JB/T 5523-1991
基本信息
标准号: JB/T 5523-1991
中文名称:液压式弹簧压力试验机
标准类别:机械行业标准(JB)
标准状态:已作废
发布日期:1991-07-16
实施日期:1992-07-01
作废日期:2006-02-01
下载格式:pdf zip
标准分类号
中标分类号:仪器、仪表>>试验机与无损探伤仪器>>N71金属材料试验机
出版信息
页数:9页
标准价格:14.0
相关单位信息
标准简介
本标准规定了液压式弹簧压力试验机的主参数系列、技术要求、试验方法、检验规则、成套性、标志与包装。本标准适用于液压式弹簧压力试验机。
标准图片预览

标准内容
中华人民共和国机械行业标准
JB/T5523—91
液压式弹簧压力试验机
1991-07-16发布
机械电子工业部发布
1992-07-01实施
中华人民共和国机械行业标准
液压式弹簧压力试验机
主题内容与适用范围
JB/T5523-91
本标准规定了液压式弹簧压力试验机(以下简称试验机)的主参数系列、技术要求、试验方法、检验规则、成套性、标志与包装。本标准适用于液压式弹簧压力试验机。2
引用标准
GB2611
试验机通用技术要求。
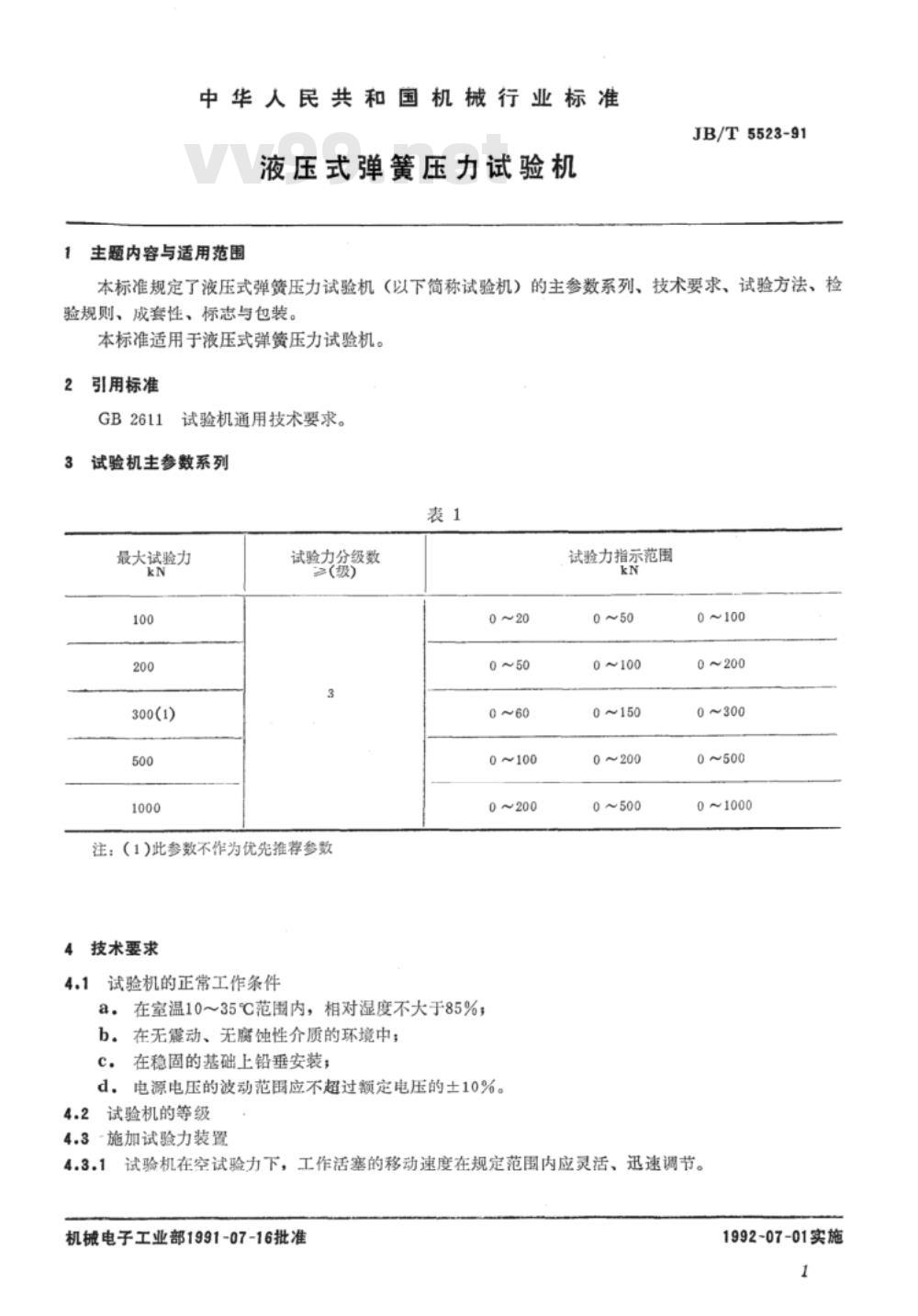
试验机主参数系列
最大试验力
300(1)
试验力分级数
注:(1)此参数不作为优先推荐参数4技术要求
4.1试验机的正常工作条件
