QB/T 3563-1999
基本信息
标准号: QB/T 3563-1999
中文名称:500亳升罐头瓶
标准类别:轻工行业标准(QB)
标准状态:已作废
发布日期:1999-04-21
实施日期:1999-04-21
作废日期:2014-07-01
下载格式:pdf zip
标准分类号
中标分类号:轻工、文化与生活用品>>日用玻璃、陶瓷、搪瓷、塑料制品>>Y22日用玻璃制品
出版信息
出版社:中国轻工业出版社
页数:11页
标准价格:15.0
出版日期:1999-04-21
相关单位信息
起草单位:广州市玻璃搪瓷工业公司、上海市玻璃制品工业公司
归口单位:中国玻璃搪瓷工业标准化质量检测中心站
提出单位:国家轻工业局行业管理司
发布部门:国家轻工业局
标准简介
本标准适用于食品包装用的500mL玻璃罐头瓶。
标准图片预览
标准内容
分类号Y22
中华人民共和国轻工行业标准
0B/T35631999
500毫升罐头瓶
1999-04-21发布
国家轻工业局
1999-04-21实施
QB/T3563—1999
本标准的旋开式瓶口系等同采用西德DIN6094第11分部的70系列旋开式瓶口标准。本标准由国家轻工业局行业管理司提出。本标准由中国玻璃糖瓷工业标准化质量检测中心站归口。本标准由广州市玻璃塘瓷工业公司、上海市玻璃制品工业公司负盘起草。自本标准实施之日起,原轻工业部发布的专业标准ZB/TY22008一1987500毫升罐头瓶》废止。-YKAoNYKAca
中华人民共和国轻工行业标准
500毫升罐头瓶
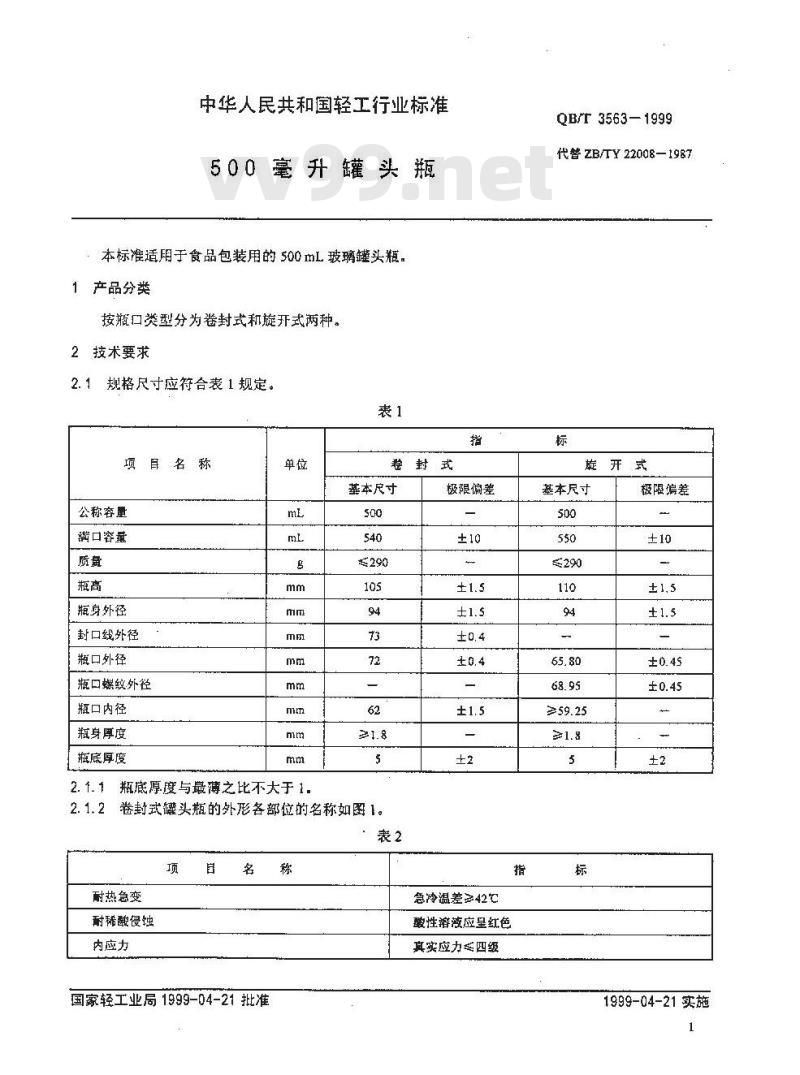
本标准适用于食品包装用的500mL玻璃罐头瓶,1产品分类
