GB/T 20954-2007
基本信息
标准号: GB/T 20954-2007
中文名称:金属切削刀具 麻花钻术语
标准类别:国家标准(GB)
英文名称:Metal cutting tools—Terms in Twist drills
标准状态:现行
发布日期:2007-07-30
实施日期:2007-11-01
下载格式:pdf zip
标准分类号
标准ICS号: 机械制造>>切削工具>>25.100.30钻头、锪钻、铰刀
中标分类号:机械>>工艺装备>>J41刀具
关联标准
采标情况:MOD ISO 5419:1982
出版信息
出版社:中国标准出版社
页数:出版社:
标准价格:38.0
出版日期:2007-11-01
相关单位信息
首发日期:2007-06-25
复审日期:2023-12-28
起草人:沈士昌、潘瑾
起草单位:成都工具研究所
归口单位:全国刀具标准化技术委员会(SAC/TC 91)
提出单位:中国机械工业联合会
发布部门:中华人民共和国国家质量监督检验检疫总局 中国国家标准化管理委员会
主管部门:中国机械工业联合会
标准简介
本标准规定了金属切削用麻花钻的术语、定义,同时列出了术语的英文对应词和索引。本标准适用于金属切削用麻花钻。
标准图片预览

标准内容
ICS25.100.30
中华人民共和国国家标准
GB/T20954—2007
金属切削刀具
麻花钻术语
Metal cutting tools-Terms in Twist drills(ISO 5419:1982,Twist drills-Terms,definitions and types,MOD)2007-06-25发布
中华人民共和国国家质量监督检验检疫总局中国国家标准化管理委员会
2007-11-01实施
GB/T20954—2007
本标准修改采用ISO5419:1982《麻花钻古术语、定义和型式》(英文版)。本标准根据ISO5419:1982重新起草。本标准与ISO5419:1982有下列差异:删除了ISO引言,增加了前言;
规范性引用文件中的国际标准用我国国家标准替代;在结构术语中增加术语:麻花钻、钻芯对称度、刃沟等分度;在结构术语中删除术语:楔、切削运动、侧前角、法向前角、主切削刃的侧后角、主切削刃的法后角;
同义词:副切削刃、切削部分、主后面、刃口作为许用术语;-在型式术语中简化了直柄麻花钻和锥柄麻花钻的型式术语;-在型式术语中删除了与中心钻和套式扩孔钻有关的术语;增加了索引。
本标准由中国机械工业联合会提出。本标准由全国刀具标准化技术委员会(SAC/TC91)归口。本标准起草单位:成都工具研究所。本标准主要起草人:沈士昌、樊瑾。658
1范围
金属切削刀具麻花钻术语
GB/T20954—2007
本标准规定了金属切削用麻花钻的术语、定义,同时列出了术语的英文对应词和索引。本标准适用于金属切削用麻花钻。2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T1008机械加工工艺装备基本术语GB/T1438.1锥柄麻花钻第1部分:莫氏锥柄麻花钻的型式和尺寸(GB/T1438.1一1996,eqvISO235:1980)
