JB/T 10729-2007
基本信息
标准号: JB/T 10729-2007
中文名称:大型强迫同步圆振动筛
标准类别:机械行业标准(JB)
英文名称:Large forced synchronous circular vibrating screen
标准状态:已作废
发布日期:2007-05-29
实施日期:2007-11-01
作废日期:2022-04-01
下载格式:pdf zip
标准分类号
标准ICS号: 采矿和矿产品>>73.120矿产加工设备
中标分类号:矿业>>矿山机械设备>>D95筛分设备
关联标准
替代情况:被JB/T 10729-2021代替
出版信息
出版社:机械工业出版社
书号:15111.8538
页数:8页
标准价格:10.0
出版日期:2007-11-01
相关单位信息
起草人:刘春玉、陈文龙、王琦玮、黄嘉琳等
起草单位:鞍山市重型矿山机器厂、南昌矿山机械有限公司
归口单位:全国矿山机械标委会
提出单位:中国机械工业联合会
发布部门:中华人民共和国国家发展和改革委员会
标准简介
本标准规定了大型强迫同步圆振动筛的产品分类、技术要求、试验方法、检验规则、标志、标签、使用说明书、包装、运输和贮存。 本标准适用于筛面宽度不小于3M、长度不小于6M的大型强迫同步振动筛(以下简称圆振筛)。该筛机主要用于煤炭、冶金、矿山、建材、水电和化工等行业、对于、湿式大、中块散状物料进行粒度分级。
标准图片预览
标准内容
品质量认证后方可在族道车辆上使用。6.2钢材应由制造厂的质量检验部门进行检查和验收。铁路验收部门有权参与制造厂所有生产过程的试验、检查、检测和验收:制造厂应提供生产、试验、检验、技术标准和质量保证体系等有关资料。6.3钢材应成批验收,每批由同--炉错号、同一品种、同一尺寸、同一轧制和热处理制度的钢材组成,质量不应超过60t。
6.4车辆工厂应对铁道车辆用耐大气腐蚀钢材的化学成分、力学性能、外形尺寸及表面质量进行复查,当复查结果不合格时有权进行索赔。当发生质量异议,处理双方意见不一致时,由双方认可的权威机构进行仲裁。化学成分有异议时,应采用化学分析法仲裁。6.5车辆工厂对稀土元素复查规则为:每熔炼炉号抽取-个样品进行检验,如不合格,允许在同一熔炼炉号的不同卷号中取双倍试样复验,当两个复验试样的试验结果均不合格时,则该炉号产品为不合格。6.6当冲击试验结果不符合本标准要求时,应从同一样坏上另取3个试样进行试验,先后6个试样的试验结果平均值应不低于表3的规定值,并且其中低于规定值的试样不应超过2个,低于规定值70%的试样不超过1个。
6.7其他项目的复验应符合GB/T247—1997和GB/T2101—1989的规定。包装、标志和质量证明书
钢材的包装、标志和质量证明书应符合GB/T247一1997和GB/T2101-1989的规定全文阅读已结束,下载本文需要使用TB/T1979—2003
本标准代替TB/T1979—1987《铁道车辆用耐候钢板(带)技术条件》。TB/T1979—1987予以度止。
