JB/T 8181-1999
基本信息
标准号: JB/T 8181-1999
中文名称:绝缘子串元件球窝联接用锁紧销
标准类别:机械行业标准(JB)
英文名称:Locking devices for ball and socket couplings of string insulator units
标准状态:已作废
发布日期:1999-08-06
实施日期:2000-01-01
作废日期:2011-08-15
下载格式:pdf zip
标准分类号
中标分类号:电工>>输变电设备>>K48绝缘子
出版信息
出版社:机械工业出版社
页数:11 页
标准价格:15.0
出版日期:2000-01-01
相关单位信息
起草人:晏坚军、王秋桂、易月初、陈子岩
起草单位:西安高压电瓷厂、西安电瓷研究所
归口单位:全国绝缘子标准化技术委员会
提出单位:全国绝缘子标准化技术委员会
发布部门:国家机械工业局
标准简介
本标准规定了绝缘子串元件球窝联接用锁紧销的型式与尺寸、技术要求、试验方法、检验规则及标志与包装。
本标准适用于GB/T 4056-1994中规定的绝缘子串元件的球窝联接的金具上单独供货的锁紧销。
标准图片预览
标准内容
中华人民共和国机械行业标准
JB/T8181-1999
绝缘子串元件球窝联接用锁紧销Lockingdevicesforballandsocketcouplingsofstringinsulatorunits1999-08-06发布
国家机械工业局
2000-01-01实施
JB/T8181-1999
本标准是根据GB/T1.1一1993《标准化工作导则第1单元:标准的起草与表述规则第1部分:标准编写的基本规定》,对JB/T8181一95《绝缘子申元件联接用锁紧销》进行修订。本标准在修订过程中参照国际电工标准IEC60372《绝缘子串元件球窝联结用锁紧销:尺寸与试验》(1984年第三版)及IEC60383一1《额定电压高于1000V的架空线路用瓷或玻璃绝缘子的试验》(1993一04第四版)第22章。
本标准自实施之日起,同时代替JB/T8181一95。本标准的附录A是标准的附录。
本标准由全国绝缘子标准化技术委员会提出并归口。本标准由西安高压电瓷厂、西安电瓷研究所负责起载。本标准主要起草人:晏坚军、王秋挂、易月初、陈子岩。本标准首次发布于1989年,标准编号为GB11031—89。于1995年调整为JB/T8181—95。第一次修订于1998年。
本标准由西安电瓷研究所负责解释,1范围
中华人民共和国机械行业标准
绝缘子串元件球窝联接用锁紧销Locking devices for ball and socketcouplings of string insulator unitsJB/T8181—1999
代替JB/T8181-95
本标准规定了绝缘子串元件球窝联接用锁紧销的型式与尺寸、技术要求、试验方法、检验规则及标志与包装。