GB/T1438.2锥柄麻花钻第2部分:莫氏锥柄长麻花钻的型式和尺寸GB/T1438.3锥柄麻花钻第3部分:莫氏锥柄加长麻花钻的型式和尺寸GB/T1438.4锥柄麻花钻第4部分:莫氏锥柄超长麻花钻的型式和尺寸GB/T4256直柄和莫氏锥柄扩孔钻(GB/T4256—2004,ISO70791981,MOD)GB/T6135.1直柄麻花钻第1部分:粗直柄小麻花钻的型式和尺寸GB/T6135.2直柄麻花钻第2部分:直柄短麻花钻的型式和尺寸(GB/T6135.2-1996,eqvISO 235:1980)
GB/T6135.3
eqvISO235:1980)
GB/T 6135.4
eqvISO494:1975)
直柄麻花钻第3部分:直柄麻花钻的型式和尺寸(GB/T6135.3一1996,直柄麻花钻第4部分:直柄长麻花钻的型式和尺寸(GB/T6135.4--1996,GB/T6135.5直柄麻花钻第5部分:直柄超长麻花钻的型式和尺寸GB/T6138.1
攻丝前钻孔用阶梯麻花钻第1部分:直柄阶梯麻花钻的型式和尺寸(GB/T6138.1—1997,eqvISO3439:1975)GB/T6138.2攻丝前钻孔用阶梯麻花钻第2部分:莫氏锥柄阶梯麻花钻的型式和尺寸(GB/T6138.2—1997,eqvISO3438:1975)3条目编号
本标准以章条号直接作为术语的条目编号。4与结构参数有关的术语和定义
麻花钻twistdrill
容属槽(4.9)由螺旋面构成的钻头(GB/T1008),钻体(4.5)部分形状象麻花一样。4.2
轴线axis
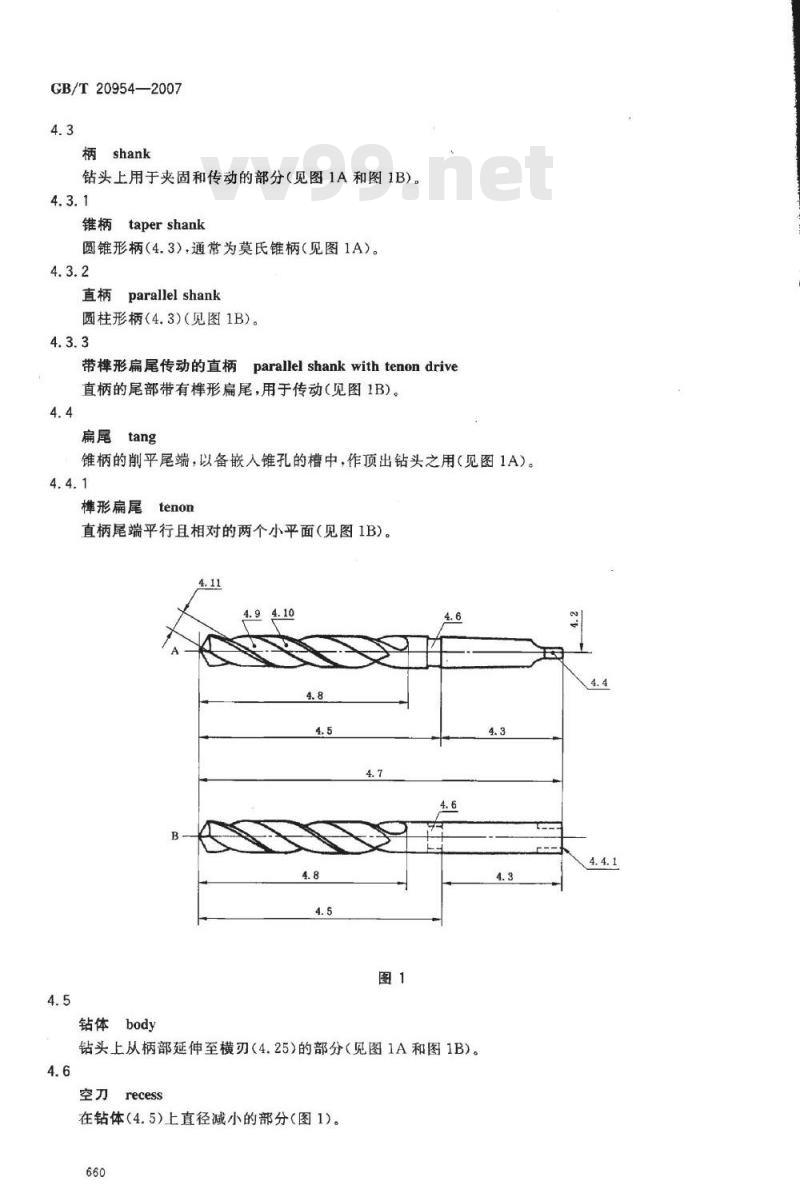
钻头上的纵向中心线(见图1)。659
GB/T20954—2007
柄shank
钻头上用于夹固和传动的部分(见图1A和图1B)。4.3.1
锥柄taper shank
圆锥形柄(4.3),通常为莫氏锥柄(见图1A)。4.3.2
直柄parallel shank
圆柱形柄(4.3)(见图1B)。
带样形扁尾传动的直柄
parallel shankwithtenondrive直柄的尾部带有样形扁尾,用于传动(见图1B)。4.4
扁尾tang
锥柄的削平尾端,以备嵌人锥孔的槽中,作顶出钻头之用(见图1A)。4.4.1
槿形扁尾
直柄尾端平行且相对的两个小平面(见图1B)。4.11
钻体body
钻头上从柄部延伸至横刃(4.25)的部分(见图1A和图1B)。4.6
recess
在钻体(4.5)上直径减小的部分(图1)。660
总长overalllength
GB/T20954—2007
分别通过钻头的横刃(4.25)和柄部末端的两个垂直于钻头轴线平面间的距离(见图1A和图1B)。槽长flute length
分别通过钻头的横刃(4.25)和靠近柄部一端的容屑槽(4.9)终点的两个垂直于钻头轴线平面间的距离(见图1A和图1B)。
容屑槽flute
钻体(4.5)上开出的沟槽,能使切屑排出和切削液进人切削区,它和后面(4.21)的交线形成主切削刃(4.23)(见图1A)。
刃瓣flutedland
