GB/T 15826.1-1995
基本信息
标准号: GB/T 15826.1-1995
中文名称:锤上钢质自由锻件机械加工余量与公差 一般要求
标准类别:国家标准(GB)
英文名称:Machining allowances and tolerances for steel open die forgings on hammer-General requirements
标准状态:已作废
发布日期:1995-01-02
实施日期:1996-08-01
作废日期:2008-08-01
下载格式:pdf zip
相关标签: 钢质 自由 锻件 机械 加工余量 公差 一般 要求
标准分类号
标准ICS号: 25.010
中标分类号:机械>>加工工艺>>J32锻压
出版信息
出版社:中国标准出版社
页数:2页
标准价格:8.0
出版日期:1996-08-01
相关单位信息
首发日期:1995-12-14
复审日期:2004-10-14
起草单位:上海市机电工业管理局
归口单位:全国锻压标准化技术委员会
发布部门:国家技术监督局
主管部门:中国机械工业联合会
标准简介
本标准规定了锤上钢质自由锻件的机械加工余量与公差及其使用的一般要求。本标准适用于含碳量不超过0.9%和其他合金成分总含量不超过4%的碳素钢和合金钢的自由锻件。凡超越本标准规定范围的自由锻件,其余量与公差由供需双方另行协商确定。
标准图片预览
标准内容
中华人民共和国国家标准
锤上钢质自由锻件机械加工余量与公差一般要求
Machining allowances and tolerancesfor steel open die forgings on hammerGeneral reguirement
1主题内容与适用范围
GB/T 15826.1—1995
本标准规定了锤上钢质自由锻件的机械加工余量与公差(以下简称余量与公差)及其使用的一般要求。
本标准适用于含碳量不超过0.9%和其他合金成分总含量不超过4%的碳素钢和合金钢的自由锻件。
凡超越本标准规定范围的自由锻件,其余量与公差由供需双方另行协商确定。2引用标准
GB8541锻压术语
3术语
3.1锻件基本尺寸、锻件公差、台阶、凸肩、黑皮锻件和锻件图的定义按GB8541的规定。3.2机械加工余量
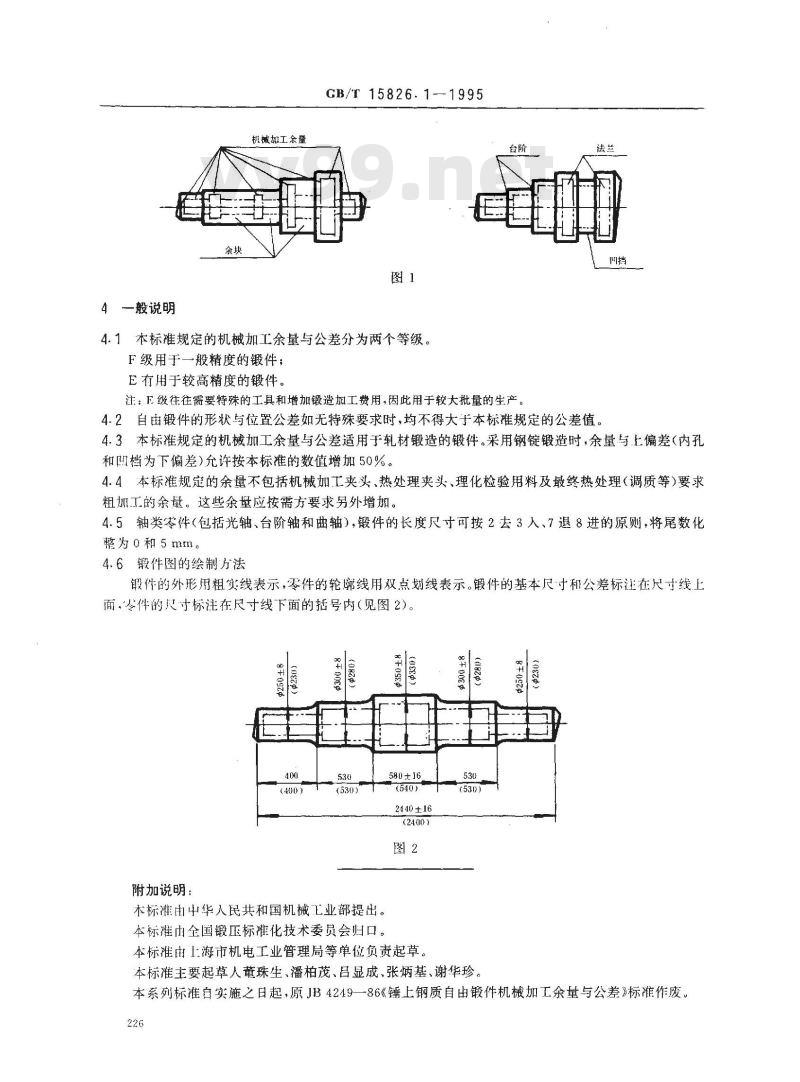
为使零件具有一定的加工尺寸和表面粗糙度,在零件表面需要加工的部分,在锻件上留一层供作机械加工用的金属,称作机械加工余量(见图1)。3.3余块
为简化锻件外形及锻造过程,在锻件的某些地方和添一些大于机械加工余量的金属,这种加添的金属称作余块(见图1)。
3.4法蓝
在锻件上的台阶,其长度小于本身直径的0.5倍,而且此直径比其两端邻接的直径均大于1.5倍者,此台阶称作法蓝(见图1)。3.5凹档
锻件某部分的直径(或非圆形锻件的截面尺寸)小于其邻接两部分的直径(或截面尺小),该部分称作凹档(见图1)。
国家技术监督局1995-12-13批准1996-08-01实施
4一般说明
机械加工余量
GB/15826.1-1995
4.1本标准规定的机械加工余量与公差分为两个等级。F级用于一般精度的锻件;
E有用于较高精度的锻件。
注:E级往往需要特殊的工具和增加锻造加工费用,因此用于较大批量的生产。法兰
4.2自由锻件的形状与位置公差如无特殊要求时,均不得大于本标准规定的公差值。4.3本标准规定的机械加工余量与公差适用于轧材锻造的锻件。采用钢锭锻造时,余量与上偏差(内孔和叫档为下偏差)允许按本标准的数值增加50%。4.4本标准规定的余量不包括机械加工夹头、热处理夹头、理化检验用料及最终热处理(调质等)要求粗加工的余量。这些余量应按需方要求另外增如。4.5轴类零件(包括光轴、台阶轴和曲轴),锻件的长度尺寸可按2去3入、7退8进的原则,将尾数化整为0和5mm。
