JB/T 8708-1998
基本信息
标准号: JB/T 8708-1998
中文名称:300~600MW汽轮发电机无中心孔转子锻件 技术条件
标准类别:机械行业标准(JB)
英文名称:Specification of the noncentral hole rotors forgins used from 300~600MW turbine
标准状态:已作废
发布日期:1998-03-19
实施日期:1998-07-01
作废日期:2014-11-01
下载格式:pdf zip

标准分类号
标准ICS号: 冶金>>钢铁产品>>77.140.85钢铁锻件
中标分类号:机械>>加工工艺>>J32锻压
关联标准
替代情况:被JB/T 8708-2014代替
出版信息
页数:9 页
标准价格:14.0
相关单位信息
归口单位:德阳大型铸锻件研究所
标准简介
JB/T 8708-1998
标准图片预览
标准内容
[(S 77. 140. 89
中华人民共和国机械行业标准
JB/T8708-1998
300~600MW汽轮发电机
无中心孔转子锻件
技术条件
Specificatlon of the noncentral hole rotorsforgings used fron 3v--6ooMW turbine generator1998-13-19发布
中华人民共和国机械工业部
1998-07-01实施
8/18708·1998
本标准由机械工业部德阳大型持教件努筑所提出井归口,本标准起草单立,齐齐哈尔转墩焊研究所和哈尔滨大电机研究所。本标准主要起草人李范英、郭成弹,新新法,金需瑜。1范甲
中华人民共和国机械行业标准
300~~600MW汽轮发电机
无中心孔转子锻件
技术条件
Sperification cf the noncentral holr rolorsfotgings used from 3an--cooMw turblze gencratorJB/T 8708-1998
车标规定了3~500MW汽轮发电机无中心五转子用京空处载台金制锻件的装术要求,检整规划、试验方法、台格飞书及标志等,本标殊值用干300-650MW汽轮炭电证无中心我转了用产空处邓合金销链件的汀货、创与检验。
2引用标准
列标准所包含的条文,道过在本标准中引用而树成为术标准的杀文,本标堆出版时,所示版本均为与效。所右标准都会额修计,使用车标准的各方成探讨他用一列标准站新版本的可能性,GB23-82~93
G6294-86
JB/F1581-96
3/:71783
销铁及合金化学分析方法
金平均晶拉实测定方法
汽能机,汽艳发电机转子和三轴经件超卢波换传方法汽轮发电机转子锻件技术条件
ASTMA275/A275M90锻钢件的磁粉检验方法ASTM A41-f9
ASTM A37C 77
ASTM E381- 75
3订货署求
直流冲击法确定材料直流磁生的试验方法钢制垢的机:减生能试验方法
料制与的发爆没独试验拉骏及证定方法31需方应在计货合同或减不协议节中,写时累法软标准,性裁别,期开,护应的荐发要求尔检检则目,以及其他对如说叫,
段件频别和钢号应在图样上接划下标注:销号
锻件级别文本标准编号
3.?需方应提供标明力学性能试短站样的无中心孔转锻件订货图举必要时提供箱加工尺寸)。4技术要求Www.vV99.net
4.1制造工艺
4.1」信该和说壮
41.11被件用制应采用创包销炼或电清单惊冶练,经舌方同总世可采用误证质证的其他方法冶炼。机碳T业部1998-0319批准
1.998-07-01实瓶
IR/T87U8—1998
4.1.1.2在存敏前或待链,创水应绝过典空除气.件点空处过科中,真空系统关经限正强通带应幅于:133Pe。
4.1.2锻造
4.1.2.」钢锭的上、,筛应有处够的损除量,以催非锻件航综孔和小危许的腺析。4.1.2.2成在有足够能力的孩出机上嫩造,以生锻件整个截面死分地假透,假件与别锭的轴向中心线应太致重合。应使钢经质前较好的·-端为锻件的汽轮机病。4.1.3回角
各需造阶段·在锻件直径变化的不同台阶过被处应保所相应的因冶。4.1.4热站
4.1.4.1后燃处理为止火利回火。4.1.4.2性能热处理为痒火和回火,版在量直忧意下进行。锻件回用列需一长厘比的痒火冷速度尽可能致
4.1.5机械加
4.1.5.1中心言扎应精轻.并用不据盖快陷的方法进行魔北或地光,表面担度长,值为1.6>m4.1.5.2发运锻件应符合带方订货图持现定尺寸、公兼和表面矩髓度要求:4.2化学成务
4.2.1烟水熔炼分析应符台表1规定:锻性感品分析应符合表1规定,允许有表2的偏差,4.2.2
表 1 化学成分
35C2NiaMoV
s0.250. 35
注,采用真空磷脏氧吋,硅含应不大于6.14S
-2. co --4. x.
