量如下,GB1954-80
共10页第5页
1*0.60%,2*1.47%,3*2.80%,44.60%,5*7.17%,615.0%,7″20.2%,8*30.0%.
两组标样分别用以校测和标定测量试辑用的仪器和探头(或探针)式仪器。17。一级标准仪器。用一级标样进行表头刻度定标。 然后用该一级标准仪器对出厂的所有仪器进行标定和标定二级标样。
18,一级标准仪器由生产厂保存,并定期用一级标准试样校准,确保其稳定性和准确度。校准程序用平面标样的 1°,2″、3°校准第一档(0~3%),用1*,2″、3″、4、5校准第二档(0~10%),用全部8个标样校准第三档(0~30%)。主要校正表头读数的偏差和二档之间的连续性及线性关系。
19。二级标样。仪器生产厂和用户为工作方便和证仪器的准确度,可自置二级标样。20。出厂的商品仪器必须备有一套二级标样(每档至少有一个校准点)。用户在使用仪器前或定期的校验工作时均用二级标样检测,以保证仪器T作的正常和准确。21。其它类型磁性仪器凡属探头式的均可用一级平面标样或一级标准仪器来标定。但用于测盘具有特殊形状和尺寸的试样的磁性仪器,不能用上述两种一级标样进行标定时,可用金相割法标定或找出与标准仪器读数之闻的换算关系。(二)测量部位及结果的评定
22.破坏性测虽时基本上应与金相法标准中关于测虽部位的有关规定相同。用探头作非破坏性测量时,根据技术条件和实际情况,适当选择合理部位。23.探头仪器测量结果的评定是根据在选定的测蛋部位取10个均匀分布的测单值的乎均值作为测蛋结果。
测蛋试中铁索体含量时,以三个试样的平均值作为测盈结果。对于铁素体分布特别不均勾时,应给出平均含量、最高含量和最低含最及其部位。(三)湛它
24.测量不锈钢复合板及堆焊层的铁紊体的探头式仪器应备有专用探头、磁场诊透深度≤2mm以保证铁磁性基材对测盘结果不产生明显影响。25探头式仪器在任何情况下进行测量时,均须保证探头的触头与被测面之间的点接触。三、仲搬试验
26。如果对按.上述规定测得结果,有异议时可用割线法进行复验,并以复验结果为准。27。复验用试样的制备、测量方法、测基部位及测基结果的评定,均与上述有关规定相同。28,复验时,应取双倍试样(即六个试样)送行观测,并以二人分别各测一次所得结果的平均值作为测蛋结果,但每人测得结果与二人平均值的偏差不得超出下表4所列误差范围,否则无效,应重新测。
允许误差范旧表
缺素体含量
共10页第日页
GB1954—80
图5 手工电
焊缝×500
GB 1954—80
共 10 页第 7页
共 10 页第 名 页
GB 1954-—80
图6手工电:
焊缝×1000
GB1954—80
共10页第9页
共10页第10资
GB1954-80
1.推荐TSJ一IA型探头式铁素体测定仪,作为全国统--的非破坏性铁素体测定仪。2作标定用的一级标样,现在保存在第一机械工业部哈尔滨焊接研究所。对外承担标定工作,包括一级测定仪的定朋校验和二级标样的仲裁复验。.
