GB/T 5185-2005
基本信息
标准号: GB/T 5185-2005
中文名称:焊接及相关工艺方法代号
标准类别:国家标准(GB)
英文名称:Welding and allied processes—Nomenclature of processes and reference numbers
标准状态:现行
发布日期:2005-08-10
实施日期:2006-04-01
下载格式:pdf zip
标准分类号
标准ICS号: 机械制造>>焊接、钎焊和低温焊>>25.160.10焊接工艺
中标分类号:机械>>加工工艺>>J33焊接与切割
出版信息
出版社:中国标准出版社
书号:155066.1-27181
页数:出版社:
标准价格:24.0
出版日期:2006-02-05
相关单位信息
首发日期:1985-05-11
起草人:朴东光
起草单位:哈尔滨焊接研究所
归口单位:全国焊接标准化技术委员会
提出单位:中国机械工业联合会
发布部门:中华人民共和国国家质量监督检验检疫总局 中国国家标准化管理委员会
主管部门:国家标准化管理委员会
标准简介
本标准规定了焊接及相关工艺方法代号。本标准规定的这种代号体系可用计算机、图样、工作文件和焊接工艺规程等。
标准图片预览
标准内容
ICS25.160.10
中华人民共和国国家标准
GB/T5185—2005/IS04063:1998
代替GB/T5185-1985
焊接及相关工艺方法代号
Welding and allied processes-Nomenclature of processes and reference numbers(ISO4063.1998,IDT)
2005-08-10发布
中华人民共和国国家质量监督检验检疫总局中国国家标准化管理委员会
2006-04-01实施
GB/T5185—2005/ISO4063:1998本标准等同采用IS04063:1998《焊接及相关工艺方法法焊接方法名称和代号》(英文版)。为了保证标准的协调性和可操作性,本标准在等同转化国际标准时做了必要的编辑性改动。与ISO4063标准相比,本标准在内容方面主要有如下变化:一直接采用了GB/T3375《焊接术语》的定义;一在正常的标注方法基础上,增加了代号的简化标注方法和示例。本标准是对GB/T5185—1985《金属焊接及钎焊方法在图样上的表示代号》的修订,与GB/T5185—1985相比,主要有两方面变化:一增加了新型的焊接方法;