本标准适用于GB/T4056一1994中规定的绝缘子串元件的球窝联接的金具上单独供货的锁紧销。2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。在标准出版时、所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最薪版本的可能性。GB/T230—1991
GB/T231—1984
GB/T1171—1974
GB/T3371—1983
GB/T4056--1994
GB/T4340—1985
JB/T8178—1999
3型式与尺寸
金属洛氏硬度试验方法
金属布氏硬度试验方法
黑色金属硬度及强度换算值
铜金属硬度与强度换算值
高压线路悬式绝缘子联接结构尺寸金属维氏硬度试验方法
悬式绝缘子铁帽技术条件
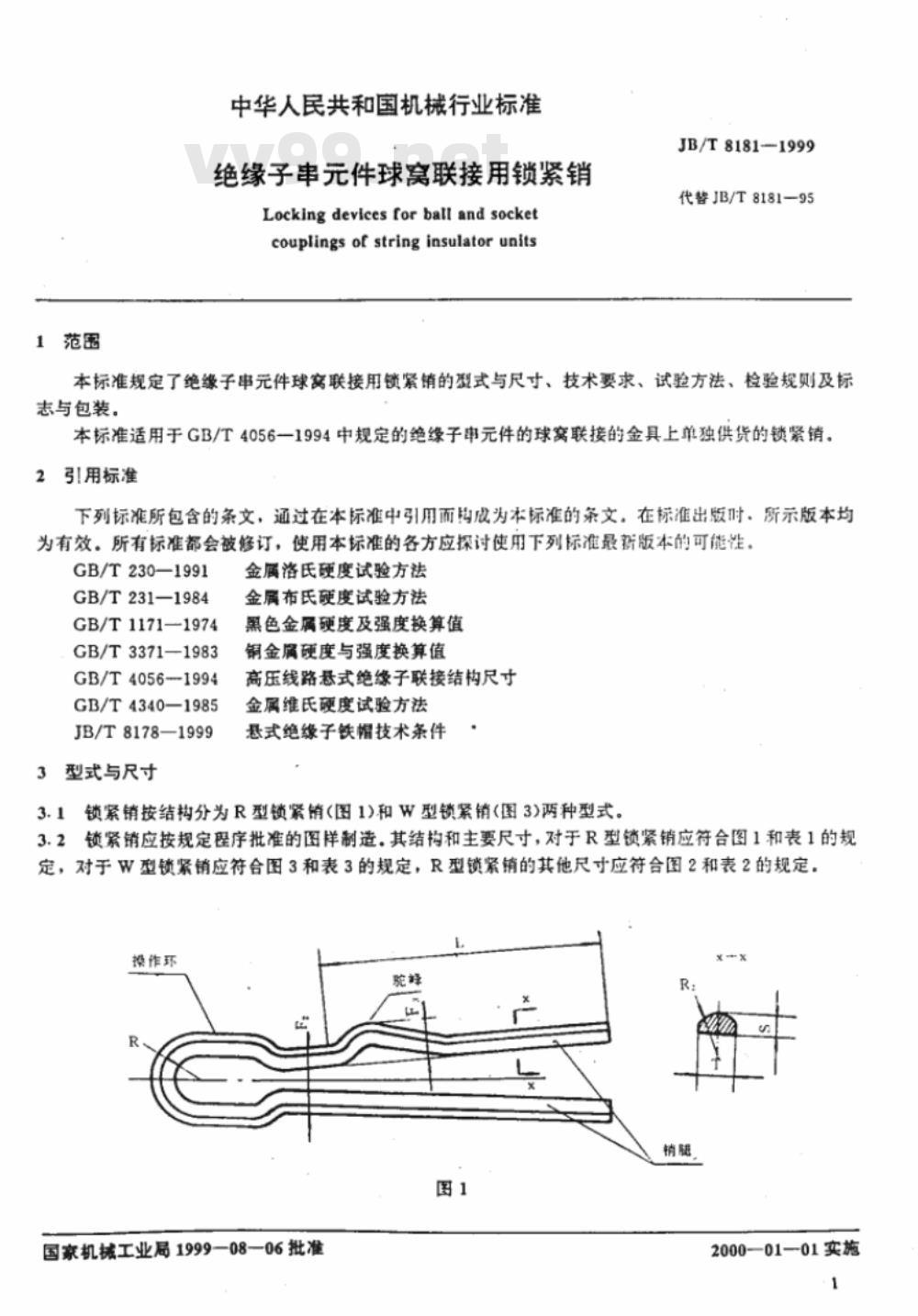
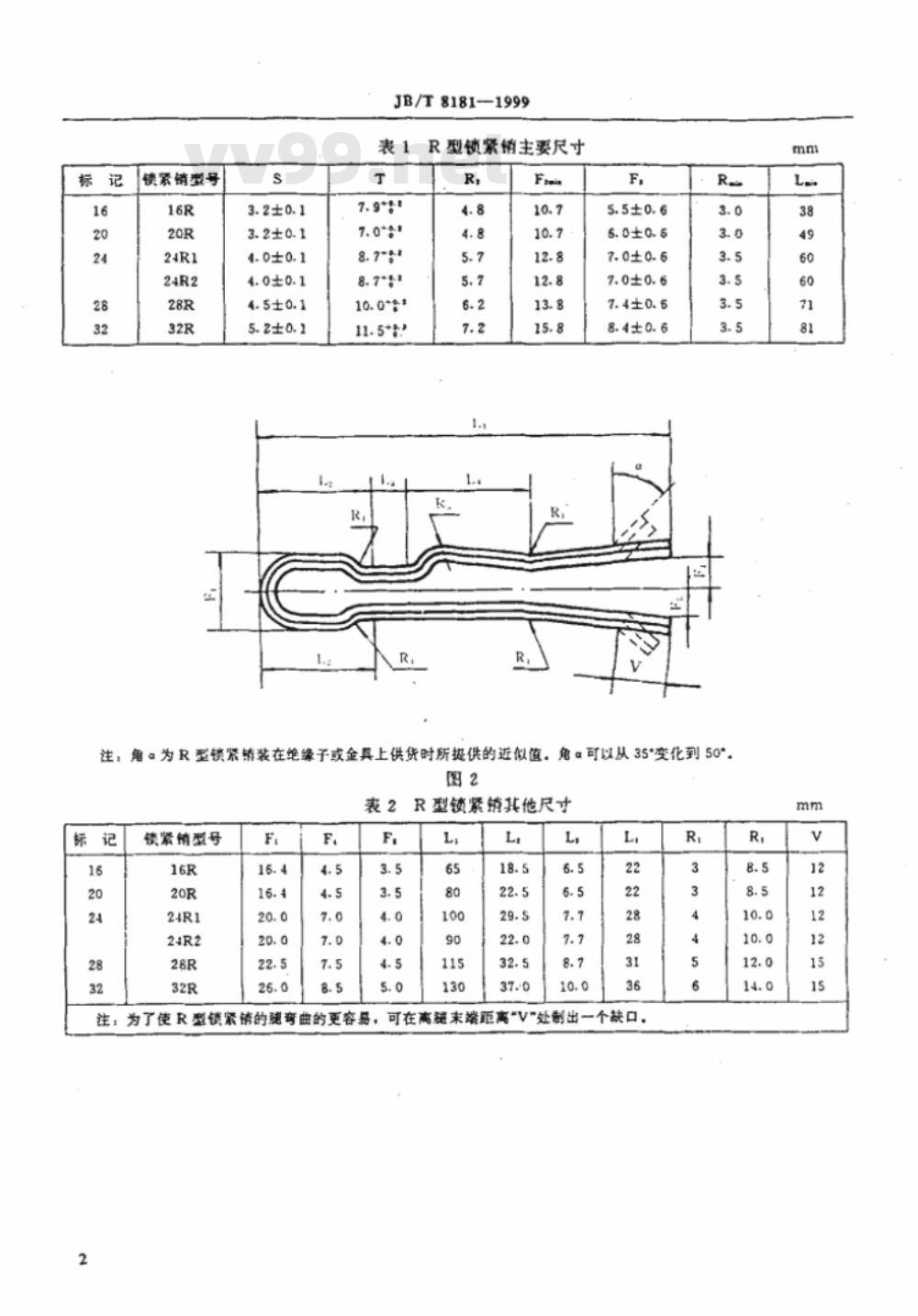
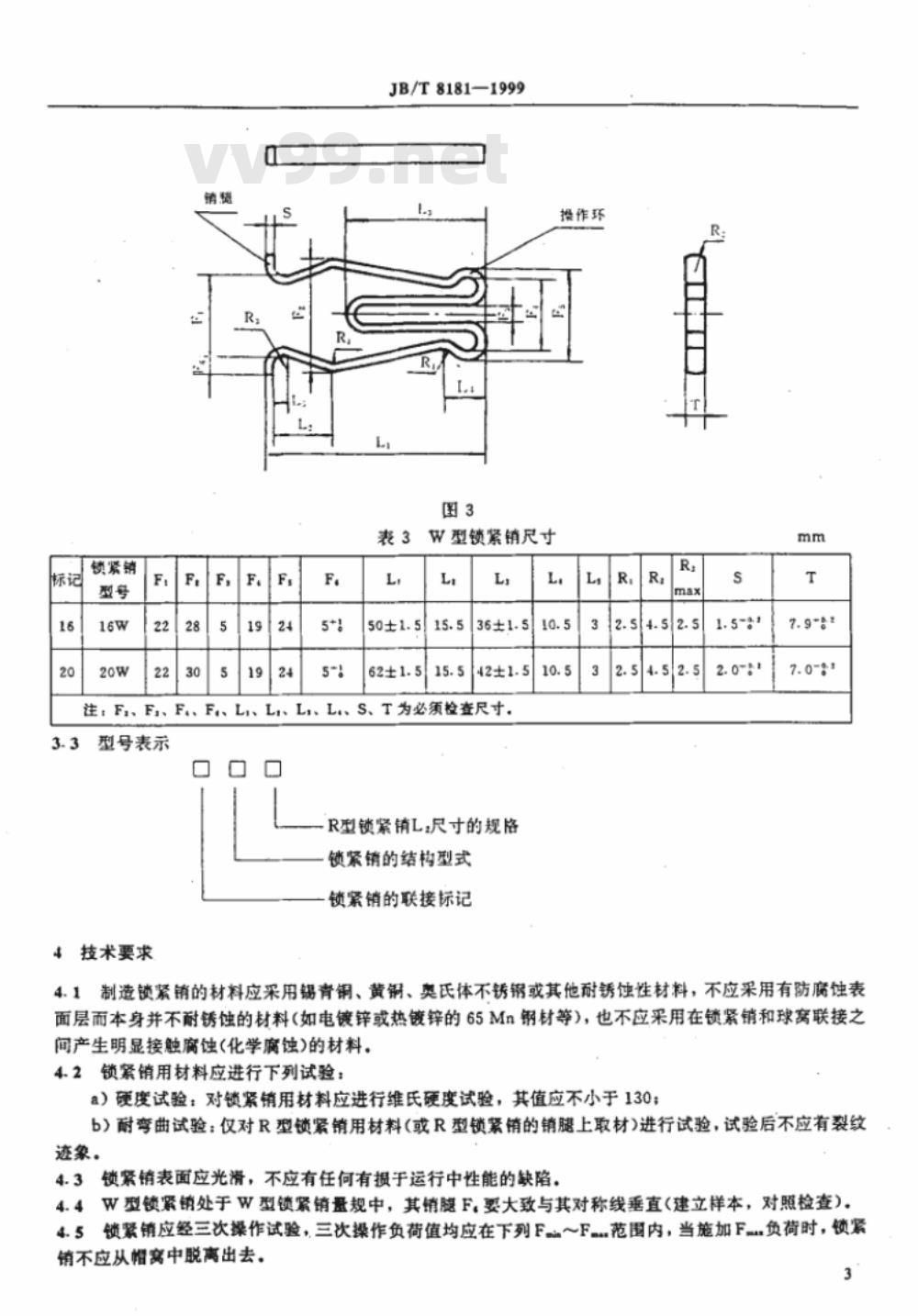
3.1锁紧销按结构分为R型锁紧销(图1)和W型锁紧销(图3)两种型式。3.2锁紧销应按规定程序批准的图样制造.其结构和主要尺寸,对于R型锁紧销应符合图1和表1的规定,对于W型锁紧销应符合图3和表3的规定,R型锁紧销的其他尺寸应符合图2和表2的规定。操作环
国家机械工业局1999—08—06批准2000—01—01实施
锁紧销型号
JB/T8181—1999
R型锁紧销主要尺寸
6.0±0. 5
7.0±0. 6
8.4±0. 6
注;角为R型锁紧销装在绝缘予或金具上供货时所提供的近似值。角α可以从35*变化到50°,图2
表2R型锁紧销其他尺寸
锁紧销型号
注;为了使R型锁紧错的题裔曲的更容易,L,
可在离疆未端距离*V\处制出个缺口,R
锁紧销
JB/T8181—1999
W型锁紧销尺寸
注F、Fs、F.、F.、Li、L1、L、L.、S、T为必须检查尺寸型号表示
R型锁紧销L,尺寸的规格
锁紧销的结构型式
锁紧销的联接标记
4技术要求
操作环
4.1制造锁紧销的材料应采用锡青铜、黄铜、奥氏体不锈锅或其他耐锈蚀性材料,不应采用有防腐蚀表面层而本身并不耐锈蚀的材料(如电镀锌或热镀锌的65Mn钢材等),也不应采用在锁紧销和球窝联接之间产生明显按触腐蚀(化学腐蚀)的材料。4.2锁紧销用材料应进行下列试验:a)硬度试验:对锁紧销用材料应进行维氏硬度试验,其值应不小于130;b)耐弯曲试验:仅对R型锁紧销用材料(或R型锁紧销的销腿上取材)进行试验,试验后不应有裂纹迹象。
4.3锁紧销表面应光滑,不应有任何有损于运行中性能的缺陷。4.4W型锁紧销处于W型锁紧销量规中,其销腾F。要大致与其对称线垂直(建立样本,对照检查)。4.5锁紧销应经三次操作试验,三次操作负荷值均应在下列F~F...范围内,当施加F..负荷时,锁紧销不应从帽窝中脱离出去。