钻体(4.5)的螺旋部分,它包括刃带(4.14)和刃背(4,17)两个部分(见图1A)。4.11
widthoffluted land
刃瓣宽度
刃带导向刃(4.16)和后刃(4:19间4.12
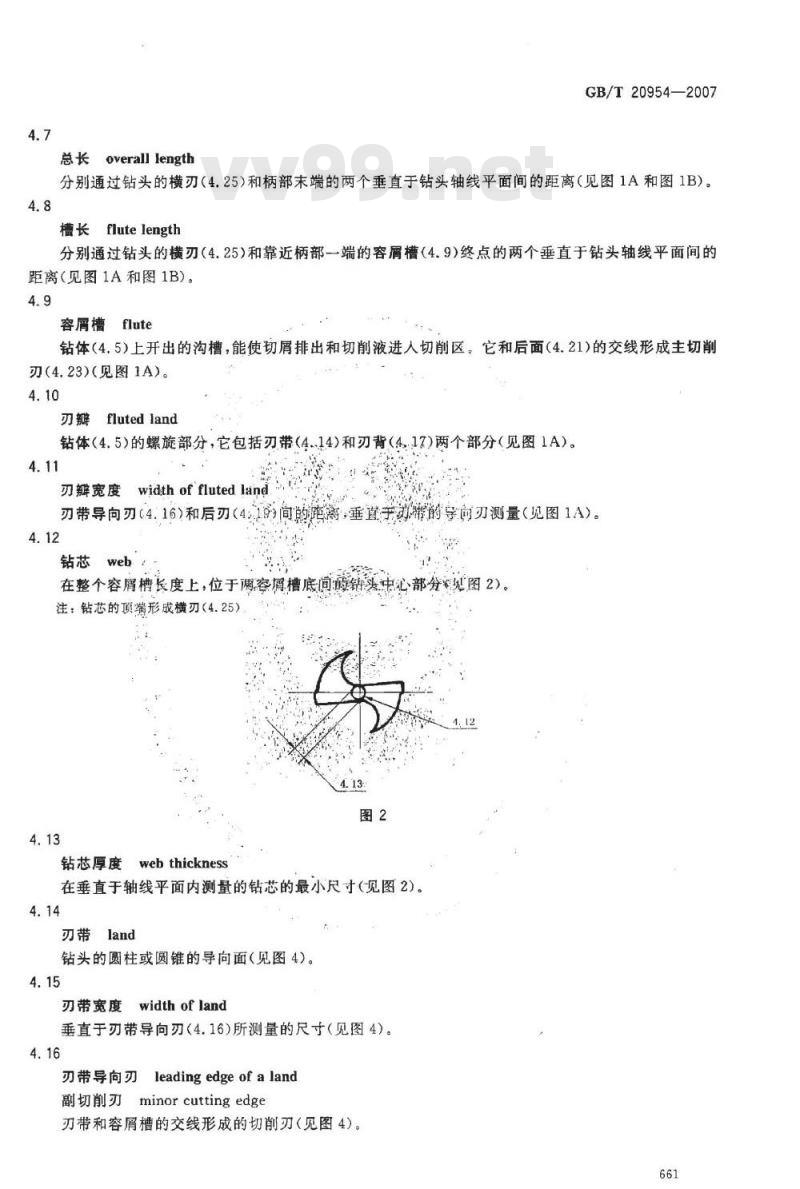
钻芯web
满,垂置于对游的导向刃测量(见图1A)。在整个容屑槽长度上,位于调容屑槽底间的注:钻芯的顶端形成横刃(4.25)413
钻芯厚度
webthickness
心部务现图2)。
在垂直于轴线平面内测量的钻芯的最小尺寸(见图2)。4.14
刃带land
钻头的圆柱或圆锥的导向面(见图4)。4.15
刃带宽度
width of land
垂直于刃带导向刃(4.16)所测量的尺寸(见图4)。4.16
Jleadingedgeof aland
刃带导向刃
副切削刃
minorcuttingedge
刃带和容屑槽的交线形成的切削刃(见图4)。661
GB/T20954—2007
刃背bodyclearance
刃瓣上减小直径部分,用于提供径向间隙(见图4)。4.18
刃背深度depthofbodyclearance刃带和相应的刃背之间的径向距离,一般在外转角(4.24)处测量(见图3)。4.15
后刃heel
容屑槽和刃背的交线所形成的刀刃(见图4)。4.20
钻尖point
切削部分cuttingpart
由产生切屑的诸要素组成的钻头工作部分,钻尖的诸要素包括:主切削刃(4.23)、横刃(4.25)、前面(4.22)、后面(4.21)(见图4)。4.21
后面flank
主后面majorflank
在钻尖上由主切削刃(4.23)、刃瓣(4.10)、另一容屑槽和横刃(4.25)所形成的表面(见图4)。4.22
前面face
靠近主切削刃(4.23)的容屑槽表面,从工件上切下的切屑和其紧密接触(见图4)。4.23
主切削刃
Jmajor cuttine edge
刃口lip
由后面和前面相交所形成的刀刃(见图4)。4.24
外转角
outercorner
由主切削刃和刃带导向刃相交所形成的转角(见图3和图4)。4.25
横刃chisel edge
由两个后面相交所形成的刀刃(见图3和图4)。4.26
横刃转角chisel edgecorner
横刃尖
由主切削刃和横刃相交所形成的转角(见图3和图4)。4.27
横刃长度chiseledgelength
两横刃转角之间的距离(见图3)。4.28
major cuttingedgelength
主切削刃长度
外转角(4.24)和靠近主切削刃的横刃转角(4.26)之间的最小距离(见图4)。4.29
钻头直径
drill diameter
GB/T20954-—2007
在钻头的两外转角处过两条刃带间的横向尺寸,在靠近钻尖处测量(见图5和图6)。4.30
刃背直径
body clearance diameter
在刃带后面的刃背(4.17)的直径(见图5)。4.30
倒锥度backtaper
从外转角处向柄部减小直径,它用减小直径量与测量长度的比率来表示。4.32
钻芯增量
webtapen
从钻头的钻尖向靠近柄部的容屑槽末端方向增加钻芯厚度,它用增加厚度值与测量长度的比率来表示。