一删除了一些陈旧、落后的焊接方法代号。本标准自实施之日起代替GB/T5185—1985。本标准的附录A为资料性附录。
本标准由中国机械工业联合会提出。本标准由全国焊接标准化技术委员会归口。本标准负责起草单位:哈尔滨焊接研究所。本标准主要起草人:朴东光。
本标准于1985年首次制定,本次系首次修订。1
1范围
GB/T5185—2005/ISO4063:1998
焊接及相关工艺方法代号
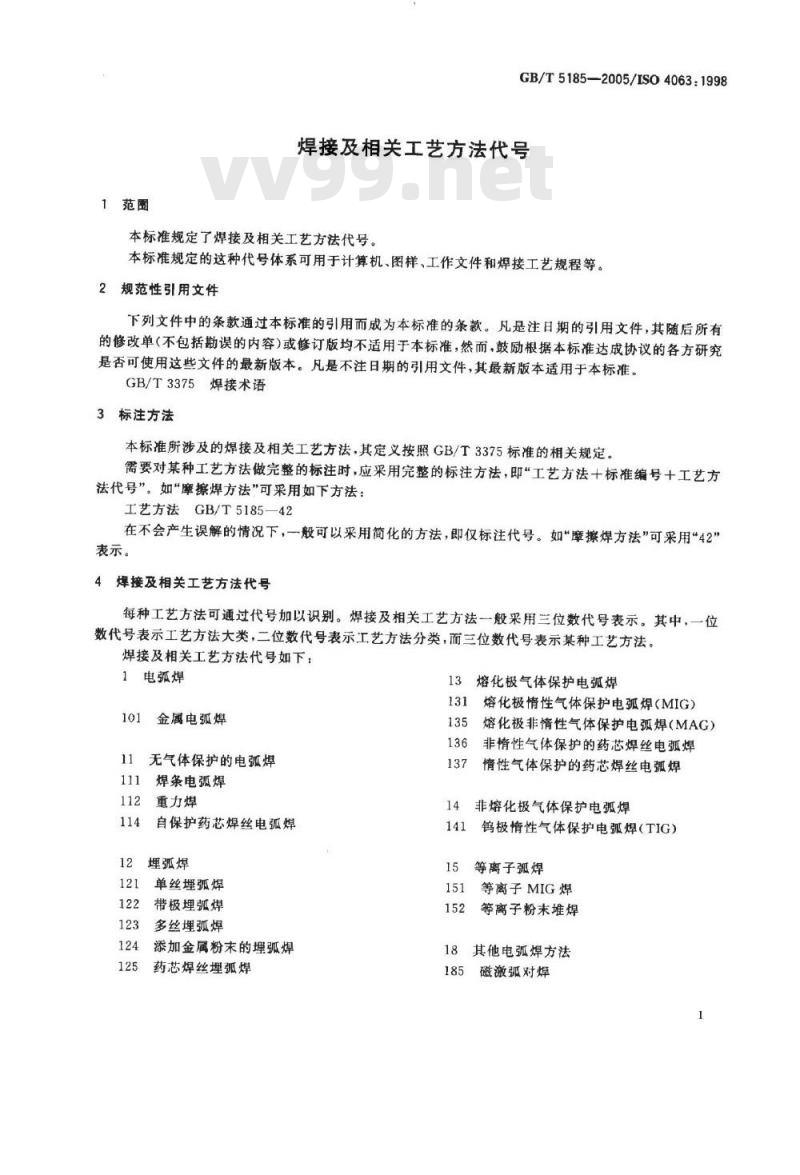
本标准规定了焊接及相关工艺方法代号。本标准规定的这种代号体系可用于计算机、图样、工作文件和焊接工艺规程等。2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T3375焊接术语
3标注方法
本标准所涉及的焊接及相关工艺方法,其定义按照GB/T3375标准的相关规定。需要对某种工艺方法做完整的标注时,应采用完整的标注方法,即“工艺方法十标准编号十工艺方法代号”。如“摩擦焊方法”可采用如下方法:工艺方法GB/T5185—42
在不会产生误解的情况下,一般可以采用简化的方法,即仅标注代号。如“摩擦焊方法”可采用“42”表示。
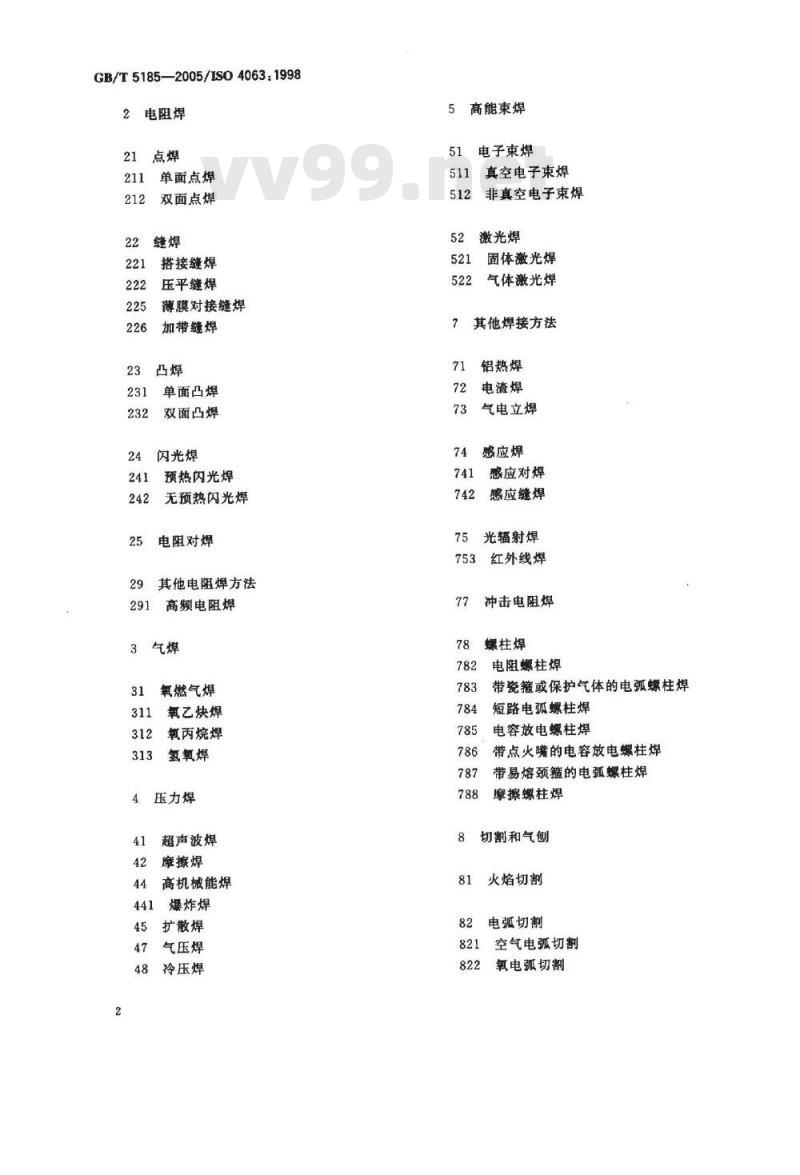
4焊接及相关工艺方法代号
每种工艺方法可通过代号加以识别。焊接及相关工艺方法一般采用三位数代号表示。其中,一位数代号表示工艺方法大类,二位数代号表示工艺方法分类,而三位数代号表示某种工艺方法。焊接及相关工艺方法代号如下:1电弧焊
101金属电弧焊
无气体保护的电弧焊
焊条电弧焊
重力焊
自保护药芯焊丝电弧焊
埋弧焊
单丝埋弧焊
带极埋弧焊
多丝埋弧焊
添加金属粉末的埋弧焊
药芯焊丝埋弧焊
13熔化极气体保护电弧焊
131熔化极情性气体保护电弧焊(MIG)135熔化极非情性气体保护电弧焊(MAG)136非惰性气体保护的药芯焊丝电弧焊惰性气体保护的药芯焊丝电弧焊137
非熔化极气体保护电弧焊
