SJ 2779-1987
基本信息
标准号: SJ 2779-1987
中文名称:盒式磁带录音机运带机构精密轴
标准类别:电子行业标准(SJ)
英文名称:Precision shafts for tape transmission systems of cassette tape recorders
标准状态:现行
发布日期:1987-02-27
实施日期:1987-10-01
下载格式:pdf zip
标准分类号
中标分类号:化工>>化工综合>>G01技术管理
关联标准
出版信息
页数:12页
标准价格:15.0
出版日期:1987-10-01
相关单位信息
复审日期:2017-05-12
起草人:桑扶村、王文和、任天泽、王有安、苗长华、董安智
起草单位:大连录音器材厂、辽宁省标准局、大连市标准计量局
归口单位:电子工业部标准化研究所
提出单位:电子工业部
发布部门:中华人民共和国电子工业部
标准简介
本标准适用于盒式磁带录音机运带机构使用的精密轴,如主导轴、电机轴等。也可应用于录像机运带机构的精密轴。
标准图片预览
标准内容
中华人民共和国电子工业部部标准SJ2779-87
盒式磁带录音机运带机构精密轴1987-02-27发布
1987-10-01实施
中华人民共和国电子工业部批准中华人民共和国电子工业部部标准盒式磁带录音机运带机构精密轴SJ2779-87
本标准适用于盒式磁带录畜机运带沉构使用的请密轴,如主导轴,电机轴等。也可应用于录像机运带机构的精密轴。义
在盒式磁带录音机运带机构(机芯)凸便用的精密轴主要包浩主导轴、电机轴等。其它场合应用的形状和技术娶求相似的轴统称为粘密轴。2外形、尺寸、类别、代号及型号命名方法2.1外形
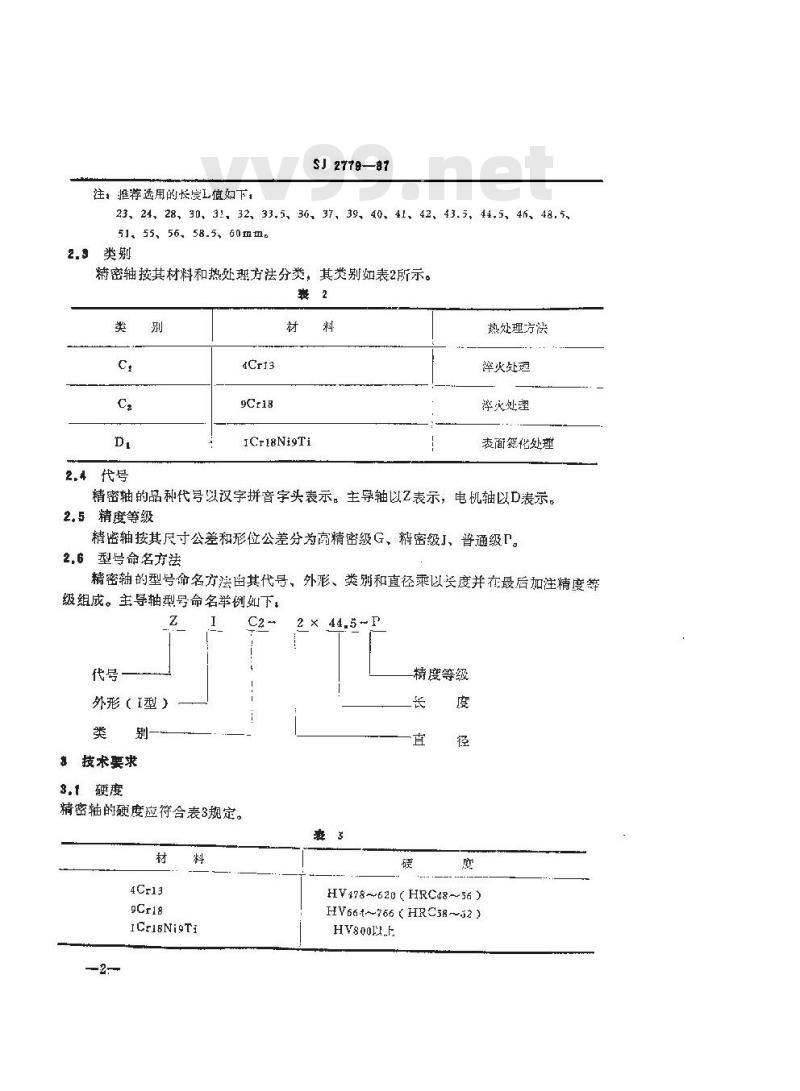
精密轴外形分为I、Ⅱ、Ⅲ型。如图1所示。R
2.2尺寸
精密轴尺寸如表1所规定。
22L≤30
22电子工业部1987-02-27发布
球面半径
锥面尖端球面半径
锥面角度
90(60)
1987-10-01实施
注:推荐选用的长炭值如下,
SJ 2779—87
23、24、28、30,3132、33.5、36、37,39、40、41、42,43.5、44.5、4h、48.5.51.55、56.58.5、60mm。
2.3类别
精密轴按其材料和热处理方法分类,其类别如表2所示。2
IC-18Ni9Ti
热处理方法
率火处题
淬火处理
表面氮化处理
2.4代号
精密轴的品种代号以汉字拼音字头表示。主导轴以Z表示,电机轴以D表示。2.5精度等级
精密轴按其尺寸公差和形位公差分为高精密级G、释密级J、普通级。2.6型号命名方法
精密轴的型号命名方法由其代号、外形、类别和直径乘以长度并在最后加注精度等级组成。主导轴型号命名举例如下,Z
外形(I型)