按瓶口类型分为卷封式和旋开式两种。2技术要求
2.1规格尺寸应符合表1规定。
项耳名称
公称容量
满口容斑
瓶身外径
封口线外径
瓶口外径
瓶口螺纹外径
瓶口内径
瓶身厚度
瓶底厚度
瓶底厚度与最薄之比不大于1,
差封式
基本尺寸
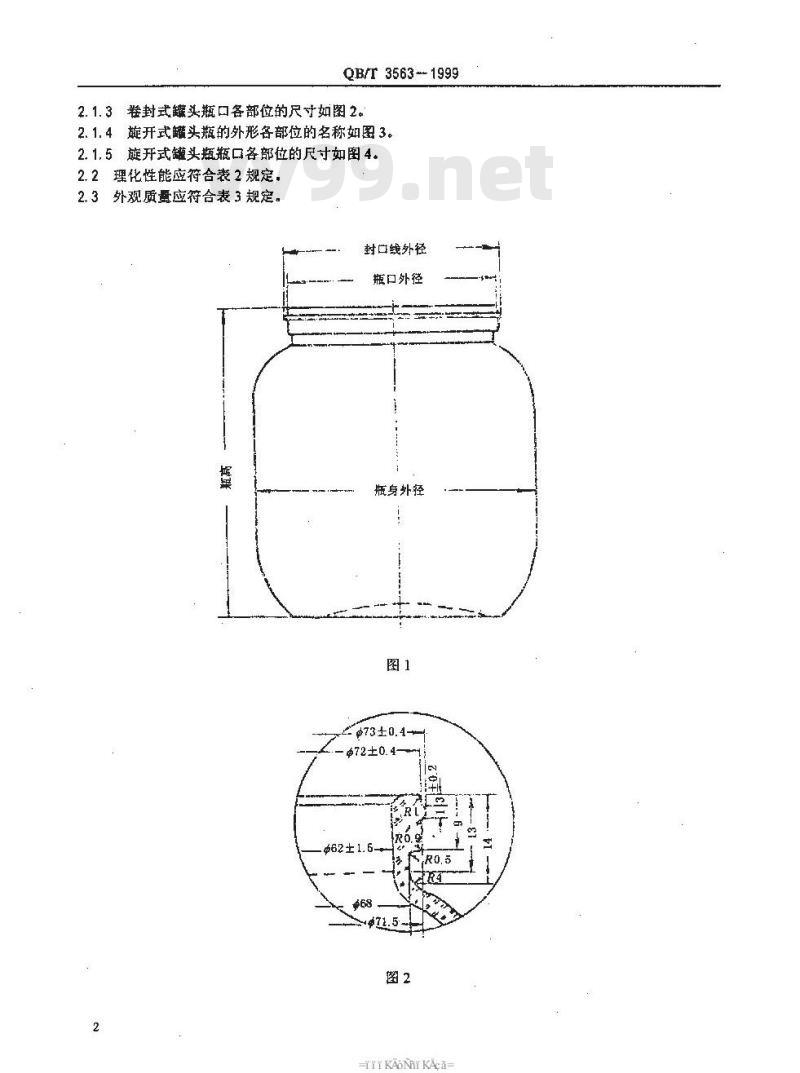
2.1.2卷封式罐头瓶的外形各部位的名称如图1。表2
耐热急变
耐稀酸侵蚀
内应力
国家轻工业局1999-04-21批准
极限偏差
急冷温差≥42℃
酸性溶液应呈红色
真实应力≤四级
QB/3563—1999
代警ZB/TY22008—1987
旋开式
基本尺寸
极限编差
1999-04-21实施免费标准下载网-唯久标准网vv99
QB/T3563-1999
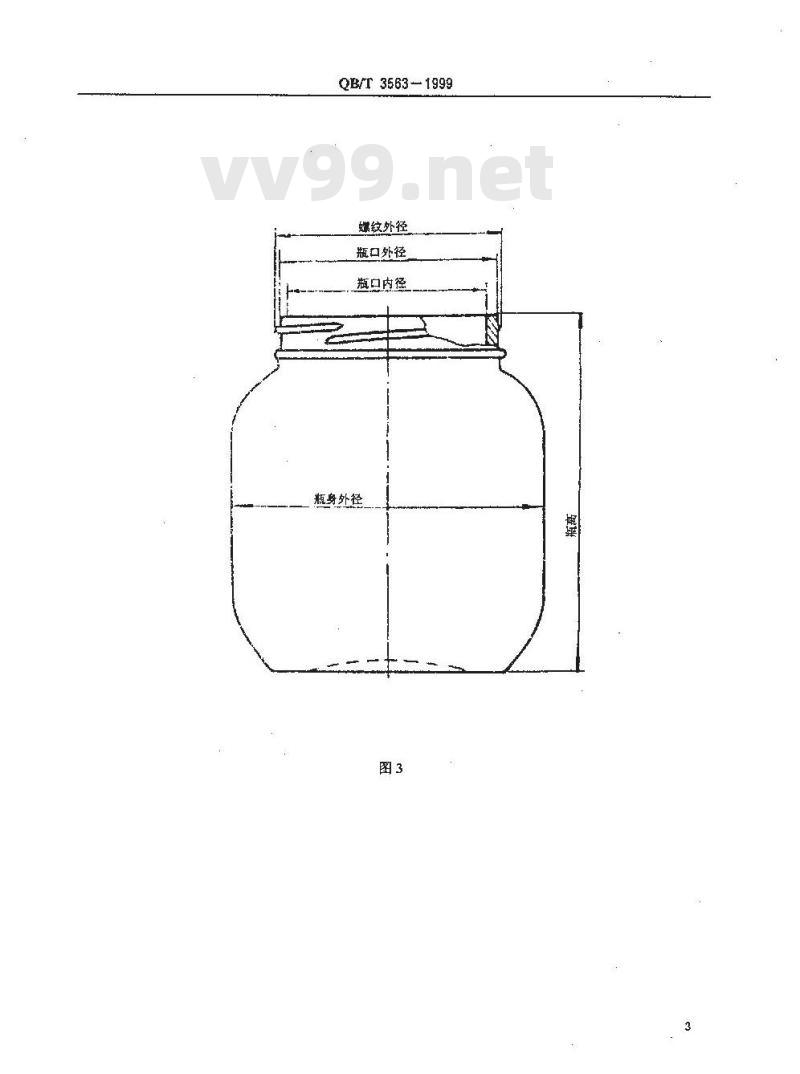
2.1.3卷封式罐头瓶口各部位的尺寸如图2。2.1.4旋开式罐头瓶的外形各部位的名称如图3。2.1.5开式罐头瓶瓶口各部位的尺寸如图4。2.2理化性能应符合表2规定,
2.3外观质量应符合表3规定。
封口线外径
瓶口外径
瓶身外径
办73±0.4-
iKAoNTKAca
QB/T 3563-1999
嫌纹外径
瓶口外径
瓶口内径
瓶身外径
铣刀直径
QB/r 3563-1999
水平段
8\±1”
29*±1
接合部
图 4-1
KAOKAca
QB/T 3563-1999
3.05最大·
2.5 最小
0.4±0.15
g.2最大
剖面 J-K
(放大)
封合面
R0.8±0.2
20.95±0.21
中止部位
剖面 L-M
(敢大)
图4-2