钨极惰性气体保护电弧焊(TIG)等离子弧焊
等离子MIG焊
等离子粉末堆焊
18其他电弧焊方法
185磁激弧对焊
GB/T5185—2005/ISO4063:1998
电阻焊
单面点焊
双面点焊
搭接缝焊
压平缝焊
薄膜对接缝焊
加带缝焊
单面凸焊
双面凸焊
闪光焊
预热闪光焊
无预热闪光焊
电阻对焊
其他电阻焊方法
高频电阻焊
氧燃气焊
氧乙炔焊
氧丙烷焊
氢氧焊
压力焊
超声波焊
摩擦焊
高机械能焊
441爆炸焊
45扩散焊
气压焊
48冷压焊
5高能束焊
51电子束焊
511真空电子束焊
512非真空电子束焊
激光焊
固体激光焊
气体激光焊
其他焊接方法
铝热焊
电渣焊
气电立焊
感应焊
感应对焊
感应缝焊
光辐射焊
红外线焊
冲击电阻焊
螺柱焊
电阻螺柱焊
带瓷箍或保护气体的电弧螺柱焊短路电弧螺柱焊
电容放电螺柱焊
带点火嘴的电容放电螺柱焊
带易熔颈箍的电弧螺柱焊
摩擦螺柱焊
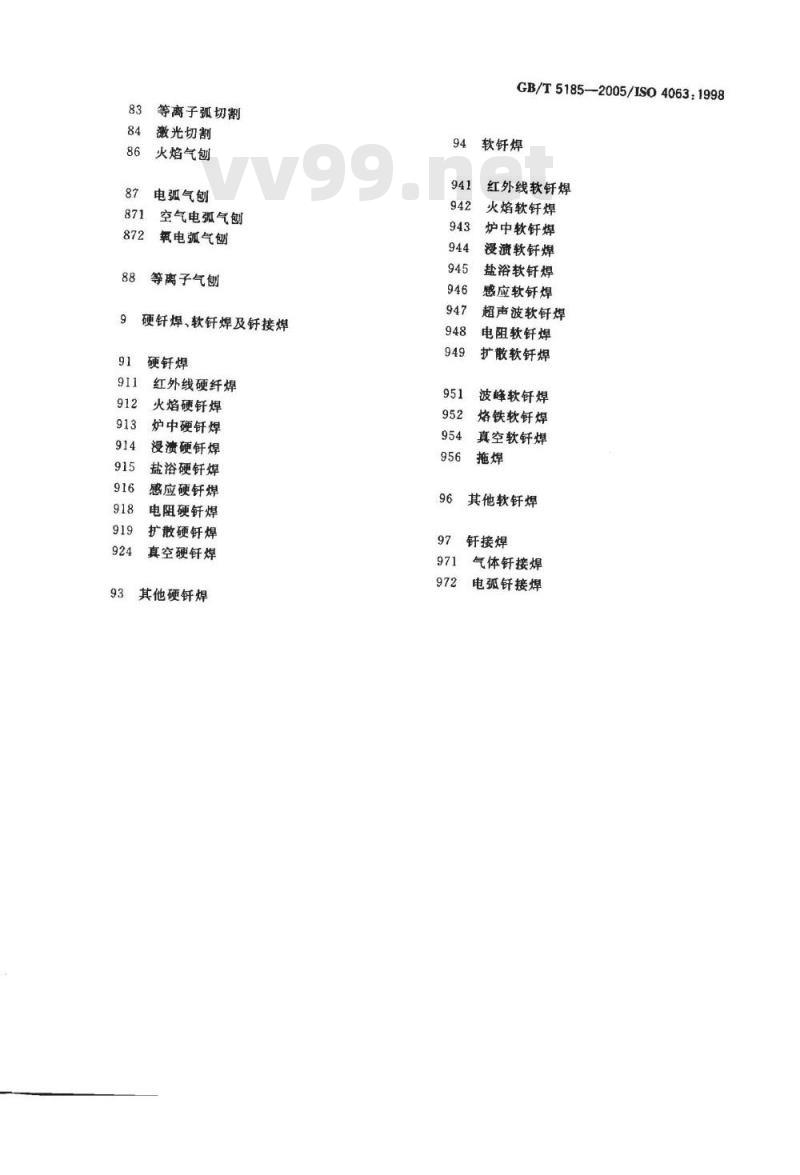
切割和气刨
火焰切割
电弧切割
空气电弧切割
氧电弧切割
等离子弧切割
激光切割
火焰气刨免费标准下载网-唯久标准网vv99
电弧气刨
空气电弧气刨
氧电弧气刨
等离子气刨
硬钎焊、软钎焊及钎接焊
硬钎焊
红外线硬纤焊
火焰硬钎焊
炉中硬钎焊
浸溃硬钎焊
盐浴硬钎焊
感应硬钎焊
电阻硬钎焊
扩散硬钎焊
真空硬钎焊
其他硬钎焊
GB/T5185—2005/ISO4063:1998
软钎焊
红外线软钎焊
火熔软钎焊
炉中软钎焊
浸溃软钎焊
盐浴软钎焊
感应软钎焊
超声波软钎焊
电阻软钎焊
扩散软钎焊
波峰软钎焊
烙铁软钎焊
真空软钎焊
其他软钎焊
钎接焊
气体钎接焊
电孤钎接焊
GB/T5185—2005/S04063:1998
附录A
(资料性附录)
其他焊接方法
本附录给出了一些在旧标准(GB/T5185一1985)中规定的焊接方法代号。这些焊接方法由于在技术上比较陈旧、落后,在标准更新时被除了。但这些焊接方法仍可能用于某些特定场合,或者出现在以前的各种文件中。
这些焊接方法代号如下:
光焊丝电弧焊
涂层焊丝电弧焊
原子氢焊
碳弧焊
空气燃气焊
空气乙炔焊
空气丙烷焊
弧光光束焊
电弧螺柱焊
超声波硬钎焊
摩擦硬钎焊