技术要求
3.1硬度免费下载标准就来唯久标准网
精密轴的硬度应符合表3规定。
ICriBNigTi
2 × 44.5~P
精度等级
HV478~620(HRC48~56)
HV661~766 (HRC58-~32)
HV800以.
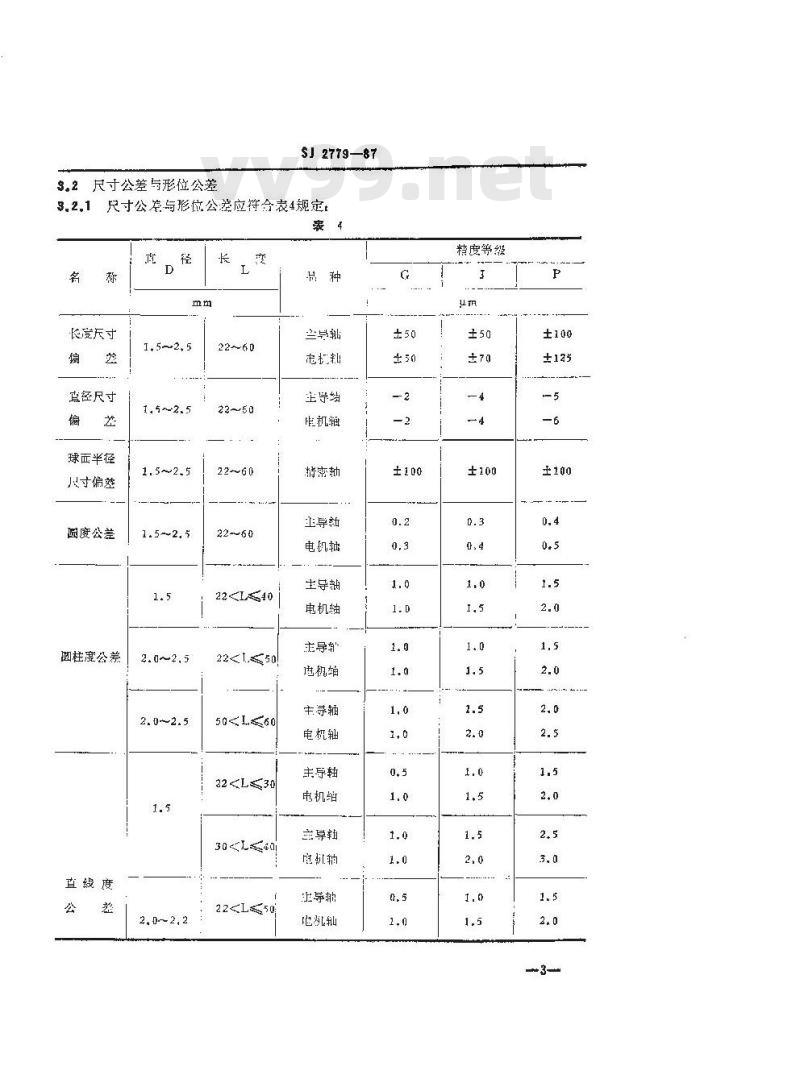
3.2尺寸公差与形位公差
SJ 2779—87
3.2.1尺寸公差与形位公举应符合表4规定裘4
长爱斥寸
径尺寸
球西半径
尺寸信整
圆度公差
面柱度公
直线度
2222<-50
32ALA3
22≤LS5
主导轴
圭机辑
精密轴
电机轴
主导额
电机轴
主寻轴
电机轴
主导轴
电机缩
辛导轴
鹿乱轴
注导献
精度等级
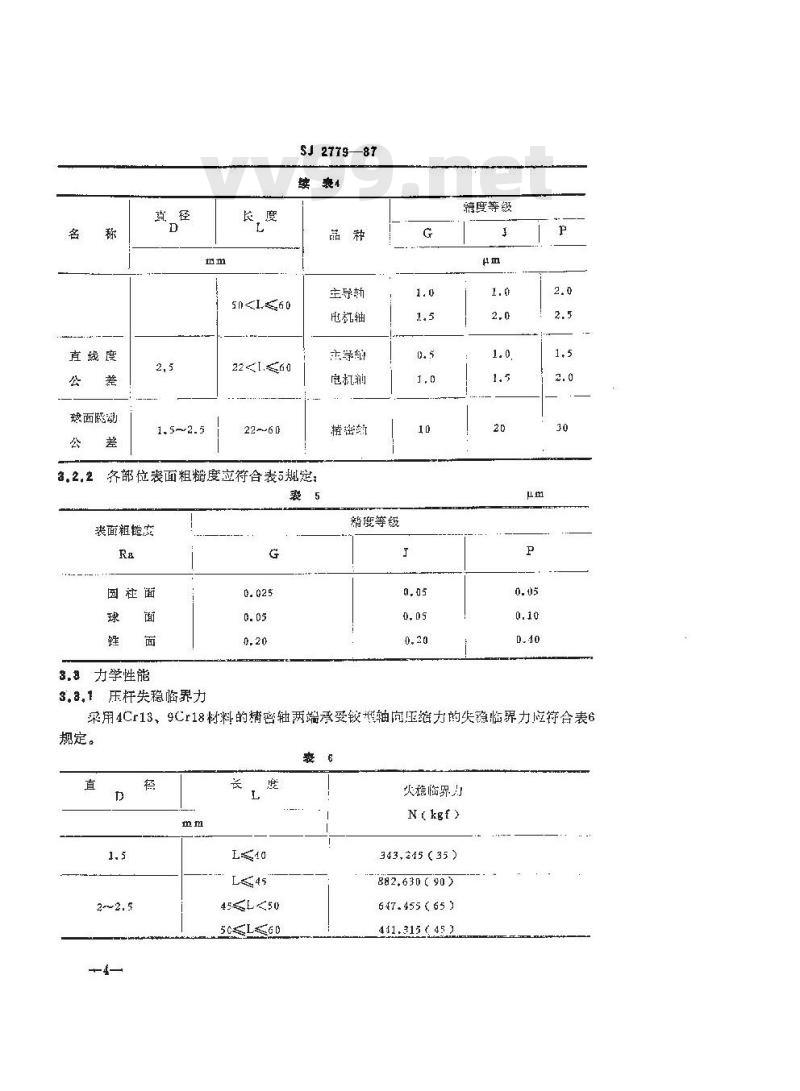
直线度
斑面动
SJ 2779—87
续表4
主导勃
电机轴
电机输
精密鼓
3.2,2各部位表面粗糙度应符合表5规定:裘5
表面祖安
园社面
3.a力学性能
3.a,1压杆失稳临界力
精度等级
度等级
采用4Cr13、9Cr18材料的精密轴两端承受铰型轴向压缩力的失稳意临界力垃符合表6规定。
45AL50
火稳临界力
N(kgf)
343,245 (35)
882.630(90)
647.455 (653
411.3154 45
8.3.2悬臀受力弯曲挠度
$ 2779--87
采用4Cr13、9Cr18材料的稍密轴一端固定,另一端悬臂,在悬臂端泡力,在施力点距固定点端15±0.1mm处施力,每增加一级力时,相应挑度增量应符合表7规定。裘7
茂径D
3.4磁特性
每增加一级力值
N(kgf)
4.904(0.5)
9.807 1.0)
9.4.1表面磁
3.4.1.1来用4Cr13。9Cr18材料的精密轻的剩磁在距其裘面1扭m处空间产生的滋场对于G、J、P各级分不大4×10-4T、6×10-4T、10×10-4T。8.4.1.2采羽1Cr18Ni19Ti材料的剩磁在距其表面1mm处空问产生的磁场不大于2×10~4T。
3.4.2磁导率
3.4.2.1采用4Cr13.9Cr18材料的精密轴在磁场强度为4000A/m的磁场中磁化讨,其磁导率应小于0.62×10-4/m。3.4.2.2采用1Cr18Ni9T材料的精密轴在磁场强度为4000A/m的磁场中磁化时,其避导率应小0,013×10-4H/m。
4试验方法
4.1硬度测定
4.1.!采用4Cr13、9Cr18材料的湾密轴的瘦度应在其横截面或外园往面上用载荷为0.2~10kgf的继氏硬度计测定。4.1.2采用1Cr18Ni9T :材科的密轴的硬度应在其横减面的渗层或外园柱面,上用载为0,05~0,1kgf的显微硬度计测定。4.2尺寸公差与形位公差的定。