面 N-O
(放大)
水平段
公称直径
不透明砂粒
合缝线
光洁度
46°±1°
68.95±0.45
65.80±0.45
QB/T3563—1999
图4-3
图4附表
螺距数每25.4m/m
内的芽数(4头)
瓶[平面度,mm
口平面对底平面的平行度,mm
明显陷入的闷头印
瓶口内缘毛刺
0.3mm~~1mm周围无裂纹,轻击不破的,口平面、封口线、螺纹线上
0.5mm以上气泡在口平面及封口线螺纹线上个
圈形、直径在1mm~4mm以内,或椭圆形、长径在5mm以内的,个
任一乎方厘米内,1mm以下能目测的,个
破气泡
口及封口线上影响使用的
尖锐刺手的
凸出:mm
封口线、封合面上影响密封的折皱严重的、明显皱皮及模具氧化斑rKAONYKAca-
水平段
螺纹升角β
4°34'
接合部
29°±1°
铣刀角
无色战淡声色
不许有
不许有
不许有
不许有
不许有
不许有
不许有
不许有
不许有
不许有
3试验方法
3.1耐热急变
OB/T 3563—1999
按GB4547一1991《玻璃容器抗热展性和热凝耐久性试验方法》的规定进行。3.2耐稀酸慢蚀
按GB4548一1998《玻璃容器内表面耐水侵蚀性能测试方法及分级》的规定进行,3.3内应力
按GB4545一1984玻璃瓶罐内应力检验方法》的规定进行3.4容量
用称量法测定瓶子在一定温度下满口容盘的水重,再用换算系数折算成毫升数。3.5质量
用感量为1g的衡器称量,
3.6瓶高
用商度游标卡尺测
3.7外径和内径
瓶子和各部位内外径用专用量具或精度为0.02mm的游标卡尺测量。3.8瓶身和瓶底厚度
用精度为0.051mm的游标卡尺测量。3.9瓶口平面度