a,在室温1035℃范围内,相对湿度不大于85%,b。在无震动、无腐蚀性介质的环境中;C,在稳固的基础上铅垂安装;
d,电源电压的波动范围应不超过额定电压的士10%。4.2试验机的等级
4.3-施加试验力装置
试验力指示范围
0~200
0~1000
4.3.1试验机在空试验力下,工作活塞的移动速度在规定范围内应灵活、迅速调节。机械电子工业部1991-07-16批准1992-07-01实施
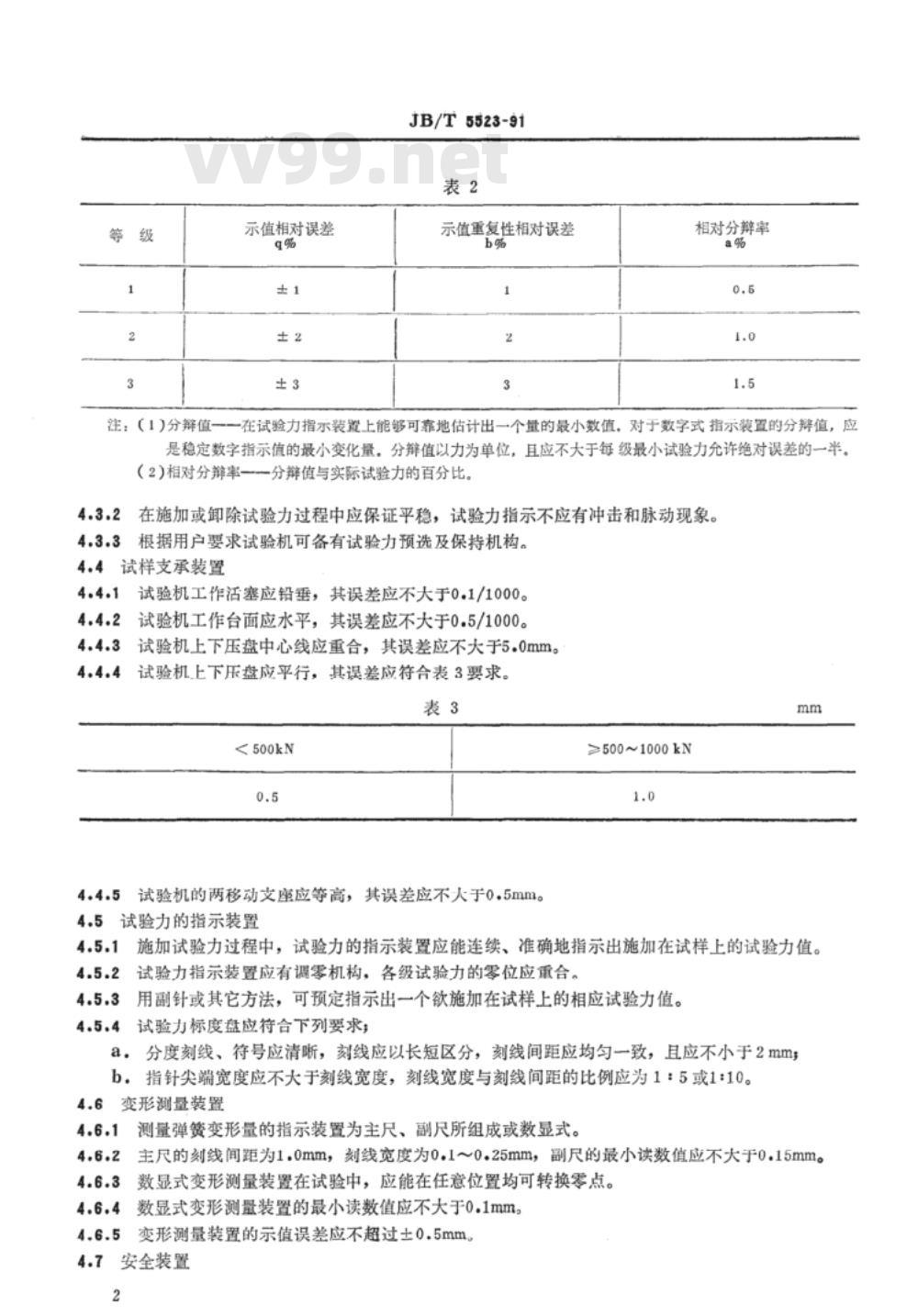
示值相对误差
JB/T5523-91
示值重复性相对误差
相对分辨率
注:(1)分舞值一一在试验力指示装置上能够可靠地估计出一个量的最小数值。对于数字式指示装置的分辨值,应是稳定数字指示值的最小变化量。分辩值以力为单位,且应不大于每级最小试验力允许绝对误差的一半。(2)相对分静率一分葬值与实际试验力的百分比。4.3.2在施加或卸除试验力过程中应保证平稳,试验力指示不应有冲击和脉动现象。4.3.3根据用户要求试验机可备有试验力预选及保持机构。4.4试样支承装置
4.4.1试验机工作活塞应铅垂,其误差应不大于0.1/1000。4.4.2试验机工作台面应水平,其误差应不大于0.5/1000。4.4.3试验机上下压盘中心线应重合,其误差应不大于5.0mm。4.4.4
试验机上下压盘应平行,其误差应符合表3要求。表3
<500kN