本标准是根据耐大气腐蚀钢的发展和应用情况,参考国际和国外有关标准,并在《铁道车辆用耐大气腐蚀钢供货技术条件》(暂行)基础上对TB/T19791987《铁道车辆用耐候钢板(带)技术条件》进行修订的。
本标准与TB/T1979~1987相比较,主要技术内容做了以下修改:-增加了型钢的有关技术要求;
化学成分进行了适当的调整,稀土元素规定由加入量改为成品钢材中的含量;提高了力学性能指标,并增加了冲击性能要求;增加了晶粒度、非金属夹杂物和耐腐蚀性能要求。本标准由铁道部标准计量研究所提出并归口。本标准起草单位:铁道部标准计量研究所、铁道科学研究院金属及化学研究所。本标准主要起草人:朱梅、张斌、杨松柏、高俊莉、付秀琴。本标准于1987年1月首次发布,本次为第一次修订。1范围
铁道车辆用耐大气腐蚀钢订货技术条件TB/T19792003
本标准规定了铁道车辆用耐大气腐蚀钢的尺寸和外形、技术要求、试验方法、检验规则、包装、标志和质量证明书等。
本标准适用于制造铁道车辆用耐大气腐蚀钢的热轧和冷轧的板、钢带和型钢。2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T222--1984钢的化学分析用试样取样法及成品化学成分允许偏差GB/T223.3-1988
GB/T223.51997
GB/T223.11—1991
GB/T223.14--2000
GB/T223.16~1991
GB/T223.19~1989
GB/T 223.231994
GB/T 223.491994
GB/T223.58—1987
GB/T 223.60-1997
GB/T223.611988
GB/T223.631988
GB/T223.641988
GB/T 223.68-1997
GB/T223.691997
GB/T223.721991
GB/T228—2002
钢铁及合金化学分析方法
二安替比林甲烷磷钼酸重量法测定磷量钢铁及合金化学分析方法还原型硅钼酸盐光度法测定酸溶硅含量钢铁及合金化学分析方法
过硫酸铵氧化容量法测定铬量
钢铁及合金化学分析方法
钢铁及合金化学分析方法
钢铁及合金化学分析方法
钢铁及合金化学分析方法
钢铁及合金化学分析方法
钢铁及合金化学分析方法
锅铁及合金化学分析方法
钢铁及合金化学分析方法
钢铁及合金化学分析方法
钢铁及合金化学分析方法
钢铁及合金化学分析方法
钢铁及合金化学分析方法
钮试剂萃取光度法测定钒量
变色酸光度法测定钛量
新亚铜灵.三氟甲烷萃取光度法测定铜量丁二酮分光光度法测定镍量
萃取分离-偶氮氯麟mA分光光度法测定稀土亚砷酸钠、亚硝酸钠滴定法测定锰量高氯酸脱水重最法测定硅含量
磷钼酸铵容量法测定磷量
高碳酸钠(钾)光度法测定锰量火焰原子吸收光谱法测定锰量
管式炉内燃烧后碘酸钾滴定法测定硫含量管式炉内燃烧后气体容量法测定碳含量氧氨化铝色层分离-硫酸领重量法测定硫量钢铁及合金化学分析方法
金属材料室温拉伸试验方法
GB/T2291994
金属夏比缺口冲击试验方法
GB/T232—1999
GB/T247—1997
GB/T708—1988
GB/T7091988
GB/T2101--1989
GB/T2975—1998