4.6锻件图的绘制方法
锻件的外形用粗实线表示,零件的轮线用双点划线表示。锻件的基本尺寸和公差标注在尺寸线上面,令件的尺寸标注在尺寸线下面的括号内(见图2)。t
附加说明:
本标准由中华人民共和国机械工业部提出。本标准中全国锻压标准化技术委员会归口。58016
(540)
2440±16
(2400)免费下载标准就来唯久标准网
本标准由上海市机电工业管理局等单位负责起草。530
本标准主要起草人董珠生、潘柏茂、吕显成、张炳基、谢华珍。H
本系列标准自实施之日起,原JB4249—86《锤上钢质自由锻件机械加工余与公差》标准作废。226
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
锤上钢质自由锻件机械加工余量与公差一般要求
Machining allowances and tolerancesfor steel open die forgings on hammerGeneral reguirement
1主题内容与适用范围
GB/T 15826.1—1995
本标准规定了锤上钢质自由锻件的机械加工余量与公差(以下简称余量与公差)及其使用的一般要求。
本标准适用于含碳量不超过0.9%和其他合金成分总含量不超过4%的碳素钢和合金钢的自由锻件。
凡超越本标准规定范围的自由锻件,其余量与公差由供需双方另行协商确定。2引用标准
GB8541锻压术语
3术语
3.1锻件基本尺寸、锻件公差、台阶、凸肩、黑皮锻件和锻件图的定义按GB8541的规定。3.2机械加工余量
为使零件具有一定的加工尺寸和表面粗糙度,在零件表面需要加工的部分,在锻件上留一层供作机械加工用的金属,称作机械加工余量(见图1)。3.3余块
为简化锻件外形及锻造过程,在锻件的某些地方和添一些大于机械加工余量的金属,这种加添的金属称作余块(见图1)。
3.4法蓝
在锻件上的台阶,其长度小于本身直径的0.5倍,而且此直径比其两端邻接的直径均大于1.5倍者,此台阶称作法蓝(见图1)。3.5凹档
锻件某部分的直径(或非圆形锻件的截面尺寸)小于其邻接两部分的直径(或截面尺小),该部分称作凹档(见图1)。
国家技术监督局1995-12-13批准1996-08-01实施
4一般说明
机械加工余量
GB/15826.1-1995
4.1本标准规定的机械加工余量与公差分为两个等级。F级用于一般精度的锻件;
E有用于较高精度的锻件。
注:E级往往需要特殊的工具和增加锻造加工费用,因此用于较大批量的生产。法兰
4.2自由锻件的形状与位置公差如无特殊要求时,均不得大于本标准规定的公差值。4.3本标准规定的机械加工余量与公差适用于轧材锻造的锻件。采用钢锭锻造时,余量与上偏差(内孔和叫档为下偏差)允许按本标准的数值增加50%。4.4本标准规定的余量不包括机械加工夹头、热处理夹头、理化检验用料及最终热处理(调质等)要求粗加工的余量。这些余量应按需方要求另外增如。4.5轴类零件(包括光轴、台阶轴和曲轴),锻件的长度尺寸可按2去3入、7退8进的原则,将尾数化整为0和5mm。
4.6锻件图的绘制方法
锻件的外形用粗实线表示,零件的轮线用双点划线表示。锻件的基本尺寸和公差标注在尺寸线上面,令件的尺寸标注在尺寸线下面的括号内(见图2)。t
附加说明:
本标准由中华人民共和国机械工业部提出。本标准中全国锻压标准化技术委员会归口。58016
(540)
2440±16
(2400)免费下载标准就来唯久标准网
本标准由上海市机电工业管理局等单位负责起草。530
本标准主要起草人董珠生、潘柏茂、吕显成、张炳基、谢华珍。H
本系列标准自实施之日起,原JB4249—86《锤上钢质自由锻件机械加工余与公差》标准作废。226
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。