4.4.5试验机的两移动支座应等高,其误差应不大于0.5mm。4.5试验力的指示装置
≥500~1000kN
4.5.1施加试验力过程中,试验力的指示装置应能连续、准确地指示出施加在试样上的试验力值。4.5.2试验力指示装置应有调零机构,各级试验力的零位应重合。4.5.3用副针或其它方法,可预定指示出一个欲施加在试样上的相应试验力值。4.5.4试验力标度盘应符合下列要求;a。分度刻线、符号应清晰,刻线应以长短区分,刻线间距应均匀一致,且应不小于2mmsb。指针尖端宽度应不大于刻线宽度,刻线宽度与刻线间距的比例应为1:5或1:10。4.6变形测量装置
1测量弹簧变形量的指示装置为主尺、副尺所组成或数显式。4.6.1
主尺的刻线间距为1.0mm,刻线宽度为0.1~0.25mm,副尺的最小读数值应不大于0.15mm。数显式变形测量装置在试验中,应能在任意位置均可转换零点。4.6.3
数显式变形测量装置的最小读数值应不大于0.1mm:变形测量装置的示值误差应不超过土0.5mm。4.7安全装置
JB/T5523-91
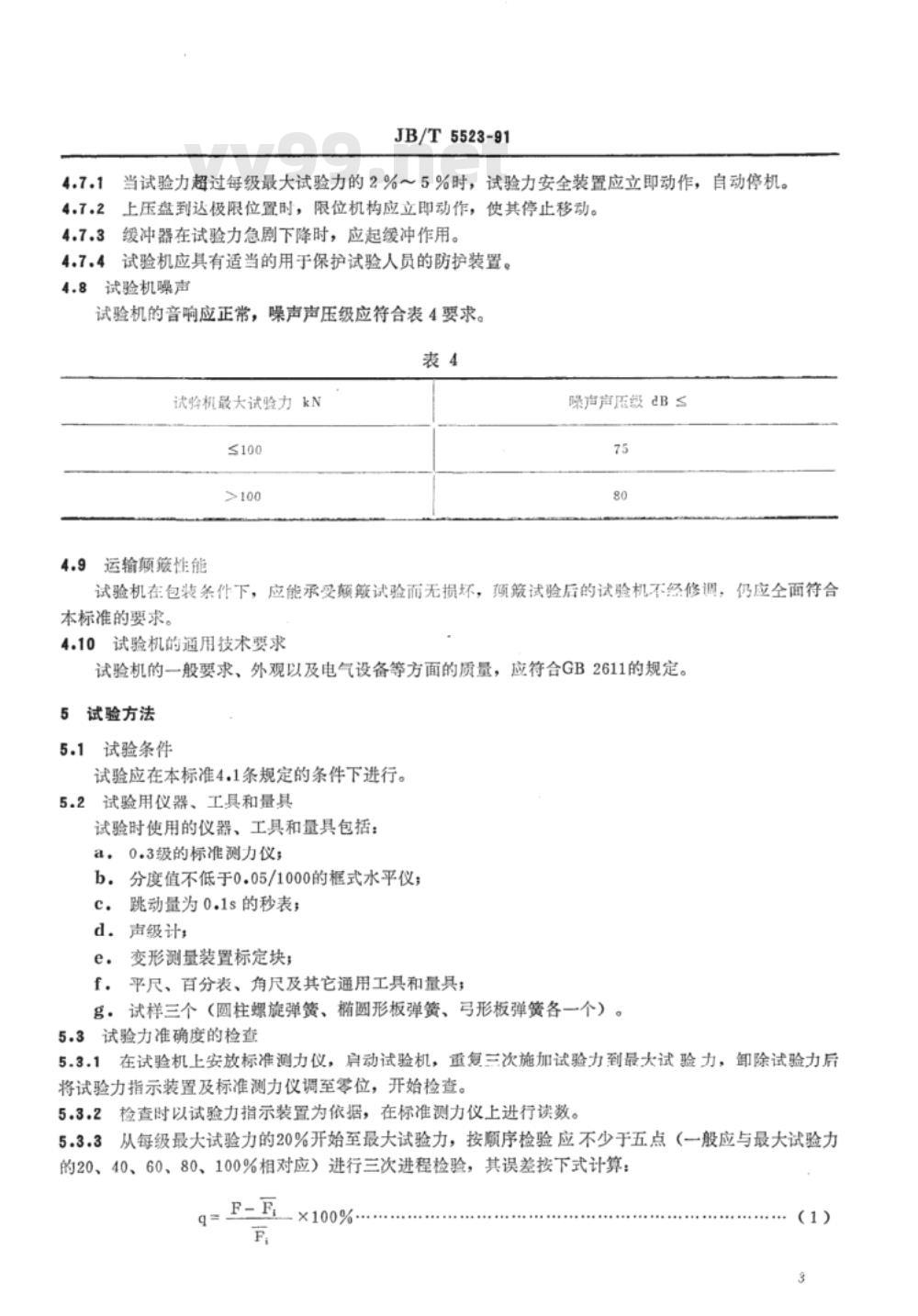
当试验力超过每级最大试验力的2%~5%时,试验力安全装置应立即动作,自动停机。4.7.2上压盘到达极限位置时,限位机构应立即动作,使其停止移动。缓冲器在试验力急剧下降时,应起缓冲作用。4.7.3
4.7.4试验机应具有适当的用于保护试验人员的防护装置。4.8试验机噪声