GB/T4336-1984
金属材料弯曲试验方法
钢板和钢带检验、包装、标志及质量证明书的一般规定冷轧钢板和钢带的尺寸、外形、重量及允许偏差热轧钢板和钢带的尺寸、外形、重量及允许偏差型钢验收、包装、标志及质量证明书的一般规定钢及钢产品力学性能试验取样位置及试样制备碳素钢和中低合金钢的光电发射光谱分析方法GB/T10561—1989
钢中非金属夹杂物显微评定方法TB/T1979-—2003
TB/T23751993
YB/T5148—1993
3尺寸和外形
铁路用耐候钢周期浸润腐蚀试验方法金属平均晶粒度测定法
钢板和钢带的尺寸、外形及允许偏差应符合GB/T7091988和GB/T708一1988的有关规定。3.1
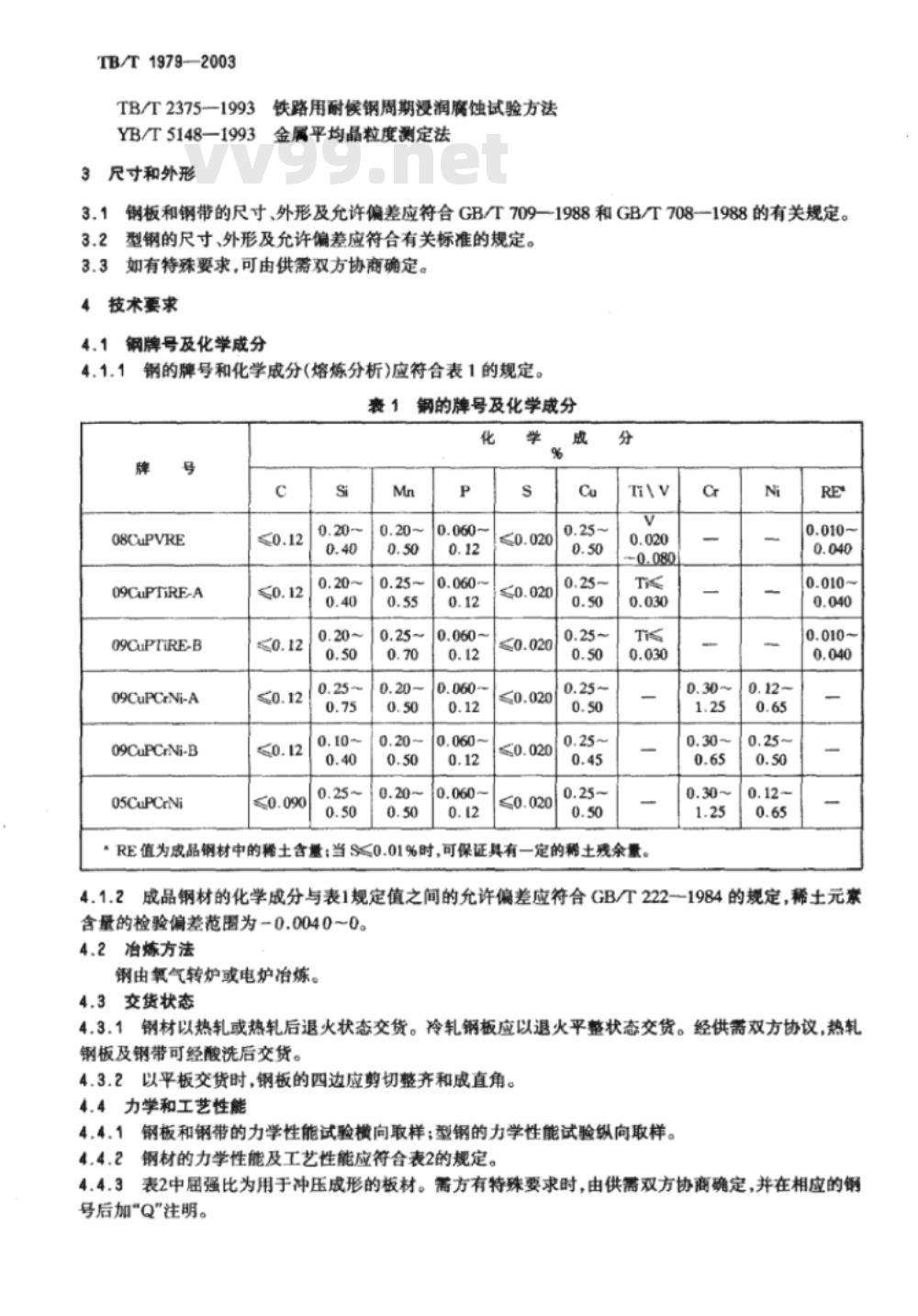
3.2型钢的尺寸、外形及允许偏差应符合有关标准的规定。3.3如有特殊要求,可由供需双方协商确定。4技术要求
钢牌号及化学成分
钢的牌号和化学成分(熔炼分析)应符合表1的规定。表1钢的牌号及化学成分
0BCuPVRE
09CuPTiRE-A
09CuPTiRE-B
09CuPCrNi-A
09CuPCrNi-B
05CuPCrNi
*RE值为成品钢材中的稀土含量;当0.01%时,可保证具有一定的稀土残余量。Cr
4.1.2成品钢材的化学成分与表1规定值之间的允许偏差应符合GB/T222-1984的规定,稀土元案含量的检验偏差范围为-0.0040~0。4.2冶炼方法
钢由氧气转炉或电炉冶炼。
4.3交货状态
4.3.1钢材以热轧或热轧后退火状态交货。冷轧钢板应以退火平整状态交货。经供需双方协议,热轧钢板及钢带可经酸洗后交货。
4.3.2以平板交货时,钢板的四边应剪切整齐和成直角。4.4力学和工艺性能
4.4.1钢板和钢带的力学性能试验横向取样:型钢的力学性能试验纵向取样。4.4.2
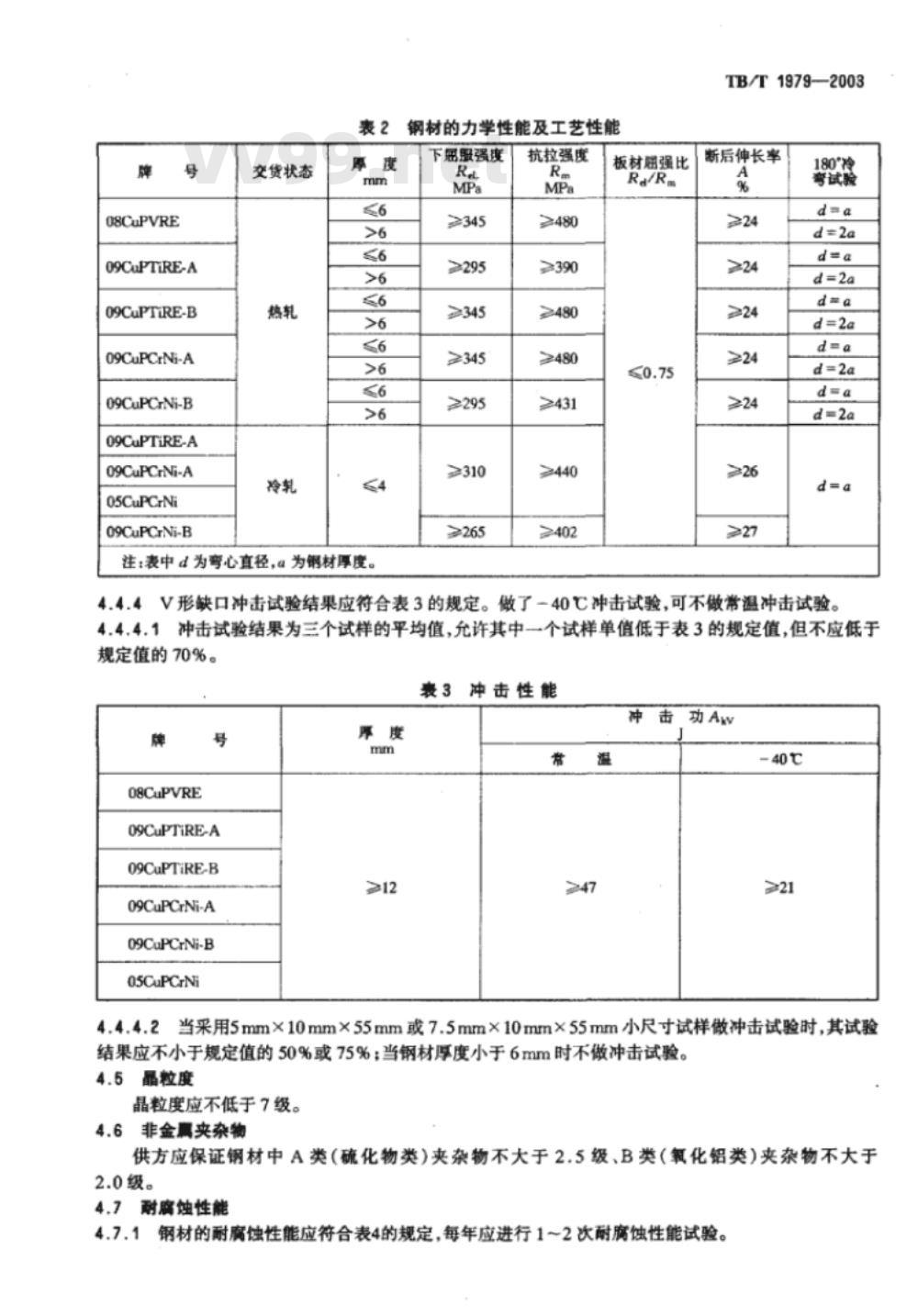
钢材的力学性能及工艺性能应符合表2的规定。表2中屈强比为用于冲压成形的板材。需方有特殊要求时,由供需双方协商确定,并在相应的钢号后加“Q\注明。
08CuPVRE
09CuPTiRE-A
09CuPTiRE-B
09CuPCrNi-A
09CuPCrNi-B
09CuPTiRE-A
09CuPCrNi-A
05CuPCrNi
09CuPCrNi-B
交货状态
注:表中d为弯心直径,a为铜材厚度。钢材的力学性能及工艺性能
下癌服强度
抗拉强度
≥480
≥480
≥480
≥431
≥440
板材照强比
TB/T19792003
断后伸长率
180冷
弯试验
4.4.4V形缺口冲击试验结果应符合表3的规定。做了-40℃冲击试验,可不做常温冲击试验。4.4.4.1冲击试验结果为三个试样的平均值,允许其中--个试样单值低于表3的规定值,但不应低于规定值的70%。
表3冲击性能
08CuPVRE
09CuPTiRE-A
09CuPTiRE-B
09CuPCrNi-A
09CuPCrNi-B
05CuPCrNi
冲击功Awy