将瓶子倒立于水平板上,用0.02mm0.5mm的长100mm的塞尺由薄至厚逐片测掌瓶口与平板问的空隙,以能塞入的最大厚度为瓶的口平面度。3.10口乎面对底平面的平行度
用高度游标卡尺测量瓶口最商点和最低点之差值。3.11外观
以目测为主,必要时用卡尺测量或与封样瓶对比。表4
重缺陷
瓶口平面度
口平面对底平面的平行度
口平面、封口线、螺纹线上的砂粒口平面、封口线、螺纹线上0.5mm以上的气泡口校封口线上影响使用的合缝线封口线、封合面上影响密封的折皱封口线外径
瓶口外径
瓶口螺纹外径
耐热急变
耐稀酸传蚀
本标准的条目
检查水平
合格质量水平
4检验规则
明显陷入的闷头印
瓶口内缘毛刺
QB/T 3563—1999
表4(续完)
0.3 mm~1 mm轻击不破的砂粒
圆形直径在1mm~4mm以内;或摘圆形,长径在 5 mm 以内的气泡
任一乎方厘米内,Imm以下能目浏的气泡破气泡
尖锐刺手的合缝线
凸出的合缝线
严重的、明显皱皮及模具氧化斑容量
瓶身外径
口外径
瓶身厚度
瓶底厚度
本标准的条目
检查水平
合格质量水平
4.1订货方有权按本标准规定的产品技术条件或双方签订的合同及协议,对产品进行检查。4.2罐头瓶的交收检验是逐批检查。4.3逐批检查
4.3.1透批检查的抽样方案应按GB/T28281987《逐批检查计数抽样程序及抽样表(适用于连续批的检查)》规定的二次抽样方案进行。4.3.2逐批抽样的批的划分,项目、合格质量水平(AQL)和检查水乎(IL)应符合以下规定。a)批应以生产条件基本相同或同一时期中生产和提交的瓶罐为一批,批的大小应尽可能一致;b)样本的抽取应使检查批中的单位产品抽取的机会均等:c)拖样检查项目见表4.