4.2.1精密轴长度用游标卡只或专用长度测量仪测定。4.2.2清密辑直径用扭簧比较仪或立式光学计测定。4.2.3精密轴球南半径用文式光学投影测定。4.2.4精密轴圆度用主轴转精度不低于0.04um的圆度仪测定。4.2.5精密轴圆柱度用4.2.2方法测冠,测图2中轴a,b、c三处直径后计让第其中最大尺寸与最小尺寸之差来测定。
SJ.2779—87
4.2.6精密轴轴心线的直线度接图2所示方法测定,以读数值的一半作为潮摄结激。4,2.7球面跳动用下列方法之一测定:a。按GB1958—80《形状和位置公差检测规定》测定,b。用光学投影仪使工件回转一周检查其放大图形与标性样板的偏离。4.*.柱面粗糙度可用电动轮廓仪或干涉显微镜进行测定,如对测定结果有争议时,用能保证测量精度的电动轮郦仪测,4.2.9球面粗髓度和锥面粗糙度用30倍以土的显微镜与表面粗糙庭标准块比较测定。4.8外观质量的确定
外观质避以目视观察法确定。
4.4力学性能的测试
4.4.1压杆失稳临界力
轴两端承受按型拍问压缩力的失稳临界力的测试您图3的示意力法和下述乐件进行
a,试验机必须用三级测力计校准,示道痛差小于1%,测量读数应起过读数芯满量程的1/3,读数精度应不大于每格4.903N(0.5kgf),b。试样的两端应加工或R=3/4D的球面,c。试样的两端应放懂铰型支承垫块。垫块的L面开有求面半您:二2mm,深度h=0.5mm的凹坑。其硬度应大于试群的硬度d。加载过程中应保证裁荷P作用线与试样轴线重。4.4.2悬臂受力弯曲挠度
按3.3.2的要求犯图4的方式进行悬臂弯曲挑度的测试。试验条件如下:6
$I.2779--87
a,试样的总长L不小于80mm,其国定端嵌人深度H不小于试祥总长的1/4。嵌入夹整固定后在悬臂端施力封不得发生刚连偏转:b,施力点处点注的础码盘由满足强度的金属丝(直径为0.2~0.4mm)与试样连接,础码望遇偏差必须小可于分之一C,测燃挑度的千分表表头触杆中心线应与施力中心盂合d,采用分级穿是川载方法施力,鼓大我荷力不得超过试样材料的比例极限,载荷力级应为~6级,每模试荐量复三次,取度增量的乎均值。4.5磁特性的测试
4.5.1表面彩磁测试
精密轴的剩磁滋用分避率不大于0.01mT的特斯拉计测试。4,5.2 磁导率的测定
4.5.2,14C:13、9Cr18材料的轴的滋导率按GB3217-82《永(硬磁)材料试验方法》或GB3557-83《款磁合金直流磁性继测置方法》的规定测试,4.5.2.21Cr18N9Ti材料的轴的微导率为磁天平法测载。4.5.2.2.1滋天苹法测至装震的示意图,见图5。Y
SJ 2779--87
E—直流电源,A—电流表,R—滑线电阻,·-开关,a—天平,b-夹具,c-—电磁铁, d-试样。4.5.2.2.2测最装置中的仪器和光伴a,天乎的感量为0.1mg,称量满值为100gb,夹具以无磁材料制成