4.4.4.2当采用5mm×10mm×55mm或7.5mm×10mm×55mm小尺寸试样做冲击试验时,其试验结果应不小于规定值的50%或75%;当钢材厚度小于6mm时不做冲击试验。4.5晶粒度
晶粒度应不低于7级。
4.6非金属夹杂物
供方应保证钢材中A类(硫化物类)夹杂物不大于2.5级、B类(氟化铝类)夹杂物不大于2.0级。
4.7耐腐蚀性能
钢材的耐腐蚀性能应符合表4的规定,每年应进行1~2次耐腐蚀性能试验。TB/T1979—2003
08CuPVRE
09CuPTiRE-A
09CuPTiRE-B
09CuPCrNi-A
09CuPCrNi-B
05CuPCrNi
Q235-A
耐底蚀性能
相对腐蚀速率
≤65%
≤65%
≤65%
≤60%
≤60%
≤60%
4.7.2对耐大气腐蚀钢新品种,应进行室内加速腐蚀试验(周期浸润腐蚀试验等)和各种气候环境条件的大气曝晒试验。试验应根据有关标准,在国家级大气曝晒网站进行,试验总时间不应少于5年。4.7.3如有特殊要求,可由供需双方协商确定。4.8表面质量
4.8.1钢材不应有分层。钢材的表面不应有裂纹、气泡、结疤、夹杂、折叠。如表面有上述缺陷允许清除,清除的深度不应超过钢材厚度公差之半,清除处应圆滑无棱角。型钢表面缺陷不应横向铲除。4.8.2钢带允许带缺陷交货,但有缺陷的部分不应超过每卷总长度的5%。4.8.3如有特殊要求,可由供需双方协商确定。6
试验方法
每批钢材的检验项目、取样数量、取样方法和试验方法应符合表5的规定。裹5
检验项目、取样数量、取样和试验方法检验项目
化学成分
拉伸性能
冲击性能
晶粒度
非金属夹杂物
耐腐蚀性能
取样数量
1(每炉罐号)
1(每批)
1(每批)
3(每批)
5(每次)
取样方法
GB/T 222-1984
GB/T 2975-1998
GB/T 29751998
GB/T 29751998
试验方法
GB/T223或GB/T4336—1984,稀土元素检验采用化学法GB/T2282002
GB/T232—1999
GB/T2291994
YB/T5148-1993Vv99.net
GB/T 105611989
TB/T23751993
5.2厚度大于等于6mm且小于12mm的锅板、钢带及型钢,应采用5mm×10mm×55mm或7.5mmx10mm×55mm小尺寸试样做冲击试验。冲击试样保留-个轧制面。5.3耐腐蚀性能试验时间为72h,对比试样对应钢牌号Q235-A的化学成分应符合表6的规定。表6耐腐蚀试验对比试样的化学成分钢牌号
Q235-A
0.14~0.22
0.30~0.60
6检验规则
TB/T1979—2003
6.1铁道车辆用耐大气腐蚀钢板、钢带及型钢需经产品质量认证后方可在铁道车辆上使用。6.2钢材应由制造厂的质量检验部门进行检查和验收。铁路验收部门有权参与制造厂所有生产过程的试验、检查、检测和验收:制造厂应提供生产、试验、检验、技术标准和质量保证体系等有关资料。6.3钢材应成批验收,每批由同--炉罐号、同一品种、同一尺寸、同一轧制和热处理制度的钢材组成,质量不应超过60t。
