GB/T 11019-2009
基本信息
标准号: GB/T 11019-2009
中文名称:镀镍圆铜线
标准类别:国家标准(GB)
英文名称:Nickel coated round copper wire
标准状态:已作废
发布日期:2009-03-19
实施日期:2009-12-01
作废日期:2022-05-01
下载格式:pdf zip
标准分类号
标准ICS号: 电气工程>>电线和电缆>>29.060.10电线
中标分类号:电工>>电工材料和通用零件>>K11裸电线
关联标准
出版信息
出版社:中国标准出版社
页数:16页
标准价格:31.0
出版日期:2009-12-01
相关单位信息
首发日期:1989-03-31
起草人:邢海甬、沈建华、章鹏、谢国锋、初天新、王星
起草单位:上海电缆研究所、深圳神州线缆有限公司、张家港盛天金属线有限公司等
归口单位:全国电线电缆标准化技术委员会(SAC/TC 213)
提出单位:中国电器工业协会
发布部门:中华人民共和国国家质量监督检验检疫总局 中国国家标准化管理委员会
主管部门:中国电器工业协会
标准简介
本标准规定了镀镍圆铜线镍含量级别、技术要求、检验规则、试验方法及标志、包装。
本标准适用于制造电线电缆及电器品用的镀镍软圆铜线。
标准图片预览
标准内容
ICS29.060.10
中华人民共和国国家标准
GB/T11019—2009
代替GB/T11019—1989
镀镍圆铜线
Nickel coated round copperwire2009-03-19发布
中华人民共和国国家质量监督检验检疫总局中国国家标准花管理委员会
2009-12-01实施
本标准代替GB/T11019—1989&镀镍圆铜线》。本标准与GB/T11019—1989相比,主要变化如下:按照GB/T1.1一2000的要求,对编排格式进行了修改;GB/T11019—2009
修改了镀镍圆铜线的尺寸测量的方法(1989年版的第7章;本版的第7章);修改了镀镍圆铜线伸长率的测量方法(1989年版的第8章;本版的第8章);一调整了镀镍圆铜线的伸长率指标(1989年版的第8章;本版的第8章);重新规定了电子法测定镍含量时,试样长度的选取(1989年版附录A中第3.1条;本版附录A中 A.3a);
一重新规定了电子法测定镍含量时,镀层的厚度系数取值(1989年版附录A中第3.1条;本版附录A中A.5.1);
--重新规定了电子法测定镍含量时,镍含量的计算方法(1989年版附录A中第5.2条;本版附录A中A,5.2)。
本标准的附录A、附录B为规范性附录。本标准由中国电器工业协会提出。本标准由全国电线电缆标准化技术委员会(SAC/TC213)归口。本标准起草单位:上海电缆研究所、深圳神州线缆有限公司、张家港盛天金属线有限公司、江苏江润铜业有限公司、上海特缆电工科技有限公司本标准主要起草人:邢海甬、沈建华、章鹏、谢国锋、初天新、王星。本标准所代替标准的历次版本发布情况为:GB/T11019—1989
1范围
镀镍圆铜线
GB/T11019—2009
