JB 4743-2000
基本信息
标准号: JB 4743-2000
中文名称:压力容器用镍铜合金锻件
标准类别:机械行业标准(JB)
英文名称:Nickel - copper alloy forgings for pressure vessels
标准状态:现行
发布日期:2000-04-24
实施日期:2000-09-30
下载格式:pdf zip

标准分类号
中标分类号:机械>>通用机械与设备>>J74压力容器
关联标准
采标情况:ASME Ⅱ SB-564-1998 NEQ
出版信息
出版社:机械工业出版社
页数:8页
标准价格:10.0
出版日期:2000-09-30
相关单位信息
起草人:秦晓钟、薛春、张勇、马云雪、华天定、刘永强
起草单位:中国通用机械工程总公司、合肥通用机械研究所、上海化工机械一厂
归口单位:全国压力容器标准化技术委员会
提出单位:全国压力容器标准化技术委员会
发布部门:国家机械工业局、国家石油和化学工业局
标准简介
本标准规定了压力容器用镍铜合金锻件的形状、技术要求、试验方法、检验规则、包装、标志和质量证明书等。
本标准适用于制造压力容器用的镍铜合金锻件。
标准图片预览

标准内容
JB4743—2000
压力容器用镍铜合金锻件
鄂JB4743--2000
本标准系参照美国机械工程师学会ASME1998年版《锅炉和压力容器规范》第Ⅱ卷《材料》B分篇《有色金属材料技术条件》中的SB-564标准《镍合金锻件技术条件》的有关技术内容而制定的。本标准在下列内容方面与SB-564标准有所不同:因中美两国的拉伸试样标准尺寸不同,在SB-564标准中的伸长率为84,本标准的伸长率为3s。在伸长率指标方面,本标准的,指标与美国标准的,指标相同,即本标准提高了锻件的塑性要求。根据国内生产检验数据,,指标略有降低。根据使用单位意见,将晶间腐蚀试验作为需方要求的检验项目列人标准。为适应一些压力容器的特殊要求,本标准增加了锻件超声检测的技术内容。本标准的附录A为标准的附录。
本标准的附录B为提示的附录。
,本标准由全国压力容器标准化技术委员会提出并归口。本标准负责起草单位:中国通用机械工程总公司、合肥通用机械研究所、上海化工机械一厂。本标准主要起草人:秦晓钟、薛春、张勇、马云雪、华关定、刘永强。63
1范围
中华人民共和国行业标准
压力容器用镍铜合金锻件
Nickel-copper alloyforgings
for pressure vessels
JB4743—2000
本标准规定了压力容器用镍铜合金锻件的形状、技术要求、试验方法、检验规则、包装、标志和质量证明书等。