6.4车辆工厂应对铁道车辆用耐大气腐蚀钢材的化学成分、力学性能、外形尺寸及表面质量进行复查,当复查结果不合格时有权进行索赔。当发生质量异议,处理双方意见不一致时,由双方认可的权威机构进行仲裁。化学成分有异议时,应采用化学分析法仲裁。6.5车辆工厂对稀土元素复查规则为:每熔炼炉号抽取-=个样品进行检验,如不合格,允许在同一熔炼炉号的不同卷号中取双倍试样复验,当两个复验试样的试验结果均不合格时,则该炉号产品为不合格。6.6当冲击试验结果不符合本标准要求时,应从同一样坏上另取3个试样进行试验,先后6个试样的试验结果平均值应不低于表3的规定值,并且其中低于规定值的试样不应超过2个,低于规定值70%的试样不超过1个。
6.7其他项目的复验应符合GB/T247—1997和GB/T2101—1989的规定。包装、标志和质量证明书
钢材的包装、标志和质量证明书应符合GB/T247一1997和GB/T2101-1989的规定。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
6.4车辆工厂应对铁道车辆用耐大气腐蚀钢材的化学成分、力学性能、外形尺寸及表面质量进行复查,当复查结果不合格时有权进行索赔。当发生质量异议,处理双方意见不一致时,由双方认可的权威机构进行仲裁。化学成分有异议时,应采用化学分析法仲裁。6.5车辆工厂对稀土元素复查规则为:每熔炼炉号抽取-个样品进行检验,如不合格,允许在同一熔炼炉号的不同卷号中取双倍试样复验,当两个复验试样的试验结果均不合格时,则该炉号产品为不合格。6.6当冲击试验结果不符合本标准要求时,应从同一样坏上另取3个试样进行试验,先后6个试样的试验结果平均值应不低于表3的规定值,并且其中低于规定值的试样不应超过2个,低于规定值70%的试样不超过1个。
6.7其他项目的复验应符合GB/T247—1997和GB/T2101—1989的规定。包装、标志和质量证明书
钢材的包装、标志和质量证明书应符合GB/T247一1997和GB/T2101-1989的规定全文阅读已结束,下载本文需要使用TB/T1979—2003
本标准代替TB/T1979—1987《铁道车辆用耐候钢板(带)技术条件》。TB/T1979—1987予以度止。
本标准是根据耐大气腐蚀钢的发展和应用情况,参考国际和国外有关标准,并在《铁道车辆用耐大气腐蚀钢供货技术条件》(暂行)基础上对TB/T19791987《铁道车辆用耐候钢板(带)技术条件》进行修订的。
本标准与TB/T1979~1987相比较,主要技术内容做了以下修改:-增加了型钢的有关技术要求;
化学成分进行了适当的调整,稀土元素规定由加入量改为成品钢材中的含量;提高了力学性能指标,并增加了冲击性能要求;增加了晶粒度、非金属夹杂物和耐腐蚀性能要求。本标准由铁道部标准计量研究所提出并归口。本标准起草单位:铁道部标准计量研究所、铁道科学研究院金属及化学研究所。本标准主要起草人:朱梅、张斌、杨松柏、高俊莉、付秀琴。本标准于1987年1月首次发布,本次为第一次修订。1范围
铁道车辆用耐大气腐蚀钢订货技术条件TB/T19792003
