HG/T 21534-2005
基本信息
标准号: HG/T 21534-2005
中文名称:旋柄快开手孔
标准类别:化工行业标准(HG)
标准状态:已作废
发布日期:2005-07-10
实施日期:2006-01-01
作废日期:2014-11-01
下载格式:pdf zip
标准分类号
标准ICS号: 医药卫生技术>>制药学>>11.120.99有关制药学的其他标准
中标分类号:化工>>化工机械与设备>>G91化工机械与设备零部件
关联标准
出版信息
出版社:化工出版社
页数:36页
标准价格:20.0
出版日期:2006-01-01
相关单位信息
起草人:沈鹏飞、孙铁成、任杰
起草单位:中国天辰化学工程公司
归口单位:中国石油和化学工业协会
提出单位:中国石油和化学工业协会
发布部门:中华人民共和国国家发展和改革委员会
主管部门:国家发展和改革委员会
标准简介
本标准规定了碳素钢制旋柄快开手孔的型式、尺寸、技术要求和有关使用规定。
标准图片预览
标准内容
2005-07-10发布
中华人民共和国行业标准
HG/T21534—2005
代替HG21534—1995
旋柄快开手孔
2006-01-01实施
中华人民共和国国家发展和改革委员会发布中华人民共和国国家发展和改革委员会公告VV99.net
2005年第35号
国家发展改革委批准《食品添加剂复合蔬松剂》等102项化工行业标准(标准编号、名称及实施日期见附件),其中化工产品行业标准67项、工程行业标准35项,现予公布。以上标准自2006年1月1日起实施。
以上化工产品行业标准由化工出版社出版,化工工程行业标准由中国计划出版社出版。
附件:35项化工工程行业标准编号及名称中华人民共和国国家发展和改革委员会二〇〇五年七月十日
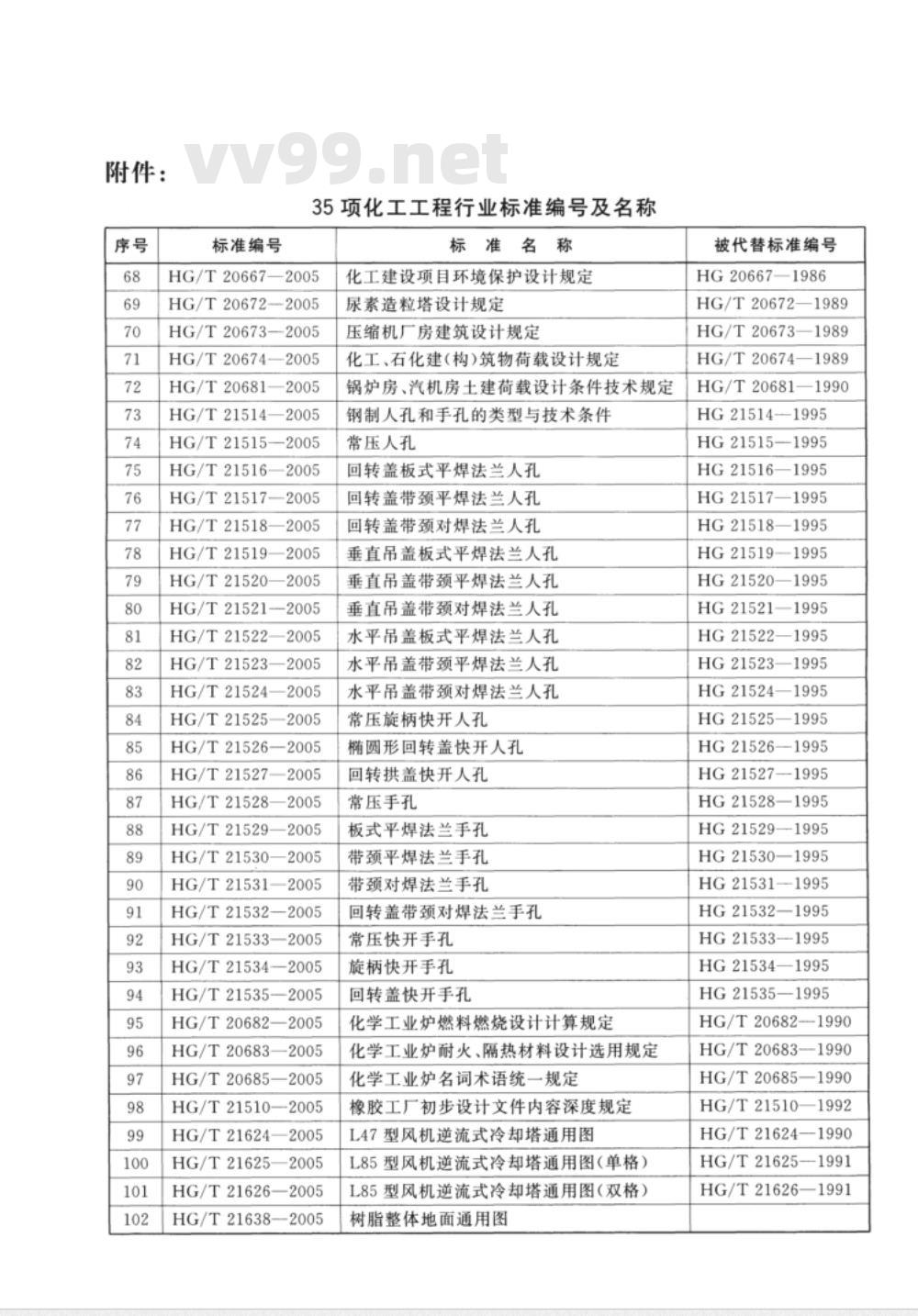
附件:
标准编号
HG/T20667-
HG/T20672
HG/T20673-
HG/T20674
HG/T20681
HG/T21514
HG/T21515-
HG/T21516
HG/T21517
HG/T21518
HG/T21519
HG/T21520
HG/T21521
HG/T21522
HG/T21523-
HG/T21524
HG/T21525
HG/T21526
HG/T21527
HG/T21528
HG/T21529
HG/T21530
HG/T21531
HG/T21532
HG/T21533
HG/T21534
HG/T21535-
HG/T20682
HG/T20683-
HG/T20685-
HG/T21510-
HG/T21624
HG/T21625
HG/T21626-
HG/T21638
35项化工工程行业标准编号及名称标准名称
化工建设项目环境保护设计规定尿素造粒塔设计规定
压缩机厂房建筑设计规定
化工、石化建(构)筑物荷载设计规定锅炉房、汽机房土建荷载设计条件技术规定钢制人孔和手孔的类型与技术条件常压人孔
回转盖板式平焊法兰人孔
回转盖带颈平焊法兰人孔
回转盖带颈对焊法兰人孔
垂直吊盖板式平焊法兰人孔
垂直吊盖带颈平焊法兰人孔
垂直吊盖带颈对焊法兰人孔