试验机的音响应正常,噪声声压级应符合表4要求。表4
试验机最大试验力kN
≤100
9运输顺筛性能
噪声声压级dB≤
试验机在包装条件下,应能承受颠簸试验而无损坏,预簇试验后的试验机不经修调,仍应全面符合本标准的要求。
4.10试验机的通用技术要求
试验机的一般要求、外观以及电气设备等方面的质量,应符合GB2611的规定。试验方法
5.1试验条件
试验应在本标准4.1条规定的条件下进行。5.2试验用仪器、工具和量具
试验时使用的仪器、工具和量具包括:a,0.3级的标准测力仪;
b。分度值不低于0.05/1000的框式水平仪;跳动量为0.1s的秒表;
d。声级计
变形测量装置标定块;
f,平尺、百分表、角尺及其它通用工具和量具;g:试样三个(圆柱螺旋弹簧、椭圆形板弹簧、弓形板弹簧各一个)。5.3试验力准确度的检查
5.3.1在试验机上安放标准测力仪,启动试验机,重复三次施加试验力到最大试验力,卸除试验力后将试验力指示装置及标准测力仪调至零位,开始检查。检查时以试验力指示装置为依据,在标准测力仪上进行读数。5.3.2
从每级最大试验力的20%开始至最大试验力,按顺序检验应不少于五点(一般应与最大试验力5.3.3
的20、40、60、80、100%相对应)进行三次进程检验,其误差按下式计算:q=F-E
式中:q-
JB/T5523-91
b= Fimx- Fiain ×100%..