本标准规定了铁道车辆用耐大气腐蚀钢的尺寸和外形、技术要求、试验方法、检验规则、包装、标志和质量证明书等。
本标准适用于制造铁道车辆用耐大气腐蚀钢的热轧和冷轧的板、钢带和型钢。2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T222--1984钢的化学分析用试样取样法及成品化学成分允许偏差GB/T223.3-1988
GB/T223.51997
GB/T223.11—1991
GB/T223.14--2000
GB/T223.16~1991
GB/T223.19~1989
GB/T 223.231994
GB/T 223.491994
GB/T223.58—1987
GB/T 223.60-1997
GB/T223.611988
GB/T223.631988
GB/T223.641988
GB/T 223.68-1997
GB/T223.691997
GB/T223.721991
GB/T228—2002
钢铁及合金化学分析方法
二安替比林甲烷磷钼酸重量法测定磷量钢铁及合金化学分析方法还原型硅钼酸盐光度法测定酸溶硅含量钢铁及合金化学分析方法
过硫酸铵氧化容量法测定铬量
钢铁及合金化学分析方法
钢铁及合金化学分析方法
钢铁及合金化学分析方法
钢铁及合金化学分析方法
钢铁及合金化学分析方法
钢铁及合金化学分析方法
锅铁及合金化学分析方法
钢铁及合金化学分析方法
钢铁及合金化学分析方法
钢铁及合金化学分析方法
钢铁及合金化学分析方法
钢铁及合金化学分析方法
钮试剂萃取光度法测定钒量
变色酸光度法测定钛量
新亚铜灵.三氟甲烷萃取光度法测定铜量丁二酮分光光度法测定镍量
萃取分离-偶氮氯麟mA分光光度法测定稀土亚砷酸钠、亚硝酸钠滴定法测定锰量高氯酸脱水重最法测定硅含量
磷钼酸铵容量法测定磷量
高碳酸钠(钾)光度法测定锰量火焰原子吸收光谱法测定锰量
管式炉内燃烧后碘酸钾滴定法测定硫含量管式炉内燃烧后气体容量法测定碳含量氧氨化铝色层分离-硫酸领重量法测定硫量钢铁及合金化学分析方法
金属材料室温拉伸试验方法
GB/T2291994
金属夏比缺口冲击试验方法
GB/T232—1999
GB/T247—1997
GB/T708—1988
GB/T7091988
GB/T2101--1989
GB/T2975—1998
GB/T4336-1984
金属材料弯曲试验方法
钢板和钢带检验、包装、标志及质量证明书的一般规定冷轧钢板和钢带的尺寸、外形、重量及允许偏差热轧钢板和钢带的尺寸、外形、重量及允许偏差型钢验收、包装、标志及质量证明书的一般规定钢及钢产品力学性能试验取样位置及试样制备碳素钢和中低合金钢的光电发射光谱分析方法GB/T10561—1989
钢中非金属夹杂物显微评定方法TB/T1979-—2003
TB/T23751993
YB/T5148—1993
3尺寸和外形
铁路用耐候钢周期浸润腐蚀试验方法金属平均晶粒度测定法
钢板和钢带的尺寸、外形及允许偏差应符合GB/T7091988和GB/T708一1988的有关规定。3.1
3.2型钢的尺寸、外形及允许偏差应符合有关标准的规定。3.3如有特殊要求,可由供需双方协商确定。4技术要求
