GB/T 10953-1989
基本信息
标准号: GB/T 10953-1989
中文名称:机夹切断车刀
标准类别:国家标准(GB)
英文名称:Cutting-off tools for turning with clamp tips
标准状态:已作废
发布日期:1989-03-13
实施日期:1990-01-01
作废日期:2007-06-01
下载格式:pdf zip
相关标签: 车刀
标准分类号
标准ICS号: 机械制造>>切削工具>>25.100.10车刀
中标分类号:机械>>工艺装备>>J41刀具
出版信息
页数:7页
标准价格:8.0
相关单位信息
首发日期:1989-03-31
复审日期:2004-10-14
起草单位:成都工具研究所
归口单位:全国刀具标准化技术委员会
发布部门:中国机械工业联合会
主管部门:中国机械工业联合会
标准简介
标准图片预览
标准内容
中华人民共和国国家标准
机夹切断车刀
Cutting-ofr tools or turning with clamp tipsGB10953—89
本标准中刀杆尺寸参照采用国际标准ISO5610—1981可转位车刀和仿形车刀尺寸》。1主题内容与适用范围
本标准规定了机夹切断车刀的型式、尺寸,技术要求、性能试验和标志包装的基本要求。本标准适用于硬质合金机械夹固式切断车刀。2引用拆准
GB10566硬质合金机夹可重磨力片3型式尺寸
3. 1 代号表示规则
3.1.1机夹切断车刀的代号由按规定顺序排列的一组字母和数字代号组,共有六位代号,分别表示车刀的各项特征:
第:位代号用字母Q表示切断车』b.
第二位代号用字母A或B表示A型或B型切断车刀;第三位代号用两位数字表示车刀的刀尖高度;第四位代号用两位数字表示车刀的刀杆宽度;第五位代号用字母R表示右切乃,用字母L表示左切刀;第六位代号用两位数字表示车刀刀片宽度。3.1.2机夹切断车刀的第五、六两位代号之间,用短划(-)将其分开。3.2A型车刀的型式尺寸
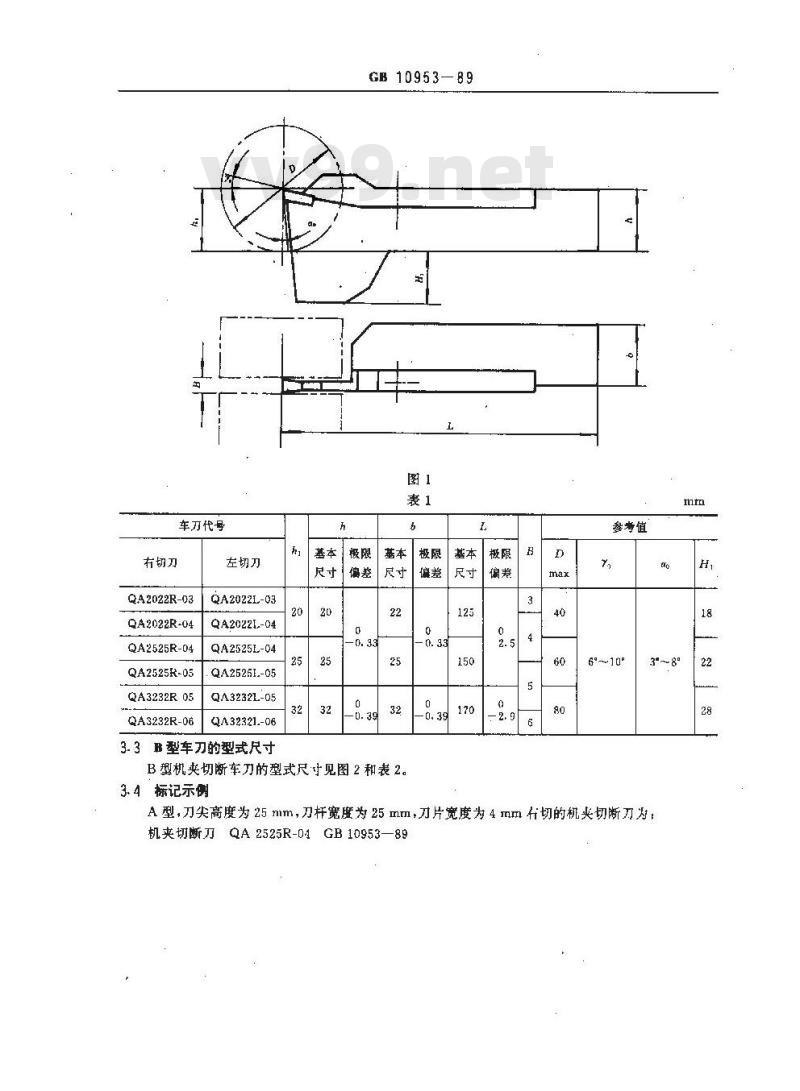
