JB/DQ 2066-1982
基本信息
标准号: JB/DQ 2066-1982
中文名称:SN10系列户内高压少油断路器隔板技术条件
标准类别:机械行业标准(JB)
标准状态:已作废
实施日期:1992-10-01
下载格式:pdf zip
标准分类号
中标分类号:电工>>输变电设备>>K43高压开关设备
关联标准
出版信息
页数:15页
标准价格:17.0
相关单位信息
标准简介
标准图片预览


标准内容
中华人民共和国第四机械工业部部标准SJ2066—82
小模数渐开线圆柱齿轮通用技术条件1982-02-18发布
1982-07-01实施
中华人民共和国第四机械工业部批准
中华人民共和国第四机械工业部部标准小模数渐开线圆柱齿轮通用技术条件SJ2066-82
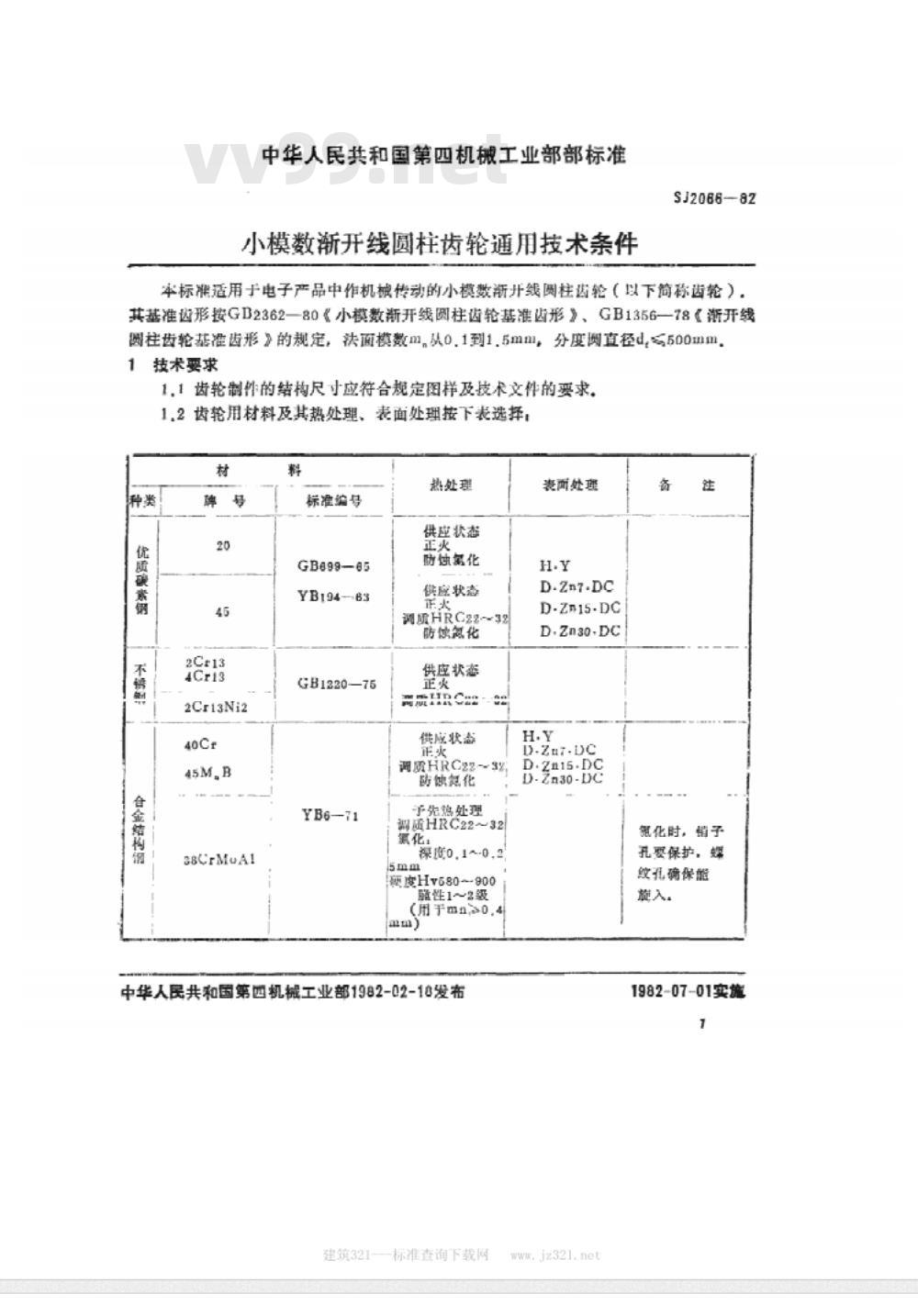
本标准适用于电子产品中作机械传动的小模数渐开线圆柱齿轮(以下简称齿轮)。其基准齿形按GB2362—80《小模数渐开线圆柱齿轮基准齿形》、GB1356—78《渐开线圆柱齿轮基准齿形》的规定,法面模数m,从0.1到1.5mm,分度测直径d多500mm,1技术要求
1.1齿轮制件的结构尺寸应符合规定图样及技术文件的要求。1,2齿轮用材料及其热处理、表面处理按下表选择,材
优质碳素钢
不锈制
合金构阀
2Cr13Ni2
38CrMuAl
标准编号
GB699-65
YB19463
GB1220—75