本标准适用于制造压力容器用的镍铜合金锻件。2引用标准
下列标准所包含的条文,通过在本标准中引用面构成为本标准的条文。本标准出版时,所示版本均为有效,所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB/T222—1984钢的化学分析用试样取样法及成品化学成分允许偏差GB/T228—1987金属拉伸试验方法GB/T8888一1988重有色金属加工产品的包装,标志、运输和贮存GB/T15260—1994镍基合金晶间腐蚀试验方法JB4728-2000压力容器用不锈钢锻件JB4730--1994压力容器无损检测YS/T325—1994镍铜合金化学分析方法3形状、尺寸及重量
3.1锻件按其形状分为环形锻件、饼形锻件、长颈法兰锻件和条形锻件。各类锻件的术语及公称厚度按JB4728的规定。
3.2锻件经粗加工后交货,其形状及尺寸应符合订货合同的规定。3.3锻件按实际重量交货。NCu30锻件的密度为8.83g/cm。4技术要求
4.1牌号和化学成分
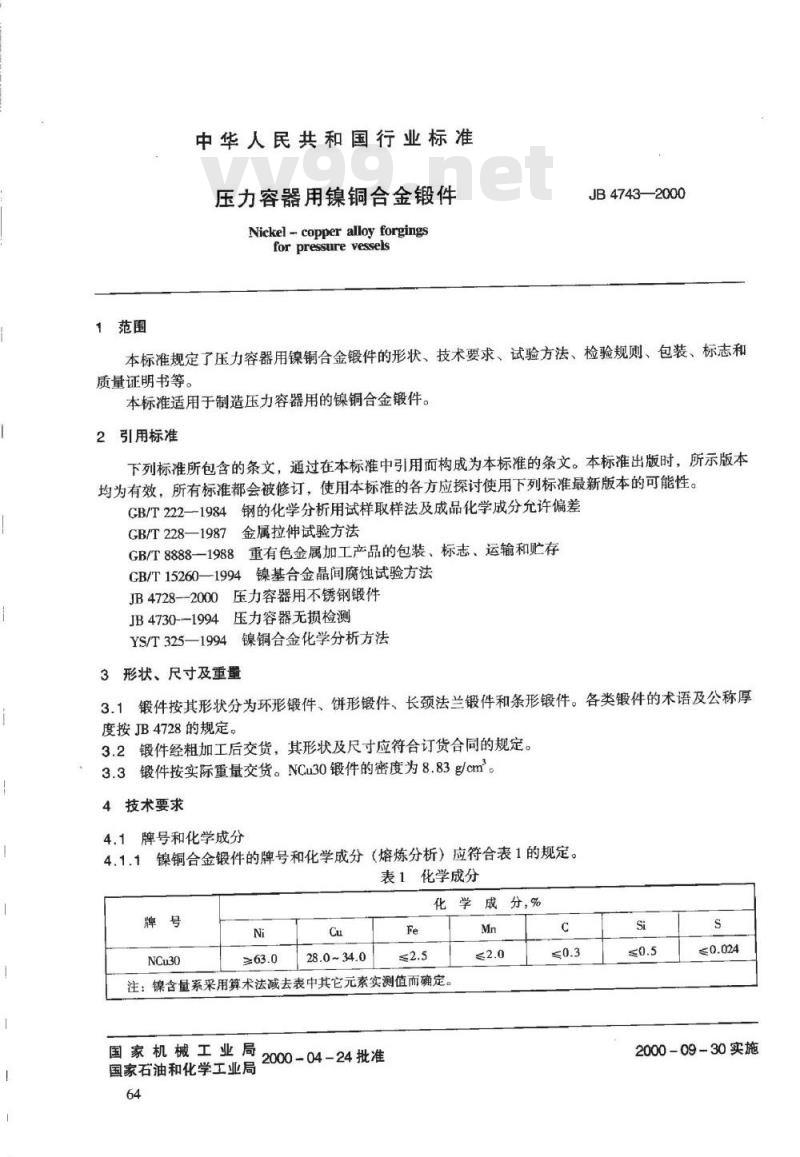
4.1.1镍铜合金锻件的牌号和化学成分(熔炼分析)应符合表1的规定。表1化学成分
28.0~34.0
化学成分,%
注:镍含量系采用算术法减去表中其它元素实测值而确定。国家机械工业局
2000-04-24批准
国家石油和化学工业局
2000-09-30实施
JB4743--2000
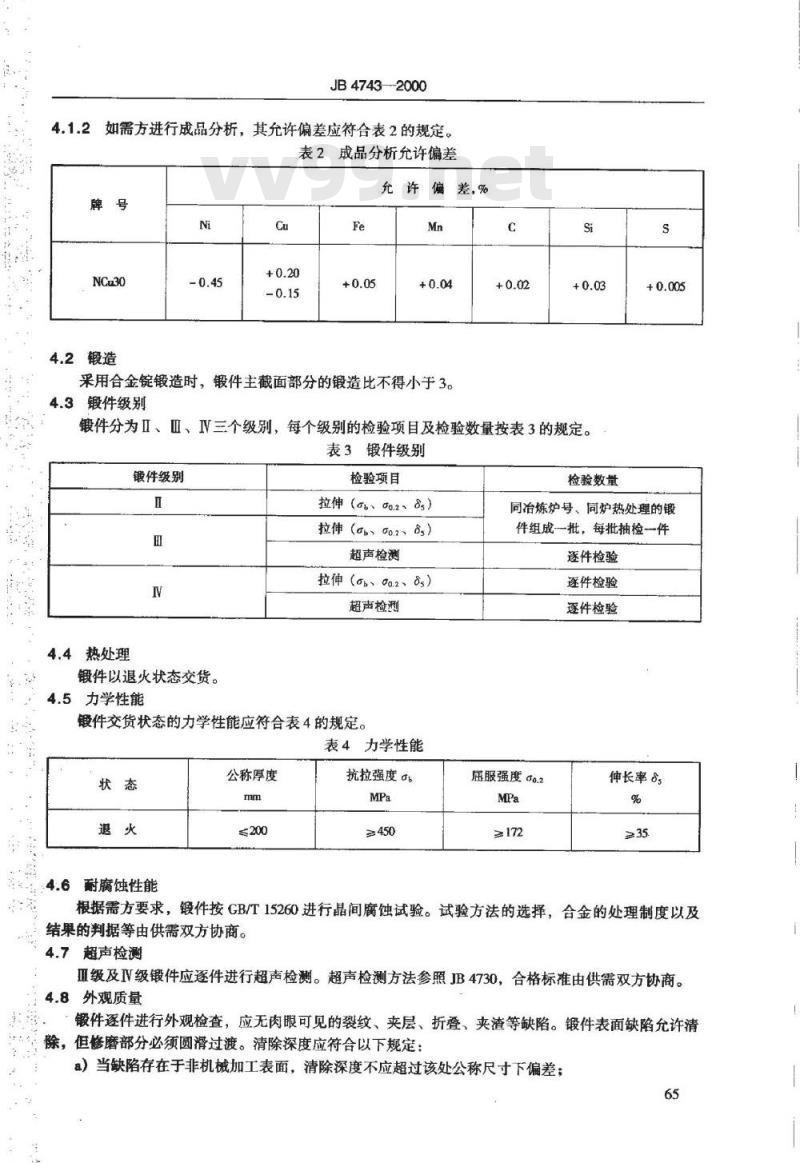
4.1.2如需方进行成品分析,其允许偏差应符合表2的规定。表2成品分析允许偏差
4.2锻造
充允许偏差,%
采用合金锭锻造时,锻件主截面部分的锻造比不得小于3。4.3锻件级别
锻件分为ⅡI、Ⅱ、IV三个级别,每个级别的检验项目及检验数量按表3的规定。表3锻件级别
锻件级别
4.4热处理
锻件以退火状态交货。
4.5力学性能
检验项目
拉伸(a0a.2、8g)
拉伸(00.2、6,)
超声检测
拉伸(0g、0.2、85)
超声检测
锻件交货状态的力学性能应符合表4的规定。表4力学性能
耐腐蚀性能
公称厚度
抗拉强度。
≥450
检验数量wwW.vv99.Net
同冶炼炉号、同炉热处理的锻
件组成一批,每批抽检一件
逐件检验
逐件检验
逐件检验
屈服强度6o.2
≥172
伸长率8,
根据需方要求,锻件按GB/T15260进行晶间腐蚀试验。试验方法的选择,合金的处理制度以及结果的判据等由供需双方协商。4.7超声检测
