QB/T 1474.2-2005
基本信息
标准号: QB/T 1474.2-2005
中文名称:绘图仪尺 三角尺
标准类别:轻工行业标准(QB)
英文名称:Drawing ruler -- Triangle set square
标准状态:已作废
发布日期:2005-03-19
实施日期:2005-09-01
作废日期:2024-07-01
下载格式:pdf zip
标准分类号
标准ICS号: 综合、术语学、标准化、文献>>技术制图>>01.100.40制图设备
中标分类号:轻工、文化与生活用品>>文教、体育、娱乐用品>>Y50文教、绘图仪器、簿册、卡片
关联标准
出版信息
出版社:中国轻工业出版社
书号:155019.2785
页数:6页
标准价格:10.0
出版日期:2005-09-01
相关单位信息
起草单位:上海蝴蝶绘图文具有限公司
归口单位:全国文体用品标准化中心
提出单位:中国轻工业联合会
发布部门:中华人民共和国国家发展和改革委员会
标准简介
本标准规定了合成树脂绘图三角尺的分类、要求、试验方法、检验规则和标志、包装、运输、贮存。
本标准适用于合成树脂绘图三角尺。
标准图片预览
标准内容
IC5 01.100.40
分类号,Y50
备乘号:157262005
中华人民共和国轻工行业标准
QB/T1474.2—2005
代Q/11474.2-1992
绘图仪尺
三角尺
Drawing ruler-Triangle set square2005-03-19发布
中华人民共和国国家发展和改革委员会2005-09-01实施
QB1474综图仪尺3系列标准F+:响标准组成QB/T[474.1纶图收尺上尺
QB/T1474.?险图化贝
QB1474.3终图仅尺比博只
QB【474.4绘图收尺丁字只
QB/T1474.5抢图收N未路
QB/T[474.6给南仪尺陶模摄