本标准规定了镀镍圆铜线镍含量级别、技术要求、检验规则、试验方法及标志、包装。本标准适用于制造电线电缆及电器品用的镀镍软圆铜线(简称镀镍铜线)。2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准GB/T 3048.2—2007
1974,MOD)
GB/T 3953—2009
宏第2部分:金属材料电率试验(IEC60498:电线电缆电性能试验方法
电工圆铜线
GB/T4909.2—2009
GB/T 4909.3—2009
GB/T 4909.9—2009
GB/T4909.11—2009
GB/T 6516—1997
3型号及表示方法
型号规定
裸电线试验方法
裸电线试验方法
裸电线试验方法
裸电线试验方法
电解镍
镀镍铜线的型号为:TRN。
3.2表示方法
第2部分:尺寸测量
第3部分:拉力试验
第9部分:镀层连续性试验-多硫化钠法第11部分:镀层附着性试验
镀镍铜线用型号、规格、镍含量级别及本标准编号表示。示例:镀镍销线标称直径为0.50mm,镍含量为4%,表示为TRN0.504级GB/T11019—20094规格
镀镍铜线的规格和分级参见表1。5材料
铜线应符合GB/T3953—2009的规定;镍应符合GB/T6516一1997的规定,纯度不低于电解镍板的规定。6镀层
6.1镍含量
镀镍铜线的镍含量按电子测定法或化学测定法测定,仲裁时应采用化学测定法测定。镍含量应符合表1规定。
6.2外观
镀镍铜线的镍层表面应光亮、光滑连续,不应有与良好工业品不相称的任何缺陷。1
GB/T11019—2009
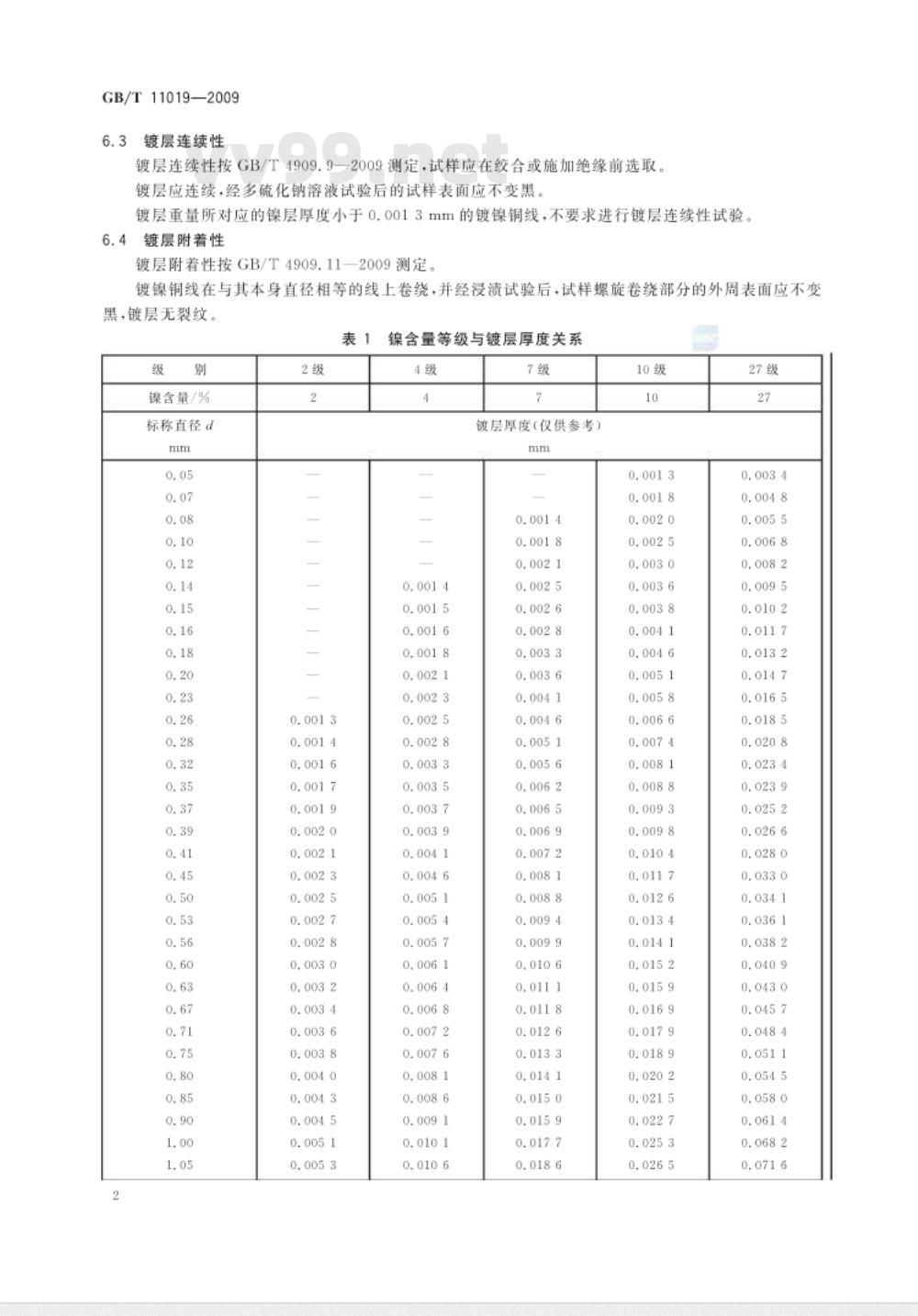
6.3镀层连续性
镀层连续性接GB/T4909.9一2009测定,试样应在绞合或施加绝缘前选取。镀层应连续,经多硫化钠溶液试验后的试样表面应不变黑。镀层重量所对应的镍层厚度小于0.0013mm的镀镍铜线,不要求进行镀层连续性试验。6.4镀层附着性
镀层附着性按GB/T4909.11—2009测定。镀镍铜线在与其本身直径相等的线上卷绕,并经浸渍试验后,试样螺旋卷绕部分的外周表面应不变黑,镀层无裂纹。
镍含量/%
标称直径d
0, 001 6
0,0021
0,003 0
0,004 0
镍含量等级与镀层厚度关系
镀层厚度(仅供参考)
0, 001 8
0, 003 3
0, 007 2
0, 010 6
0, 014 1
0,003 0
0, 004 6
0, 0081
0, 010 4
0,020 2
0,008 2
0, 013 2
0,014 7
0,023 4
0,028 0
0,040 9
0,054 5
镍含量/%
标称直径d
尺寸偏差
0, 006 6
0,0071
0, 0091
0, 012 9
0,014 5
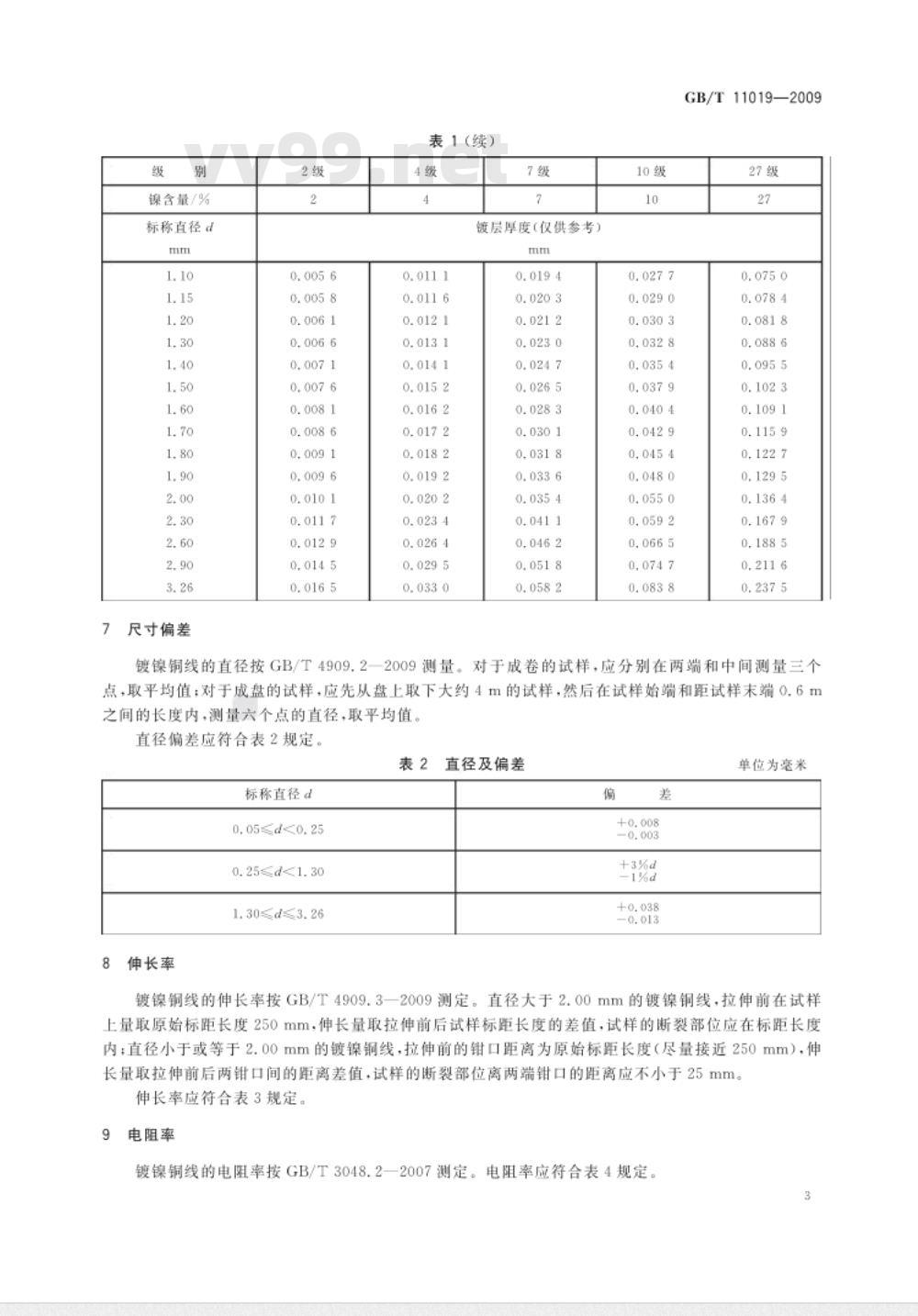
表1(续)
镀层厚度(仅供参考)
0,024 7
GB/T11019—2009
0,122 7
0,188 5
0, 211 6