right-hand cuttingdrill
右切削钻头免费标准下载网-唯久标准网vv99
从钻头柄部一端观察时,钻头相对于工件作顺时针方向旋转。4.34
left-hand cutting drill
左切削钻头
从钻头柄部一端观察时,钻头相对于工件作逆时针方向旋转。663
GB/T20954—2007
螺旋导程leadofhelix
在刃带旋转一整转时,在平行于轴线方向上测量刃带导向刃(4.16)上相应两点间的距离(图7)。4.36
螺旋角helixangle
刃带导向刃(4.16)上选定点的切线与包含该点及轴线组成的平面间的夹角(图7)。4.37
顶角pointangle
在通过轴线且平行于主切削刃的平面内,测量主切削刃与轴线的夹角的两倍(或两主切削刃投影间的夹角)(图7)。
横刃角chisel edgeangle
在垂直于轴线的平面内,测量从外转角到横刃转角组成的直线与横刃的夹角(图8)。注:横刃角的补角通常称横刃斜角。4.38
钻芯对称度concentricityof web在垂直于轴线的任一平面内,钻芯对刃带外圆柱面的对称度。4.40
刃沟等分度flutespacing
在垂直于轴线的平面内,在靠近外转角处测量刃沟不等分度。与型式有关的术语和定义
直柄麻花钻parallelshanktwistdrill柄部为圆柱形直柄的麻花钻,有粗直柄麻花钻、短系列麻花钻、通用系列麻花钻、长系列麻花钻、超长系列麻花钻(GB/T6135.1~6135.5)(见图9)。664
莫氏锥柄麻花钻MorsetapershanktwistdrillGB/T20954—2007
柄部为莫氏锥柄的麻花钻,有通用系列麻花钻、长系列麻花钻、加长系列麻花钻、超长系列麻花钻(GB/T1438.1~1438.4)(见图9)。直柄麻花钻
莫氏锥柄麻花钻
coredrill
扩孔钻
天加的孔工刀具见图10)
在钻尖中心处无切削刃,用于对已钻孔扩5.3.1
切削锥beve!
扩孔钻前端成斜角的切削部分(.见图10)。5.4
core drill with parallel shank直柄扩孔钻
柄部为圆柱形直柄的扩孔钻(GB.T4256)(见图10)5.3.1
高柄扩孔钻
莫氏锥柄扩孔钻
coredrill withMorsetaper shank莫氏锥柄扩孔钻
柄部为莫氏锥柄的扩孔钻(GB/T4256)(见图10)。5.6
阶梯麻花钻
sublandtwistdrill
切削部分有不同直径的麻花钻,用于加工阶梯孔(见图11)。5.6.1
阶梯直径sublanddiameter
阶梯麻花钻的小头直径(见图11)。5.7
sublandtwistdrillwithparallel shank直柄阶梯麻花钻
柄部为圆柱形直柄的阶梯麻花钻(GB/T6138.1)(见图11)。665
GB/T20954—2007
莫氏锥柄阶梯麻花钻sublandtwistdrillwithMorsetapershank柄部为莫氏锥柄的阶梯麻花钻(GB/T6138.2)(见图11)。15. 6.1
硬质合金麻花钻
直柄阶梯廉花钻
莫氏锥柄阶梯麻花钻