YB6-71
热处理
供应状态
防蚀氨化
供应状态
调质HRC22~32
防蚀氮化
供应状态
两mHRCaa
供应状态
调质HRC22-32
防蚀氨化
予先热处理
调重HRC2232
氯化,
深度0.1~0,
赢度Hv580900
髓性1~2级
(用于mn>0,
中华人民共和国第四机械工业部1982-02-10发布建筑321---标准查询下载网
表面处理
D·Zn15·DC
D.Zn30.DC
D·2n15.DC
DZn30-DC
www.jz.321.net
鼠化时,销予
孔要保护,蝶
纹孔确保能
靠入:
1982-07-01实施
铝合金
QA19--2
QSi8-1
标准编号
YB14671
YB45771
YB460--71
YB147-
YBS53-
YB455-
YB613-93
JB87975
SJ2066-82
热处理
供应状态
萍火百然时效
漳火人工时效
油煮处理
温水处理
表面处理
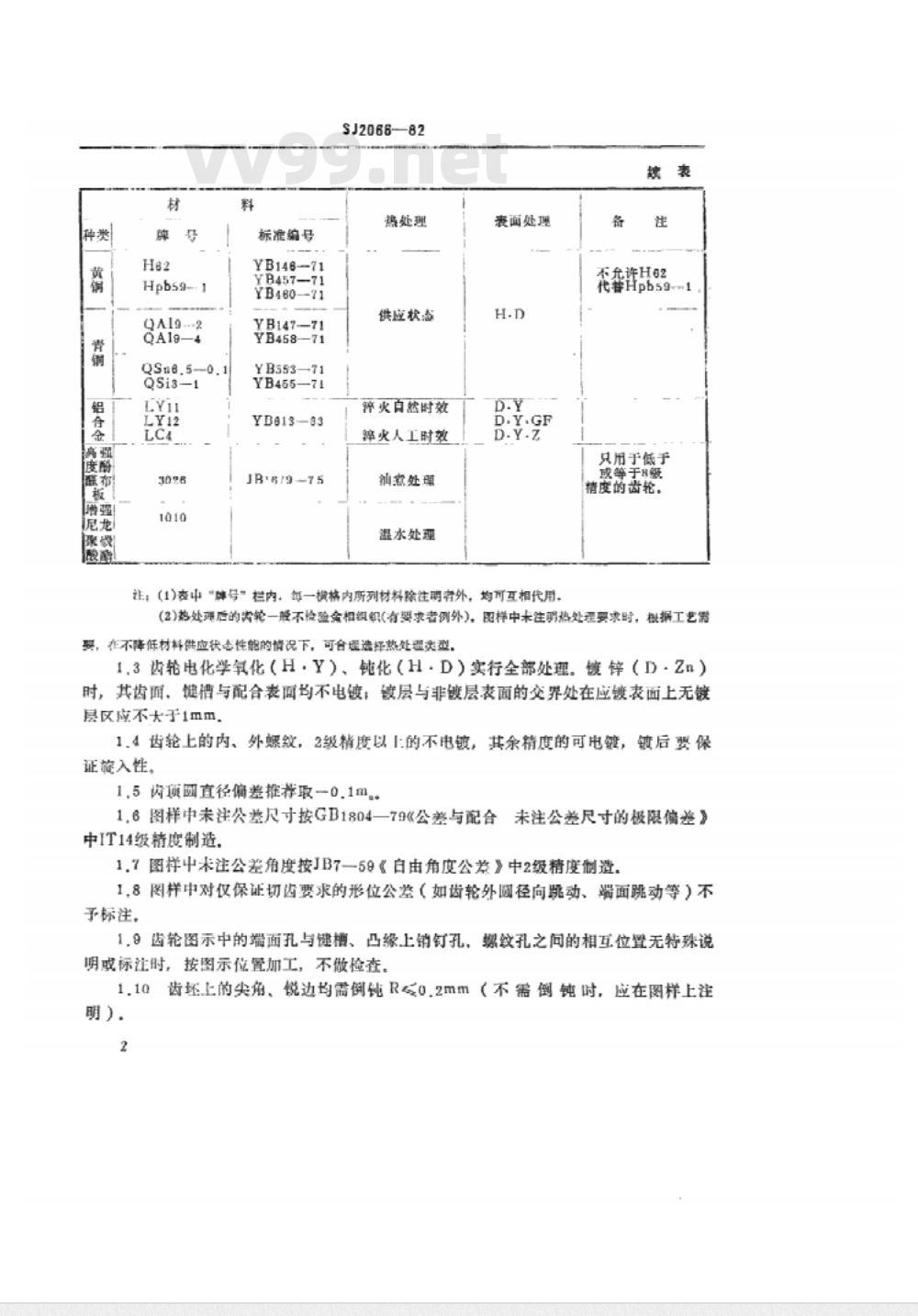
注;(1)表中“牌号”栏内,每一横格内所列材料除注明者外,均可互相代用。备
不允许H62
代替Hpb59~1
只用于低于
或等于8级
精度的齿轮。
(2)势处理展的实轮一股不检验金相织(有要求者例外),图样中未注明热处理要求时,机据工艺需要,在不降低材料供应状性能的情况下,可合理造择热处理炎型,1.3齿轮电化学氧化(H·Y)、钝化(H·D)实行全部处理。镀锌(D·Zn)时,其齿面,键槽与配合表面均不电镀;镀层与非镀层表面的交界处在应镀表面上无镀层区应不大于1mm