刮擦软钎焊
版权专有侵权必究
书号:155066·1-27181
GB/T5185-2005
中华人民共和
国家标准
焊接及相关工艺方法代号
GB/T 5185—2005/ISO40631998
中国标准出版社出版发行
北京复兴门外三里河北街16号
邮政编码:100045
网址bzcbs.com
电话:6852394668517548
中国标准出版社秦皇岛印刷厂印刷各地新华书店经销
开本880×12301/16
印张0.5
2006年3月第一版
如有印装差错
字数9千字
2006年3月第一次印刷
由本社发行中心调换
版权专有
侵权必究
举报电话:(010)68533533
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国国家标准
GB/T5185—2005/IS04063:1998
代替GB/T5185-1985
焊接及相关工艺方法代号
Welding and allied processes-Nomenclature of processes and reference numbers(ISO4063.1998,IDT)
2005-08-10发布
中华人民共和国国家质量监督检验检疫总局中国国家标准化管理委员会
2006-04-01实施
GB/T5185—2005/ISO4063:1998本标准等同采用IS04063:1998《焊接及相关工艺方法法焊接方法名称和代号》(英文版)。为了保证标准的协调性和可操作性,本标准在等同转化国际标准时做了必要的编辑性改动。与ISO4063标准相比,本标准在内容方面主要有如下变化:一直接采用了GB/T3375《焊接术语》的定义;一在正常的标注方法基础上,增加了代号的简化标注方法和示例。本标准是对GB/T5185—1985《金属焊接及钎焊方法在图样上的表示代号》的修订,与GB/T5185—1985相比,主要有两方面变化:一增加了新型的焊接方法;
一删除了一些陈旧、落后的焊接方法代号。本标准自实施之日起代替GB/T5185—1985。本标准的附录A为资料性附录。
本标准由中国机械工业联合会提出。本标准由全国焊接标准化技术委员会归口。本标准负责起草单位:哈尔滨焊接研究所。本标准主要起草人:朴东光。