表2成品分村超让规定上、下限的允件确差单树
25t-2Ni4VV
注,果用真空的脏氧时,性愉差所C.,4.2.3教件的氢含些不允详过1×10-4.3力学忙能
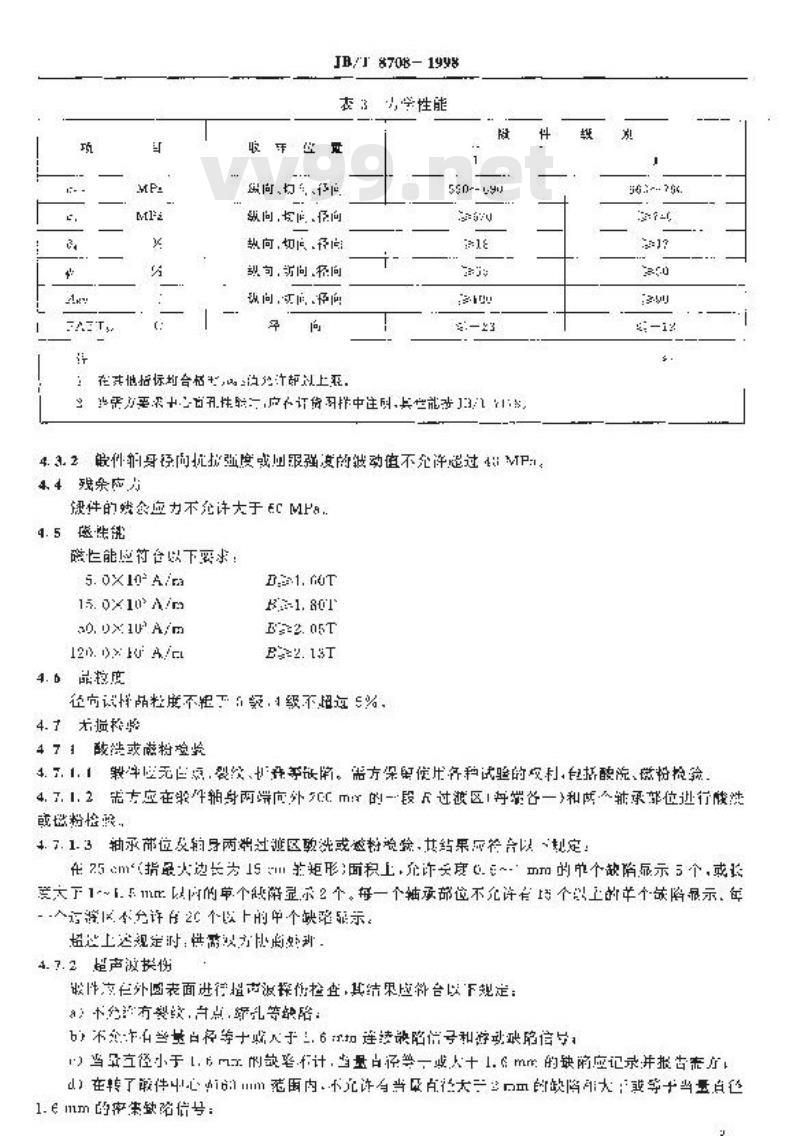
4.3.1最件的力半性能应等会表3规定。2
分析比,
张牛作参等
JB/T 8708- 1998
李 3学性能
商、切车得心
纵间,均保向
热向,切间,存
烈司,访向,轻向
我间,高间
在其招标均合格的计部以上,
要表孔性中注
4.3.2嵌件卵身径而抗批强度或量服强激的越动值不充许过4MP:。4、4残余应
规件的践会应力不允许大于ECMPa.4.5张碗
磁它能应符合以下要求:
5.0X10°A/a
15.0X10A/m
50.0X10*A/m
120. )> ko A/c
4.b品按度
在审试样品粒度不粗下:疑:1级不超过6%,4.7遍检
471酸洗或磁粉验验
4.了.1.1教率虚无白3,裂绞、机奔等战陷。需方保使种试验的改利,包括酸院、说粉抢验4.7.1.2先方应在验件猫两罚应外Cm的-段尺过被区1再举各一和辅承部位进行能洗或微粉检路:
4.7.1.3轴承带位及拍导两洲过渡区致洗或应特验其站果尽符音以一划定在25em(指最大边长15m新矩形国积上,充许无度6.~.mm的单个缺陷示5个,或均爱大下1~1.Fmm以内的单个战菌显尔2个,每一个辅承部位不允许有个以上的羊个缺降显示,年人访强区个分许2℃个以上的中个缺路品示。超述上空视定时,供需双方快断必评。4.7.2超声波换伤
股件凉在外国表面进行殖市波探作检查,其结果应外合以下规定:a)本分净有餐款,户点,频孔等缺陷:b)不念下白当量自径等十感人于二.6加连持录陷号和游动块陷信号1)当量径小于1.m的缺整行计,当量白径尝一或人十1.6mm的缺陷座记录并报告案疗在转了件中心6:m范围内,不许有当量社大一m的缺陷大:或等当量自径1.emm的率集缺陷信号:
IB/T87081998
)外圆深25mm:范面内,不允许有当量经大三2m的缺陷·其余部位充许有当量直径1.5--3.5m的分散缺陷存在.但柜第两融降比离本小止较人当量缺陷百轻10将;整个件缺陷总数不允让韧过3个:R!附2~-2.bMIIz频率换你时,出缺降引起案波的就减不大于6d,材料的衰减系教心于或等二 4 /ir.,
47.中心方孔
4.7.3.1十心白孔内表面不允许有纹,缩孔残余部分,气孔、光整,有害刘瘾和底大下、四缺陷。客种缺陷总数不孕许过1个,具位规逆如下:=)聚案在60:m面积,长度为0.~1.5m的缺陷数量不允许超方10个:分敬的长度为1.5--3mm的缺降数量不允许超过4个:)车翌个中心白引内表面上,长度为0.5~1.5m的状述障数不充许超过79个凡不元论有早缺状分布的缺陷。
4.7.3.2右帝要高部够整变扩大心方孔以济除较人的缺毫时,要产先收得市方间查4.7.3.3消需方要求中心自孔避粉拉查,可止需方达行.偿粉检查发生异议对,需双力处商处理、4.8尺寸、公差、表面粗枪度
4.8.1锻件加工应符合需万汀货无户.礼转了交货图摔规点的尺寸,公禁印表面提新准要求。4.8.2中心言孔间度读差不充许超过.多m。中心言孔表面租造度,值为1.m:心百孔能部接刀处应限滑过避.中心礼对两端架了I的同抽度误差不得超运1.0num,中心自孔轴结当载度公差俏为.5mm/m的图柱体内。
5检验规则和试验方法
5.化学戚分分析
5.1.1烯炼分析
5.1.1.1供,分应在每炉期水路能时求样进行熔炼分析,并报告分析结果。多忙台滤时还应报告权重分析结果。
5.1.1.2若试样不定做缩练分析,供与可以从纲峰或敏件表面除还合适者位率代替样,并将分折结果和取样位直通划需方。
5.1.2最解分析
快方交对每个锻件讲行放品分求,试样取自眼件力掌性能的织向试样上,也可取白锐向性能式准.