QH/TJ474.7绘图议尺术适、检验规划、标志、包装、运输、产行本标祥为Q江1474系刻区游的觉二项.本杯准是对QB1474.2一1992绘图没!三角尺3的修::本标准与QBT1474.2—1992相比·+费差比是:一刘规范性引用文礼知试龄方汰进行了油性解改Q/T1474,225
…级三尺~mm段,示1.m。
本标准山中国轻一业政合会进出.本标准由全国文体H品标准化中心1。本标准片上海期媒绘图文其有限公司象办起学:东流智高交具有限公、上海华康立体用有限公司、广州金箭办公品制造厂、南品能天文体明品有理公司、上海文微用品!忘[起克。本标准」1992年:4月次发:本次为第一次修证:本标准H施之[1起,代替原轻T业部发存剂经一行业标准Q/T1474.21992绘要仅尺范固
绘图仪尺三角尺
QB/T :474 22005
本标准规意,合成树罪验图二角只的分类、要求,试验方法,愉整规则和标志、包装,这输,广存,本称准道压下价成树信给图角尺2规范性引用文性
列立的卡的条款通证殊准的引用而成为本标准的条款。几是济H期的引用文件,其随后应有的修收点不括助误的内穿)或修订质均不适用:合标准,燃而,敢励快据本标准达成协这的齐行引究是否可使!这文件的较新版本。是不定H期物用文件,其最新服木运一本标准.QB/T1474.7一2005给图仪尺代语、检验规则、你志,任接、送渐、贮存3分类
3.1尺型式
角尺尺近分为平边、斜过,阶梯边,回弧选匹不型式。3.2尺寸分段
75mm--150mm,>150mm~-30)mm,>340mm--450mm:45Umm--600mm:3.3厚度
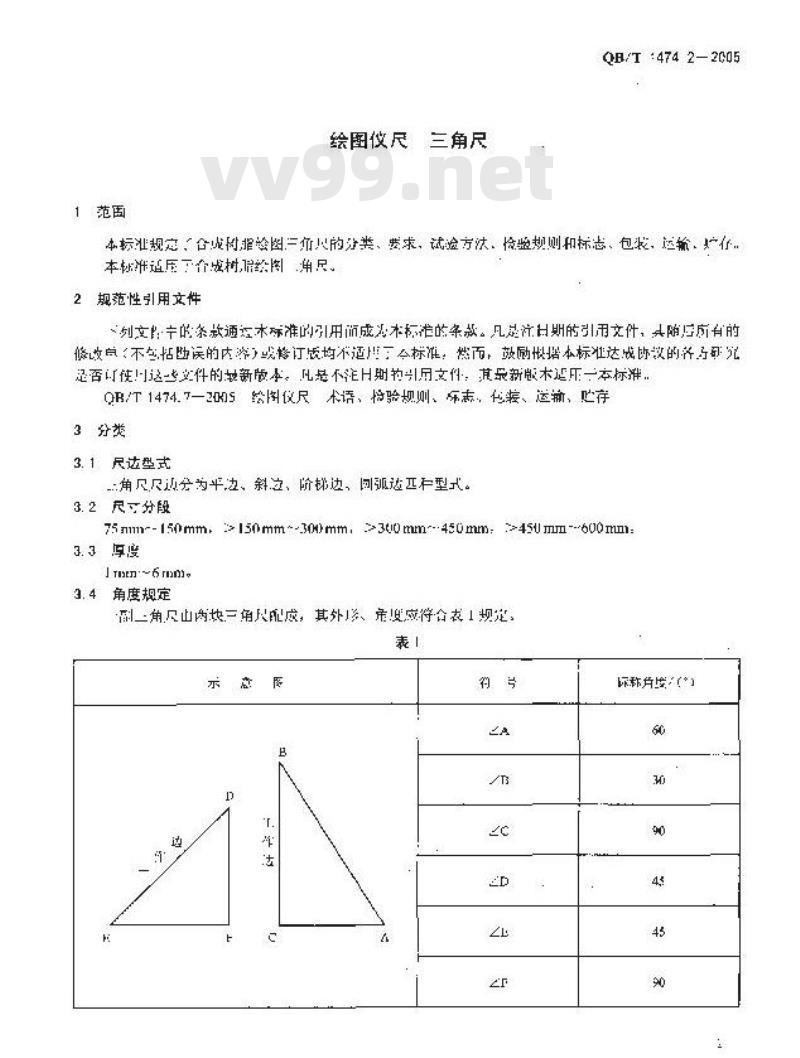
3.4角度规定
副一角尺山两块三角配度,其外券、帝要应符合表规定:表
示意图
原称接()
QB/1474.2—2995
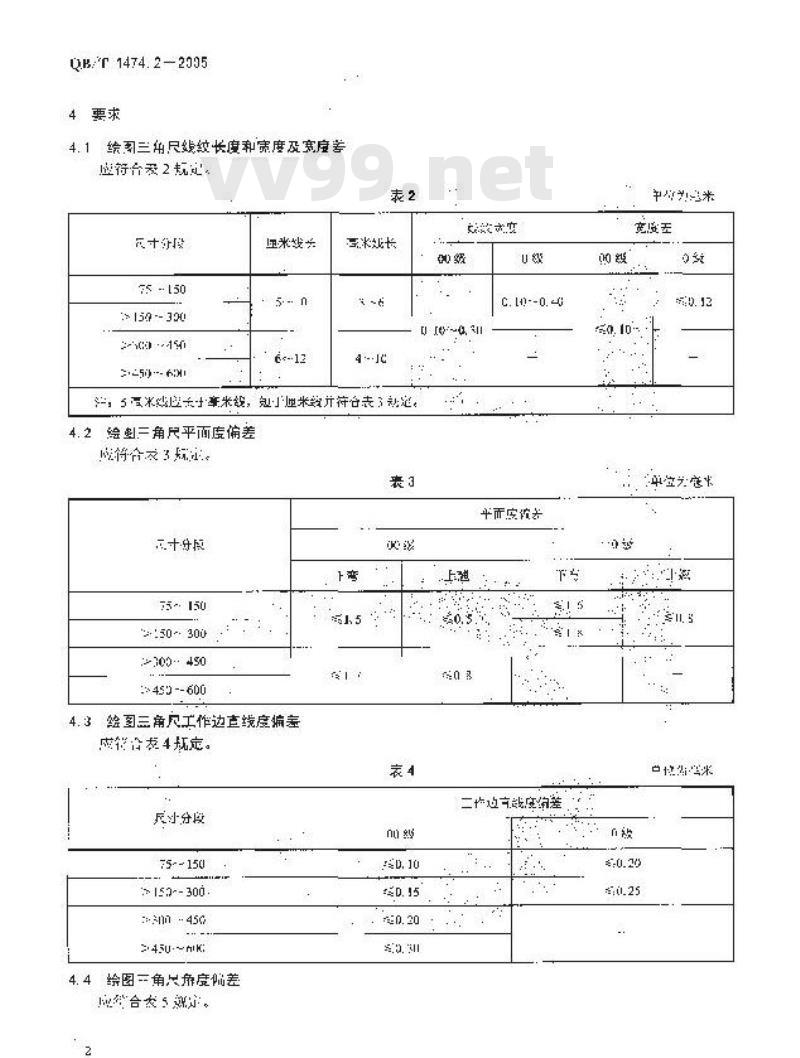
4要求
4.1绘图三角尺线纹长度和宽度及宽度差应符合表2规记。
尺十分
75-- 150
159 -- 390
血米线