本标准于1985年首次制定,本次系首次修订。1
1范围
GB/T5185—2005/ISO4063:1998
焊接及相关工艺方法代号
本标准规定了焊接及相关工艺方法代号。本标准规定的这种代号体系可用于计算机、图样、工作文件和焊接工艺规程等。2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T3375焊接术语
3标注方法
本标准所涉及的焊接及相关工艺方法,其定义按照GB/T3375标准的相关规定。需要对某种工艺方法做完整的标注时,应采用完整的标注方法,即“工艺方法十标准编号十工艺方法代号”。如“摩擦焊方法”可采用如下方法:工艺方法GB/T5185—42
在不会产生误解的情况下,一般可以采用简化的方法,即仅标注代号。如“摩擦焊方法”可采用“42”表示。
4焊接及相关工艺方法代号
每种工艺方法可通过代号加以识别。焊接及相关工艺方法一般采用三位数代号表示。其中,一位数代号表示工艺方法大类,二位数代号表示工艺方法分类,而三位数代号表示某种工艺方法。焊接及相关工艺方法代号如下:1电弧焊
101金属电弧焊
无气体保护的电弧焊
焊条电弧焊
重力焊
自保护药芯焊丝电弧焊
埋弧焊
单丝埋弧焊
带极埋弧焊
多丝埋弧焊
添加金属粉末的埋弧焊
药芯焊丝埋弧焊
13熔化极气体保护电弧焊
131熔化极情性气体保护电弧焊(MIG)135熔化极非情性气体保护电弧焊(MAG)136非惰性气体保护的药芯焊丝电弧焊惰性气体保护的药芯焊丝电弧焊137
非熔化极气体保护电弧焊
钨极惰性气体保护电弧焊(TIG)等离子弧焊
等离子MIG焊
等离子粉末堆焊
18其他电弧焊方法
185磁激弧对焊
GB/T5185—2005/ISO4063:1998
电阻焊
单面点焊
双面点焊
搭接缝焊
压平缝焊
薄膜对接缝焊
加带缝焊
单面凸焊
双面凸焊
闪光焊
预热闪光焊
无预热闪光焊
电阻对焊
其他电阻焊方法
高频电阻焊
氧燃气焊
氧乙炔焊
氧丙烷焊
氢氧焊
压力焊
超声波焊
摩擦焊
高机械能焊
441爆炸焊
45扩散焊
气压焊
48冷压焊
5高能束焊
51电子束焊
511真空电子束焊
512非真空电子束焊
激光焊
固体激光焊
气体激光焊
其他焊接方法
铝热焊
电渣焊
气电立焊
感应焊