5.1.3气件分析
收向试样分析负含量,
5.1.4分析方法
接效有关法进行,
5.2小件能检趋
5.2.在性能热外块后,按ASTMA37方法进行。5.2.2冲击试样接ASTMA37中夏氏V型决1试样的规定,径冲让试栏的缺口上向率为可向。5.2.3取样位置和试详数量若,无特殊要求应衍合勿下见定。5.2.3.1绒向试推
供需双方在编件两端各取2~拉伸试和个冲升试栏,五中也孔的激件在整的1/2处取件,无中心孔的锻件在离表而1径处取!单。5.2.3.2划
应在轴两端尽可能接近身表面1举格处切取的试不约平切向试样,供方了链见4
JB/T 87U- 1998
成较差的一消期身规环,需方在另一端切环再端减环么取个拉州试样和2个冲击样,分别企试环的同点待初对位留上切取。5. 2. 3. 3在向试
应落径向斤与轴缆平行的1提线上六取4处;料格,支离熟步两端单不科小一2m正,盘斗后的孔征和孔探应符合订货图样规定。日)在叫些变料摔早措鹿梯位取2个拉伸试样(各政1·个),档邻伸试样均外举分别取1个室询出试举和!个测兰性转变度关试样:)本会与处查料应采用反方支即外收2个控伸试推买取1个京橙成部位分别取1个室温击试详和1个测定晚险转温率的试择:损脆性转变损度的冲试样应企表3规定的溢度下业行、2·个式烊均应最示至少5路的单性断口;
)经向拉伸试择可采甲占径不于5mm的试详,径向试举采mmmmm款2式祥:
5.2.3.4十自孔试栏
布非近辅点端收1个拉伸和笔少1个测定施性转变温度的试样,5.3残余应力试验
5.3.1深旧切环运或环思申阻点达洲定践余应力5.3.2供需双在圾轴身一端25mm×23m1m的图环用测录该环在制前平变形最的为法来计算残余应力,其计算公式为:,-=E/
式中:-一残象应力.MPu;
—直征增量的代散值,mm:
切剂前环的外检+mm!
:核料的弹性模盘.MPa。
5.3.3残余应小不合格时,锻件可进行充同火,温变应比该件地后次回火温度低20~品,补充回火后残余应力检查站果款符合4,规定。5.4性能测定
需片对锻性逆行懿生能附定,除需方另有规定应按ASMA341大法进行,在轴身切向试环二收」平磁性能试样,其尺小按各厂设备确定。5.5品度测尺
在轨身税可试样嘉措底形的势面上.核GB62S4方法进行5.6元报检验
5.6。1酸既实经销检直
5.6.1.1等按订货规的部位,经半精划单可留2余桌,表面准榜度值为0.8后避行酸洗,
5.6.1.2展按ASTMER81力法进行:5.61.3若带方要求微粉检查.应核ASTMA>75/A275M法业行5.6.2超声波深伤检专
空伍一和性充处后,按J15方法进行,似此方达中存关换陷倍与完义中的“当量直受小小于2口m的缺第信号\均期落为当量直径不小于1.6rum的缺降信号”5.6 3中心乱格查
中心方孔表面相摊度,情达判1.Sm片,年痴仪或磁龄年个境脱仅忙素照内孔表面。深粉检存按ASTM4275/A275M办法进行5.了复试和其新点处理
JIB/T 870A1998
5.7.1小学单能检验结果不符合要求充诈女试。出十裂教、方点面使格将结果不合格时,不选友战。5.7.2任一试样检腔结果不合格附,途择相邻忙骨的2个试择复试,2个试样择的检验结果必须都轻合求。
5.7.3任何项为学性能检验的复试结案仍不含格:,供方可对敏牛重亲热处理。未整方叫意-每折痒火在内的重新热处地次数不允计新过两次,直新热处理的设件按5.2规定进行检验。6验收及合格证书
布!供方应间审方检验品提非必要的方使案件以使需方检验只进行.作:需方检验员不应给供方生产造成不必要的妨除见有势定外一划格将应在供行进行62载件出供方质员检验那门按本标准逃行验收,需方可按本求注证行友验,6.3步心避同需提供合情证,包括一列内睿:a)订资合司号:
b:般件图号,阀号;
r:标准和锻件缆别号:
d)烯炼宁号、敏件卡号:
)熔分析和胶品分析结果:
1)力学性能拉验结果:
)大抵检验结果,包据缺陷分本节图:上惠压体化温度和火温度及冷方式:12乱衡要求的检频翁果,
6.4件在优方验收后,加果在需方其验及在加工过程中.再发现不充许的映陷,需克应及时通划供方,双片协商解决,