一试验力示值相对误差;
试验力示值重复性相对误差:
F——标准测力仪进程的标准数;F,——进程中标准测力仪三次读数的算术平均值;Fiax
一进程中标准测力仪三次读数中的最大值;Fimia
一进程中标准测力仪三次读数中的最小值。5.4施加试验力装置的检查
5.4.1启动试验机观测检查4.3.1条。5.4.2启动试验机,施加试验力至最大试验力,检查4.3.2条。5.5试样支承装置的检查
4.4.1、4.4.2、4.4。3、4.4.4条的检查按表5进行。5.6试验力指示装置的捡查
5.6.1启动试验机使工作活塞位移10mm,变换试验力指示范围,检查本标准4.5.2条。5,6.2在试验机每级试验力范围内,做一个试样的压缩试验,检查4.5.1条和4.5.3条。5.6.3按要求检查4.5.4条。
5.7变形测量装置的检查
5.7。1将百分表和标定块分别置于上、下压盘上,并使其百分表测头触及标定块,增减标定块数量,每100mm检测一点,检查4.6.5条。5.7.2按要求检查4.6.1、4.6.2、4.6.3和4.6.4条。5.8安全装置的检查
按4.7条要求,分别进行实际检查。5.9试验机噪声的检查
噪声测量方法
a,将声级计传声器面向声源,且与水平面平行,距地面高度1.5m;b.声级计与试验机间的距离为1.0m;C。测量点沿试验机周围应不少于六点,以各测量点中测得的最大值作为试验机噪声声压级。5.9.2测试数据处理
测量试验机噪声时,应先测量本底(环境)噪声,其值应比试验机工作时测量的噪声声压级至少低10dB,若相差小于3dB则测量结果无效,若相差3~10dB时,按表6修正。表6
试验机噪声Lp按下式计算:
Lp= L, - AL.
JB/T5523-91
表中:L,一试验机工作时测量的最大噪声声压级,dB;L
一本底噪声声压级,dB;
AL—修正值。
5.10运输颠簸性能的检查
5.10.1在下列情况下应进行颠簸性能试验:试制出的新产品;
b。产品在设计、工艺或使用的材料及配套元件有重大变更以至影响产品性能时;不经常生产的产品再次生产时;c.
d.同类型产品质量测试评比时;e,成批生产的产品应进行定期抽查,一般为每年抽查一次,每次不得少于两台,如工厂生产不稳定时,有关部门视具体情况有权进行抽查。5.10.2运输颠簸性能试验
试验机及附件包装后装入载重汽车,在三级公路上以不少于25km/h的速度行驶100km后,按本标准要求进行全面检查。
5.11试验机通用技术要求的检查试验机的一般要求,外观以及电气设备等方面的质量,按GB2611进行检查。检验规则
试验机出厂时,应按本标准各条(第4.9条除外)要求进行全面检查。6.1
6.2试验机出厂检查的主要项目的实测数据,应记入试验机的随机文件中。6.3试验机须有证明产品质量合格的文件才能出厂。试验机的成套性与随机文件
成套性包括:
a,试验机主机;VV99.net
b.测力装置;
c.油源;
d,保证基本性能所必需的附件和工具。7.2随同试验机供应下列文件
使用说明书;
b,合格证明书;
c.装箱单。
8标志与包装
8.1标志
8.1.1每台试验机应有铭牌,内容包括:a,试验机名称
b.试验机型号;
试验机准确度等级(二级可不标注),c.
d出厂日期;
e,出厂编号;
JB/T5523-91
f.制造厂名称。
8.1.2包装箱上的标志,不应因时间经久和雨水冲刷而模糊不清,其内容包括:制造厂名称、试验机名称和出厂编号;a.
收货单位及地址:
包装箱尺寸、毛重、共×箱、第×箱、箱子重心和吊索位置;c.
