QB/T 1669-1992
基本信息
标准号: QB/T 1669-1992
中文名称:加拿大标准游离度仪
标准类别:轻工行业标准(QB)
标准状态:现行
发布日期:1993-01-15
实施日期:1993-09-01
下载格式:pdf zip
相关标签: 游离
标准分类号
中标分类号:仪器、仪表>>试验机与无损探伤仪器>>N72非金属材料试验机
关联标准
出版信息
出版社:中国轻工业出版社
页数:5页
标准价格:8.0
出版日期:1993-09-01
相关单位信息
起草人:吕惠庆、刘吉明
起草单位:四川长江造纸仪器厂
归口单位:全国轻工机械标准化中心
提出单位:轻工业部技术装备司
发布部门:中华人民共和国轻工业部
标准简介
本标准规定了加拿大标准游离度仪的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、贮存要求。
本标准适用于加拿大标准游离度仪(以下简称游离度仪)的生产验收和质量评定,游离度仪使用中的周期技术状态检查亦应参照使用
标准图片预览
标准内容
中华人民共和国轻工行业标准
加拿大标准游离度仪
1主题内容与适用范围
QB/T 1669 -.. 1992
本标准规定了加拿大标准游离度仪的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、贮存要求。
本标准适用于加拿大标准游离度仪(以下简称游离度仪)的生产验收和质量评定,游离度仪使用中的周期技术状态检查亦应参照使用。2引用标准
GB/T10739纸浆、纸和纸板试样处理和试验的标准大气GB/T12660纸浆滤水性能测定(加拿大标准游离度法)GB/T14253轻工机械通用技术条件JJG196常用玻璃量器
3术语
代号CSF加拿大标准游离度(Canadian Standard Freeness)。3.1
3.2游离度单位代号1个游离度单位等于游离度漏斗侧管溢流出来的水的体积量1mL。3.3剩余体积
漏斗底孔的下边缘与侧管溢流口下边缘之间的容积,以mL表示。3.4底孔流速
20士0.5℃的蒸馏水1000mL由底孔排出的时间,以s表示。4产品分类
4.1产品型式与规格