钢牌号及化学成分
钢的牌号和化学成分(熔炼分析)应符合表1的规定。表1钢的牌号及化学成分
0BCuPVRE
09CuPTiRE-A
09CuPTiRE-B
09CuPCrNi-A
09CuPCrNi-B
05CuPCrNi
*RE值为成品钢材中的稀土含量;当0.01%时,可保证具有一定的稀土残余量。Cr
4.1.2成品钢材的化学成分与表1规定值之间的允许偏差应符合GB/T222-1984的规定,稀土元案含量的检验偏差范围为-0.0040~0。4.2冶炼方法
钢由氧气转炉或电炉冶炼。
4.3交货状态
4.3.1钢材以热轧或热轧后退火状态交货。冷轧钢板应以退火平整状态交货。经供需双方协议,热轧钢板及钢带可经酸洗后交货。
4.3.2以平板交货时,钢板的四边应剪切整齐和成直角。4.4力学和工艺性能
4.4.1钢板和钢带的力学性能试验横向取样:型钢的力学性能试验纵向取样。4.4.2
钢材的力学性能及工艺性能应符合表2的规定。表2中屈强比为用于冲压成形的板材。需方有特殊要求时,由供需双方协商确定,并在相应的钢号后加“Q\注明。
08CuPVRE
09CuPTiRE-A
09CuPTiRE-B
09CuPCrNi-A
09CuPCrNi-B
09CuPTiRE-A
09CuPCrNi-A
05CuPCrNi
09CuPCrNi-B
交货状态
注:表中d为弯心直径,a为铜材厚度。钢材的力学性能及工艺性能
下癌服强度
抗拉强度
≥480
≥480
≥480
≥431
≥440
板材照强比
TB/T19792003
断后伸长率
180冷
弯试验
4.4.4V形缺口冲击试验结果应符合表3的规定。做了-40℃冲击试验,可不做常温冲击试验。4.4.4.1冲击试验结果为三个试样的平均值,允许其中--个试样单值低于表3的规定值,但不应低于规定值的70%。
表3冲击性能
08CuPVRE
09CuPTiRE-A
09CuPTiRE-B
09CuPCrNi-A
09CuPCrNi-B
05CuPCrNi
冲击功Awy
4.4.4.2当采用5mm×10mm×55mm或7.5mm×10mm×55mm小尺寸试样做冲击试验时,其试验结果应不小于规定值的50%或75%;当钢材厚度小于6mm时不做冲击试验。4.5晶粒度
晶粒度应不低于7级。
4.6非金属夹杂物
供方应保证钢材中A类(硫化物类)夹杂物不大于2.5级、B类(氟化铝类)夹杂物不大于2.0级。
4.7耐腐蚀性能
钢材的耐腐蚀性能应符合表4的规定,每年应进行1~2次耐腐蚀性能试验。TB/T1979—2003
08CuPVRE
09CuPTiRE-A
09CuPTiRE-B
09CuPCrNi-A
09CuPCrNi-B
05CuPCrNi
Q235-A
耐底蚀性能
相对腐蚀速率
≤65%
≤65%
≤65%
≤60%
≤60%
≤60%
4.7.2对耐大气腐蚀钢新品种,应进行室内加速腐蚀试验(周期浸润腐蚀试验等)和各种气候环境条件的大气曝晒试验。试验应根据有关标准,在国家级大气曝晒网站进行,试验总时间不应少于5年。4.7.3如有特殊要求,可由供需双方协商确定。4.8表面质量