1.4齿轮上的内、外螺纹,2级精度以1:的不电镀,其余精度的可电键,镀后要保证施入性。
1.5齿项团直径偏差推荐取-0.1m。1.6图样中未注公差尺寸按GB1804—79《公差与配合未注公差尺寸的极限偏差》中IT14级精度制造。
1.7图样中术注公差角度按JB759《白由角度公差》中2级精度制造。1.8图样中对仅保证切齿要求的形位公益(如齿轮外圆径向跳动、端面跳动等)不予标注。
1.9齿轮图示中的端面孔与键槽、凸缘上销钉孔,螺纹孔之问的相互位置无特殊说明或标注时,按图示位置加工,不做检查。1.10齿坏上的尖角、锐边均需倒钝R≤02mm(不需倒钝时,应在图样上注明)。
SJ2066—82
齿轮精度按GB2363--80《小模数渐开线圆柱齿轮精度制》选取,1.11
2齿面光洁度:
6级以上精度的齿轮
6级精度的齿轮
7级精度的齿轮
8级精度的齿轮
8级精度以下的齿轮
对不同精度等级组合的齿轮,其齿面光洁度以精度最高一组的指标来确定,1,13外观质量:
a,表面应光洁,不允许有裂纹、锋边、毛刺、锈蚀、黑皮、凹坑、碰伤和明显的划伤等缺陷,
b.螺纹部分应无碰痕、
缺牙和局部脱落等症病,
2验收规则与试验方法
2,1齿轮雷经生产单位质量检验部门检验合格后,并附有产品质量合格证,才能出厂,
2.2齿轮检验项目;
a.齿轮精度。
b.齿面光清度.