型式加拿大标准型产品型号YQ-Z-37型b.规格测量范围0~1000 CSF。
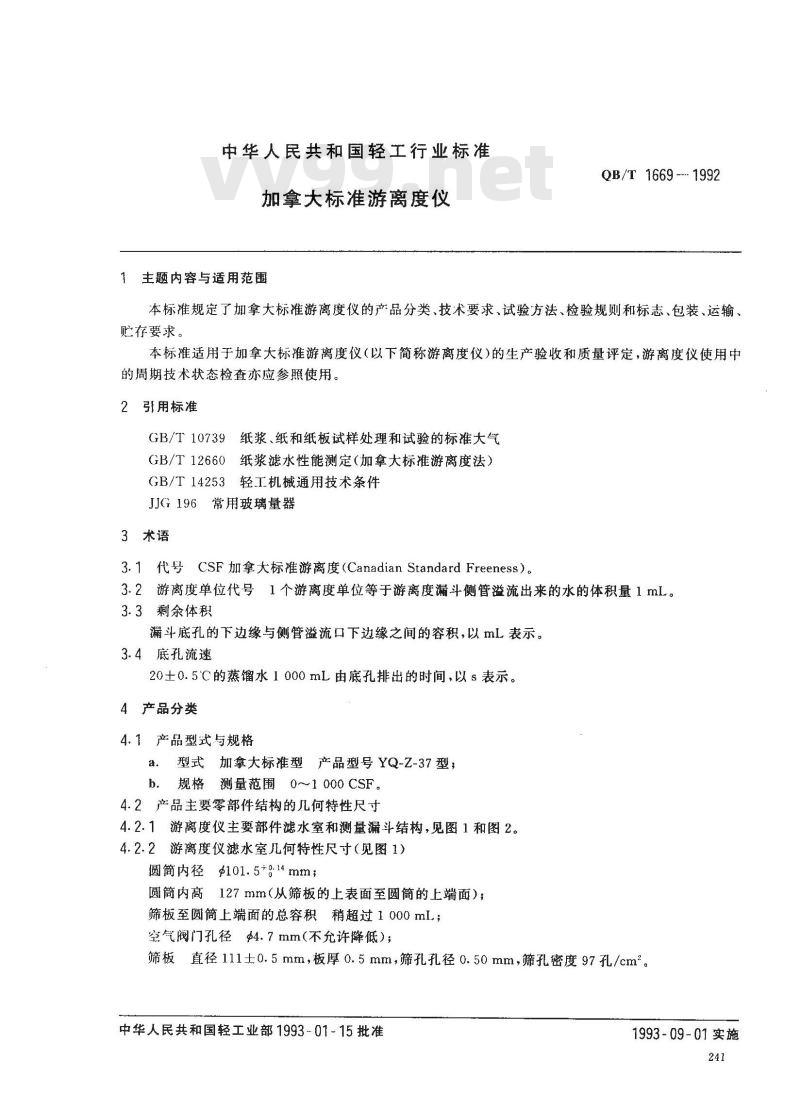
4.2产品主要零部件结构的几何特性尺寸4.2.1游离度仪主要部件滤水室和测量漏斗结构,见图1和图2。4.2.2游离度仪滤水室几何特性尺寸(见图1)圆简内径$101.5+g14mm;
圆筒内高127mm(从筛板的上表面至圆简的上端面);筛板至圆筒上端面的总容积稍超过1000ml;空气阀门孔径4.7mm(不允许降低);筛板直径111士0.5mm,板厚0.5mm,筛孔孔径0.50mm,筛孔密度97孔/cm2。中华人民共和国轻工业部1993-01-15批准1993-09-01实施
空气阀一
上密封盖
下密封盖
QB/T 1669—1992
+101. 5+.11
图1滤水室
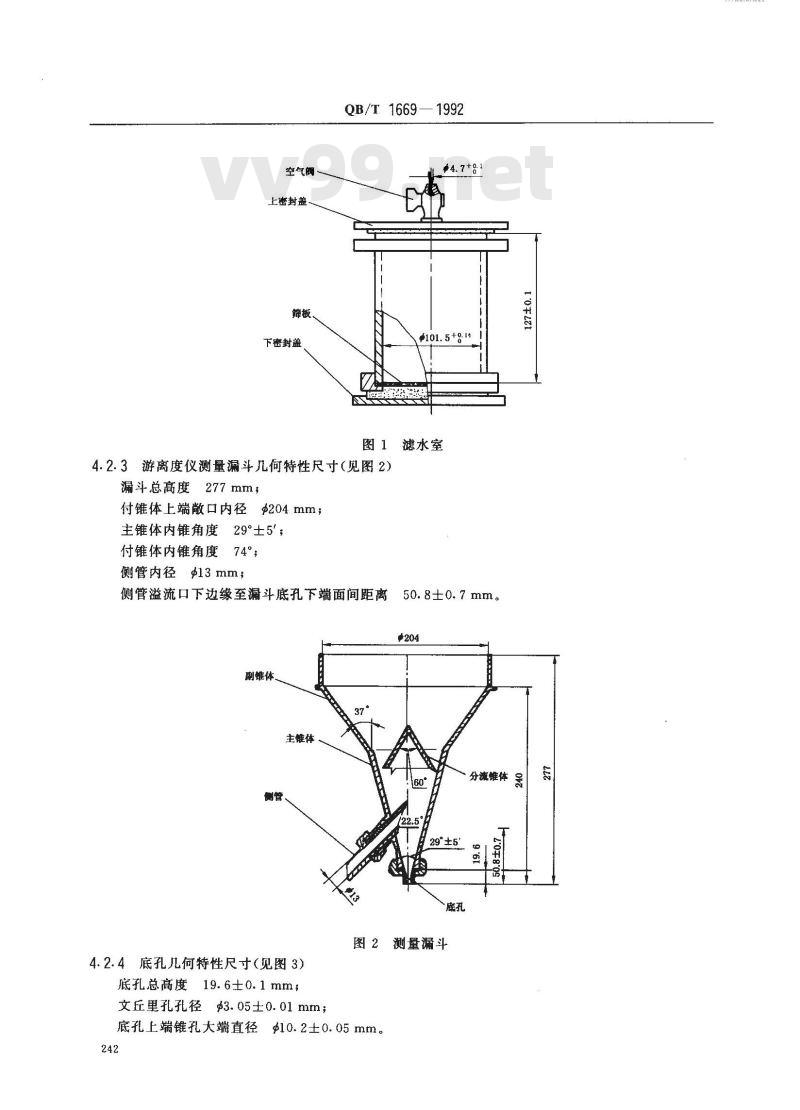
4.2.3游离度仪测量漏斗几何特性尺寸(见图2)漏斗总高度277mm;
付锥体上端散口内径$204mm;
主锥体内锥角度29°土5°;
付锥体内锥角度74°;
侧管内径13mm;
侧管溢流口下边缘至漏斗底孔下端面间距离50.8±0.7mm。
副锥体
主锥体
侧管,
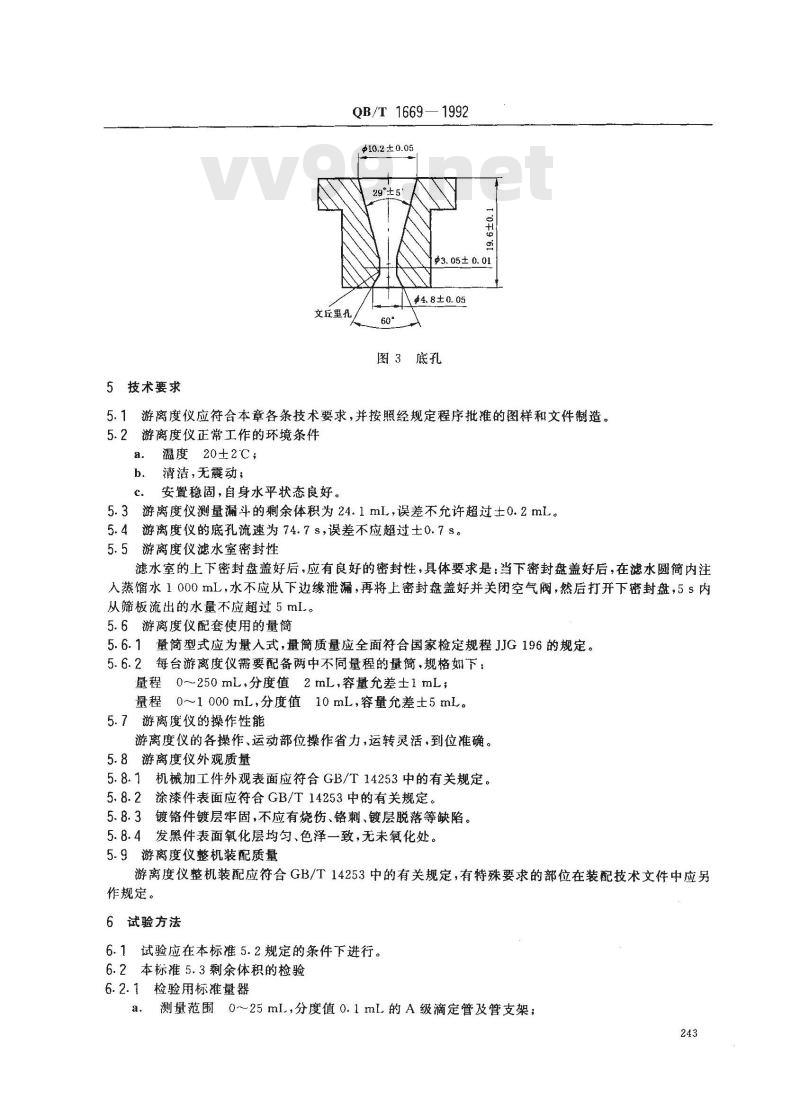
4.2.4底孔几何特性尺寸(见图3)底孔总高度19.6士0.1mm;
文丘里孔孔径$3.05±0.01mm;
分演雄体
图2测量漏斗
底孔上端锥孔大端直径$10.2士0.05mm。242
5技术要求
QB/T1669—1992
Φ10.2±0.05
29°±5
Φ3. 05± 0. 01
文丘里孔
44.8±0.05
图3底孔
5.1游离度仪应符合本章各条技术要求,并按照经规定程序批准的图样和文件制造。5.2游离度仪正常工作的环境条件温度20±2℃;
b.清洁,无震动;
安置稳固,自身水平状态良好。5.3游离度仪测量漏斗的剩余体积为24.1mL,误差不允许超过士0.2mL,5.4游离度仪的底孔流速为74.7s,误差不应超过士0.7s。5.5游离度仪滤水室密封性