carbide-tipped twist drill
切削部分镶硬质合金刀片的麻花钻,有直柄麻花钻、锥柄麻花钻(见图12)。图12
带形扁尾传动的直柄
倒锥度
副切削刃
横刃长度
横刃尖
横刃角
横刃转角
阶梯麻花钻·
阶梯直径
扩孔钻·
螺旋导程
螺旋角
GB/T20954——2007
GB/T 20954—2007
麻花钻
莫氏锥柄阶梯麻花钻
莫氏锥柄扩孔钻
莫氏锥柄麻花钻
切削部分
切削锥·
刃瓣宽度
刃背深度
刃背直径
刃带导向刃
刃带宽度
刃沟等分度
容屑槽
裤形扁尾
外转角
硬质合金麻花钻
右切削钻头
直柄阶梯麻花钻
直柄扩孔钻
直柄麻花钻·
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国国家标准
GB/T20954—2007
金属切削刀具
麻花钻术语
Metal cutting tools-Terms in Twist drills(ISO 5419:1982,Twist drills-Terms,definitions and types,MOD)2007-06-25发布
中华人民共和国国家质量监督检验检疫总局中国国家标准化管理委员会
2007-11-01实施
GB/T20954—2007
本标准修改采用ISO5419:1982《麻花钻古术语、定义和型式》(英文版)。本标准根据ISO5419:1982重新起草。本标准与ISO5419:1982有下列差异:删除了ISO引言,增加了前言;
规范性引用文件中的国际标准用我国国家标准替代;在结构术语中增加术语:麻花钻、钻芯对称度、刃沟等分度;在结构术语中删除术语:楔、切削运动、侧前角、法向前角、主切削刃的侧后角、主切削刃的法后角;
同义词:副切削刃、切削部分、主后面、刃口作为许用术语;-在型式术语中简化了直柄麻花钻和锥柄麻花钻的型式术语;-在型式术语中删除了与中心钻和套式扩孔钻有关的术语;增加了索引。
本标准由中国机械工业联合会提出。本标准由全国刀具标准化技术委员会(SAC/TC91)归口。本标准起草单位:成都工具研究所。本标准主要起草人:沈士昌、樊瑾。658
1范围
金属切削刀具麻花钻术语
GB/T20954—2007
本标准规定了金属切削用麻花钻的术语、定义,同时列出了术语的英文对应词和索引。本标准适用于金属切削用麻花钻。2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T1008机械加工工艺装备基本术语GB/T1438.1锥柄麻花钻第1部分:莫氏锥柄麻花钻的型式和尺寸(GB/T1438.1一1996,eqvISO235:1980)
GB/T1438.2锥柄麻花钻第2部分:莫氏锥柄长麻花钻的型式和尺寸GB/T1438.3锥柄麻花钻第3部分:莫氏锥柄加长麻花钻的型式和尺寸GB/T1438.4锥柄麻花钻第4部分:莫氏锥柄超长麻花钻的型式和尺寸GB/T4256直柄和莫氏锥柄扩孔钻(GB/T4256—2004,ISO70791981,MOD)GB/T6135.1直柄麻花钻第1部分:粗直柄小麻花钻的型式和尺寸GB/T6135.2直柄麻花钻第2部分:直柄短麻花钻的型式和尺寸(GB/T6135.2-1996,eqvISO 235:1980)