A型机夹切断车刀的型式按图1和表1。中华人民共和国机械电子工业部1989-03-13批准1990-01-01实施
车代号
右切刀
QA2022R-03
QA2022R-04
QA2525R-04
QA2525R-05
QA3232R05
QA3232R-06
左切刀
QA2022L-03
QA20221.-04
QA2525L-04
QA25251.-05
QA3232L-05
QA32321.-06
3.3B型车刀的型式尺寸
GB10953—89
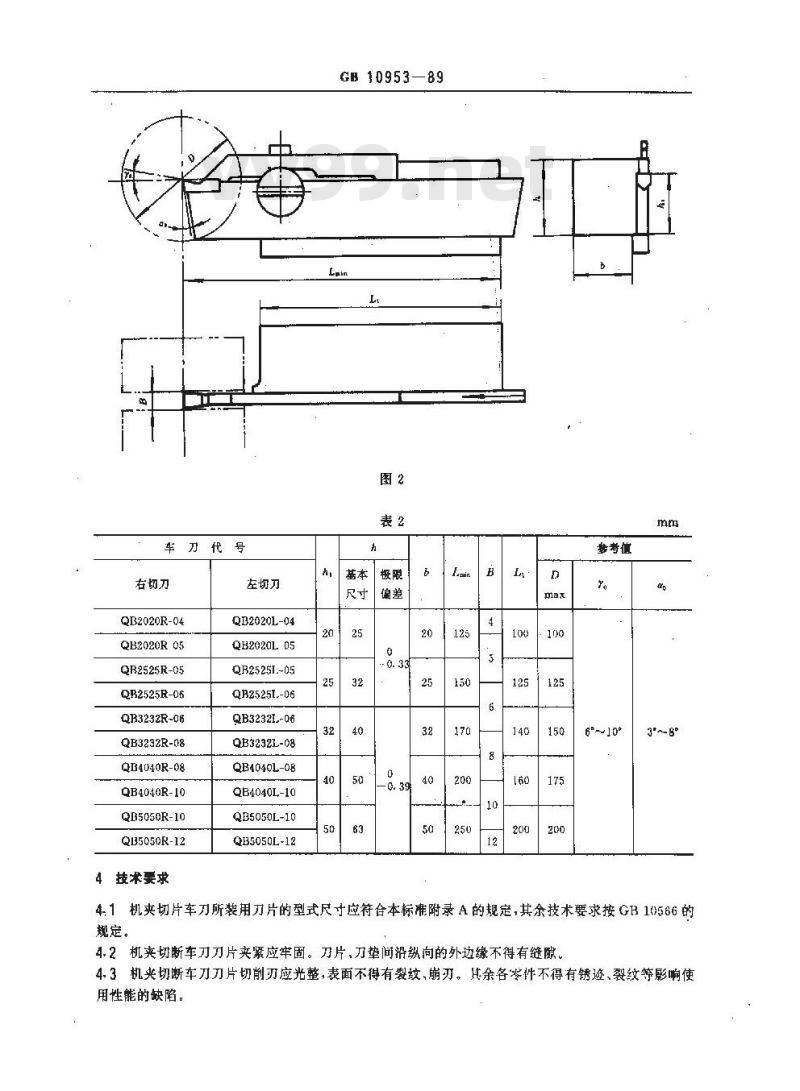
B型机夹切断车刀的型式尺寸见图2和表2。3.4标记示例
参考值
6°--10°
3~~8°
A型,刀尖高度为25mm,刀杆宽度为25mm,刀片宽度为4mm右切的机夹切断刀为机夹切断刀QA2525R-01GB10953—89mm
车代号
右切刀Www.vV99.net
QB2020R-04
QB2020R05
QR2525R-05
QB2525R-06
QB3232R-06
QB3232R-8
QB4040R-08
QB4040R-10
QB5050R-10
QB5050R-12
4技术要求
左切刀
QB2020L-04
QB2020L05
QB2525T.-05
QB25251-06
QB32321.-06
QB3232L-08
QB4040L-08
QB4040L-10
QB5050L-10
QB5050L-12
GB10953—89
参考值
6°~-10°
3*~8°
4.1机夹切片车刀所装用刀片的型式尺寸应符合本标准附录A的规定,其余技术要求按GB10566的规定。
4.2机爽切断车刀刀片夹紧应牢固。刀片,刀垫间沿纵向的外边缘不得有缝隙。4.3机夹切断车刀刀片切削刃应光整,表面不得有裂纹、崩刃。其余各岑件不得有锈迹、裂纹等影响使用性能的缺陷。
GB10953—89
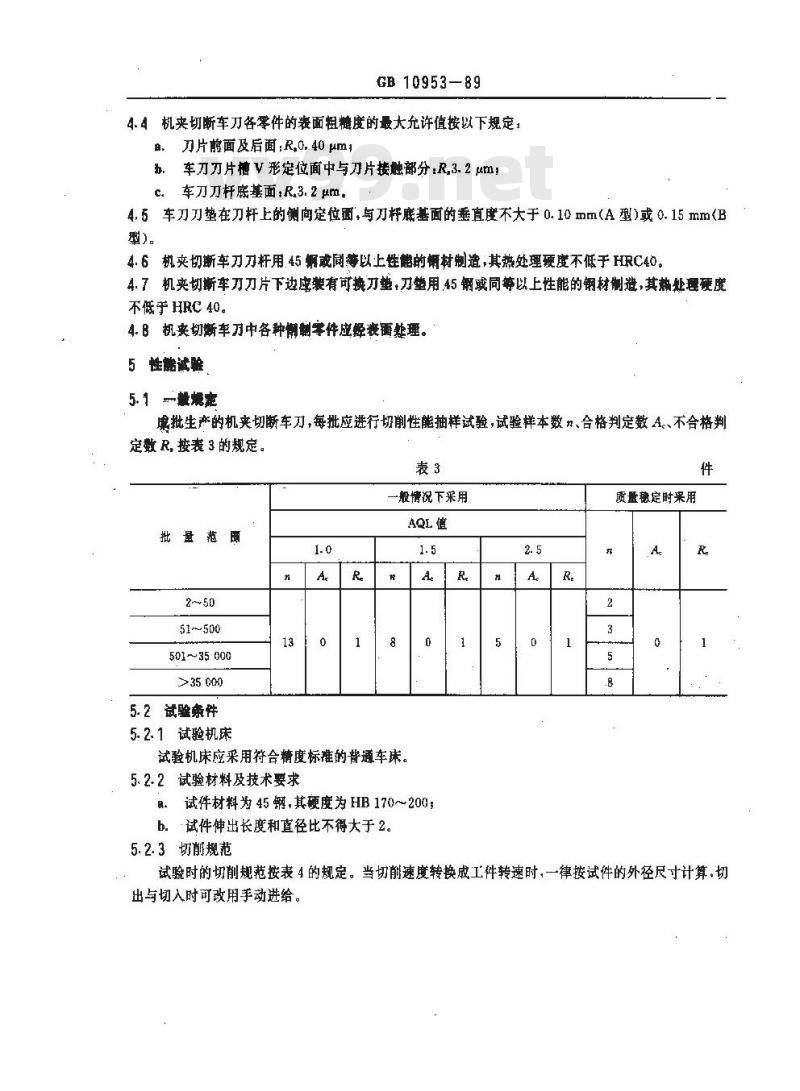
4.4机夹切断车刀各零件的表面粗糖度的最大允许值按以下规定a.刀片前面及后面:R,0.40 μmb.车刀刀片槽 V 形定位面中与刀片接触部分:R,3. 2 um;c。车刀刀杆底基面R,3.2 μm