对于R型锁紧销:Fa=50N
Fmz=500N
对于W型锁紧销:F=25N
Fm=250N
5锁紧销的使用方法
5.1R型锁紧销
JB/T8181--1999
R型锁紧销经铁帽上的锁紧销销口插入,再将两销腿弯曲成如图2虚线所示的形状,便可在锁紧和联接位置之间进行操作,如图4、图5所示。窝人口
R型销在锁紧位置
5.2W型锁紧销
R型销在联接位资
图·5
窝人口
W型锁紧销经铁帽上的锁紧销销口插入,便可在锁紧和联接位置之间进行操作,如图6、图7所示。高人口
W型销在锁紧位置
6试验方法
6.1外观检查
外观检查凭目测。
6.2尺寸检查VV99.net
W型销在联接位置
6.2.1R型锁紧销应检查表1中的尺寸。JB/T8181-1999
为了检查尺寸L应将R型锁紧销放置在图8中所示的样板内,与A点相接触,再用尺子测量.K和D.值在表4中给出。
表4R型锁紧销样板尺寸
锁紧销型号
6.2.2W型锁紧销将销置于W型锁紧销规中(见图A1),检查表3中必须检查的尺寸。6.3硬度试验
硬度试验应按GB/T4340进行.试验应在锁紧销或其材料的一个平面(对于R型锁紧销为圆弧的反面)上进行。在每只锁紧销上要进行三次测量,其值按三次测定的算术平均值计算。注:经供售双方协议,硬度测量可用其他方法:GB/T231或GB/T230:关于测定结果判定,可按GB/T3771和GB/T1172的规定将测得值换算为维氏硬度值再与本标准的规定比较。对于其他材料,则由供需双方协议,6.4耐弯曲试验
仅对R型锁紧销进行,试样长约50mm。可按以下任一方法取样,a)R型锁紧销的销腿上:
b)制造R型锁紧销的条带材料上。试验时按图9所示固定好,用木锤将试样沿规定半径的钢垫块弯曲75(贴着颂斜表面)一次.弯曲后,试样不应产生开裂。试验用钢垫块的圆半径:值由表5给出。试样
钢垫块
锁紫销型号
JB/T8181--1999
表5弯曲试验垫块图弧尺寸
6.5操作试验
将锁紧销装入经热键锌的标准铁帽幅或尺寸相同的专用试验球窝内,其球窝必须符合JB/T8178的相应规定,使之处于锁紧位置(见图4、图6).锁紧销装入辑窝内时,不得使锁紧销产生永久性变形,用一适当的测力装置沿试品轴向施加负荷(对于R型锁紧销,将拉伸负荷施加在操作环上,对于W型锁紧销,用一根截面尺寸为F:×T的矩形钢棒,将推移负荷施加在两个操作环上),逐渐增大负荷直至试品移动至联接位置(见图5、图7)。连续操作三次,每次锁紧销的操作负荷值均应在规定的负荷值范围内,然后在试品处于联接位置的情况下,按上述同样方法施加规定的最大负荷(Fx),试品不应从球窝中脱离出去。7检验规则
锁紧销由制造厂检查部门检验。制造厂应保证出厂的锁紧销符合标准的要求。7.1
7.2按照本标准规定的验收规则和试验方法,用户有权检验锁紧销是否符合本标准的各项要求。7:3锁紧销的试验分为抽样试验和型式试验。7.4抽样试验