GB/T6135.3
eqvISO235:1980)
GB/T 6135.4
eqvISO494:1975)
直柄麻花钻第3部分:直柄麻花钻的型式和尺寸(GB/T6135.3一1996,直柄麻花钻第4部分:直柄长麻花钻的型式和尺寸(GB/T6135.4--1996,GB/T6135.5直柄麻花钻第5部分:直柄超长麻花钻的型式和尺寸GB/T6138.1
攻丝前钻孔用阶梯麻花钻第1部分:直柄阶梯麻花钻的型式和尺寸(GB/T6138.1—1997,eqvISO3439:1975)GB/T6138.2攻丝前钻孔用阶梯麻花钻第2部分:莫氏锥柄阶梯麻花钻的型式和尺寸(GB/T6138.2—1997,eqvISO3438:1975)3条目编号
本标准以章条号直接作为术语的条目编号。4与结构参数有关的术语和定义
麻花钻twistdrill
容属槽(4.9)由螺旋面构成的钻头(GB/T1008),钻体(4.5)部分形状象麻花一样。4.2
轴线axis
钻头上的纵向中心线(见图1)。659
GB/T20954—2007
柄shank
钻头上用于夹固和传动的部分(见图1A和图1B)。4.3.1
锥柄taper shank
圆锥形柄(4.3),通常为莫氏锥柄(见图1A)。4.3.2
直柄parallel shank
圆柱形柄(4.3)(见图1B)。
带样形扁尾传动的直柄
parallel shankwithtenondrive直柄的尾部带有样形扁尾,用于传动(见图1B)。4.4
扁尾tang
锥柄的削平尾端,以备嵌人锥孔的槽中,作顶出钻头之用(见图1A)。4.4.1
槿形扁尾
直柄尾端平行且相对的两个小平面(见图1B)。4.11
钻体body
钻头上从柄部延伸至横刃(4.25)的部分(见图1A和图1B)。4.6
recess
在钻体(4.5)上直径减小的部分(图1)。660
总长overalllength
GB/T20954—2007
分别通过钻头的横刃(4.25)和柄部末端的两个垂直于钻头轴线平面间的距离(见图1A和图1B)。槽长flute length
分别通过钻头的横刃(4.25)和靠近柄部一端的容屑槽(4.9)终点的两个垂直于钻头轴线平面间的距离(见图1A和图1B)。
容屑槽flute
钻体(4.5)上开出的沟槽,能使切屑排出和切削液进人切削区,它和后面(4.21)的交线形成主切削刃(4.23)(见图1A)。
刃瓣flutedland
钻体(4.5)的螺旋部分,它包括刃带(4.14)和刃背(4,17)两个部分(见图1A)。4.11
widthoffluted land
刃瓣宽度
刃带导向刃(4.16)和后刃(4:19间4.12
钻芯web
满,垂置于对游的导向刃测量(见图1A)。在整个容屑槽长度上,位于调容屑槽底间的注:钻芯的顶端形成横刃(4.25)413
钻芯厚度
webthickness
心部务现图2)。
在垂直于轴线平面内测量的钻芯的最小尺寸(见图2)。4.14
刃带land
钻头的圆柱或圆锥的导向面(见图4)。4.15
刃带宽度
width of land
垂直于刃带导向刃(4.16)所测量的尺寸(见图4)。4.16