,5三米应无寸事米钱,知小通米致开符台表3动定4.2绘幽二角尺平而虚偏差
虚符及频
75~ 150
:50 - 300
-309 : 450
: 453 -600
4.3绘图三角尺工作边直线度编差虑代合表4规定。
尺分段
75~-150
152--300
=4u.~hik:
4.4绘图一角尺角度偏差
合表5就。
C. [)--0. G
平而安流考
二也边有践度有差
竞度击
百信需实米
标环意:()
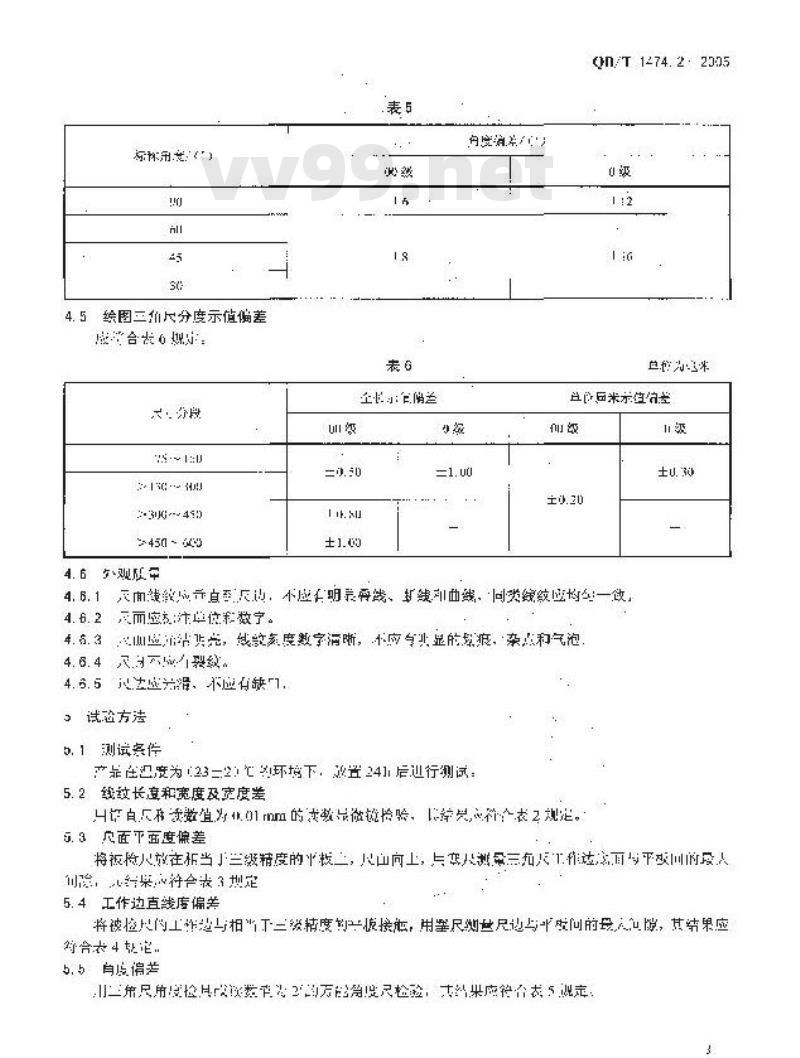
4.5绘图三价尺分度示值偏差
成合装规:
450 ~ 6
4. 65观压
向度消
(n/T 1274.2: 2305
同米示值差
4.1六面线收成元直要尺出,不应明聘再践、扩线曲线,同类线纹应均一效,成而应态:注卓使和数疗。
,血应沾完,域就氛度激字清晰,不应与非显的痕,亲点和气泡4.5.3
4.6.4只不要致。
4.6.5去应光滑,不应有缺
试论方法vv99.net
5.1测试条件
产靠在迎度为123三2汇效环培下,总置241后迎行测试5.2线效长意和宽度及实度差
H节自反种读数值为北,01mm的求数品放镜格验,综是,符个表2观定。5.3尺面平面度偏差
将被效在折当兰级精度的半技三,尺向上,与是燃受三知天工作百与平吸的段人踪,行果符合表 3 划定
5.4工作边直线店偏差
将被检尺的工作起与相“下三缓精度娠接恶,用坚尺测些尺边与安问的最,隙,其结果应符合表4定,
5.5自偏考
小第尺用支检H改次数它光2的万第度尺检验:支经来应符台表5现定QB/T 1474.2 2005
5.6示值偏差
全长示值偏兰:将板检尺的本位绒纹可询直大的零位线纹对范,然次另一端只直氏上读已被控以的测值,并与标谨他对减,评为全长示宜编差:单位迎米小佰偏兰:被检尺钢尺过数直为0.01mm的安数微比较测定上述一示值偏关均成数台表6规:5.7
外观质
在白然光数下,距被测物500mm:用测,结果应符合4.6的划烂6检验规则
核QB/T1474 2M5热行.