锁紧销应按批验收,以同一材料、同一工艺方法制造的同一规格的锁紧销算作一批,每批数量不超过35000只。
7.4.1试验程序
试验程序按表6。
表6抽样试验
试验名称
外观检查
尺寸检查
操作试验
硬度试验
对奇曲试验
试验依据
本标准4.3
本标准3.2,4.4和4.5
本标准4.6
本标准4.2
本标准4.2
耐弯曲试验仅对R型债紧销进行。2项4、项5允许按每批材料抽样,7.4.2抽样规则
7.4.2.1外观检查的抽样规则如下;a)一次抽样;
b)样品容量如表7所示:
试验数量(只)
按表7规定抽样,抽取数量的全部数量按本标准7.4.2.2规定计算,试品在经项1后的试品中抽取
经项2后的1/2
经项2后的1/2(对于材料,按表8规定数值1/2)
经项3后的全部
c)对表面开裂或初期裂纹的缺陷,其接收质量水平(AQL)为1.5%d)对粗糙表面(桔皮表面)、气泡缺陷,其接收质量水平(AQL)为6.5%;e)接收数K如表7所示。
试验方法
本标准6.1
本标准6.2
本标准6.5
本标准6.3
本标准6.4
锁案铸的批量
N≤500
5001200320010000JB/T8181-1999
表?外观检查的样品容量和接收数样品容量
7.4.2.2尺寸检查的抽样规则如下:接
锁紧销尺寸的样本容量n:应是大于表8中分式算得数值的最接近的一个偶数(N为锁紧销的批量)。表8尺寸检查的样本容量
500N≤20000
200007.4.3抽样试验的判断准则
7.4.3.1外观检查中有缺陷的试品数量少于或等于接收数K,则认为该批锁紧销的外观检查符合标准要求:如大于接收数K,则该批外观不合格,但允许精选7.4.3.2尺寸检查中有一只不合格,则该批不合格,但允许进行加工精选,然后按第一次样本容量的3倍抽取试品进行重复试验。重复试验应全部合格,否则该批锁紧销不合格。7.4.3.3操作负荷试验、硬度试验和耐弯曲试验如有两只不合格,则该批锁紧销不合格:如仅有一只不合格,可按第一次样本容量的两倍抽取试品进行重复试验,重复试验后,仍有一只不合格,则该批锁紧销不合格。
7.5型式试验
锁紧销试制定型,或改变材料、工艺方法,必须进行全部型式试验,或根据改变性质作部分型式试验,试验应按表9的顺序进行。
试验名称
外观检查
尺寸检查
操作试验
硬度试验
耐曲试验
型式试验
试验根据
本标准4.3
本标准3.2,4.4和4.5
本标准4.6
本标准4.2
本标准4.2
注;耐弯曲试验仅对R型债景纳进行。试
经项1后的1/2
经项2后的1/2
经项2后的1/2
经项3后的全部
试验方法
本标准6.1
本标准6.2
本标准6.5
本标准6.3
本标准6.4
型式试验时,如第一项有两只不合格或第2~5项有一项不合格,则型式试验不合格。8
标志与包装
8.1锁紧销的包装必须保证锁紧销在贮存、运输中不致因包装不良而变形、受潮或表面受到腐蚀。8.2锁紧销包装件毛重应不超过30kg.8.3锁紧销包装件应有下列标志;JB/T8181—1999