镀镍铜线的直径按GB/T4909.2一2009测量。对于成卷的试样,应分别在两端和中间测量三个点,取平均值;对于成盘的试样,应先从盘上取下大约4m的试样,然后在试样始端和距试样末端0.6m之间的长度内,测量六个点的直径,取平均值。直径偏差应符合表2规定。
直径及偏差
标称直径d
0.05≤d<0.25
0.25≤d<1.30
1.30≤d3.26
伸长率
单位为毫米
直径大于2.00mm的镀镍铜线,拉伸前在试样镀镍铜线的伸长率按接GB/T4909.3一2009测定。上量取原始标距长度250mm,伸长量取拉伸前后试样标距长度的差值,试样的断裂部位应在标距长度内;直径小于或等于2.00mm的镀镍铜线,拉伸前的钳口距离为原始标距长度(尽量接近250mm),伸
长量取拉伸前后两钳口间的距离差值,试样的断裂部位离两端钳口的距离应不小于25mm。伸长率应符合表3规定。
电阻率
镀镍铜线的电阻率按GB/T3048.2一2007测定。电阻率应符合表4规定。VV99.net
GB/T11019—2009
标称直径d
0. 05d≤0. 10
0.10≤d≤0.23
0.23≤0.50
0, 50d≤3. 26
检验规则
伸长率
2、4、7、10级
电阻率
伸长率(最大值)
电阻率pa(最小值)
Q·mm/m
0.017 960
0,018 342
0,018 947
0.024 284
镀镍铜线应由制造厂的技术检验部门检验合格后方能出厂或使用,每批产品应附有制造厂的产品质量检验合格证。
检验项目
产品应按表5规定进行检验。
抽样规则
尺寸偏差
伸长率
电阻率
镍含量和镀层厚度
镀层连续性
镀层附着性
检验项目
验方法
GB/T 4909. 2—2009
GB/T 4909,3—2009
GB/T 3048.2—2007
正常目力检查
附录A、附录B
GB/T 4909,9—2009
GB/T 4909.11—2009
第一次检验项目不合格时,应取双倍数量的试样,就不检验项目每批按1%抽样,但不少于3盘。合格项目进行第二次试验,如仍不合格时,则应逐盘检查。11
包装及标志
镀镍铜线应均匀地绕在线盘上交货,线端应固定,线匝不应紊乱,最外层线与线盘侧板边缘应保持适当的距离。
每盘线均应妥善包装,存放在干燥、无腐蚀气体的地方。标志
每盘镀镍铜线上应附有标签,标明:a)
制造厂名称;
型号及规格;
毛重及净重,kg;
制造日期:
本标准编号。
GB/T11019—2009
GB/T11019—2009
适用范围
附录A
(规范性附录)
镍含量测定方法
本方法适用于测定镀镍铜线的镍含量。试验设备
电子厚度测量仪,带有“WT”附属装置。试剂:R-54。
千分尺:精度为0.001mm。
试样制备
一电子法
用千分尺测量试样直径,根据直径大小确定被测试样长度,见表A.1。表A.1
标称直径d
0,61~3. 26
0.29~0., 60
0.150. 28
0.05~0.14
去除试样表面油污,使试样清洁干净。试样长度的选取
试样长度
在试样电解长度部分做好标记,非测量部分用蜡涂封。试验步骤
单位为毫米
接通测量仪电源,并将“WT”附属装置接入。将阴极插人“WT”支承杆,阳极与电解槽安装螺钉相连;