4.5车刀刀垫在刀杆上的侧向定位面,与刀杆底基面的垂直度不大于0.10mmA型)或0.15mm(B型)。
4.6机夹切渐车刀刀杆用45钢或同等以上性能的材制道,其热处理硬度不低于HRC404.7机夹切撕车刀刀片下边座装有可换刀垫,刀垫用,45锅或同等以上性能的钢材制避,其热处硬度不低手 HRC 40。
4. B机夹切断车刀中各种谢谢零件应羟表面数理。5 性能试验
5. 1般爽
虑批生产的机爽切断车刀,每批应进行切削性能抽样试验,试验样本数n、合格判定数 A。不合格判定数R,按表 3的规定。
一般情况下采用
批量范酉
51~500
501~35 000
>35 000
5. 2试验紊件
5. 2.1 试验机床
试验机床应采用符合精度标的普通车床5. 2.2试验材料及技术要求
AQL值
B。试件材料为45钢,其度为HB170~200;b试件伸出长度和直径比不得大于2。5.2.3切规范
质量稳定时采用
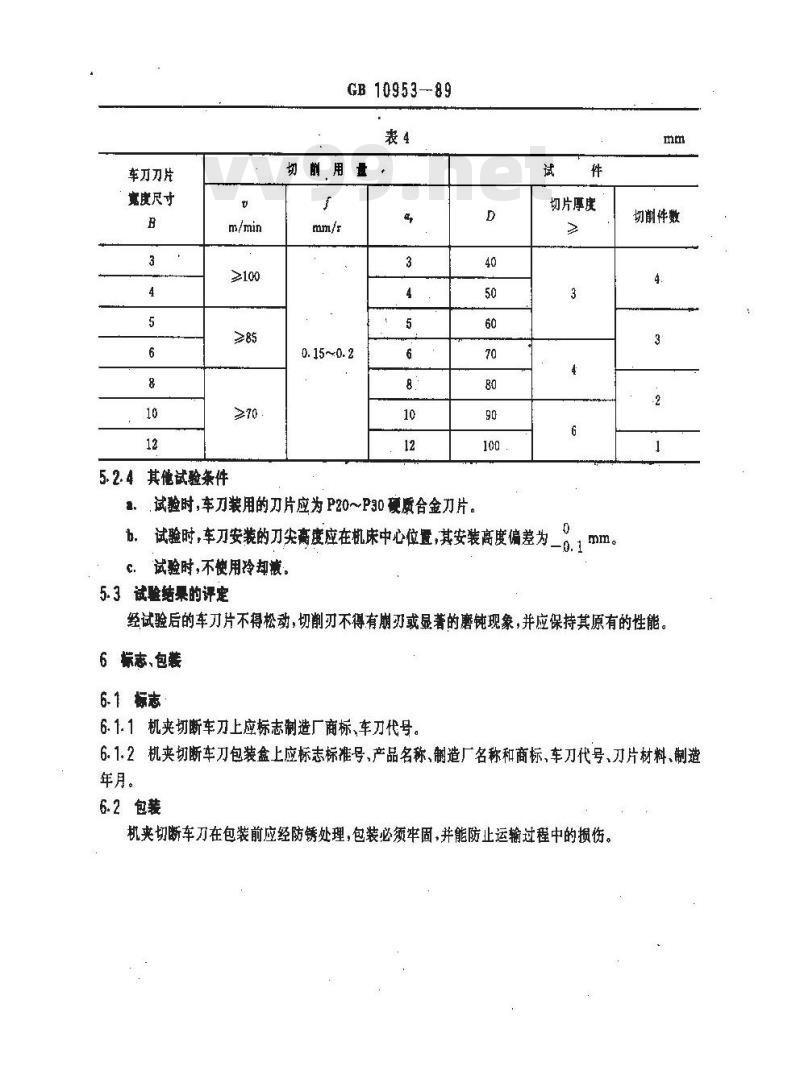
试验时的切削规范按表4的规定。当切速度转换成工件转速时,一律按试件的外径尺寸计算,切出与切入时可改用手动进给。
车刀刀片
宽度尺寸
≥100
5.2.4其他试验条件
GB10953-89
切削用量
0. 15~0.2
、,试验时,车刀装用的刀片应为P20~P30硬质合金刀片。D
切片厚度
b。试验时,车刀安装的刀尖高度应在机床中心位置,其安装高度偏差为c.试验时,不使用玲却衰。
5. 3试验结果的评定
切削数
经试验后的车刀片不得松动,切削刃不得有期刃或显著的磨钝现象,并应保持其原有的性能,6标志、包装
6.1标志
6.1.1机夹切断车刀上应标志制造厂商标、车刀代号。6.1.2机夹切断车刀包装盒上应标志标准号、产品名称、制造厂名称和商标,车刀代号、刀片材料、制造年月。
6.2包装
机夹切断车刀在包装前应经防锈处理,包装必须牢固,并能防止运输过程中的损伤。A1适用范围
GB10953—89
附最A
(补充件)
本附录适用于硬质合金机械夹固式切断车力。A2型武尺寸