4.3.3在实施抽样检查时全部以不合格品数计。4.3.4当一批产品判为不台格时,应将该批产品退回供货方进行全面检查,除不台格品后,再次提交验收并说明该产品报废的数量和原因。如再不符合规定的要求,则应分析原因提出改进措施和对该产品的处理方法。
5.标志、包装、运输、贮存
5.1每件产品应附如下标记,
YKAONIKAca=
)产品名称,主要质量参数或等级;QB/T3563-1999
b)生产厂名、产品商标、生产厂地址:c)生产自期或出广日期及批号:d)检验合格证或合格标志:
e)检验员姓名或代号:
f)应注明“玻璃制品”、“小心轻放”。5.2包装
选用适当的包装材料,使产品清洁、包装牢固5.3运输
运输时必须防止剧烈寇动,装卸时要轻拿轻放。5.4贮存
堆放在天的产品,应避免雨水漫入产品内部,防止产生水溃。-TYKAONYKACa
中华人民共和国
轻工行业标准
500毫升罐头瓶
QB/T3563—1999
轻工业标雅化编辑出版委员会
地址:北京朝阳区光华路12号
(中国制浆遗纸研究院内 1号楼 3层)邮政编码:100020
电话:(010)65811585
版权专有慢权必究
印数:1-200 册
定价:12.00元
66665998
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国轻工行业标准
0B/T35631999
500毫升罐头瓶
1999-04-21发布
国家轻工业局
1999-04-21实施
QB/T3563—1999
本标准的旋开式瓶口系等同采用西德DIN6094第11分部的70系列旋开式瓶口标准。本标准由国家轻工业局行业管理司提出。本标准由中国玻璃糖瓷工业标准化质量检测中心站归口。本标准由广州市玻璃塘瓷工业公司、上海市玻璃制品工业公司负盘起草。自本标准实施之日起,原轻工业部发布的专业标准ZB/TY22008一1987500毫升罐头瓶》废止。-YKAoNYKAca
中华人民共和国轻工行业标准
500毫升罐头瓶
本标准适用于食品包装用的500mL玻璃罐头瓶,1产品分类
按瓶口类型分为卷封式和旋开式两种。2技术要求
2.1规格尺寸应符合表1规定。
项耳名称
公称容量
满口容斑
瓶身外径
封口线外径
瓶口外径
瓶口螺纹外径
瓶口内径
瓶身厚度
瓶底厚度
瓶底厚度与最薄之比不大于1,
差封式
基本尺寸
2.1.2卷封式罐头瓶的外形各部位的名称如图1。表2
耐热急变
耐稀酸侵蚀
内应力
国家轻工业局1999-04-21批准
极限偏差
急冷温差≥42℃
酸性溶液应呈红色
真实应力≤四级
QB/3563—1999
代警ZB/TY22008—1987
旋开式
基本尺寸
极限编差
1999-04-21实施免费标准下载网-唯久标准网vv99
QB/T3563-1999
2.1.3卷封式罐头瓶口各部位的尺寸如图2。2.1.4旋开式罐头瓶的外形各部位的名称如图3。2.1.5开式罐头瓶瓶口各部位的尺寸如图4。2.2理化性能应符合表2规定,
2.3外观质量应符合表3规定。
封口线外径
瓶口外径
瓶身外径
办73±0.4-
iKAoNTKAca
QB/T 3563-1999
嫌纹外径
瓶口外径
瓶口内径
瓶身外径
铣刀直径
QB/r 3563-1999
水平段
8\±1”
29*±1
接合部
图 4-1
KAOKAca
QB/T 3563-1999
3.05最大·
2.5 最小
0.4±0.15
g.2最大
剖面 J-K
(放大)
封合面
R0.8±0.2
20.95±0.21
中止部位
剖面 L-M
(敢大)
图4-2
面 N-O
(放大)
水平段
公称直径
不透明砂粒
合缝线
光洁度
46°±1°
68.95±0.45
65.80±0.45
QB/T3563—1999
图4-3
图4附表
螺距数每25.4m/m
内的芽数(4头)
瓶[平面度,mm
口平面对底平面的平行度,mm
明显陷入的闷头印
瓶口内缘毛刺
0.3mm~~1mm周围无裂纹,轻击不破的,口平面、封口线、螺纹线上
0.5mm以上气泡在口平面及封口线螺纹线上个
圈形、直径在1mm~4mm以内,或椭圆形、长径在5mm以内的,个
任一乎方厘米内,1mm以下能目测的,个