a)制造厂名称、地址、商标及产品出厂年份:b)锁紧销型号
c)锁紧销数量;
d)“不得抛掷”、“注意防潮”字样或指示标志。8.4随着每批送交的锁紧销应附有产品检验合格证,此证应盖有制造厂技术检验部门的印章。JB/T8181—1999
附录A
(标准的附录)
W型锁紧销用量规及其使用
A1W型锁紧销用量规形状和尺寸应符合图A1和表A1规定,其尺寸B、C、D、E和H应对称于中心线,量规的公差为士0.1mm
W型锁系销
为移去锁案销用的升降情
A2W型锁紧销量规的使用
A2.1把W型锁紧销按图A1所示位置装于量规中,其公称尺寸F;和F;分别由定位柱和销加以限定。9
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
JB/T8181-1999
绝缘子串元件球窝联接用锁紧销Lockingdevicesforballandsocketcouplingsofstringinsulatorunits1999-08-06发布
国家机械工业局
2000-01-01实施
JB/T8181-1999
本标准是根据GB/T1.1一1993《标准化工作导则第1单元:标准的起草与表述规则第1部分:标准编写的基本规定》,对JB/T8181一95《绝缘子申元件联接用锁紧销》进行修订。本标准在修订过程中参照国际电工标准IEC60372《绝缘子串元件球窝联结用锁紧销:尺寸与试验》(1984年第三版)及IEC60383一1《额定电压高于1000V的架空线路用瓷或玻璃绝缘子的试验》(1993一04第四版)第22章。
本标准自实施之日起,同时代替JB/T8181一95。本标准的附录A是标准的附录。
本标准由全国绝缘子标准化技术委员会提出并归口。本标准由西安高压电瓷厂、西安电瓷研究所负责起载。本标准主要起草人:晏坚军、王秋挂、易月初、陈子岩。本标准首次发布于1989年,标准编号为GB11031—89。于1995年调整为JB/T8181—95。第一次修订于1998年。
本标准由西安电瓷研究所负责解释,1范围
中华人民共和国机械行业标准
绝缘子串元件球窝联接用锁紧销Locking devices for ball and socketcouplings of string insulator unitsJB/T8181—1999
代替JB/T8181-95
本标准规定了绝缘子串元件球窝联接用锁紧销的型式与尺寸、技术要求、试验方法、检验规则及标志与包装。
本标准适用于GB/T4056一1994中规定的绝缘子串元件的球窝联接的金具上单独供货的锁紧销。2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。在标准出版时、所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最薪版本的可能性。GB/T230—1991