水平吊盖板式平焊法兰人孔
水平吊盖带颈平焊法兰人孔
水平吊盖带颈对焊法兰人孔
常压旋柄快开人孔
椭圆形回转盖快开人孔
回转拱盖快开人孔
常压手孔
板式平焊法兰手孔
带颈平焊法兰手孔
带颈对焊法兰手孔
回转盖带颈对焊法兰手孔
常压快开手孔
旋柄快开手孔
回转盖快开手孔
化学工业炉燃料燃烧设计计算规定化学工业炉耐火、隔热材料设计选用规定化学工业炉名词术语统一规定
橡胶工厂初步设计文件内容深度规定L47型风机逆流式冷却塔通用图
L85型风机逆流式冷却塔通用图(单格)L85型风机逆流式冷却塔通用图(双格)树脂整体地面通用图
被代替标准编号
HG20667-
HG/T20672
HG/T20673-
3-1989
HG/T20674—1989
HG/T20681-
—1990
HG21514—1995
HG 21515—1995
HG21516—1995
HG21517-
HG21518—1995
HG21519——1995
HG21520—1995
HG21521—1995
HG21522—1995
HG21523—1995
HG21524—1995
HG21525—1995
HG21526—1995
HG21527—1995
HG21528—1995
HG21529—1995
HG21530—1995
HG21531—1995
HG21532—1995
HG21533—1995
HG21534—1995
HG21535—1995
HG/T20682-1990
HG/T20683
3-1990
HG/T20685—1990
HG/T21510—1992
HG/T21624—1990
HG/T21625-—1991
HG/T21626—1991
本标准是对HG21514~21535一1995《碳素钢、低合金钢制人孔和手孔》的修订。与HG21514~21535--1995相比,主要改动如下:将所有被引用的过时标准全部更新为最新版本。2增加了全不锈钢材料制人孔和手孔系列。由此,本标准名称修改为《钢制人孔和手孔》。在全部不快开的回转盖、垂直吊盖和水平吊盖人孔的凹凸密封面型式中,增加了公称直径为3
600mm的人孔系列。
增加了09MnNiD低温钢材料制人孔和手孔系列。4
增加了紧固螺栓(柱)的种类。相应在人孔和手孔标记中增加了紧固螺栓(柱)代号项。5
取消了公称直径为400mm的垂直吊盖和水平吊盖人孔系列。6
取消了凹凸密封面的回转拱盖快开人孔系列。7
取消了全部公称压力为2.5MPa和4.0MPa的环连接密封面人孔和手孔系列。8
本标准自实施之日起代替HG21514~21535一1995。本标准由全国化工设备设计技术中心站提出并组织编制。本标准技术内容的解释由全国化工设备技术中心站负责(上海市延安西路376弄22号(永兴商务楼)10楼,邮政编码200040,电话021一32140328)。本标准主编单位和主要起草人:本标准主编单位:中国天辰化学工程公司本标准主要起草人:沈鹏飞孙铁成任杰中华人民共和国行业标准
钢制人孔和手孔
HG/T21514~21535—2005
编制说明
编制说明