刀片分 A 型、B 型两种,分别按图 A1,表 A1 和图 A2、表 A2 的规定A2.1A型刀片
1209+1
[- 0. 15 4-8-
刀片代号
A2.2B型刀片
10°~~155
H= ]0.15 [A-B
藝考值
刀片代号
附加说明:
GB 10953--89
三0. 14-日
本标准由全国刀具标准化技术委员会提出。本标准由成都工具研究所归口并负责起草。8°-10
10°~12
本标准主要起草人李德森,李家俊,董燕萍、耿朴。3°
参考值
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
机夹切断车刀
Cutting-ofr tools or turning with clamp tipsGB10953—89
本标准中刀杆尺寸参照采用国际标准ISO5610—1981可转位车刀和仿形车刀尺寸》。1主题内容与适用范围
本标准规定了机夹切断车刀的型式、尺寸,技术要求、性能试验和标志包装的基本要求。本标准适用于硬质合金机械夹固式切断车刀。2引用拆准
GB10566硬质合金机夹可重磨力片3型式尺寸
3. 1 代号表示规则
3.1.1机夹切断车刀的代号由按规定顺序排列的一组字母和数字代号组,共有六位代号,分别表示车刀的各项特征:
第:位代号用字母Q表示切断车』b.
第二位代号用字母A或B表示A型或B型切断车刀;第三位代号用两位数字表示车刀的刀尖高度;第四位代号用两位数字表示车刀的刀杆宽度;第五位代号用字母R表示右切乃,用字母L表示左切刀;第六位代号用两位数字表示车刀刀片宽度。3.1.2机夹切断车刀的第五、六两位代号之间,用短划(-)将其分开。3.2A型车刀的型式尺寸
A型机夹切断车刀的型式按图1和表1。中华人民共和国机械电子工业部1989-03-13批准1990-01-01实施
车代号
右切刀
QA2022R-03
QA2022R-04
QA2525R-04
QA2525R-05
QA3232R05
QA3232R-06
左切刀
QA2022L-03
QA20221.-04
QA2525L-04
QA25251.-05