c,直流电源0~50V连续可调。输出电压稳定性每分钟不超过土0.05%,纹被电压满挡不大于2mV,输出流0~4Ad,电流表精度不低于0.5级,测量范固不超过4Ae,滑线电阻的阻值范围为0-50,允许通过最大电流值为4A4.5,2.2.3试样尺寸为中5×100,表面要光滑,端面要平整。4.5,2.2.4测试步骤
4.5.2.2.4.1断开斤关K,调好天平的零点,使其指针在标尺的11心位置。4.5,2.2.4.2把试样突在夹具皇。调整电磁铁极头的位置,使试样的下端处于电磁铁两极头的中间位置上,之后用天采称试祥的质臣。4.5.2.2.4.8闭合开关K。调节电源输出和滑线跑3,使由电磁产生的滋场强度H为4000A/m,再用天平称试样的质量。4.5.2.2.5算出试样加磁场前后的质量之差△m。4.5.2.2.6磁导率的计算公式:
=410~0.196
式中,μ-
磁导率,H/
Am—试样加磁场前后的质最差,mgS试样的横截面积,cm*
H—电磁铁产生的磁场强度,A/m。在此标准中H为4000A/m。5检晚规购
5.1检验类别
a。逐批检验,
b.周期检验。
5,2检验项目
5.2.1邀批检验项目
a。硬度检查!
b,尺寸公差与形位公差,
c,外观质最检查。
5.2.2周期检验项目
技术要求的全部项目。
5,3检验规则
$J 2779-87
5.8.1逐批检验规则按GB2828--81《逐批检查计数抽样程序及抽样表规定进行,详见表8。
检验项目
度误差
程面粗燈度
长度尺寸偏差
球面半径尺寸偏差
外观质量
铮面粗橙度
圆柱度误差
直径尺寸偏差
直线度误差
球面圆挑动误差
球而粗糙度
抽样方案
检查水乎
二次正常检查插样特殊检水乎S—2方案
待殊检查水平S-1
~次正常检弯
捆祥方案
般检弯水平I
特殊检查水平·S4
1一般检查水平I
特殊检查水平S-4
特殊检查水平S-3
合格质量水平
5.8.2周期检验规则
SJ 2779-—87
6.8.2.1在下列情况之一时均进行周期检验:a。连续生产一年或中断生产半年!b。更换原材料,
发生质量事故。
5.8.2.2周期检验规则按GB2829--81《周期检交计数抽样程序及执样表》规定进行,具体方案见表9。
梭验项目
圆度误差
柱面粗糙度
长度尺寸衡差
球面半径尺寸偏差
外观质盛
锥面粗糙度
圆柱度误差
直径尺寸遍差
医线度误差
球面圆跳动误差
球面粗糍度
压杆失稳临界方
悬臂受力李归挠度
裂面剩磁
磁导率
6标志、包装与贮存
扭样方案
判别水平
不含裕质盘水逻
样本大小
第—-5
禁二5
判定数据
6.1经逐批检验合格的产品应涂以优质防锈油,并用适当的容器密封包装,应保证在正常运输条件下不损坏、不蔽包。6.2每一包装容器内应附有包括下列标志的合格证:a。制造广名
标志与批号
检查员号。