了标志与包要
了.1低方应在每个锻件的相当于能下部面上标明方的厂名或志,合同号、端标扩号和假件号了2每个锻件的中心百孔为应除改离、并用末链堵业以免在运输和促管时损坏感两蚀,6
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国机械行业标准
JB/T8708-1998
300~600MW汽轮发电机
无中心孔转子锻件
技术条件
Specificatlon of the noncentral hole rotorsforgings used fron 3v--6ooMW turbine generator1998-13-19发布
中华人民共和国机械工业部
1998-07-01实施
8/18708·1998
本标准由机械工业部德阳大型持教件努筑所提出井归口,本标准起草单立,齐齐哈尔转墩焊研究所和哈尔滨大电机研究所。本标准主要起草人李范英、郭成弹,新新法,金需瑜。1范甲
中华人民共和国机械行业标准
300~~600MW汽轮发电机
无中心孔转子锻件
技术条件
Sperification cf the noncentral holr rolorsfotgings used from 3an--cooMw turblze gencratorJB/T 8708-1998
车标规定了3~500MW汽轮发电机无中心五转子用京空处载台金制锻件的装术要求,检整规划、试验方法、台格飞书及标志等,本标殊值用干300-650MW汽轮炭电证无中心我转了用产空处邓合金销链件的汀货、创与检验。
2引用标准
列标准所包含的条文,道过在本标准中引用而树成为术标准的杀文,本标堆出版时,所示版本均为与效。所右标准都会额修计,使用车标准的各方成探讨他用一列标准站新版本的可能性,GB23-82~93
G6294-86
JB/F1581-96
3/:71783
销铁及合金化学分析方法
金平均晶拉实测定方法
汽能机,汽艳发电机转子和三轴经件超卢波换传方法汽轮发电机转子锻件技术条件
ASTMA275/A275M90锻钢件的磁粉检验方法ASTM A41-f9
ASTM A37C 77
ASTM E381- 75
3订货署求
直流冲击法确定材料直流磁生的试验方法钢制垢的机:减生能试验方法
料制与的发爆没独试验拉骏及证定方法31需方应在计货合同或减不协议节中,写时累法软标准,性裁别,期开,护应的荐发要求尔检检则目,以及其他对如说叫,
段件频别和钢号应在图样上接划下标注:销号
锻件级别文本标准编号
3.?需方应提供标明力学性能试短站样的无中心孔转锻件订货图举必要时提供箱加工尺寸)。4技术要求Www.vV99.net
4.1制造工艺
4.1」信该和说壮
41.11被件用制应采用创包销炼或电清单惊冶练,经舌方同总世可采用误证质证的其他方法冶炼。机碳T业部1998-0319批准
1.998-07-01实瓶
IR/T87U8—1998
4.1.1.2在存敏前或待链,创水应绝过典空除气.件点空处过科中,真空系统关经限正强通带应幅于:133Pe。
4.1.2锻造
4.1.2.」钢锭的上、,筛应有处够的损除量,以催非锻件航综孔和小危许的腺析。4.1.2.2成在有足够能力的孩出机上嫩造,以生锻件整个截面死分地假透,假件与别锭的轴向中心线应太致重合。应使钢经质前较好的·-端为锻件的汽轮机病。4.1.3回角
各需造阶段·在锻件直径变化的不同台阶过被处应保所相应的因冶。4.1.4热站
4.1.4.1后燃处理为止火利回火。4.1.4.2性能热处理为痒火和回火,版在量直忧意下进行。锻件回用列需一长厘比的痒火冷速度尽可能致
4.1.5机械加
4.1.5.1中心言扎应精轻.并用不据盖快陷的方法进行魔北或地光,表面担度长,值为1.6>m4.1.5.2发运锻件应符合带方订货图持现定尺寸、公兼和表面矩髓度要求:4.2化学成务
4.2.1烟水熔炼分析应符台表1规定:锻性感品分析应符合表1规定,允许有表2的偏差,4.2.2
表 1 化学成分
35C2NiaMoV
s0.250. 35
注,采用真空磷脏氧吋,硅含应不大于6.14S
-2. co --4. x.