Jleadingedgeof aland
刃带导向刃
副切削刃
minorcuttingedge
刃带和容屑槽的交线形成的切削刃(见图4)。661
GB/T20954—2007
刃背bodyclearance
刃瓣上减小直径部分,用于提供径向间隙(见图4)。4.18
刃背深度depthofbodyclearance刃带和相应的刃背之间的径向距离,一般在外转角(4.24)处测量(见图3)。4.15
后刃heel
容屑槽和刃背的交线所形成的刀刃(见图4)。4.20
钻尖point
切削部分cuttingpart
由产生切屑的诸要素组成的钻头工作部分,钻尖的诸要素包括:主切削刃(4.23)、横刃(4.25)、前面(4.22)、后面(4.21)(见图4)。4.21
后面flank
主后面majorflank
在钻尖上由主切削刃(4.23)、刃瓣(4.10)、另一容屑槽和横刃(4.25)所形成的表面(见图4)。4.22
前面face
靠近主切削刃(4.23)的容屑槽表面,从工件上切下的切屑和其紧密接触(见图4)。4.23
主切削刃
Jmajor cuttine edge
刃口lip
由后面和前面相交所形成的刀刃(见图4)。4.24
外转角
outercorner
由主切削刃和刃带导向刃相交所形成的转角(见图3和图4)。4.25
横刃chisel edge
由两个后面相交所形成的刀刃(见图3和图4)。4.26
横刃转角chisel edgecorner
横刃尖
由主切削刃和横刃相交所形成的转角(见图3和图4)。4.27
横刃长度chiseledgelength
两横刃转角之间的距离(见图3)。4.28
major cuttingedgelength
主切削刃长度
外转角(4.24)和靠近主切削刃的横刃转角(4.26)之间的最小距离(见图4)。4.29
钻头直径
drill diameter
GB/T20954-—2007
在钻头的两外转角处过两条刃带间的横向尺寸,在靠近钻尖处测量(见图5和图6)。4.30
刃背直径
body clearance diameter
在刃带后面的刃背(4.17)的直径(见图5)。4.30
倒锥度backtaper
从外转角处向柄部减小直径,它用减小直径量与测量长度的比率来表示。4.32
钻芯增量
webtapen
从钻头的钻尖向靠近柄部的容屑槽末端方向增加钻芯厚度,它用增加厚度值与测量长度的比率来表示。
right-hand cuttingdrill
右切削钻头免费标准下载网-唯久标准网vv99
从钻头柄部一端观察时,钻头相对于工件作顺时针方向旋转。4.34
left-hand cutting drill
左切削钻头
从钻头柄部一端观察时,钻头相对于工件作逆时针方向旋转。663
GB/T20954—2007
螺旋导程leadofhelix
在刃带旋转一整转时,在平行于轴线方向上测量刃带导向刃(4.16)上相应两点间的距离(图7)。4.36
螺旋角helixangle
刃带导向刃(4.16)上选定点的切线与包含该点及轴线组成的平面间的夹角(图7)。4.37
顶角pointangle