$J2779-87
在包装箱内应附有包括下列标志的装箱单:6,3
产品标态、型号
品积及数量:
制造厂名及出厂月期;
d.装箱员号。
6.4在包装箱外部的明显部位应标注:a。产品名称,
b。型号,
谢造厂名及日期。
6.5产品在运输中应防止激烈碰择,在保存中应放在清洁、通风良好的库房内,空气中不得含有腐蚀性气休。并进免接近较强的磁场源。附加说明
本标准提出单位:电子工业部。本标准技术归门:电子工业部标准化研究所。本标准起草单处,大连录意器材厂,辽宁省标准局、大连市标准计量局。本标准起草人,桑扶村王文和任天泽王有安苗长华董安智。11
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
盒式磁带录音机运带机构精密轴1987-02-27发布
1987-10-01实施
中华人民共和国电子工业部批准中华人民共和国电子工业部部标准盒式磁带录音机运带机构精密轴SJ2779-87
本标准适用于盒式磁带录畜机运带沉构使用的请密轴,如主导轴,电机轴等。也可应用于录像机运带机构的精密轴。义
在盒式磁带录音机运带机构(机芯)凸便用的精密轴主要包浩主导轴、电机轴等。其它场合应用的形状和技术娶求相似的轴统称为粘密轴。2外形、尺寸、类别、代号及型号命名方法2.1外形
精密轴外形分为I、Ⅱ、Ⅲ型。如图1所示。R
2.2尺寸
精密轴尺寸如表1所规定。
22L≤30
22
球面半径
锥面尖端球面半径
锥面角度
90(60)
1987-10-01实施
注:推荐选用的长炭值如下,
SJ 2779—87
23、24、28、30,3132、33.5、36、37,39、40、41、42,43.5、44.5、4h、48.5.51.55、56.58.5、60mm。
2.3类别
精密轴按其材料和热处理方法分类,其类别如表2所示。2
IC-18Ni9Ti
热处理方法
率火处题
淬火处理
表面氮化处理
2.4代号
精密轴的品种代号以汉字拼音字头表示。主导轴以Z表示,电机轴以D表示。2.5精度等级
精密轴按其尺寸公差和形位公差分为高精密级G、释密级J、普通级。2.6型号命名方法
精密轴的型号命名方法由其代号、外形、类别和直径乘以长度并在最后加注精度等级组成。主导轴型号命名举例如下,Z
外形(I型)
技术要求
3.1硬度免费下载标准就来唯久标准网
精密轴的硬度应符合表3规定。
ICriBNigTi
2 × 44.5~P
精度等级
HV478~620(HRC48~56)
HV661~766 (HRC58-~32)
HV800以.
3.2尺寸公差与形位公差
SJ 2779—87
3.2.1尺寸公差与形位公举应符合表4规定裘4
长爱斥寸
径尺寸
球西半径
尺寸信整
圆度公差
面柱度公
直线度
22
32ALA3
22≤LS5
主导轴
圭机辑
精密轴
电机轴