表2成品分村超让规定上、下限的允件确差单树
25t-2Ni4VV
注,果用真空的脏氧时,性愉差所C.,4.2.3教件的氢含些不允详过1×10-4.3力学忙能
4.3.1最件的力半性能应等会表3规定。2
分析比,
张牛作参等
JB/T 8708- 1998
李 3学性能
商、切车得心
纵间,均保向
热向,切间,存
烈司,访向,轻向
我间,高间
在其招标均合格的计部以上,
要表孔性中注
4.3.2嵌件卵身径而抗批强度或量服强激的越动值不充许过4MP:。4、4残余应
规件的践会应力不允许大于ECMPa.4.5张碗
磁它能应符合以下要求:
5.0X10°A/a
15.0X10A/m
50.0X10*A/m
120. )> ko A/c
4.b品按度
在审试样品粒度不粗下:疑:1级不超过6%,4.7遍检
471酸洗或磁粉验验
4.了.1.1教率虚无白3,裂绞、机奔等战陷。需方保使种试验的改利,包括酸院、说粉抢验4.7.1.2先方应在验件猫两罚应外Cm的-段尺过被区1再举各一和辅承部位进行能洗或微粉检路:
4.7.1.3轴承带位及拍导两洲过渡区致洗或应特验其站果尽符音以一划定在25em(指最大边长15m新矩形国积上,充许无度6.~.mm的单个缺陷示5个,或均爱大下1~1.Fmm以内的单个战菌显尔2个,每一个辅承部位不允许有个以上的羊个缺降显示,年人访强区个分许2℃个以上的中个缺路品示。超述上空视定时,供需双方快断必评。4.7.2超声波换伤
股件凉在外国表面进行殖市波探作检查,其结果应外合以下规定:a)本分净有餐款,户点,频孔等缺陷:b)不念下白当量自径等十感人于二.6加连持录陷号和游动块陷信号1)当量径小于1.m的缺整行计,当量白径尝一或人十1.6mm的缺陷座记录并报告案疗在转了件中心6:m范围内,不许有当量社大一m的缺陷大:或等当量自径1.emm的率集缺陷信号:
IB/T87081998
)外圆深25mm:范面内,不允许有当量经大三2m的缺陷·其余部位充许有当量直径1.5--3.5m的分散缺陷存在.但柜第两融降比离本小止较人当量缺陷百轻10将;整个件缺陷总数不允让韧过3个:R!附2~-2.bMIIz频率换你时,出缺降引起案波的就减不大于6d,材料的衰减系教心于或等二 4 /ir.,
47.中心方孔
4.7.3.1十心白孔内表面不允许有纹,缩孔残余部分,气孔、光整,有害刘瘾和底大下、四缺陷。客种缺陷总数不孕许过1个,具位规逆如下:=)聚案在60:m面积,长度为0.~1.5m的缺陷数量不允许超方10个:分敬的长度为1.5--3mm的缺降数量不允许超过4个:)车翌个中心白引内表面上,长度为0.5~1.5m的状述障数不充许超过79个凡不元论有早缺状分布的缺陷。
4.7.3.2右帝要高部够整变扩大心方孔以济除较人的缺毫时,要产先收得市方间查4.7.3.3消需方要求中心自孔避粉拉查,可止需方达行.偿粉检查发生异议对,需双力处商处理、4.8尺寸、公差、表面粗枪度
4.8.1锻件加工应符合需万汀货无户.礼转了交货图摔规点的尺寸,公禁印表面提新准要求。4.8.2中心言孔间度读差不充许超过.多m。中心言孔表面租造度,值为1.m:心百孔能部接刀处应限滑过避.中心礼对两端架了I的同抽度误差不得超运1.0num,中心自孔轴结当载度公差俏为.5mm/m的图柱体内。
5检验规则和试验方法
5.化学戚分分析
5.1.1烯炼分析
5.1.1.1供,分应在每炉期水路能时求样进行熔炼分析,并报告分析结果。多忙台滤时还应报告权重分析结果。
5.1.1.2若试样不定做缩练分析,供与可以从纲峰或敏件表面除还合适者位率代替样,并将分折结果和取样位直通划需方。
5.1.2最解分析
快方交对每个锻件讲行放品分求,试样取自眼件力掌性能的织向试样上,也可取白锐向性能式准.