人孔和手孔是化学、石油化学工业中各种容器上最普遍使用的零部件之一。自20世纪50年代至今,随着历次颁布的人孔和手孔标准'的相继推行(包括向制造单位配套供应人孔和手孔标准施工图),使人孔和手孔标准的技术不断发展,水平不断提高。几十年实践证明、人孔和手孔标准对减少重复设计,保证产品质量,提高综合效益等方面起到了积极的推进作用、*:历次颁布的人孔和手孔标准有:1958版H标准,1964、1979版JB标准和被本次修订的1995版HG标准。由于相关标准的更新,HG21514~51535--1995人孔和手孔标准(以下简称“HG-95人孔和手孔标准”)已不能与现行的《压力容器安全技术监察规程》、GB150一1998《钢制压力容器》以及HG20592~20614--1997《钢制管法兰、垫片、紧固件(欧洲体系)》(以下简称“HG管法兰标准”)等主要规范、标准相协调;同时,工程上需要增加全不锈钢材料的人孔和手孔。因此,根据中国石油和化工勘察设计协会的安排,由中国天辰化学工程公司对“HG-95人孔和手孔标准”进行修订并编制了本标准,于2003年经过了全国化工设备设计技术中心站技术委员会的审查,现就本标准修订的主要内容以及一些与选用本标准有关的问题说明如下。一、人孔和手孔类型
1.根据用途,本标准包括了快开式和不快开式人孔和手孔两大类,又根据公称压力将人孔和手孔分为常压和非常压两部分,这在各种人孔和手孔标准的名称上已有体现。凡名称前未冠以“常压”者即为非常压人孔和手孔。
2.本着精简的原则,本次修改:(1)取消了公称直径400mm的垂直吊盖和水平吊盖人孔系列。人从DN400人孔中进出太不方便,故予以取消。但为了满足小直径容器的需要或者作为其他的用途,本标准仍保留了公称直径400mm的回转盖人孔系列。
(2)取消了PN二0.6MPa的凹凸密封面回转拱盖快开人孔系列。在0.6MPa低压条件下,与平密封面对比,此密封面在使用上无特别作用;同时又为了与回转盖快开手孔的密封面型式相统一,故作此简化。
(3)本标准中所有采用“HG管法兰标准”中突面法兰密封面的人孔和手孔,仅选用了RF一种密封面型式(密封表面不加工密纹水线),省略了带有密纹水线的RF(A)型式密封面。3.由于“HG管法兰标准”中规定了环连接密封面法兰的下限公称压力为6.3MPa,因此本标准中相应取消了“HG-95人孔和手孔标准”中PN=2.5、4.0MPa;DN=150mm~450mm的各种环连接密封面的人孔和手孔规格。
4.在全部不快开的回转盖、垂直吊盖和水平吊盖人孔的凹凸密封面型式中,增加了比较常用的公称直径600mm的人孔系列。
5.标准中的椭圆形回转盖快开人孔、回转拱盖快开人孔和回转盖快开手孔均系参照了DIN279
28125标准制定的。这些人孔和手孔具有重量轻、结构紧漆等优点,但加工上相对比较麻烦,单件生产成本高,还可能带来供货上的困难,故这些人孔和手孔更适宜于定点制造供应。二、关于引用标准