d。“向上”“精密仪器”“轻放”等字样或图样。8.2包装
8.2.1试验机未涂漆的零件、部件应油封包装。8.2.2试验机所带的各种附件和工具等应油封包装。8.2.3试验机应牢固地固定在包装箱中,确保运输安全可靠。8.2.4包装箱选用的材料和结构,应能防止风砂和雨水漫入箱内。表5
检查项目
试样支承装置的检查
误差≤
检查工具
工作活塞0.1/10000.05/1000
应铅垂
框式水平仪
工作台面0.5/10000.05/1000
应水平
上下压盘
中心线应
榴式水平
仪,平尺。
角尺、
辆尺。
启动试验机使工作活塞移动250mm将水平仪靠在工作活塞的圆柱表面上在相互垂直的两个方向上进行检查,水平仪的最大读数值就是工作活塞的铅垂误差。
将水平仪置工作台面两端极限位置,按a纵向,b横向,分别检查。水平仪读数的最大差值,就是工作合面的水平误差。启动试验机使上压盘下移至极限位置将角尺置于下压盘上,用角尺靠住上压盘侧表面。用钢尺检查,检查时,在两相互垂直的方向上进行两对应表面上钢尺读数值的最大差值之半,就是重合误差。
黔,蕊
附加说明:
检查项目
JB/T5523-91
误差≤
上下压盘<500kN
应平行
1000kN
两移动支0.5mm
座应等高
检查工具
百分表、
表座。
$40hg检
验棒。
百分表、
表座。
检查方
启动试验机使上压盘下移300mm后,将百分表座置于下压盘上,使其测头触及上压盘表面,任意方向移动表座,百分表读数的最大差值就是平行误差。
将Φ40h6检验棒,分别置于两移动支座定位槽口内,百分表座置于工作台面上,使其测头触及Φ40h。检验棒母线移动表座检验四点,百分表四点读数的最大差值,就是等高误差。本标准由机械电子工业部长春试验机研究所提出并归口。本标准由济南试验机厂和长春试验机研究所起草。本标准主要起草人刘毓芬蔡屏安宗化李延唐杨培林
中华人民共和国
机械行业标准
液压式弹簧压力试验机
JB/T5523--91
机械电子工业部标准化研究所出版(北京首体南路)
机械工业标准印刷厂印刷
(潮南长沙)
机械工业标准发行站发行
(湖南长沙市望城坡)
开本880×12301/16印张0.75字数140001992年3月第一版1992年3月第一次印刷印数1—2000
定价2.00元
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
JB/T5523—91
液压式弹簧压力试验机
1991-07-16发布
机械电子工业部发布
1992-07-01实施
中华人民共和国机械行业标准
液压式弹簧压力试验机
主题内容与适用范围
JB/T5523-91
本标准规定了液压式弹簧压力试验机(以下简称试验机)的主参数系列、技术要求、试验方法、检验规则、成套性、标志与包装。本标准适用于液压式弹簧压力试验机。2
引用标准
GB2611
试验机通用技术要求。
试验机主参数系列
最大试验力
300(1)
试验力分级数
注:(1)此参数不作为优先推荐参数4技术要求
4.1试验机的正常工作条件
a,在室温1035℃范围内,相对湿度不大于85%,b。在无震动、无腐蚀性介质的环境中;C,在稳固的基础上铅垂安装;
d,电源电压的波动范围应不超过额定电压的士10%。4.2试验机的等级
4.3-施加试验力装置
试验力指示范围
0~200
0~1000
4.3.1试验机在空试验力下,工作活塞的移动速度在规定范围内应灵活、迅速调节。机械电子工业部1991-07-16批准1992-07-01实施
示值相对误差
JB/T5523-91
示值重复性相对误差
相对分辨率
注:(1)分舞值一一在试验力指示装置上能够可靠地估计出一个量的最小数值。对于数字式指示装置的分辨值,应是稳定数字指示值的最小变化量。分辩值以力为单位,且应不大于每级最小试验力允许绝对误差的一半。(2)相对分静率一分葬值与实际试验力的百分比。4.3.2在施加或卸除试验力过程中应保证平稳,试验力指示不应有冲击和脉动现象。4.3.3根据用户要求试验机可备有试验力预选及保持机构。4.4试样支承装置
4.4.1试验机工作活塞应铅垂,其误差应不大于0.1/1000。4.4.2试验机工作台面应水平,其误差应不大于0.5/1000。4.4.3试验机上下压盘中心线应重合,其误差应不大于5.0mm。4.4.4
试验机上下压盘应平行,其误差应符合表3要求。表3
<500kN
4.4.5试验机的两移动支座应等高,其误差应不大于0.5mm。4.5试验力的指示装置