5.1.3气件分析
收向试样分析负含量,
5.1.4分析方法
接效有关法进行,
5.2小件能检趋
5.2.在性能热外块后,按ASTMA37方法进行。5.2.2冲击试样接ASTMA37中夏氏V型决1试样的规定,径冲让试栏的缺口上向率为可向。5.2.3取样位置和试详数量若,无特殊要求应衍合勿下见定。5.2.3.1绒向试推
供需双方在编件两端各取2~拉伸试和个冲升试栏,五中也孔的激件在整的1/2处取件,无中心孔的锻件在离表而1径处取!单。5.2.3.2划
应在轴两端尽可能接近身表面1举格处切取的试不约平切向试样,供方了链见4
JB/T 87U- 1998
成较差的一消期身规环,需方在另一端切环再端减环么取个拉州试样和2个冲击样,分别企试环的同点待初对位留上切取。5. 2. 3. 3在向试
应落径向斤与轴缆平行的1提线上六取4处;料格,支离熟步两端单不科小一2m正,盘斗后的孔征和孔探应符合订货图样规定。日)在叫些变料摔早措鹿梯位取2个拉伸试样(各政1·个),档邻伸试样均外举分别取1个室询出试举和!个测兰性转变度关试样:)本会与处查料应采用反方支即外收2个控伸试推买取1个京橙成部位分别取1个室温击试详和1个测定晚险转温率的试择:损脆性转变损度的冲试样应企表3规定的溢度下业行、2·个式烊均应最示至少5路的单性断口;
)经向拉伸试择可采甲占径不于5mm的试详,径向试举采mmmmm款2式祥:
5.2.3.4十自孔试栏
布非近辅点端收1个拉伸和笔少1个测定施性转变温度的试样,5.3残余应力试验
5.3.1深旧切环运或环思申阻点达洲定践余应力5.3.2供需双在圾轴身一端25mm×23m1m的图环用测录该环在制前平变形最的为法来计算残余应力,其计算公式为:,-=E/
式中:-一残象应力.MPu;
—直征增量的代散值,mm:
切剂前环的外检+mm!
:核料的弹性模盘.MPa。
5.3.3残余应小不合格时,锻件可进行充同火,温变应比该件地后次回火温度低20~品,补充回火后残余应力检查站果款符合4,规定。5.4性能测定
需片对锻性逆行懿生能附定,除需方另有规定应按ASMA341大法进行,在轴身切向试环二收」平磁性能试样,其尺小按各厂设备确定。5.5品度测尺
在轨身税可试样嘉措底形的势面上.核GB62S4方法进行5.6元报检验
5.6。1酸既实经销检直
5.6.1.1等按订货规的部位,经半精划单可留2余桌,表面准榜度值为0.8后避行酸洗,
5.6.1.2展按ASTMER81力法进行:5.61.3若带方要求微粉检查.应核ASTMA>75/A275M法业行5.6.2超声波深伤检专
空伍一和性充处后,按J15方法进行,似此方达中存关换陷倍与完义中的“当量直受小小于2口m的缺第信号\均期落为当量直径不小于1.6rum的缺降信号”5.6 3中心乱格查
中心方孔表面相摊度,情达判1.Sm片,年痴仪或磁龄年个境脱仅忙素照内孔表面。深粉检存按ASTM4275/A275M办法进行5.了复试和其新点处理
JIB/T 870A1998
5.7.1小学单能检验结果不符合要求充诈女试。出十裂教、方点面使格将结果不合格时,不选友战。5.7.2任一试样检腔结果不合格附,途择相邻忙骨的2个试择复试,2个试样择的检验结果必须都轻合求。
5.7.3任何项为学性能检验的复试结案仍不含格:,供方可对敏牛重亲热处理。未整方叫意-每折痒火在内的重新热处地次数不允计新过两次,直新热处理的设件按5.2规定进行检验。6验收及合格证书
布!供方应间审方检验品提非必要的方使案件以使需方检验只进行.作:需方检验员不应给供方生产造成不必要的妨除见有势定外一划格将应在供行进行62载件出供方质员检验那门按本标准逃行验收,需方可按本求注证行友验,6.3步心避同需提供合情证,包括一列内睿:a)订资合司号:
b:般件图号,阀号;
r:标准和锻件缆别号:
d)烯炼宁号、敏件卡号:
)熔分析和胶品分析结果:
1)力学性能拉验结果:
)大抵检验结果,包据缺陷分本节图:上惠压体化温度和火温度及冷方式:12乱衡要求的检频翁果,
6.4件在优方验收后,加果在需方其验及在加工过程中.再发现不充许的映陷,需克应及时通划供方,双片协商解决,
了标志与包要
了.1低方应在每个锻件的相当于能下部面上标明方的厂名或志,合同号、端标扩号和假件号了2每个锻件的中心百孔为应除改离、并用末链堵业以免在运输和促管时损坏感两蚀,6
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。