主导额
电机轴
主寻轴
电机轴
主导轴
电机缩
辛导轴
鹿乱轴
注导献
精度等级
直线度
斑面动
SJ 2779—87
续表4
主导勃
电机轴
电机输
精密鼓
3.2,2各部位表面粗糙度应符合表5规定:裘5
表面祖安
园社面
3.a力学性能
3.a,1压杆失稳临界力
精度等级
度等级
采用4Cr13、9Cr18材料的精密轴两端承受铰型轴向压缩力的失稳意临界力垃符合表6规定。
45AL50
火稳临界力
N(kgf)
343,245 (35)
882.630(90)
647.455 (653
411.3154 45
8.3.2悬臀受力弯曲挠度
$ 2779--87
采用4Cr13、9Cr18材料的稍密轴一端固定,另一端悬臂,在悬臂端泡力,在施力点距固定点端15±0.1mm处施力,每增加一级力时,相应挑度增量应符合表7规定。裘7
茂径D
3.4磁特性
每增加一级力值
N(kgf)
4.904(0.5)
9.807 1.0)
9.4.1表面磁
3.4.1.1来用4Cr13。9Cr18材料的精密轻的剩磁在距其裘面1扭m处空间产生的滋场对于G、J、P各级分不大4×10-4T、6×10-4T、10×10-4T。8.4.1.2采羽1Cr18Ni19Ti材料的剩磁在距其表面1mm处空问产生的磁场不大于2×10~4T。
3.4.2磁导率
3.4.2.1采用4Cr13.9Cr18材料的精密轴在磁场强度为4000A/m的磁场中磁化讨,其磁导率应小于0.62×10-4/m。3.4.2.2采用1Cr18Ni9T材料的精密轴在磁场强度为4000A/m的磁场中磁化时,其避导率应小0,013×10-4H/m。
4试验方法
4.1硬度测定
4.1.!采用4Cr13、9Cr18材料的湾密轴的瘦度应在其横截面或外园往面上用载荷为0.2~10kgf的继氏硬度计测定。4.1.2采用1Cr18Ni9T :材科的密轴的硬度应在其横减面的渗层或外园柱面,上用载为0,05~0,1kgf的显微硬度计测定。4.2尺寸公差与形位公差的定。
4.2.1精密轴长度用游标卡只或专用长度测量仪测定。4.2.2清密辑直径用扭簧比较仪或立式光学计测定。4.2.3精密轴球南半径用文式光学投影测定。4.2.4精密轴圆度用主轴转精度不低于0.04um的圆度仪测定。4.2.5精密轴圆柱度用4.2.2方法测冠,测图2中轴a,b、c三处直径后计让第其中最大尺寸与最小尺寸之差来测定。
SJ.2779—87
4.2.6精密轴轴心线的直线度接图2所示方法测定,以读数值的一半作为潮摄结激。4,2.7球面跳动用下列方法之一测定:a。按GB1958—80《形状和位置公差检测规定》测定,b。用光学投影仪使工件回转一周检查其放大图形与标性样板的偏离。4.*.柱面粗糙度可用电动轮廓仪或干涉显微镜进行测定,如对测定结果有争议时,用能保证测量精度的电动轮郦仪测,4.2.9球面粗髓度和锥面粗糙度用30倍以土的显微镜与表面粗糙庭标准块比较测定。4.8外观质量的确定