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
国家标准
铬镍奥氏体不锈钢焊铁素体含量测量方法GB1954—80
本标准规定金相法和进性法测量焊后状态的铬镍奥氏体不锈钢焊缝,堆煤金寓一次铁索体(3相)含鱼的依积百分比。
一、金
(一)试样制备
1焊缝金属,从产品上所带的供检验用的试板上至少取六个金福试样。2。堆焊金属:在厚度12~~16mm的钢板上如图1所示进行平焊位置堆焊至少五层,每道焊缝宽度不大下谭条直径4倍。堆焊金属顶面尺寸应不小于20×100mm,层间温度冷至100℃左右方可开始下遵焊妾。最后焊道应在焊缝中央。不得在堆焊金属有效长度之内起弧和灭弧。图1堆焊供测登用试极及取样部价示意图3。从年缝金属或堆金瞩长度方向中段切取金相试样八寸10~20毫米,垂直十焊接方向的横断面是金观测面,不得在起弧和灭弧处最样。4。金相试样的观测面按常规金相操作进行研和抛光。机被抛光应以能得到基木上不存在金属表面紊乱尽约光洁镜面为源则。电解抛光则以得到光任何腾浪和不损害铁素体的完整性为准。报荐的屯解液成分、规范和操作要点列于装1中。5。抛光后的试释磨面,可用化学方法或电解没蚀方决显示铁素体。推荐的试剂种类、成分、规范列于表2和表3中。不论采用何神方法显示铁素体。归以能完整、真求、洁晰地显现出铁素休的轮为准,不得有浸蚀不足或浸蚀过度现象。国
家标准总
局发布
中华人民共和国第一机城工业部操出1981年1月1日实施
一机部哈尔滨焊接研究所起革
共10 页第 2页
甘油60
(蛋量百分比)
磷酸57
(体积百分比)
过氨酸20
甘油10
《体积百分比)
硫段30
磷酸45
(10%)25
(体积百分比)
氯化高铁
硫酸锅
水(或乙醇)
氯化铜
乙醇(或水)
电流密度
(安/座米)
50毫升
100毫升
20 毫升
100毫升
100毫升
100 毫升
GB1954—80
化学浸蚀剂
(分)
0,3~2,0
0,5~5,0
擦拭方法,1~3秒即可
铅做阴极。阴-阳极面积之比
不小于5。
溶液用久发黑后,温度应提高
到100~120°℃
铅阴极。阴-阳极面积之比
不小于
溶液用久发黑斥,温度应提高
到100~120
铂做荫极。使用屿注愈乙醛挥
发,引起氯酸浓爆炸。反应
烈,要求操作迅速准确
铅做阴极。操作得当,可同时
完成抛光与浸蚀过程,铁素体清晰地显示出来
用棉花擦拭。
对于缺素体含量较高的试样磨面,建议用乙醇,以防止试栏表西氧化
该试剂对碳化物作用缓慢铁体优先显现出米。适用于有一定盈娱化秘析出情况
要/量菜
100毫开
100毫开
10离升
100毫升
0,050,1
(秒)
不锈钢做阴极,试件为极。最好使用新配制的试剂
不锈钢散阴极,试件为阳极。最好使用新配制的试剂
不锈钢做阴极,试件为阳极。最好泌用新配制的试剂
(二)铁素体的测暨
GB1954—80
6,规定用金相割线法作为统一的测方法,求铁素体的平均含量。共10页第3页
金相割线法是定基金相法之-…,在显微镜放大倍数不小于 500倍的情说下,用带有100个刻度(格)的测微巨镜战有100个分度的目镜片上的分度直尺(线)切割到的相对量(占100个格中的多少格),所得数值即为该视场内铁素体的相对含量,如图2所示。移动载物台,更动视场位置,可以选测图2割线法测盘示意图,测得数值为14格(14%)任意的视场数日,一般只须选择不少于10个有代表性规场,取其平均值作为该试样中铁素体的平均含量,按下式计算:
式中:—铁素体含量平均值,
一选测的视场数目:
×100%
;P,d个视场中被切割到的铁素体占据直尺格数的总和。例
每个视场内切制到
铁素体占有的格数
贝=24.5+31.0+27.5+40.0+17.3±18.0+37.7+41.0+23.0+20.0×100%
在一个视场内,铁素体分布不均匀时,须将测微口镜的直尺沿水平和垂直方向各测量一次,取平均值作为该视场内平均格数。当铁素体在视场内呈明显的方性分布时,划将直尺与此方向成45°角测量一浓即可。vv99.net
. 代在性视场系指均均分而在测量部位的区或内。快素体外布较均与的视归(需腺外)。共10第页
GB1954—80
双面焊缝以两个大面最
7。对单面焊,一般以其大面最外层焊道中部横断面作为测量部位,层焊道中部横断面作为测蛋部位如图9所示。量都位
测量部位
8。堆焊金属应以其最外层中部断面作为测部位《如图4所示)测量部位
大面积堆焊有过渡层时,根据技术条件测盘过渡层的铁素体含量,则以其最外层两焊道搭接处险测部位。
如需要,经双方协商可对某层、某部位或逐层进行测量。守
一般情况下,取三个金相试样,每个试样都测10个以上有代表性视场,取平均值作为该试羽面标样共8个,其铁素体含量如下,GB1954-80
共10页第5页
1*0.60%,2*1.47%,3*2.80%,44.60%,5*7.17%,615.0%,7″20.2%,8*30.0%.