滤水室的上下密封盘盖好后,应有良好的密封性,具体要求是:当下密封盘盖好后,在滤水圆筒内注入蒸馏水1000mL,水不应从下边缘泄漏,再将上密封盘盖好并关闭空气阀,然后打开下密封盘,5s内从筛板流出的水量不应超过5mL。5.6游离度仪配套使用的量筒
5.6.1量简型式应为量人式,量筒质量应全面符合国家检定规程JJG196的规定。5.6.2每台游离度仪需要配备两中不同量程的量筒,规格如下:量程0~250mL,分度值2mL,容量允差±1mL;量程0~1000mL,分度值10mL,容量允差±5mL。5.7游离度仪的操作性能
游离度仪的各操作、运动部位操作省力,运转灵活,到位准确。5.8游离度仪外观质量
5.8.1机械加工件外观表面应符合GB/T14253中的有关规定。5.8.2涂漆件表面应符合GB/T14253中的有关规定。5.8.3镀铬件镀层牢固,不应有烧伤、铬刺、镀层脱落等缺陷。5.8.4发黑件表面氧化层均匀、色泽一致,无未氧化处。5.9游离度仪整机装配质量
游离度仪整机装配应符合GB/T14253中的有关规定,有特殊要求的部位在装配技术文件中应另作规定。
6试验方法
6.1试验应在本标准5.2规定的条件下进行。6.2本标准5.3剩余体积的检验
6.2.1检验用标准量器
a.测量范围0~25ml.,分度值0.1mL的A级滴定管及管支架;243
QB/T 1669 -- 1992
h.容量25ml.和1000ml.量筒各只。6.2.2检验方法
检验准备取出分离锥体,将滴定管在支架上垂直置放,调好零位。备好温度20士0.5C的蒸馏水。检验步骤用手指堵住底孔,将约50mL蒸馏水倒人漏斗中,观察侧管出口,当水不再从侧管流出后.取量筒放在底孔下,然后迅速移开手指,水从底孔流出并进人量筒内,待底孔不再流水后,将量筒内所接收的水小心倒人滴定管内,由滴定管的刻度读出水的体积量。以上步骤应重复三次,以三次平均值为检验结果,精确至0.05ml.。6.3本标准5.4底孔流速的检验
6.3.1检验用标准器具
a.分度值为0.1s的秒表;
b.容量1000mL的量筒;
c、温度计。
6.3.2检验方法Www.vV99.net