Ⅲ级及IV级锻件应逐件进行超声检测。超声检测方法参照JB4730,合格标准由供需双方协商。4.8外观质量
锻件逐件进行外观检查,应无肉眼可见的裂纹、夹层、折叠、夹渣等缺陷。锻件表面缺陷允许清但修磨部分必须圆滑过渡。清除深度应符合以下规定:除,
a)当缺陷存在于非机械加工表面,清除深度不应超过该处公称尺寸下偏差;65
JB4743--2000
b)当缺陷存在于机械加工表面,清除深度不应超过该处余量的75%。4.9焊补
4.9.1锻件允许用相匹配的焊材进行焊补。允许焊补的部位、深度、面积和无损检测方法由供需双方协商。
4.9.2焊补应按经评定合格的焊接工艺进行。焊工应持有合格证。4.9.3焊补前应彻底清除缺陷并经无损检测合格。4.9.4焊补后的部位应经无损检测合格。4.9.5供方应向需方提供锻件焊补部位、深度、面积简图,焊接材料,焊接工艺参数,以及无损检测的报告。
试验方法
锻件的检验项目、取样数量、取样方法及试验方法应符合表5的规定。表5试验方法
6检验规则
检验项目
化学成分
(熔炼分析)
拉伸试验
超声检测
取样数量
每炉一个试样
每批或每件一个试样
锻件的检验规则按JB4728的相应规定。7包装、标志及质量证明书
7.1锻件的包装应符合GB/T8888的规定。7.2锻件的标志及质量证明书按JB4728的相应规定。66
取样方法
CB/T222
JB4728
试验方法
YS/T325
GB/T228
JB4730
JB4743—2000
附录A
(标准的附录)
NCu30锻件许用应力
表A1许用应力
在下列温度(℃)下的许用应力,MPa200
注:中间温度的许用应力,可按本表的数值用内插法求得。300
附录B
(提示的附录)
NCu30锻件相关性能
表B1高温屈服强度
在下列温度(℃)下的.2,MPa
表B2弹性模量
在下列溢度(℃)下的E,10MPa100
线膨膨系数
下的α,10-/℃
在下列温度
(℃)
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
压力容器用镍铜合金锻件
鄂JB4743--2000
本标准系参照美国机械工程师学会ASME1998年版《锅炉和压力容器规范》第Ⅱ卷《材料》B分篇《有色金属材料技术条件》中的SB-564标准《镍合金锻件技术条件》的有关技术内容而制定的。本标准在下列内容方面与SB-564标准有所不同:因中美两国的拉伸试样标准尺寸不同,在SB-564标准中的伸长率为84,本标准的伸长率为3s。在伸长率指标方面,本标准的,指标与美国标准的,指标相同,即本标准提高了锻件的塑性要求。根据国内生产检验数据,,指标略有降低。根据使用单位意见,将晶间腐蚀试验作为需方要求的检验项目列人标准。为适应一些压力容器的特殊要求,本标准增加了锻件超声检测的技术内容。本标准的附录A为标准的附录。