1.人孔和手孔是容器上的一个受压部件,因此人孔和手孔的设计、制造与检验均应遵等国家或部门颁布的如《压力容器安全技术监察规程》、GB150《钢制压力容器》、JB/T4735一1997《钢制焊接常压容器》等有关规范、标准的规定。2.人孔和手孔可视为容器上带有盲法兰的一种管口,因此对于非常压不快开人孔和手孔,其法兰、法兰盖、螺栓(柱)、螺母以及垫片等主要受压零件,全部采用了“HG管法兰标准”中的零件,并选取了适用于公制配管尺寸系列的管法兰。3.在本标准中所有被引用的标准今后都有可能被修订,而本标准不可能与它们同步修订。因此,当引用的标准修订后,鼓励使用本标准的各方研究是否可以使用这些引用标准的更新版本。三、人孔和手孔材料
1.非常压不快开人孔和手孔:
(1)本标准根据人孔和手孔简节、法兰和法兰盖零件的材料进行分类(分组)编号。这些材料分别取自GB150和“HG管法兰标准”中二者共有的全部材料,编号由I~X共分11类。本标准又根据HG20614一1997《钢制管法兰、垫片、紧固件的选配规定》在每类材料中配用了多种螺栓(柱)和垫片。使用者可根据“HG管法兰标准”中对各种紧固件和垫片所规定的使用范围,结合容器设计的条件选定适用的螺栓(柱)和垫片。各种受压零件材料汇总列于表1。(2)由于GB150中取消了Q235-A钢板材料,故将“HG-95人孔和手孔标准”中全部Q235-A钢板材料改为Q235-B。
(3)本标准规定Ⅲ类(16Mn类)材料用于公称压力下限为1.0MPa的人孔和手孔。这是因为,更低公称压力(如PNO.6MPa)的人孔和手孔筒节材料若采用16MnR材料,其按强度计算的壁厚已经小于GB150中规定的最小壳体壁厚值,因此没有必要再采用高强度的16Mn类材料。(4)IV类材料(15CrMo类)为抗氢、热强钢材料。按本标准所确定的公称压力范围(1.0~6.3MPa)在氢气氛的条件下,当工作温度超过250℃时应采用Cr-Mo钢以抵抗氢气的腐蚀,因此将此类材料的工作温度下限确定为250℃。在本类材料中,将螺柱材料简化为采用35CrMoA一种;受35CrMoA钢螺柱使用温度的限制,其工作温度上限值确定为500℃。公称压力为0.6MPa的人孔和手孔标准规定其最高工作温度为300℃。在此条件下,Cr-Mo钢作为抗氢材料已毋需采用;作为强度用钢,因有其他类材料可选,故也可不必采用。因此将IV类材料的下限公称压力确定为1.0MPa。(5)V,V类(16MnD,0.9MnNiD类)材料人孔和手孔系用于等于或低于一20℃温度下的低温压力容器上,要求人孔和手孔筒节上纵向、筒节与法兰连接的环向焊接接头全部采用焊透结构。但本标准中平焊法兰与筒节连接的焊接接头按照“HG管法兰标准”的规定为未焊透结构。因此V,V类材料仅使用于带颈对焊法兰人孔和手孔上,其公称压力系列只有PN2.5、4.0、6.3MPa三档。280
(扑)
(酶)
国2团
(最)
(晶)
(晶酷)
(晶)
需要非
(晶)
(县区
游8\8
薄8\8
()02
(易)02
(6)在较高工作压力下采用全不锈钢材料的人孔和手孔是不经济的,因此本标准规定的(И~X类)各类不锈钢人孔和手孔主要在工作压力低于1.6MPa的低压范围内使用。又因其配用的紧固零件只考虑了常用的铁素体钢材料(采用8.8级螺栓(柱)和8级螺母)',故本标准限定其工作温度范围为大于一20℃至250℃。