将镀层选择器开关调到“Ni\位置,预热5min;将R-54试剂注入“WT\装置的不锈钢烧杯,溶液温度保持在20C~25C;将试样插人并固定在“WT”装置的水平臂接线柱内,试样标记部分应垂直浸人试剂中;启动开关,当指针移动或操作停止时,读取计数器读数。试验结果及计算
镀层厚度
镀层厚度按式(A.1)计算:
a=读数×w
式中:
--镀层厚度,单位为微米(μm)W---厚度系数。
厚度系数W的值见表A.2。
++++++++++++++++++++++++(A.l)标称直径d
厚度系数取值表
厚度系数W
GB/T11019—2009
GB/T11019—2009
镍含量
镍含量按式(A.2)计算:
式中:
G——镍含量,单位为百分比(%);d-——试样外径,单位为毫米(mm);—镀层厚度,单位为微米(μm)。8
G =(a/d)× 0.396
....(A.2)
B.1适用范围
附录B
(规范性附录)
镍含量测定方法——化学法
本方法适用于测定镀镍铜线的镍含量。B.2
试验设备
千分尺:精度0.001mm;
烧杯:150mL;
电热烘箱:
试剂:磷酸(HPO,)。
试样制备
用千分尺测量试样直径d,然后按表B.1准确地截取规定试样长度1。表B.1
标称直径d
0, 05≤d<0.10
0.10≤d<0. 21
0.21≤d<0.32
0.32≤d<0.58
0.58d≤3.26
试样长度的选取
试样长度!
将试样卷绕在直径为40mm的光滑试棒上,制成螺旋状。试验步骤
GB/T11019—2009
单位为毫米
将螺旋状试样浸人乙醚中至少3min,清洗干净的试样经干燥后,在分析天平上称重(go);在烧杯内注入50mL磷酸,加热磷酸,将螺旋形试样浸没在磷酸试剂中;在烧杯中不再有气泡出现时,可认为镍已经完全溶解。取出试样,用清水清洗,去除试样上的残留水,再用丙酮进一步清洗;将试样放在100C的烘箱内干燥5min,冷却后在分析天平上称出试样质量(g:)。试验结果及计算
镍含量G
镍含量按式(B.1)计算:
G=(g。-g))×1000/l
式中:
G镍含量,单位为毫克每米(mg/m);go
试样原始质量,单位为克(g);g1——清除镀层厚的试样质量,单位为克(g);1—试样长度,单位为米(m)。
..( B.1)
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国国家标准
GB/T11019—2009
代替GB/T11019—1989
镀镍圆铜线
Nickel coated round copperwire2009-03-19发布
中华人民共和国国家质量监督检验检疫总局中国国家标准花管理委员会
2009-12-01实施
本标准代替GB/T11019—1989&镀镍圆铜线》。本标准与GB/T11019—1989相比,主要变化如下:按照GB/T1.1一2000的要求,对编排格式进行了修改;GB/T11019—2009
修改了镀镍圆铜线的尺寸测量的方法(1989年版的第7章;本版的第7章);修改了镀镍圆铜线伸长率的测量方法(1989年版的第8章;本版的第8章);一调整了镀镍圆铜线的伸长率指标(1989年版的第8章;本版的第8章);重新规定了电子法测定镍含量时,试样长度的选取(1989年版附录A中第3.1条;本版附录A中 A.3a);