QA3232L-05
QA32321.-06
3.3B型车刀的型式尺寸
GB10953—89
B型机夹切断车刀的型式尺寸见图2和表2。3.4标记示例
参考值
6°--10°
3~~8°
A型,刀尖高度为25mm,刀杆宽度为25mm,刀片宽度为4mm右切的机夹切断刀为机夹切断刀QA2525R-01GB10953—89mm
车代号
右切刀Www.vV99.net
QB2020R-04
QB2020R05
QR2525R-05
QB2525R-06
QB3232R-06
QB3232R-8
QB4040R-08
QB4040R-10
QB5050R-10
QB5050R-12
4技术要求
左切刀
QB2020L-04
QB2020L05
QB2525T.-05
QB25251-06
QB32321.-06
QB3232L-08
QB4040L-08
QB4040L-10
QB5050L-10
QB5050L-12
GB10953—89
参考值
6°~-10°
3*~8°
4.1机夹切片车刀所装用刀片的型式尺寸应符合本标准附录A的规定,其余技术要求按GB10566的规定。
4.2机爽切断车刀刀片夹紧应牢固。刀片,刀垫间沿纵向的外边缘不得有缝隙。4.3机夹切断车刀刀片切削刃应光整,表面不得有裂纹、崩刃。其余各岑件不得有锈迹、裂纹等影响使用性能的缺陷。
GB10953—89
4.4机夹切断车刀各零件的表面粗糖度的最大允许值按以下规定a.刀片前面及后面:R,0.40 μmb.车刀刀片槽 V 形定位面中与刀片接触部分:R,3. 2 um;c。车刀刀杆底基面R,3.2 μm
4.5车刀刀垫在刀杆上的侧向定位面,与刀杆底基面的垂直度不大于0.10mmA型)或0.15mm(B型)。
4.6机夹切渐车刀刀杆用45钢或同等以上性能的材制道,其热处理硬度不低于HRC404.7机夹切撕车刀刀片下边座装有可换刀垫,刀垫用,45锅或同等以上性能的钢材制避,其热处硬度不低手 HRC 40。
4. B机夹切断车刀中各种谢谢零件应羟表面数理。5 性能试验
5. 1般爽