了标志、包装、运输,存
按QB/T14747215热行
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号,Y50
备乘号:157262005
中华人民共和国轻工行业标准
QB/T1474.2—2005
代Q/11474.2-1992
绘图仪尺
三角尺
Drawing ruler-Triangle set square2005-03-19发布
中华人民共和国国家发展和改革委员会2005-09-01实施
QB1474综图仪尺3系列标准F+:响标准组成QB/T[474.1纶图收尺上尺
QB/T1474.?险图化贝
QB1474.3终图仅尺比博只
QB【474.4绘图收尺丁字只
QB/T1474.5抢图收N未路
QB/T[474.6给南仪尺陶模摄
QH/TJ474.7绘图议尺术适、检验规划、标志、包装、运输、产行本标祥为Q江1474系刻区游的觉二项.本杯准是对QB1474.2一1992绘图没!三角尺3的修::本标准与QBT1474.2—1992相比·+费差比是:一刘规范性引用文礼知试龄方汰进行了油性解改Q/T1474,225
…级三尺~mm段,示1.m。
本标准山中国轻一业政合会进出.本标准由全国文体H品标准化中心1。本标准片上海期媒绘图文其有限公司象办起学:东流智高交具有限公、上海华康立体用有限公司、广州金箭办公品制造厂、南品能天文体明品有理公司、上海文微用品!忘[起克。本标准」1992年:4月次发:本次为第一次修证:本标准H施之[1起,代替原轻T业部发存剂经一行业标准Q/T1474.21992绘要仅尺范固
绘图仪尺三角尺
QB/T :474 22005
本标准规意,合成树罪验图二角只的分类、要求,试验方法,愉整规则和标志、包装,这输,广存,本称准道压下价成树信给图角尺2规范性引用文性
列立的卡的条款通证殊准的引用而成为本标准的条款。几是济H期的引用文件,其随后应有的修收点不括助误的内穿)或修订质均不适用:合标准,燃而,敢励快据本标准达成协这的齐行引究是否可使!这文件的较新版本。是不定H期物用文件,其最新服木运一本标准.QB/T1474.7一2005给图仪尺代语、检验规则、你志,任接、送渐、贮存3分类
3.1尺型式
角尺尺近分为平边、斜过,阶梯边,回弧选匹不型式。3.2尺寸分段
75mm--150mm,>150mm~-30)mm,>340mm--450mm:45Umm--600mm:3.3厚度
3.4角度规定
副一角尺山两块三角配度,其外券、帝要应符合表规定:表
示意图
原称接()
QB/1474.2—2995
4要求
4.1绘图三角尺线纹长度和宽度及宽度差应符合表2规记。
尺十分
75-- 150
159 -- 390
血米线
,5三米应无寸事米钱,知小通米致开符台表3动定4.2绘幽二角尺平而虚偏差
虚符及频
75~ 150
:50 - 300
-309 : 450
: 453 -600
4.3绘图三角尺工作边直线度编差虑代合表4规定。
尺分段
75~-150
152--300
=4u.~hik:
4.4绘图一角尺角度偏差
合表5就。
C. [)--0. G
平而安流考
二也边有践度有差
竞度击
百信需实米
标环意:()
4.5绘图三价尺分度示值偏差
成合装规:
450 ~ 6
4. 65观压
向度消
(n/T 1274.2: 2305
同米示值差
4.1六面线收成元直要尺出,不应明聘再践、扩线曲线,同类线纹应均一效,成而应态:注卓使和数疗。
,血应沾完,域就氛度激字清晰,不应与非显的痕,亲点和气泡4.5.3
4.6.4只不要致。
4.6.5去应光滑,不应有缺
试论方法vv99.net
5.1测试条件
产靠在迎度为123三2汇效环培下,总置241后迎行测试5.2线效长意和宽度及实度差
H节自反种读数值为北,01mm的求数品放镜格验,综是,符个表2观定。5.3尺面平面度偏差
将被效在折当兰级精度的半技三,尺向上,与是燃受三知天工作百与平吸的段人踪,行果符合表 3 划定
5.4工作边直线店偏差
将被检尺的工作起与相“下三缓精度娠接恶,用坚尺测些尺边与安问的最,隙,其结果应符合表4定,
5.5自偏考
小第尺用支检H改次数它光2的万第度尺检验:支经来应符台表5现定QB/T 1474.2 2005
5.6示值偏差
全长示值偏兰:将板检尺的本位绒纹可询直大的零位线纹对范,然次另一端只直氏上读已被控以的测值,并与标谨他对减,评为全长示宜编差:单位迎米小佰偏兰:被检尺钢尺过数直为0.01mm的安数微比较测定上述一示值偏关均成数台表6规:5.7
外观质
在白然光数下,距被测物500mm:用测,结果应符合4.6的划烂6检验规则
核QB/T1474 2M5热行.
了标志、包装、运输,存
按QB/T14747215热行
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。