在通过轴线且平行于主切削刃的平面内,测量主切削刃与轴线的夹角的两倍(或两主切削刃投影间的夹角)(图7)。
横刃角chisel edgeangle
在垂直于轴线的平面内,测量从外转角到横刃转角组成的直线与横刃的夹角(图8)。注:横刃角的补角通常称横刃斜角。4.38
钻芯对称度concentricityof web在垂直于轴线的任一平面内,钻芯对刃带外圆柱面的对称度。4.40
刃沟等分度flutespacing
在垂直于轴线的平面内,在靠近外转角处测量刃沟不等分度。与型式有关的术语和定义
直柄麻花钻parallelshanktwistdrill柄部为圆柱形直柄的麻花钻,有粗直柄麻花钻、短系列麻花钻、通用系列麻花钻、长系列麻花钻、超长系列麻花钻(GB/T6135.1~6135.5)(见图9)。664
莫氏锥柄麻花钻MorsetapershanktwistdrillGB/T20954—2007
柄部为莫氏锥柄的麻花钻,有通用系列麻花钻、长系列麻花钻、加长系列麻花钻、超长系列麻花钻(GB/T1438.1~1438.4)(见图9)。直柄麻花钻
莫氏锥柄麻花钻
coredrill
扩孔钻
天加的孔工刀具见图10)
在钻尖中心处无切削刃,用于对已钻孔扩5.3.1
切削锥beve!
扩孔钻前端成斜角的切削部分(.见图10)。5.4
core drill with parallel shank直柄扩孔钻
柄部为圆柱形直柄的扩孔钻(GB.T4256)(见图10)5.3.1
高柄扩孔钻
莫氏锥柄扩孔钻
coredrill withMorsetaper shank莫氏锥柄扩孔钻
柄部为莫氏锥柄的扩孔钻(GB/T4256)(见图10)。5.6
阶梯麻花钻
sublandtwistdrill
切削部分有不同直径的麻花钻,用于加工阶梯孔(见图11)。5.6.1
阶梯直径sublanddiameter
阶梯麻花钻的小头直径(见图11)。5.7
sublandtwistdrillwithparallel shank直柄阶梯麻花钻
柄部为圆柱形直柄的阶梯麻花钻(GB/T6138.1)(见图11)。665
GB/T20954—2007
莫氏锥柄阶梯麻花钻sublandtwistdrillwithMorsetapershank柄部为莫氏锥柄的阶梯麻花钻(GB/T6138.2)(见图11)。15. 6.1
硬质合金麻花钻
直柄阶梯廉花钻
莫氏锥柄阶梯麻花钻
carbide-tipped twist drill
切削部分镶硬质合金刀片的麻花钻,有直柄麻花钻、锥柄麻花钻(见图12)。图12
带形扁尾传动的直柄
倒锥度
副切削刃
横刃长度
横刃尖
横刃角
横刃转角
阶梯麻花钻·
阶梯直径
扩孔钻·
螺旋导程
螺旋角
GB/T20954——2007
GB/T 20954—2007
麻花钻
莫氏锥柄阶梯麻花钻
莫氏锥柄扩孔钻
莫氏锥柄麻花钻
切削部分
切削锥·
刃瓣宽度
刃背深度
刃背直径
刃带导向刃
刃带宽度
刃沟等分度
容屑槽
裤形扁尾
外转角
硬质合金麻花钻
右切削钻头
直柄阶梯麻花钻
直柄扩孔钻
直柄麻花钻·
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。