GB/T231—1984
GB/T1171—1974
GB/T3371—1983
GB/T4056--1994
GB/T4340—1985
JB/T8178—1999
3型式与尺寸
金属洛氏硬度试验方法
金属布氏硬度试验方法
黑色金属硬度及强度换算值
铜金属硬度与强度换算值
高压线路悬式绝缘子联接结构尺寸金属维氏硬度试验方法
悬式绝缘子铁帽技术条件
3.1锁紧销按结构分为R型锁紧销(图1)和W型锁紧销(图3)两种型式。3.2锁紧销应按规定程序批准的图样制造.其结构和主要尺寸,对于R型锁紧销应符合图1和表1的规定,对于W型锁紧销应符合图3和表3的规定,R型锁紧销的其他尺寸应符合图2和表2的规定。操作环
国家机械工业局1999—08—06批准2000—01—01实施
锁紧销型号
JB/T8181—1999
R型锁紧销主要尺寸
6.0±0. 5
7.0±0. 6
8.4±0. 6
注;角为R型锁紧销装在绝缘予或金具上供货时所提供的近似值。角α可以从35*变化到50°,图2
表2R型锁紧销其他尺寸
锁紧销型号
注;为了使R型锁紧错的题裔曲的更容易,L,
可在离疆未端距离*V\处制出个缺口,R
锁紧销
JB/T8181—1999
W型锁紧销尺寸
注F、Fs、F.、F.、Li、L1、L、L.、S、T为必须检查尺寸型号表示
R型锁紧销L,尺寸的规格
锁紧销的结构型式
锁紧销的联接标记
4技术要求
操作环
4.1制造锁紧销的材料应采用锡青铜、黄铜、奥氏体不锈锅或其他耐锈蚀性材料,不应采用有防腐蚀表面层而本身并不耐锈蚀的材料(如电镀锌或热镀锌的65Mn钢材等),也不应采用在锁紧销和球窝联接之间产生明显按触腐蚀(化学腐蚀)的材料。4.2锁紧销用材料应进行下列试验:a)硬度试验:对锁紧销用材料应进行维氏硬度试验,其值应不小于130;b)耐弯曲试验:仅对R型锁紧销用材料(或R型锁紧销的销腿上取材)进行试验,试验后不应有裂纹迹象。
4.3锁紧销表面应光滑,不应有任何有损于运行中性能的缺陷。4.4W型锁紧销处于W型锁紧销量规中,其销腾F。要大致与其对称线垂直(建立样本,对照检查)。4.5锁紧销应经三次操作试验,三次操作负荷值均应在下列F~F...范围内,当施加F..负荷时,锁紧销不应从帽窝中脱离出去。
对于R型锁紧销:Fa=50N
Fmz=500N
对于W型锁紧销:F=25N
Fm=250N
5锁紧销的使用方法
5.1R型锁紧销
JB/T8181--1999
R型锁紧销经铁帽上的锁紧销销口插入,再将两销腿弯曲成如图2虚线所示的形状,便可在锁紧和联接位置之间进行操作,如图4、图5所示。窝人口
R型销在锁紧位置
5.2W型锁紧销
R型销在联接位资
图·5
窝人口
W型锁紧销经铁帽上的锁紧销销口插入,便可在锁紧和联接位置之间进行操作,如图6、图7所示。高人口
W型销在锁紧位置
6试验方法
6.1外观检查
外观检查凭目测。
6.2尺寸检查VV99.net
W型销在联接位置