破气泡
口及封口线上影响使用的
尖锐刺手的
凸出:mm
封口线、封合面上影响密封的折皱严重的、明显皱皮及模具氧化斑rKAONYKAca-
水平段
螺纹升角β
4°34'
接合部
29°±1°
铣刀角
无色战淡声色
不许有
不许有
不许有
不许有
不许有
不许有
不许有
不许有
不许有
不许有
3试验方法
3.1耐热急变
OB/T 3563—1999
按GB4547一1991《玻璃容器抗热展性和热凝耐久性试验方法》的规定进行。3.2耐稀酸慢蚀
按GB4548一1998《玻璃容器内表面耐水侵蚀性能测试方法及分级》的规定进行,3.3内应力
按GB4545一1984玻璃瓶罐内应力检验方法》的规定进行3.4容量
用称量法测定瓶子在一定温度下满口容盘的水重,再用换算系数折算成毫升数。3.5质量
用感量为1g的衡器称量,
3.6瓶高
用商度游标卡尺测
3.7外径和内径
瓶子和各部位内外径用专用量具或精度为0.02mm的游标卡尺测量。3.8瓶身和瓶底厚度
用精度为0.051mm的游标卡尺测量。3.9瓶口平面度
将瓶子倒立于水平板上,用0.02mm0.5mm的长100mm的塞尺由薄至厚逐片测掌瓶口与平板问的空隙,以能塞入的最大厚度为瓶的口平面度。3.10口乎面对底平面的平行度
用高度游标卡尺测量瓶口最商点和最低点之差值。3.11外观
以目测为主,必要时用卡尺测量或与封样瓶对比。表4
重缺陷
瓶口平面度
口平面对底平面的平行度
口平面、封口线、螺纹线上的砂粒口平面、封口线、螺纹线上0.5mm以上的气泡口校封口线上影响使用的合缝线封口线、封合面上影响密封的折皱封口线外径
瓶口外径
瓶口螺纹外径
耐热急变
耐稀酸传蚀
本标准的条目
检查水平
合格质量水平
4检验规则
明显陷入的闷头印
瓶口内缘毛刺
QB/T 3563—1999
表4(续完)
0.3 mm~1 mm轻击不破的砂粒
圆形直径在1mm~4mm以内;或摘圆形,长径在 5 mm 以内的气泡
任一乎方厘米内,Imm以下能目浏的气泡破气泡
尖锐刺手的合缝线
凸出的合缝线
严重的、明显皱皮及模具氧化斑容量
瓶身外径
口外径
瓶身厚度
瓶底厚度
本标准的条目
检查水平
合格质量水平
4.1订货方有权按本标准规定的产品技术条件或双方签订的合同及协议,对产品进行检查。4.2罐头瓶的交收检验是逐批检查。4.3逐批检查
4.3.1透批检查的抽样方案应按GB/T28281987《逐批检查计数抽样程序及抽样表(适用于连续批的检查)》规定的二次抽样方案进行。4.3.2逐批抽样的批的划分,项目、合格质量水平(AQL)和检查水乎(IL)应符合以下规定。a)批应以生产条件基本相同或同一时期中生产和提交的瓶罐为一批,批的大小应尽可能一致;b)样本的抽取应使检查批中的单位产品抽取的机会均等:c)拖样检查项目见表4.
4.3.3在实施抽样检查时全部以不合格品数计。4.3.4当一批产品判为不台格时,应将该批产品退回供货方进行全面检查,除不台格品后,再次提交验收并说明该产品报废的数量和原因。如再不符合规定的要求,则应分析原因提出改进措施和对该产品的处理方法。
5.标志、包装、运输、贮存
5.1每件产品应附如下标记,
YKAONIKAca=
)产品名称,主要质量参数或等级;QB/T3563-1999
b)生产厂名、产品商标、生产厂地址:c)生产自期或出广日期及批号:d)检验合格证或合格标志:
e)检验员姓名或代号:
f)应注明“玻璃制品”、“小心轻放”。5.2包装
选用适当的包装材料,使产品清洁、包装牢固5.3运输
运输时必须防止剧烈寇动,装卸时要轻拿轻放。5.4贮存
堆放在天的产品,应避免雨水漫入产品内部,防止产生水溃。-TYKAONYKACa
中华人民共和国
轻工行业标准
500毫升罐头瓶
QB/T3563—1999
轻工业标雅化编辑出版委员会
地址:北京朝阳区光华路12号
(中国制浆遗纸研究院内 1号楼 3层)邮政编码:100020
电话:(010)65811585
版权专有慢权必究
印数:1-200 册
定价:12.00元
66665998
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。