c.尺寸公差及形位公差。
d.热处理后的硬度及氮化后的脆性,e,表面处理后的质量,
f.外观质量,
3.3出轮抽样检查按S1120070《计数抽样检直程序及抽样表》中的远批检直进行。合格质量水平Po山产品标准规定,重,轻缺陷参照下面规定:严重缺陷项目:
8,齿轮精度低于规定的精度。
b.尺寸公差高于或等于GB1801-79《公差与配合尺寸500mm孔、轴公差带
与配合》中IT9级精度的尺寸,
C.裂效,
d.热处理后的硬度及氮化后的脆性不符合图样或技术文件的规定。轻缺陷项目:
8,光洁度低于规定的等级,
b.尺寸公萘低于IT9级精度(GB1801-79)的尺寸及标注的形位公差。e,表面处理后的质量低于技术文件的规定。d,外观质量(不包括裂纹)低于技术文件的规定。3
建筑321---标准查询下载网
www. jz.321. netVV99.net
SJ2066-82
2.4齿轮发运到使用单位后,使用单位有权按照本标准的规定对齿轮进行复验,但须在半年之内复验完毕。
2.5齿轮精度用满是精度要求的运具或仪器按GB2363-80检验。如累发生质量评定盾时,推荐以*A”检验组仲裁,2.6齿同光清度的检验方法:磨齿的齿面光洁度与乎密光洁度样板比较;滚齿的齿面光洁度与卧光洁度样板比较;酒齿、刨齿的齿面光洁度与刨床光洁度样板比较、2.?尺寸公差用满足精度要求的盘具或仪器进行检验,形位公整按GB1958一80《形状和位置公差检测规定》进行检验。2.8热处理后的硬度按GB230-63《金属洛氏硬度试验法》、GB231-63金属布氏硬度试验法》和YB53一64《金属维氏硬度试验法》的规定进行,氮化后的脆性按热处理行业有关要求及检验方法检验,2.9表南处理的质检验与验收按SJ1276128577《金属镀层和化学处理层质量检验》中有关规定进行。
2.10外观质量检验用目测。
标志、包装、运输及保管
3.1凡出的齿轮,每一种、每一箱都必领有产品质量合格证,合格证上需标明。制造厂名称
产品名称
产品图号
产品规格,a、m、2(β)
产品精度
产品数量
出厂检验员(印章)
出广日期
对5级(包括5级)以上的高精度齿轮应打序号,需有对应的单件合格证,并标明齿轮精度的实测数值。
3,2装箱的齿轮需用包装纸包好或隔开,以避免摩擦、碰撞及变形。3,3齿轮露按结构和规格大小分类,装入防潮箱内发运,包装箱应结实可靠,每箱毛重不得超过30公厅
3,4装箱齿轮可用任何交通工具运输,但应避免雨当的直搬淋袭。3.5齿轮必须存放在干燥通风处,除化学饨化、电化学氧化、氮化及非金属齿轮外,其余齿轮都必须涂防诱油,3.6齿轮包装箱上应有符合GB191-73《包装储运指示标志》要求的有关标志4
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
小模数渐开线圆柱齿轮通用技术条件1982-02-18发布
1982-07-01实施
中华人民共和国第四机械工业部批准
中华人民共和国第四机械工业部部标准小模数渐开线圆柱齿轮通用技术条件SJ2066-82
本标准适用于电子产品中作机械传动的小模数渐开线圆柱齿轮(以下简称齿轮)。其基准齿形按GB2362—80《小模数渐开线圆柱齿轮基准齿形》、GB1356—78《渐开线圆柱齿轮基准齿形》的规定,法面模数m,从0.1到1.5mm,分度测直径d多500mm,1技术要求
1.1齿轮制件的结构尺寸应符合规定图样及技术文件的要求。1,2齿轮用材料及其热处理、表面处理按下表选择,材
优质碳素钢
不锈制
合金构阀
2Cr13Ni2
38CrMuAl
标准编号
GB699-65
YB19463
GB1220—75
YB6-71
热处理
供应状态
防蚀氨化
供应状态
调质HRC22~32
防蚀氮化
供应状态
两mHRCaa
供应状态
调质HRC22-32
防蚀氨化
予先热处理
调重HRC2232
氯化,
深度0.1~0,
赢度Hv580900
髓性1~2级
(用于mn>0,
中华人民共和国第四机械工业部1982-02-10发布建筑321---标准查询下载网
表面处理
D·Zn15·DC
D.Zn30.DC
D·2n15.DC
DZn30-DC
www.jz.321.net
鼠化时,销予
孔要保护,蝶
纹孔确保能
靠入:
1982-07-01实施
铝合金
QA19--2
QSi8-1
标准编号
YB14671
YB45771
YB460--71
YB147-
YBS53-
YB455-
YB613-93
JB87975
SJ2066-82
热处理
供应状态
萍火百然时效
漳火人工时效
油煮处理
温水处理
表面处理
注;(1)表中“牌号”栏内,每一横格内所列材料除注明者外,均可互相代用。备