4.8.1钢材不应有分层。钢材的表面不应有裂纹、气泡、结疤、夹杂、折叠。如表面有上述缺陷允许清除,清除的深度不应超过钢材厚度公差之半,清除处应圆滑无棱角。型钢表面缺陷不应横向铲除。4.8.2钢带允许带缺陷交货,但有缺陷的部分不应超过每卷总长度的5%。4.8.3如有特殊要求,可由供需双方协商确定。6
试验方法
每批钢材的检验项目、取样数量、取样方法和试验方法应符合表5的规定。裹5
检验项目、取样数量、取样和试验方法检验项目
化学成分
拉伸性能
冲击性能
晶粒度
非金属夹杂物
耐腐蚀性能
取样数量
1(每炉罐号)
1(每批)
1(每批)
3(每批)
5(每次)
取样方法
GB/T 222-1984
GB/T 2975-1998
GB/T 29751998
GB/T 29751998
试验方法
GB/T223或GB/T4336—1984,稀土元素检验采用化学法GB/T2282002
GB/T232—1999
GB/T2291994
YB/T5148-1993Vv99.net
GB/T 105611989
TB/T23751993
5.2厚度大于等于6mm且小于12mm的锅板、钢带及型钢,应采用5mm×10mm×55mm或7.5mmx10mm×55mm小尺寸试样做冲击试验。冲击试样保留-个轧制面。5.3耐腐蚀性能试验时间为72h,对比试样对应钢牌号Q235-A的化学成分应符合表6的规定。表6耐腐蚀试验对比试样的化学成分钢牌号
Q235-A
0.14~0.22
0.30~0.60
6检验规则
TB/T1979—2003
6.1铁道车辆用耐大气腐蚀钢板、钢带及型钢需经产品质量认证后方可在铁道车辆上使用。6.2钢材应由制造厂的质量检验部门进行检查和验收。铁路验收部门有权参与制造厂所有生产过程的试验、检查、检测和验收:制造厂应提供生产、试验、检验、技术标准和质量保证体系等有关资料。6.3钢材应成批验收,每批由同--炉罐号、同一品种、同一尺寸、同一轧制和热处理制度的钢材组成,质量不应超过60t。
6.4车辆工厂应对铁道车辆用耐大气腐蚀钢材的化学成分、力学性能、外形尺寸及表面质量进行复查,当复查结果不合格时有权进行索赔。当发生质量异议,处理双方意见不一致时,由双方认可的权威机构进行仲裁。化学成分有异议时,应采用化学分析法仲裁。6.5车辆工厂对稀土元素复查规则为:每熔炼炉号抽取-=个样品进行检验,如不合格,允许在同一熔炼炉号的不同卷号中取双倍试样复验,当两个复验试样的试验结果均不合格时,则该炉号产品为不合格。6.6当冲击试验结果不符合本标准要求时,应从同一样坏上另取3个试样进行试验,先后6个试样的试验结果平均值应不低于表3的规定值,并且其中低于规定值的试样不应超过2个,低于规定值70%的试样不超过1个。
6.7其他项目的复验应符合GB/T247—1997和GB/T2101—1989的规定。包装、标志和质量证明书
钢材的包装、标志和质量证明书应符合GB/T247一1997和GB/T2101-1989的规定。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。