本标准的附录B为提示的附录。
,本标准由全国压力容器标准化技术委员会提出并归口。本标准负责起草单位:中国通用机械工程总公司、合肥通用机械研究所、上海化工机械一厂。本标准主要起草人:秦晓钟、薛春、张勇、马云雪、华关定、刘永强。63
1范围
中华人民共和国行业标准
压力容器用镍铜合金锻件
Nickel-copper alloyforgings
for pressure vessels
JB4743—2000
本标准规定了压力容器用镍铜合金锻件的形状、技术要求、试验方法、检验规则、包装、标志和质量证明书等。
本标准适用于制造压力容器用的镍铜合金锻件。2引用标准
下列标准所包含的条文,通过在本标准中引用面构成为本标准的条文。本标准出版时,所示版本均为有效,所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB/T222—1984钢的化学分析用试样取样法及成品化学成分允许偏差GB/T228—1987金属拉伸试验方法GB/T8888一1988重有色金属加工产品的包装,标志、运输和贮存GB/T15260—1994镍基合金晶间腐蚀试验方法JB4728-2000压力容器用不锈钢锻件JB4730--1994压力容器无损检测YS/T325—1994镍铜合金化学分析方法3形状、尺寸及重量
3.1锻件按其形状分为环形锻件、饼形锻件、长颈法兰锻件和条形锻件。各类锻件的术语及公称厚度按JB4728的规定。
3.2锻件经粗加工后交货,其形状及尺寸应符合订货合同的规定。3.3锻件按实际重量交货。NCu30锻件的密度为8.83g/cm。4技术要求
4.1牌号和化学成分
4.1.1镍铜合金锻件的牌号和化学成分(熔炼分析)应符合表1的规定。表1化学成分
28.0~34.0
化学成分,%
注:镍含量系采用算术法减去表中其它元素实测值而确定。国家机械工业局
2000-04-24批准
国家石油和化学工业局
2000-09-30实施
JB4743--2000
4.1.2如需方进行成品分析,其允许偏差应符合表2的规定。表2成品分析允许偏差
4.2锻造
充允许偏差,%
采用合金锭锻造时,锻件主截面部分的锻造比不得小于3。4.3锻件级别
锻件分为ⅡI、Ⅱ、IV三个级别,每个级别的检验项目及检验数量按表3的规定。表3锻件级别
锻件级别
4.4热处理
锻件以退火状态交货。
4.5力学性能
检验项目
拉伸(a0a.2、8g)