6.2.1R型锁紧销应检查表1中的尺寸。JB/T8181-1999
为了检查尺寸L应将R型锁紧销放置在图8中所示的样板内,与A点相接触,再用尺子测量.K和D.值在表4中给出。
表4R型锁紧销样板尺寸
锁紧销型号
6.2.2W型锁紧销将销置于W型锁紧销规中(见图A1),检查表3中必须检查的尺寸。6.3硬度试验
硬度试验应按GB/T4340进行.试验应在锁紧销或其材料的一个平面(对于R型锁紧销为圆弧的反面)上进行。在每只锁紧销上要进行三次测量,其值按三次测定的算术平均值计算。注:经供售双方协议,硬度测量可用其他方法:GB/T231或GB/T230:关于测定结果判定,可按GB/T3771和GB/T1172的规定将测得值换算为维氏硬度值再与本标准的规定比较。对于其他材料,则由供需双方协议,6.4耐弯曲试验
仅对R型锁紧销进行,试样长约50mm。可按以下任一方法取样,a)R型锁紧销的销腿上:
b)制造R型锁紧销的条带材料上。试验时按图9所示固定好,用木锤将试样沿规定半径的钢垫块弯曲75(贴着颂斜表面)一次.弯曲后,试样不应产生开裂。试验用钢垫块的圆半径:值由表5给出。试样
钢垫块
锁紫销型号
JB/T8181--1999
表5弯曲试验垫块图弧尺寸
6.5操作试验
将锁紧销装入经热键锌的标准铁帽幅或尺寸相同的专用试验球窝内,其球窝必须符合JB/T8178的相应规定,使之处于锁紧位置(见图4、图6).锁紧销装入辑窝内时,不得使锁紧销产生永久性变形,用一适当的测力装置沿试品轴向施加负荷(对于R型锁紧销,将拉伸负荷施加在操作环上,对于W型锁紧销,用一根截面尺寸为F:×T的矩形钢棒,将推移负荷施加在两个操作环上),逐渐增大负荷直至试品移动至联接位置(见图5、图7)。连续操作三次,每次锁紧销的操作负荷值均应在规定的负荷值范围内,然后在试品处于联接位置的情况下,按上述同样方法施加规定的最大负荷(Fx),试品不应从球窝中脱离出去。7检验规则
锁紧销由制造厂检查部门检验。制造厂应保证出厂的锁紧销符合标准的要求。7.1
7.2按照本标准规定的验收规则和试验方法,用户有权检验锁紧销是否符合本标准的各项要求。7:3锁紧销的试验分为抽样试验和型式试验。7.4抽样试验
锁紧销应按批验收,以同一材料、同一工艺方法制造的同一规格的锁紧销算作一批,每批数量不超过35000只。
7.4.1试验程序
试验程序按表6。
表6抽样试验
试验名称
外观检查
尺寸检查
操作试验
硬度试验
对奇曲试验
试验依据
本标准4.3
本标准3.2,4.4和4.5
本标准4.6
本标准4.2
本标准4.2
耐弯曲试验仅对R型债紧销进行。2项4、项5允许按每批材料抽样,7.4.2抽样规则
7.4.2.1外观检查的抽样规则如下;a)一次抽样;
b)样品容量如表7所示:
试验数量(只)
按表7规定抽样,抽取数量的全部数量按本标准7.4.2.2规定计算,试品在经项1后的试品中抽取
经项2后的1/2
经项2后的1/2(对于材料,按表8规定数值1/2)