感应对焊
感应缝焊
光辐射焊
红外线焊
冲击电阻焊
螺柱焊
电阻螺柱焊
带瓷箍或保护气体的电弧螺柱焊短路电弧螺柱焊
电容放电螺柱焊
带点火嘴的电容放电螺柱焊
带易熔颈箍的电弧螺柱焊
摩擦螺柱焊
切割和气刨
火焰切割
电弧切割
空气电弧切割
氧电弧切割
等离子弧切割
激光切割
火焰气刨免费标准下载网-唯久标准网vv99
电弧气刨
空气电弧气刨
氧电弧气刨
等离子气刨
硬钎焊、软钎焊及钎接焊
硬钎焊
红外线硬纤焊
火焰硬钎焊
炉中硬钎焊
浸溃硬钎焊
盐浴硬钎焊
感应硬钎焊
电阻硬钎焊
扩散硬钎焊
真空硬钎焊
其他硬钎焊
GB/T5185—2005/ISO4063:1998
软钎焊
红外线软钎焊
火熔软钎焊
炉中软钎焊
浸溃软钎焊
盐浴软钎焊
感应软钎焊
超声波软钎焊
电阻软钎焊
扩散软钎焊
波峰软钎焊
烙铁软钎焊
真空软钎焊
其他软钎焊
钎接焊
气体钎接焊
电孤钎接焊
GB/T5185—2005/S04063:1998
附录A
(资料性附录)
其他焊接方法
本附录给出了一些在旧标准(GB/T5185一1985)中规定的焊接方法代号。这些焊接方法由于在技术上比较陈旧、落后,在标准更新时被除了。但这些焊接方法仍可能用于某些特定场合,或者出现在以前的各种文件中。
这些焊接方法代号如下:
光焊丝电弧焊
涂层焊丝电弧焊
原子氢焊
碳弧焊
空气燃气焊
空气乙炔焊
空气丙烷焊
弧光光束焊
电弧螺柱焊
超声波硬钎焊
摩擦硬钎焊
刮擦软钎焊
版权专有侵权必究
书号:155066·1-27181
GB/T5185-2005
中华人民共和
国家标准
焊接及相关工艺方法代号
GB/T 5185—2005/ISO40631998
中国标准出版社出版发行
北京复兴门外三里河北街16号
邮政编码:100045
网址bzcbs.com
电话:6852394668517548
中国标准出版社秦皇岛印刷厂印刷各地新华书店经销
开本880×12301/16
印张0.5
2006年3月第一版
如有印装差错
字数9千字
2006年3月第一次印刷
由本社发行中心调换
版权专有
侵权必究
举报电话:(010)68533533
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。