不允许H62
代替Hpb59~1
只用于低于
或等于8级
精度的齿轮。
(2)势处理展的实轮一股不检验金相织(有要求者例外),图样中未注明热处理要求时,机据工艺需要,在不降低材料供应状性能的情况下,可合理造择热处理炎型,1.3齿轮电化学氧化(H·Y)、钝化(H·D)实行全部处理。镀锌(D·Zn)时,其齿面,键槽与配合表面均不电镀;镀层与非镀层表面的交界处在应镀表面上无镀层区应不大于1mm
1.4齿轮上的内、外螺纹,2级精度以1:的不电镀,其余精度的可电键,镀后要保证施入性。
1.5齿项团直径偏差推荐取-0.1m。1.6图样中未注公差尺寸按GB1804—79《公差与配合未注公差尺寸的极限偏差》中IT14级精度制造。
1.7图样中术注公差角度按JB759《白由角度公差》中2级精度制造。1.8图样中对仅保证切齿要求的形位公益(如齿轮外圆径向跳动、端面跳动等)不予标注。
1.9齿轮图示中的端面孔与键槽、凸缘上销钉孔,螺纹孔之问的相互位置无特殊说明或标注时,按图示位置加工,不做检查。1.10齿坏上的尖角、锐边均需倒钝R≤02mm(不需倒钝时,应在图样上注明)。
SJ2066—82
齿轮精度按GB2363--80《小模数渐开线圆柱齿轮精度制》选取,1.11
2齿面光洁度:
6级以上精度的齿轮
6级精度的齿轮
7级精度的齿轮
8级精度的齿轮
8级精度以下的齿轮
对不同精度等级组合的齿轮,其齿面光洁度以精度最高一组的指标来确定,1,13外观质量:
a,表面应光洁,不允许有裂纹、锋边、毛刺、锈蚀、黑皮、凹坑、碰伤和明显的划伤等缺陷,
b.螺纹部分应无碰痕、
缺牙和局部脱落等症病,
2验收规则与试验方法
2,1齿轮雷经生产单位质量检验部门检验合格后,并附有产品质量合格证,才能出厂,
2.2齿轮检验项目;
a.齿轮精度。
b.齿面光清度.
c.尺寸公差及形位公差。
d.热处理后的硬度及氮化后的脆性,e,表面处理后的质量,
f.外观质量,
3.3出轮抽样检查按S1120070《计数抽样检直程序及抽样表》中的远批检直进行。合格质量水平Po山产品标准规定,重,轻缺陷参照下面规定:严重缺陷项目:
8,齿轮精度低于规定的精度。
b.尺寸公差高于或等于GB1801-79《公差与配合尺寸500mm孔、轴公差带
与配合》中IT9级精度的尺寸,
C.裂效,
d.热处理后的硬度及氮化后的脆性不符合图样或技术文件的规定。轻缺陷项目:
8,光洁度低于规定的等级,
b.尺寸公萘低于IT9级精度(GB1801-79)的尺寸及标注的形位公差。e,表面处理后的质量低于技术文件的规定。d,外观质量(不包括裂纹)低于技术文件的规定。3
建筑321---标准查询下载网
www. jz.321. netVV99.net
SJ2066-82
2.4齿轮发运到使用单位后,使用单位有权按照本标准的规定对齿轮进行复验,但须在半年之内复验完毕。
2.5齿轮精度用满是精度要求的运具或仪器按GB2363-80检验。如累发生质量评定盾时,推荐以*A”检验组仲裁,2.6齿同光清度的检验方法:磨齿的齿面光洁度与乎密光洁度样板比较;滚齿的齿面光洁度与卧光洁度样板比较;酒齿、刨齿的齿面光洁度与刨床光洁度样板比较、2.?尺寸公差用满足精度要求的盘具或仪器进行检验,形位公整按GB1958一80《形状和位置公差检测规定》进行检验。2.8热处理后的硬度按GB230-63《金属洛氏硬度试验法》、GB231-63金属布氏硬度试验法》和YB53一64《金属维氏硬度试验法》的规定进行,氮化后的脆性按热处理行业有关要求及检验方法检验,2.9表南处理的质检验与验收按SJ1276128577《金属镀层和化学处理层质量检验》中有关规定进行。
2.10外观质量检验用目测。
标志、包装、运输及保管
3.1凡出的齿轮,每一种、每一箱都必领有产品质量合格证,合格证上需标明。制造厂名称
产品名称
产品图号
产品规格,a、m、2(β)
产品精度
产品数量
出厂检验员(印章)
出广日期
对5级(包括5级)以上的高精度齿轮应打序号,需有对应的单件合格证,并标明齿轮精度的实测数值。
3,2装箱的齿轮需用包装纸包好或隔开,以避免摩擦、碰撞及变形。3,3齿轮露按结构和规格大小分类,装入防潮箱内发运,包装箱应结实可靠,每箱毛重不得超过30公厅
3,4装箱齿轮可用任何交通工具运输,但应避免雨当的直搬淋袭。3.5齿轮必须存放在干燥通风处,除化学饨化、电化学氧化、氮化及非金属齿轮外,其余齿轮都必须涂防诱油,3.6齿轮包装箱上应有符合GB191-73《包装储运指示标志》要求的有关标志4
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。