一重新规定了电子法测定镍含量时,镀层的厚度系数取值(1989年版附录A中第3.1条;本版附录A中A.5.1);
--重新规定了电子法测定镍含量时,镍含量的计算方法(1989年版附录A中第5.2条;本版附录A中A,5.2)。
本标准的附录A、附录B为规范性附录。本标准由中国电器工业协会提出。本标准由全国电线电缆标准化技术委员会(SAC/TC213)归口。本标准起草单位:上海电缆研究所、深圳神州线缆有限公司、张家港盛天金属线有限公司、江苏江润铜业有限公司、上海特缆电工科技有限公司本标准主要起草人:邢海甬、沈建华、章鹏、谢国锋、初天新、王星。本标准所代替标准的历次版本发布情况为:GB/T11019—1989
1范围
镀镍圆铜线
GB/T11019—2009
本标准规定了镀镍圆铜线镍含量级别、技术要求、检验规则、试验方法及标志、包装。本标准适用于制造电线电缆及电器品用的镀镍软圆铜线(简称镀镍铜线)。2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准GB/T 3048.2—2007
1974,MOD)
GB/T 3953—2009
宏第2部分:金属材料电率试验(IEC60498:电线电缆电性能试验方法
电工圆铜线
GB/T4909.2—2009
GB/T 4909.3—2009
GB/T 4909.9—2009
GB/T4909.11—2009
GB/T 6516—1997
3型号及表示方法
型号规定
裸电线试验方法
裸电线试验方法
裸电线试验方法
裸电线试验方法
电解镍
镀镍铜线的型号为:TRN。
3.2表示方法
第2部分:尺寸测量
第3部分:拉力试验
第9部分:镀层连续性试验-多硫化钠法第11部分:镀层附着性试验
镀镍铜线用型号、规格、镍含量级别及本标准编号表示。示例:镀镍销线标称直径为0.50mm,镍含量为4%,表示为TRN0.504级GB/T11019—20094规格
镀镍铜线的规格和分级参见表1。5材料
铜线应符合GB/T3953—2009的规定;镍应符合GB/T6516一1997的规定,纯度不低于电解镍板的规定。6镀层
6.1镍含量
镀镍铜线的镍含量按电子测定法或化学测定法测定,仲裁时应采用化学测定法测定。镍含量应符合表1规定。
6.2外观
镀镍铜线的镍层表面应光亮、光滑连续,不应有与良好工业品不相称的任何缺陷。1
GB/T11019—2009
6.3镀层连续性
镀层连续性接GB/T4909.9一2009测定,试样应在绞合或施加绝缘前选取。镀层应连续,经多硫化钠溶液试验后的试样表面应不变黑。镀层重量所对应的镍层厚度小于0.0013mm的镀镍铜线,不要求进行镀层连续性试验。6.4镀层附着性
镀层附着性按GB/T4909.11—2009测定。镀镍铜线在与其本身直径相等的线上卷绕,并经浸渍试验后,试样螺旋卷绕部分的外周表面应不变黑,镀层无裂纹。
镍含量/%
标称直径d
0, 001 6
0,0021
0,003 0
0,004 0
镍含量等级与镀层厚度关系