≥500~1000kN
4.5.1施加试验力过程中,试验力的指示装置应能连续、准确地指示出施加在试样上的试验力值。4.5.2试验力指示装置应有调零机构,各级试验力的零位应重合。4.5.3用副针或其它方法,可预定指示出一个欲施加在试样上的相应试验力值。4.5.4试验力标度盘应符合下列要求;a。分度刻线、符号应清晰,刻线应以长短区分,刻线间距应均匀一致,且应不小于2mmsb。指针尖端宽度应不大于刻线宽度,刻线宽度与刻线间距的比例应为1:5或1:10。4.6变形测量装置
1测量弹簧变形量的指示装置为主尺、副尺所组成或数显式。4.6.1
主尺的刻线间距为1.0mm,刻线宽度为0.1~0.25mm,副尺的最小读数值应不大于0.15mm。数显式变形测量装置在试验中,应能在任意位置均可转换零点。4.6.3
数显式变形测量装置的最小读数值应不大于0.1mm:变形测量装置的示值误差应不超过土0.5mm。4.7安全装置
JB/T5523-91
当试验力超过每级最大试验力的2%~5%时,试验力安全装置应立即动作,自动停机。4.7.2上压盘到达极限位置时,限位机构应立即动作,使其停止移动。缓冲器在试验力急剧下降时,应起缓冲作用。4.7.3
4.7.4试验机应具有适当的用于保护试验人员的防护装置。4.8试验机噪声
试验机的音响应正常,噪声声压级应符合表4要求。表4
试验机最大试验力kN
≤100
9运输顺筛性能
噪声声压级dB≤
试验机在包装条件下,应能承受颠簸试验而无损坏,预簇试验后的试验机不经修调,仍应全面符合本标准的要求。
4.10试验机的通用技术要求
试验机的一般要求、外观以及电气设备等方面的质量,应符合GB2611的规定。试验方法
5.1试验条件
试验应在本标准4.1条规定的条件下进行。5.2试验用仪器、工具和量具
试验时使用的仪器、工具和量具包括:a,0.3级的标准测力仪;
b。分度值不低于0.05/1000的框式水平仪;跳动量为0.1s的秒表;
d。声级计
变形测量装置标定块;
f,平尺、百分表、角尺及其它通用工具和量具;g:试样三个(圆柱螺旋弹簧、椭圆形板弹簧、弓形板弹簧各一个)。5.3试验力准确度的检查
5.3.1在试验机上安放标准测力仪,启动试验机,重复三次施加试验力到最大试验力,卸除试验力后将试验力指示装置及标准测力仪调至零位,开始检查。检查时以试验力指示装置为依据,在标准测力仪上进行读数。5.3.2
从每级最大试验力的20%开始至最大试验力,按顺序检验应不少于五点(一般应与最大试验力5.3.3
的20、40、60、80、100%相对应)进行三次进程检验,其误差按下式计算:q=F-E
式中:q-
JB/T5523-91
b= Fimx- Fiain ×100%..
一试验力示值相对误差;
试验力示值重复性相对误差:
F——标准测力仪进程的标准数;F,——进程中标准测力仪三次读数的算术平均值;Fiax
一进程中标准测力仪三次读数中的最大值;Fimia
一进程中标准测力仪三次读数中的最小值。5.4施加试验力装置的检查
5.4.1启动试验机观测检查4.3.1条。5.4.2启动试验机,施加试验力至最大试验力,检查4.3.2条。5.5试样支承装置的检查
4.4.1、4.4.2、4.4。3、4.4.4条的检查按表5进行。5.6试验力指示装置的捡查
5.6.1启动试验机使工作活塞位移10mm,变换试验力指示范围,检查本标准4.5.2条。5,6.2在试验机每级试验力范围内,做一个试样的压缩试验,检查4.5.1条和4.5.3条。5.6.3按要求检查4.5.4条。
5.7变形测量装置的检查
5.7。1将百分表和标定块分别置于上、下压盘上,并使其百分表测头触及标定块,增减标定块数量,每100mm检测一点,检查4.6.5条。5.7.2按要求检查4.6.1、4.6.2、4.6.3和4.6.4条。5.8安全装置的检查
按4.7条要求,分别进行实际检查。5.9试验机噪声的检查
噪声测量方法
a,将声级计传声器面向声源,且与水平面平行,距地面高度1.5m;b.声级计与试验机间的距离为1.0m;C。测量点沿试验机周围应不少于六点,以各测量点中测得的最大值作为试验机噪声声压级。5.9.2测试数据处理
测量试验机噪声时,应先测量本底(环境)噪声,其值应比试验机工作时测量的噪声声压级至少低10dB,若相差小于3dB则测量结果无效,若相差3~10dB时,按表6修正。表6
试验机噪声Lp按下式计算:
Lp= L, - AL.