拉伸(00.2、6,)
超声检测
拉伸(0g、0.2、85)
超声检测
锻件交货状态的力学性能应符合表4的规定。表4力学性能
耐腐蚀性能
公称厚度
抗拉强度。
≥450
检验数量wwW.vv99.Net
同冶炼炉号、同炉热处理的锻
件组成一批,每批抽检一件
逐件检验
逐件检验
逐件检验
屈服强度6o.2
≥172
伸长率8,
根据需方要求,锻件按GB/T15260进行晶间腐蚀试验。试验方法的选择,合金的处理制度以及结果的判据等由供需双方协商。4.7超声检测
Ⅲ级及IV级锻件应逐件进行超声检测。超声检测方法参照JB4730,合格标准由供需双方协商。4.8外观质量
锻件逐件进行外观检查,应无肉眼可见的裂纹、夹层、折叠、夹渣等缺陷。锻件表面缺陷允许清但修磨部分必须圆滑过渡。清除深度应符合以下规定:除,
a)当缺陷存在于非机械加工表面,清除深度不应超过该处公称尺寸下偏差;65
JB4743--2000
b)当缺陷存在于机械加工表面,清除深度不应超过该处余量的75%。4.9焊补
4.9.1锻件允许用相匹配的焊材进行焊补。允许焊补的部位、深度、面积和无损检测方法由供需双方协商。
4.9.2焊补应按经评定合格的焊接工艺进行。焊工应持有合格证。4.9.3焊补前应彻底清除缺陷并经无损检测合格。4.9.4焊补后的部位应经无损检测合格。4.9.5供方应向需方提供锻件焊补部位、深度、面积简图,焊接材料,焊接工艺参数,以及无损检测的报告。
试验方法
锻件的检验项目、取样数量、取样方法及试验方法应符合表5的规定。表5试验方法
6检验规则
检验项目
化学成分
(熔炼分析)
拉伸试验
超声检测
取样数量
每炉一个试样
每批或每件一个试样
锻件的检验规则按JB4728的相应规定。7包装、标志及质量证明书
7.1锻件的包装应符合GB/T8888的规定。7.2锻件的标志及质量证明书按JB4728的相应规定。66
取样方法
CB/T222
JB4728
试验方法
YS/T325
GB/T228
JB4730
JB4743—2000
附录A
(标准的附录)
NCu30锻件许用应力
表A1许用应力
在下列温度(℃)下的许用应力,MPa200
注:中间温度的许用应力,可按本表的数值用内插法求得。300
附录B
(提示的附录)
NCu30锻件相关性能
表B1高温屈服强度
在下列温度(℃)下的.2,MPa
表B2弹性模量
在下列溢度(℃)下的E,10MPa100
线膨膨系数
下的α,10-/℃
在下列温度
(℃)
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。