外观质避以目视观察法确定。
4.4力学性能的测试
4.4.1压杆失稳临界力
轴两端承受按型拍问压缩力的失稳临界力的测试您图3的示意力法和下述乐件进行
a,试验机必须用三级测力计校准,示道痛差小于1%,测量读数应起过读数芯满量程的1/3,读数精度应不大于每格4.903N(0.5kgf),b。试样的两端应加工或R=3/4D的球面,c。试样的两端应放懂铰型支承垫块。垫块的L面开有求面半您:二2mm,深度h=0.5mm的凹坑。其硬度应大于试群的硬度d。加载过程中应保证裁荷P作用线与试样轴线重。4.4.2悬臂受力弯曲挠度
按3.3.2的要求犯图4的方式进行悬臂弯曲挑度的测试。试验条件如下:6
$I.2779--87
a,试样的总长L不小于80mm,其国定端嵌人深度H不小于试祥总长的1/4。嵌入夹整固定后在悬臂端施力封不得发生刚连偏转:b,施力点处点注的础码盘由满足强度的金属丝(直径为0.2~0.4mm)与试样连接,础码望遇偏差必须小可于分之一C,测燃挑度的千分表表头触杆中心线应与施力中心盂合d,采用分级穿是川载方法施力,鼓大我荷力不得超过试样材料的比例极限,载荷力级应为~6级,每模试荐量复三次,取度增量的乎均值。4.5磁特性的测试
4.5.1表面彩磁测试
精密轴的剩磁滋用分避率不大于0.01mT的特斯拉计测试。4,5.2 磁导率的测定
4.5.2,14C:13、9Cr18材料的轴的滋导率按GB3217-82《永(硬磁)材料试验方法》或GB3557-83《款磁合金直流磁性继测置方法》的规定测试,4.5.2.21Cr18N9Ti材料的轴的微导率为磁天平法测载。4.5.2.2.1滋天苹法测至装震的示意图,见图5。Y
SJ 2779--87
E—直流电源,A—电流表,R—滑线电阻,·-开关,a—天平,b-夹具,c-—电磁铁, d-试样。4.5.2.2.2测最装置中的仪器和光伴a,天乎的感量为0.1mg,称量满值为100gb,夹具以无磁材料制成
c,直流电源0~50V连续可调。输出电压稳定性每分钟不超过土0.05%,纹被电压满挡不大于2mV,输出流0~4Ad,电流表精度不低于0.5级,测量范固不超过4Ae,滑线电阻的阻值范围为0-50,允许通过最大电流值为4A4.5,2.2.3试样尺寸为中5×100,表面要光滑,端面要平整。4.5,2.2.4测试步骤
4.5.2.2.4.1断开斤关K,调好天平的零点,使其指针在标尺的11心位置。4.5,2.2.4.2把试样突在夹具皇。调整电磁铁极头的位置,使试样的下端处于电磁铁两极头的中间位置上,之后用天采称试祥的质臣。4.5.2.2.4.8闭合开关K。调节电源输出和滑线跑3,使由电磁产生的滋场强度H为4000A/m,再用天平称试样的质量。4.5.2.2.5算出试样加磁场前后的质量之差△m。4.5.2.2.6磁导率的计算公式:
=410~0.196
式中,μ-
磁导率,H/
Am—试样加磁场前后的质最差,mgS试样的横截面积,cm*
H—电磁铁产生的磁场强度,A/m。在此标准中H为4000A/m。5检晚规购
5.1检验类别
a。逐批检验,
b.周期检验。
5,2检验项目
5.2.1邀批检验项目
a。硬度检查!
b,尺寸公差与形位公差,
c,外观质最检查。
5.2.2周期检验项目
技术要求的全部项目。
5,3检验规则
$J 2779-87
5.8.1逐批检验规则按GB2828--81《逐批检查计数抽样程序及抽样表规定进行,详见表8。
检验项目
度误差
程面粗燈度
长度尺寸偏差
球面半径尺寸偏差
外观质量
铮面粗橙度
圆柱度误差
直径尺寸偏差
直线度误差
球面圆挑动误差
球而粗糙度
抽样方案
检查水乎
二次正常检查插样特殊检水乎S—2方案
待殊检查水平S-1
~次正常检弯
捆祥方案
般检弯水平I
特殊检查水平·S4
1一般检查水平I
特殊检查水平S-4
特殊检查水平S-3
合格质量水平
5.8.2周期检验规则
SJ 2779-—87
6.8.2.1在下列情况之一时均进行周期检验:a。连续生产一年或中断生产半年!b。更换原材料,
发生质量事故。
5.8.2.2周期检验规则按GB2829--81《周期检交计数抽样程序及执样表》规定进行,具体方案见表9。
梭验项目
圆度误差
柱面粗糙度
长度尺寸衡差
球面半径尺寸偏差
外观质盛
锥面粗糙度
圆柱度误差
直径尺寸遍差
医线度误差
球面圆跳动误差
球面粗糍度
压杆失稳临界方
悬臂受力李归挠度
裂面剩磁
磁导率
6标志、包装与贮存
扭样方案
判别水平
不含裕质盘水逻
样本大小
第—-5
禁二5
判定数据
6.1经逐批检验合格的产品应涂以优质防锈油,并用适当的容器密封包装,应保证在正常运输条件下不损坏、不蔽包。6.2每一包装容器内应附有包括下列标志的合格证:a。制造广名
标志与批号
检查员号。
$J2779-87
在包装箱内应附有包括下列标志的装箱单:6,3
产品标态、型号
品积及数量:
制造厂名及出厂月期;
d.装箱员号。
6.4在包装箱外部的明显部位应标注:a。产品名称,
b。型号,
谢造厂名及日期。
6.5产品在运输中应防止激烈碰择,在保存中应放在清洁、通风良好的库房内,空气中不得含有腐蚀性气休。并进免接近较强的磁场源。附加说明
本标准提出单位:电子工业部。本标准技术归门:电子工业部标准化研究所。本标准起草单处,大连录意器材厂,辽宁省标准局、大连市标准计量局。本标准起草人,桑扶村王文和任天泽王有安苗长华董安智。11
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。