检验准备取出分离锥体,用软塞子堵住侧管出水口。用手指堵住底孔将20土0.5'C的蒸馏水约200mL倒入漏斗,然后移开手指,水从底孔自由流出。检验步骤用手指堵住底孔,将温度20士0.5C的蒸馏水1000ml倒入漏斗中,待半分钟水面平静后,移开手指同时撤动秒表计时,水从底孔流出并用量筒接住。注意观察底孔,当底孔断流时立即停住秒表,记录时间。
以上步骤重复三次,每次记录时间均应为74.4士0.7s。以三次试验平均值为检验结果,精确至0.1s。6.4本标准5.6配套量简的检验
配套量筒进厂人库前,应按国家计量检定规程JJG198一1990规定的方法进行抽检,出计量部门出具抽检合格证。产品整机验收时可免检。6.5本标准5.5、5.7、5.8、5.9各条按要求进行实测或目测检验。7检验规则
7.1游离度仪出厂检验按本标准各条,对交验批量进行全数检查。7.2游离度仪可计量主要性能必须全部达到本标准要求,非计量一般性能的不合格项允许返修达到合格。
注:非计量一般性能、指表面质量及对整机计量性能不构成影响的非量化指标。7.3游离度仪包装入库前需进行抽样复检,复检规则如下:a.复检采取分层随机抽样;
b.复检合格判定数为零;
c.复检样本为交验批量的10%。批量为20台以下时,样本不应少于3台;批量为10台以下时.样本不应少于2台。抽样台数计算值的小数进位为整数;d.样本按本标准要求逐项检查,样本中若出现不合格品,则应进行二次扩展抽样,扩展抽样比例为交验批量的20%(不包括第一次抽取的样本)。二次抽样如再出现不合格品,则应全批拒收,经挑剔返修后重新组批交验。
7.4游离度仪出厂检验主要项目的实测数据应记入随机文件。没有证明产品质量合格的文件,产品不能出广。
7:5用户有权在符合本标准的运输、保管、安装和使用规则的条件下验收仪器,如有问题,应在到货后:一年内提出,经确认为制造质量不良而发生损坏或不能正常工作者,应由制造厂负责修理或退换。8标志、包装、运输、贮存
8.1标志
8.1.1产品标志
游离度仪应以标牌为标志。标牌用铜或铝材料制造,标牌的内容包括:244
制造广名,
b.产品名称;
产品型号及标志;
产品主要参数;
制造日期、编号或生产批号。
8.1.2包装标志
QB/T 1669-—1992
产品包装箱外应有文字标志和符号标志,内容包括:a.