虑批生产的机爽切断车刀,每批应进行切削性能抽样试验,试验样本数n、合格判定数 A。不合格判定数R,按表 3的规定。
一般情况下采用
批量范酉
51~500
501~35 000
>35 000
5. 2试验紊件
5. 2.1 试验机床
试验机床应采用符合精度标的普通车床5. 2.2试验材料及技术要求
AQL值
B。试件材料为45钢,其度为HB170~200;b试件伸出长度和直径比不得大于2。5.2.3切规范
质量稳定时采用
试验时的切削规范按表4的规定。当切速度转换成工件转速时,一律按试件的外径尺寸计算,切出与切入时可改用手动进给。
车刀刀片
宽度尺寸
≥100
5.2.4其他试验条件
GB10953-89
切削用量
0. 15~0.2
、,试验时,车刀装用的刀片应为P20~P30硬质合金刀片。D
切片厚度
b。试验时,车刀安装的刀尖高度应在机床中心位置,其安装高度偏差为c.试验时,不使用玲却衰。
5. 3试验结果的评定
切削数
经试验后的车刀片不得松动,切削刃不得有期刃或显著的磨钝现象,并应保持其原有的性能,6标志、包装
6.1标志
6.1.1机夹切断车刀上应标志制造厂商标、车刀代号。6.1.2机夹切断车刀包装盒上应标志标准号、产品名称、制造厂名称和商标,车刀代号、刀片材料、制造年月。
6.2包装
机夹切断车刀在包装前应经防锈处理,包装必须牢固,并能防止运输过程中的损伤。A1适用范围
GB10953—89
附最A
(补充件)
本附录适用于硬质合金机械夹固式切断车力。A2型武尺寸
刀片分 A 型、B 型两种,分别按图 A1,表 A1 和图 A2、表 A2 的规定A2.1A型刀片
1209+1
[- 0. 15 4-8-
刀片代号
A2.2B型刀片
10°~~155
H= ]0.15 [A-B
藝考值
刀片代号
附加说明:
GB 10953--89
三0. 14-日
本标准由全国刀具标准化技术委员会提出。本标准由成都工具研究所归口并负责起草。8°-10
10°~12
本标准主要起草人李德森,李家俊,董燕萍、耿朴。3°
参考值
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。