经项3后的全部
c)对表面开裂或初期裂纹的缺陷,其接收质量水平(AQL)为1.5%d)对粗糙表面(桔皮表面)、气泡缺陷,其接收质量水平(AQL)为6.5%;e)接收数K如表7所示。
试验方法
本标准6.1
本标准6.2
本标准6.5
本标准6.3
本标准6.4
锁案铸的批量
N≤500
500
表?外观检查的样品容量和接收数样品容量
7.4.2.2尺寸检查的抽样规则如下:接
锁紧销尺寸的样本容量n:应是大于表8中分式算得数值的最接近的一个偶数(N为锁紧销的批量)。表8尺寸检查的样本容量
500N≤20000
20000
7.4.3.1外观检查中有缺陷的试品数量少于或等于接收数K,则认为该批锁紧销的外观检查符合标准要求:如大于接收数K,则该批外观不合格,但允许精选7.4.3.2尺寸检查中有一只不合格,则该批不合格,但允许进行加工精选,然后按第一次样本容量的3倍抽取试品进行重复试验。重复试验应全部合格,否则该批锁紧销不合格。7.4.3.3操作负荷试验、硬度试验和耐弯曲试验如有两只不合格,则该批锁紧销不合格:如仅有一只不合格,可按第一次样本容量的两倍抽取试品进行重复试验,重复试验后,仍有一只不合格,则该批锁紧销不合格。
7.5型式试验
锁紧销试制定型,或改变材料、工艺方法,必须进行全部型式试验,或根据改变性质作部分型式试验,试验应按表9的顺序进行。
试验名称
外观检查
尺寸检查
操作试验
硬度试验
耐曲试验
型式试验
试验根据
本标准4.3
本标准3.2,4.4和4.5
本标准4.6
本标准4.2
本标准4.2
注;耐弯曲试验仅对R型债景纳进行。试
经项1后的1/2
经项2后的1/2
经项2后的1/2
经项3后的全部
试验方法
本标准6.1
本标准6.2
本标准6.5
本标准6.3
本标准6.4
型式试验时,如第一项有两只不合格或第2~5项有一项不合格,则型式试验不合格。8
标志与包装
8.1锁紧销的包装必须保证锁紧销在贮存、运输中不致因包装不良而变形、受潮或表面受到腐蚀。8.2锁紧销包装件毛重应不超过30kg.8.3锁紧销包装件应有下列标志;JB/T8181—1999
a)制造厂名称、地址、商标及产品出厂年份:b)锁紧销型号
c)锁紧销数量;
d)“不得抛掷”、“注意防潮”字样或指示标志。8.4随着每批送交的锁紧销应附有产品检验合格证,此证应盖有制造厂技术检验部门的印章。JB/T8181—1999
附录A
(标准的附录)
W型锁紧销用量规及其使用
A1W型锁紧销用量规形状和尺寸应符合图A1和表A1规定,其尺寸B、C、D、E和H应对称于中心线,量规的公差为士0.1mm
W型锁系销
为移去锁案销用的升降情
A2W型锁紧销量规的使用
A2.1把W型锁紧销按图A1所示位置装于量规中,其公称尺寸F;和F;分别由定位柱和销加以限定。9
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。