产品名称;
制造厂名;
收发货标志及出厂年月;
箱号;
精密仪器、小心轻放、防潮、防晒、正置方向符号;毛重。
8.2包装
8.2.1游离度仪外包装材料为坚固、干燥的木材,材质应符合GB/T14253中的有关规定。8.2.2游离度仪外包装箱底板厚度不应小于25mm,侧板及顶板厚度不应小于15mm,也可用五层胶合板。箱板表面必须平整光滑。8.2.3游离度仪包装前应先将整机与箱底板固牢(用地脚螺栓连接),要确保包装后仪器在箱内不松动移位。附件盒用可靠方式固定在箱内适当位置。配套使用的量简附件盒要有可靠的防压、防碰、防摔措施,确保在运输过程中量筒不致损坏。8.2.4包装箱箱板接缝应为槽接缝或压边错口接缝,包装箱内壁应铺设防潮油毡。仪器的体外应加塑料薄膜防护罩。
8.2.5包装箱封箱后,应在加固箱档的四角如钉包棱角铁,角铁可用厚度不小于1mm的铁板弯制。8.2.6游离度仪随机技术文件用塑料袋封装后固定于包装箱内一定位置,并在箱外标明此位置。随机文件包括:
a.产品合格证;
产品使用说明书;
随机附件及备件清单;
d、装箱单;
拆箱说明。
8.3运输
游离度仪包装状态下可采用任何种类的运输方式,搬运过程中应防止雨淋、摔碰、撞击和强烈颠簸,严禁倒置和侧置。
8.4贮存
8.4.1贮存场所常温、干燥、通风的库房。8.4.2贮存期限六个月。六个月后应进行开箱抽检。附加说明:
本标准由轻工业部技术装备司提出。本标准由全国轻工机械标准化中心归口。本标准由四川长江造纸仪器厂负责起草,本标准主要起草人吕惠庆、刘吉明。245
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
加拿大标准游离度仪
1主题内容与适用范围
QB/T 1669 -.. 1992
本标准规定了加拿大标准游离度仪的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、贮存要求。
本标准适用于加拿大标准游离度仪(以下简称游离度仪)的生产验收和质量评定,游离度仪使用中的周期技术状态检查亦应参照使用。2引用标准
GB/T10739纸浆、纸和纸板试样处理和试验的标准大气GB/T12660纸浆滤水性能测定(加拿大标准游离度法)GB/T14253轻工机械通用技术条件JJG196常用玻璃量器
3术语
代号CSF加拿大标准游离度(Canadian Standard Freeness)。3.1
3.2游离度单位代号1个游离度单位等于游离度漏斗侧管溢流出来的水的体积量1mL。3.3剩余体积
漏斗底孔的下边缘与侧管溢流口下边缘之间的容积,以mL表示。3.4底孔流速
20士0.5℃的蒸馏水1000mL由底孔排出的时间,以s表示。4产品分类
4.1产品型式与规格
型式加拿大标准型产品型号YQ-Z-37型b.规格测量范围0~1000 CSF。
4.2产品主要零部件结构的几何特性尺寸4.2.1游离度仪主要部件滤水室和测量漏斗结构,见图1和图2。4.2.2游离度仪滤水室几何特性尺寸(见图1)圆简内径$101.5+g14mm;
圆筒内高127mm(从筛板的上表面至圆简的上端面);筛板至圆筒上端面的总容积稍超过1000ml;空气阀门孔径4.7mm(不允许降低);筛板直径111士0.5mm,板厚0.5mm,筛孔孔径0.50mm,筛孔密度97孔/cm2。中华人民共和国轻工业部1993-01-15批准1993-09-01实施
空气阀一
上密封盖
下密封盖
QB/T 1669—1992
+101. 5+.11
图1滤水室
4.2.3游离度仪测量漏斗几何特性尺寸(见图2)漏斗总高度277mm;