镀层厚度(仅供参考)
0, 001 8
0, 003 3
0, 007 2
0, 010 6
0, 014 1
0,003 0
0, 004 6
0, 0081
0, 010 4
0,020 2
0,008 2
0, 013 2
0,014 7
0,023 4
0,028 0
0,040 9
0,054 5
镍含量/%
标称直径d
尺寸偏差
0, 006 6
0,0071
0, 0091
0, 012 9
0,014 5
表1(续)
镀层厚度(仅供参考)
0,024 7
GB/T11019—2009
0,122 7
0,188 5
0, 211 6
镀镍铜线的直径按GB/T4909.2一2009测量。对于成卷的试样,应分别在两端和中间测量三个点,取平均值;对于成盘的试样,应先从盘上取下大约4m的试样,然后在试样始端和距试样末端0.6m之间的长度内,测量六个点的直径,取平均值。直径偏差应符合表2规定。
直径及偏差
标称直径d
0.05≤d<0.25
0.25≤d<1.30
1.30≤d3.26
伸长率
单位为毫米
直径大于2.00mm的镀镍铜线,拉伸前在试样镀镍铜线的伸长率按接GB/T4909.3一2009测定。上量取原始标距长度250mm,伸长量取拉伸前后试样标距长度的差值,试样的断裂部位应在标距长度内;直径小于或等于2.00mm的镀镍铜线,拉伸前的钳口距离为原始标距长度(尽量接近250mm),伸
长量取拉伸前后两钳口间的距离差值,试样的断裂部位离两端钳口的距离应不小于25mm。伸长率应符合表3规定。
电阻率
镀镍铜线的电阻率按GB/T3048.2一2007测定。电阻率应符合表4规定。VV99.net
GB/T11019—2009
标称直径d
0. 05d≤0. 10
0.10≤d≤0.23
0.23≤0.50
0, 50d≤3. 26
检验规则
伸长率
2、4、7、10级
电阻率
伸长率(最大值)
电阻率pa(最小值)
Q·mm/m
0.017 960
0,018 342
0,018 947
0.024 284
镀镍铜线应由制造厂的技术检验部门检验合格后方能出厂或使用,每批产品应附有制造厂的产品质量检验合格证。
检验项目
产品应按表5规定进行检验。
抽样规则
尺寸偏差
伸长率
电阻率
镍含量和镀层厚度
镀层连续性
镀层附着性
检验项目
验方法
GB/T 4909. 2—2009
GB/T 4909,3—2009
GB/T 3048.2—2007
正常目力检查
附录A、附录B
GB/T 4909,9—2009
GB/T 4909.11—2009
第一次检验项目不合格时,应取双倍数量的试样,就不检验项目每批按1%抽样,但不少于3盘。合格项目进行第二次试验,如仍不合格时,则应逐盘检查。11
包装及标志
镀镍铜线应均匀地绕在线盘上交货,线端应固定,线匝不应紊乱,最外层线与线盘侧板边缘应保持适当的距离。
每盘线均应妥善包装,存放在干燥、无腐蚀气体的地方。标志
每盘镀镍铜线上应附有标签,标明:a)
制造厂名称;
型号及规格;
毛重及净重,kg;
制造日期:
本标准编号。
GB/T11019—2009