JB/T5523-91
表中:L,一试验机工作时测量的最大噪声声压级,dB;L
一本底噪声声压级,dB;
AL—修正值。
5.10运输颠簸性能的检查
5.10.1在下列情况下应进行颠簸性能试验:试制出的新产品;
b。产品在设计、工艺或使用的材料及配套元件有重大变更以至影响产品性能时;不经常生产的产品再次生产时;c.
d.同类型产品质量测试评比时;e,成批生产的产品应进行定期抽查,一般为每年抽查一次,每次不得少于两台,如工厂生产不稳定时,有关部门视具体情况有权进行抽查。5.10.2运输颠簸性能试验
试验机及附件包装后装入载重汽车,在三级公路上以不少于25km/h的速度行驶100km后,按本标准要求进行全面检查。
5.11试验机通用技术要求的检查试验机的一般要求,外观以及电气设备等方面的质量,按GB2611进行检查。检验规则
试验机出厂时,应按本标准各条(第4.9条除外)要求进行全面检查。6.1
6.2试验机出厂检查的主要项目的实测数据,应记入试验机的随机文件中。6.3试验机须有证明产品质量合格的文件才能出厂。试验机的成套性与随机文件
成套性包括:
a,试验机主机;VV99.net
b.测力装置;
c.油源;
d,保证基本性能所必需的附件和工具。7.2随同试验机供应下列文件
使用说明书;
b,合格证明书;
c.装箱单。
8标志与包装
8.1标志
8.1.1每台试验机应有铭牌,内容包括:a,试验机名称
b.试验机型号;
试验机准确度等级(二级可不标注),c.
d出厂日期;
e,出厂编号;
JB/T5523-91
f.制造厂名称。
8.1.2包装箱上的标志,不应因时间经久和雨水冲刷而模糊不清,其内容包括:制造厂名称、试验机名称和出厂编号;a.
收货单位及地址:
包装箱尺寸、毛重、共×箱、第×箱、箱子重心和吊索位置;c.
d。“向上”“精密仪器”“轻放”等字样或图样。8.2包装
8.2.1试验机未涂漆的零件、部件应油封包装。8.2.2试验机所带的各种附件和工具等应油封包装。8.2.3试验机应牢固地固定在包装箱中,确保运输安全可靠。8.2.4包装箱选用的材料和结构,应能防止风砂和雨水漫入箱内。表5
检查项目
试样支承装置的检查
误差≤
检查工具
工作活塞0.1/10000.05/1000
应铅垂
框式水平仪
工作台面0.5/10000.05/1000
应水平
上下压盘
中心线应
榴式水平
仪,平尺。
角尺、
辆尺。
启动试验机使工作活塞移动250mm将水平仪靠在工作活塞的圆柱表面上在相互垂直的两个方向上进行检查,水平仪的最大读数值就是工作活塞的铅垂误差。
将水平仪置工作台面两端极限位置,按a纵向,b横向,分别检查。水平仪读数的最大差值,就是工作合面的水平误差。启动试验机使上压盘下移至极限位置将角尺置于下压盘上,用角尺靠住上压盘侧表面。用钢尺检查,检查时,在两相互垂直的方向上进行两对应表面上钢尺读数值的最大差值之半,就是重合误差。
黔,蕊
附加说明:
检查项目
JB/T5523-91
误差≤
上下压盘<500kN
应平行
1000kN
两移动支0.5mm
座应等高
检查工具
百分表、
表座。
$40hg检
验棒。
百分表、
表座。
检查方
启动试验机使上压盘下移300mm后,将百分表座置于下压盘上,使其测头触及上压盘表面,任意方向移动表座,百分表读数的最大差值就是平行误差。
将Φ40h6检验棒,分别置于两移动支座定位槽口内,百分表座置于工作台面上,使其测头触及Φ40h。检验棒母线移动表座检验四点,百分表四点读数的最大差值,就是等高误差。本标准由机械电子工业部长春试验机研究所提出并归口。本标准由济南试验机厂和长春试验机研究所起草。本标准主要起草人刘毓芬蔡屏安宗化李延唐杨培林
中华人民共和国
机械行业标准
液压式弹簧压力试验机
JB/T5523--91
机械电子工业部标准化研究所出版(北京首体南路)
机械工业标准印刷厂印刷
(潮南长沙)
机械工业标准发行站发行
(湖南长沙市望城坡)
开本880×12301/16印张0.75字数140001992年3月第一版1992年3月第一次印刷印数1—2000
定价2.00元
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。