付锥体上端散口内径$204mm;
主锥体内锥角度29°土5°;
付锥体内锥角度74°;
侧管内径13mm;
侧管溢流口下边缘至漏斗底孔下端面间距离50.8±0.7mm。
副锥体
主锥体
侧管,
4.2.4底孔几何特性尺寸(见图3)底孔总高度19.6士0.1mm;
文丘里孔孔径$3.05±0.01mm;
分演雄体
图2测量漏斗
底孔上端锥孔大端直径$10.2士0.05mm。242
5技术要求
QB/T1669—1992
Φ10.2±0.05
29°±5
Φ3. 05± 0. 01
文丘里孔
44.8±0.05
图3底孔
5.1游离度仪应符合本章各条技术要求,并按照经规定程序批准的图样和文件制造。5.2游离度仪正常工作的环境条件温度20±2℃;
b.清洁,无震动;
安置稳固,自身水平状态良好。5.3游离度仪测量漏斗的剩余体积为24.1mL,误差不允许超过士0.2mL,5.4游离度仪的底孔流速为74.7s,误差不应超过士0.7s。5.5游离度仪滤水室密封性
滤水室的上下密封盘盖好后,应有良好的密封性,具体要求是:当下密封盘盖好后,在滤水圆筒内注入蒸馏水1000mL,水不应从下边缘泄漏,再将上密封盘盖好并关闭空气阀,然后打开下密封盘,5s内从筛板流出的水量不应超过5mL。5.6游离度仪配套使用的量筒
5.6.1量简型式应为量人式,量筒质量应全面符合国家检定规程JJG196的规定。5.6.2每台游离度仪需要配备两中不同量程的量筒,规格如下:量程0~250mL,分度值2mL,容量允差±1mL;量程0~1000mL,分度值10mL,容量允差±5mL。5.7游离度仪的操作性能
游离度仪的各操作、运动部位操作省力,运转灵活,到位准确。5.8游离度仪外观质量
5.8.1机械加工件外观表面应符合GB/T14253中的有关规定。5.8.2涂漆件表面应符合GB/T14253中的有关规定。5.8.3镀铬件镀层牢固,不应有烧伤、铬刺、镀层脱落等缺陷。5.8.4发黑件表面氧化层均匀、色泽一致,无未氧化处。5.9游离度仪整机装配质量
游离度仪整机装配应符合GB/T14253中的有关规定,有特殊要求的部位在装配技术文件中应另作规定。
6试验方法
6.1试验应在本标准5.2规定的条件下进行。6.2本标准5.3剩余体积的检验
6.2.1检验用标准量器
a.测量范围0~25ml.,分度值0.1mL的A级滴定管及管支架;243
QB/T 1669 -- 1992
h.容量25ml.和1000ml.量筒各只。6.2.2检验方法
检验准备取出分离锥体,将滴定管在支架上垂直置放,调好零位。备好温度20士0.5C的蒸馏水。检验步骤用手指堵住底孔,将约50mL蒸馏水倒人漏斗中,观察侧管出口,当水不再从侧管流出后.取量筒放在底孔下,然后迅速移开手指,水从底孔流出并进人量筒内,待底孔不再流水后,将量筒内所接收的水小心倒人滴定管内,由滴定管的刻度读出水的体积量。以上步骤应重复三次,以三次平均值为检验结果,精确至0.05ml.。6.3本标准5.4底孔流速的检验
6.3.1检验用标准器具
a.分度值为0.1s的秒表;
b.容量1000mL的量筒;
c、温度计。
6.3.2检验方法Www.vV99.net
检验准备取出分离锥体,用软塞子堵住侧管出水口。用手指堵住底孔将20土0.5'C的蒸馏水约200mL倒入漏斗,然后移开手指,水从底孔自由流出。检验步骤用手指堵住底孔,将温度20士0.5C的蒸馏水1000ml倒入漏斗中,待半分钟水面平静后,移开手指同时撤动秒表计时,水从底孔流出并用量筒接住。注意观察底孔,当底孔断流时立即停住秒表,记录时间。