两组标样分别用以校测和标定测量试辑用的仪器和探头(或探针)式仪器。17。一级标准仪器。用一级标样进行表头刻度定标。 然后用该一级标准仪器对出厂的所有仪器进行标定和标定二级标样。
18,一级标准仪器由生产厂保存,并定期用一级标准试样校准,确保其稳定性和准确度。校准程序用平面标样的 1°,2″、3°校准第一档(0~3%),用1*,2″、3″、4、5校准第二档(0~10%),用全部8个标样校准第三档(0~30%)。主要校正表头读数的偏差和二档之间的连续性及线性关系。
19。二级标样。仪器生产厂和用户为工作方便和证仪器的准确度,可自置二级标样。20。出厂的商品仪器必须备有一套二级标样(每档至少有一个校准点)。用户在使用仪器前或定期的校验工作时均用二级标样检测,以保证仪器T作的正常和准确。21。其它类型磁性仪器凡属探头式的均可用一级平面标样或一级标准仪器来标定。但用于测盘具有特殊形状和尺寸的试样的磁性仪器,不能用上述两种一级标样进行标定时,可用金相割法标定或找出与标准仪器读数之闻的换算关系。(二)测量部位及结果的评定
22.破坏性测虽时基本上应与金相法标准中关于测虽部位的有关规定相同。用探头作非破坏性测量时,根据技术条件和实际情况,适当选择合理部位。23.探头仪器测量结果的评定是根据在选定的测蛋部位取10个均匀分布的测单值的乎均值作为测蛋结果。
测蛋试中铁索体含量时,以三个试样的平均值作为测盈结果。对于铁素体分布特别不均勾时,应给出平均含量、最高含量和最低含最及其部位。(三)湛它
24.测量不锈钢复合板及堆焊层的铁紊体的探头式仪器应备有专用探头、磁场诊透深度≤2mm以保证铁磁性基材对测盘结果不产生明显影响。25探头式仪器在任何情况下进行测量时,均须保证探头的触头与被测面之间的点接触。三、仲搬试验
26。如果对按.上述规定测得结果,有异议时可用割线法进行复验,并以复验结果为准。27。复验用试样的制备、测量方法、测基部位及测基结果的评定,均与上述有关规定相同。28,复验时,应取双倍试样(即六个试样)送行观测,并以二人分别各测一次所得结果的平均值作为测蛋结果,但每人测得结果与二人平均值的偏差不得超出下表4所列误差范围,否则无效,应重新测。
允许误差范旧表
缺素体含量
共10页第日页
GB1954—80
图5 手工电
焊缝×500
GB 1954—80
共 10 页第 7页
共 10 页第 名 页
GB 1954-—80
图6手工电:
焊缝×1000
GB1954—80
共10页第9页
共10页第10资
GB1954-80
1.推荐TSJ一IA型探头式铁素体测定仪,作为全国统--的非破坏性铁素体测定仪。2作标定用的一级标样,现在保存在第一机械工业部哈尔滨焊接研究所。对外承担标定工作,包括一级测定仪的定朋校验和二级标样的仲裁复验。.
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。