GB/T11019—2009
适用范围
附录A
(规范性附录)
镍含量测定方法
本方法适用于测定镀镍铜线的镍含量。试验设备
电子厚度测量仪,带有“WT”附属装置。试剂:R-54。
千分尺:精度为0.001mm。
试样制备
一电子法
用千分尺测量试样直径,根据直径大小确定被测试样长度,见表A.1。表A.1
标称直径d
0,61~3. 26
0.29~0., 60
0.150. 28
0.05~0.14
去除试样表面油污,使试样清洁干净。试样长度的选取
试样长度
在试样电解长度部分做好标记,非测量部分用蜡涂封。试验步骤
单位为毫米
接通测量仪电源,并将“WT”附属装置接入。将阴极插人“WT”支承杆,阳极与电解槽安装螺钉相连;
将镀层选择器开关调到“Ni\位置,预热5min;将R-54试剂注入“WT\装置的不锈钢烧杯,溶液温度保持在20C~25C;将试样插人并固定在“WT”装置的水平臂接线柱内,试样标记部分应垂直浸人试剂中;启动开关,当指针移动或操作停止时,读取计数器读数。试验结果及计算
镀层厚度
镀层厚度按式(A.1)计算:
a=读数×w
式中:
--镀层厚度,单位为微米(μm)W---厚度系数。
厚度系数W的值见表A.2。
++++++++++++++++++++++++(A.l)标称直径d
厚度系数取值表
厚度系数W
GB/T11019—2009
GB/T11019—2009
镍含量
镍含量按式(A.2)计算:
式中:
G——镍含量,单位为百分比(%);d-——试样外径,单位为毫米(mm);—镀层厚度,单位为微米(μm)。8
G =(a/d)× 0.396
....(A.2)
B.1适用范围
附录B
(规范性附录)
镍含量测定方法——化学法
本方法适用于测定镀镍铜线的镍含量。B.2
试验设备
千分尺:精度0.001mm;
烧杯:150mL;
电热烘箱:
试剂:磷酸(HPO,)。
试样制备
用千分尺测量试样直径d,然后按表B.1准确地截取规定试样长度1。表B.1
标称直径d
0, 05≤d<0.10
0.10≤d<0. 21
0.21≤d<0.32
0.32≤d<0.58
0.58d≤3.26
试样长度的选取
试样长度!
将试样卷绕在直径为40mm的光滑试棒上,制成螺旋状。试验步骤
GB/T11019—2009
单位为毫米
将螺旋状试样浸人乙醚中至少3min,清洗干净的试样经干燥后,在分析天平上称重(go);在烧杯内注入50mL磷酸,加热磷酸,将螺旋形试样浸没在磷酸试剂中;在烧杯中不再有气泡出现时,可认为镍已经完全溶解。取出试样,用清水清洗,去除试样上的残留水,再用丙酮进一步清洗;将试样放在100C的烘箱内干燥5min,冷却后在分析天平上称出试样质量(g:)。试验结果及计算
镍含量G
镍含量按式(B.1)计算:
G=(g。-g))×1000/l
式中:
G镍含量,单位为毫克每米(mg/m);go
试样原始质量,单位为克(g);g1——清除镀层厚的试样质量,单位为克(g);1—试样长度,单位为米(m)。
..( B.1)
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。