以上步骤重复三次,每次记录时间均应为74.4士0.7s。以三次试验平均值为检验结果,精确至0.1s。6.4本标准5.6配套量简的检验
配套量筒进厂人库前,应按国家计量检定规程JJG198一1990规定的方法进行抽检,出计量部门出具抽检合格证。产品整机验收时可免检。6.5本标准5.5、5.7、5.8、5.9各条按要求进行实测或目测检验。7检验规则
7.1游离度仪出厂检验按本标准各条,对交验批量进行全数检查。7.2游离度仪可计量主要性能必须全部达到本标准要求,非计量一般性能的不合格项允许返修达到合格。
注:非计量一般性能、指表面质量及对整机计量性能不构成影响的非量化指标。7.3游离度仪包装入库前需进行抽样复检,复检规则如下:a.复检采取分层随机抽样;
b.复检合格判定数为零;
c.复检样本为交验批量的10%。批量为20台以下时,样本不应少于3台;批量为10台以下时.样本不应少于2台。抽样台数计算值的小数进位为整数;d.样本按本标准要求逐项检查,样本中若出现不合格品,则应进行二次扩展抽样,扩展抽样比例为交验批量的20%(不包括第一次抽取的样本)。二次抽样如再出现不合格品,则应全批拒收,经挑剔返修后重新组批交验。
7.4游离度仪出厂检验主要项目的实测数据应记入随机文件。没有证明产品质量合格的文件,产品不能出广。
7:5用户有权在符合本标准的运输、保管、安装和使用规则的条件下验收仪器,如有问题,应在到货后:一年内提出,经确认为制造质量不良而发生损坏或不能正常工作者,应由制造厂负责修理或退换。8标志、包装、运输、贮存
8.1标志
8.1.1产品标志
游离度仪应以标牌为标志。标牌用铜或铝材料制造,标牌的内容包括:244
制造广名,
b.产品名称;
产品型号及标志;
产品主要参数;
制造日期、编号或生产批号。
8.1.2包装标志
QB/T 1669-—1992
产品包装箱外应有文字标志和符号标志,内容包括:a.
产品名称;
制造厂名;
收发货标志及出厂年月;
箱号;
精密仪器、小心轻放、防潮、防晒、正置方向符号;毛重。
8.2包装
8.2.1游离度仪外包装材料为坚固、干燥的木材,材质应符合GB/T14253中的有关规定。8.2.2游离度仪外包装箱底板厚度不应小于25mm,侧板及顶板厚度不应小于15mm,也可用五层胶合板。箱板表面必须平整光滑。8.2.3游离度仪包装前应先将整机与箱底板固牢(用地脚螺栓连接),要确保包装后仪器在箱内不松动移位。附件盒用可靠方式固定在箱内适当位置。配套使用的量简附件盒要有可靠的防压、防碰、防摔措施,确保在运输过程中量筒不致损坏。8.2.4包装箱箱板接缝应为槽接缝或压边错口接缝,包装箱内壁应铺设防潮油毡。仪器的体外应加塑料薄膜防护罩。
8.2.5包装箱封箱后,应在加固箱档的四角如钉包棱角铁,角铁可用厚度不小于1mm的铁板弯制。8.2.6游离度仪随机技术文件用塑料袋封装后固定于包装箱内一定位置,并在箱外标明此位置。随机文件包括:
a.产品合格证;
产品使用说明书;
随机附件及备件清单;
d、装箱单;
拆箱说明。
8.3运输
游离度仪包装状态下可采用任何种类的运输方式,搬运过程中应防止雨淋、摔碰、撞击和强烈颠簸,严禁倒置和侧置。
8.4贮存
8.4.1贮存场所常温、干燥、通风的库房。8.4.2贮存期限六个月。六个月后应进行开箱抽检。附加说明:
本标准由轻工业部技术装备司提出。本标准由全国轻工机械标准化中心归口。本标准由四川长江造纸仪器厂负责起草,本标准主要起草人吕惠庆、刘吉明。245
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。