*:根据需要,使用者亦可选配奥氏体不锈钢材料的紧固零件,以扩大全不锈钢人孔和手孔的使用范围。(7)受法兰本身结构以及配用的非金属平垫片使用温度的限制,本标准中全部板式平焊法兰人孔和手孔(公称压力为0.6MPa)的最高使用工作温度限定为300℃。(8)标准中各板式平焊法兰和带颈平焊法兰人孔和手孔由于其筒节与法兰的连接为角接焊接接头且又未焊透,不宜使用于有剧烈循环载荷的场合,因此在这些人孔和手孔标准中没有列人全螺纹螺柱型式的紧固件。
(9)除上述各项说明外,本标准各受压元件材料的使用范围均依照了GB150和\HG管法兰标准”确定。根据不同类材料确定的各种人孔和手孔允许使用的工作压力和工作温度范围详列于各人孔和手孔标准的“工作温度下的最高无冲击工作压力表”中。2.其他人孔和手孔:
(1)本次修订将常压不快开人孔和手孔的原4.6级六角螺栓改为8.8级,相应其螺母改为8级。这样可满足压紧石棉或耐油石棉橡胶板等材料的垫片要求,从而扩大了常压不快开人孔和手孔使用的密封垫片种类(原标准只限于使用软橡胶垫片)。(2)与上节(2)同样的原因,本标准将各种非常压快开人孔和手孔中Q235-A钢板材料全部改为Q235-B。
3.在本标准中,除各回转盖快开人孔和手孔标准上采用的35号钢活节螺栓和25号钢六角螺母表面要求发蓝处理外,其他非标紧固零件表面都不经处理。如果所在容器图样中对紧固零件表面有氧化、镀锌钝化等处理要求时,则应按照容器图样的规定。4.各类材料在各级工作温度下的最高无冲击工作压力的确定:对于非常压不快开人孔和手孔,本标准全部采用了HG20604一1997《钢制管法兰压力-温度等级(欧洲体系)》中的数据。HG20604是将法兰、法兰盖以及紧固螺栓(柱)作为一个整体“接头”考虑的。给出了同类材料“接头”在不同工作温度下最高允许的无冲击工作压力值。另外,对本标准中各类规格、材料的人孔和手孔简节进行强度计算结果表明,人孔和手孔的筒节同样也都能满足上述在不同工作温度下的最高无冲击工作压力值。因此,HG20604中的数据可作为本标准的数据。对于非常压快开人孔和手孔,原“HG-95人孔和手孔标准”的温度-压力等级系以200℃温度为基准确定的。即工作温度200℃的最高无冲击工作压力等于公称压力,低于或高于200℃时分别作降温升压或升温降压使用。本标准参照“HG管法兰标准”的编制原则改以100C工作温度为基准,对应100℃工作温度的最高无冲击工作压力等于公称压力,超过100℃时则升温降压使用。这样可与非常压不快开人孔和手孔取得一致。降低一点工作压力,对快开式人孔和手孔的更可靠使用也是有利的。
5.人扎和手孔用密封垫片(圈)材料在化工和石油化工生产中,由于介质特性、操作参数等工况条件的不同,要求对密封垫片有广泛的选择性。因此本标准在各类人孔和手孔材料中规定了多种常用垫片材料,供使用者根据不同介282
质、温度和压力灵活选用,从而极大地扩大了本标准的应用范围。需要指出,对于非常压不快开人孔和手孔,在各个人孔和手孔标准明细表的垫片栏中,列出的仅以相应“HG管法兰标准”中垫片标准名称表示的垫片材料,不是实际垫片的材料,垫片的实际材料还需要通过本标准规定的垫片标记表达。常压不快开和非常压快开人孔和手孔垫片,因均属于非标准垫片,所以本标准仅采用了石棉和耐油石棉橡胶板材料。由于垫片材料的品种少,所以使用者可结合实际使用经验选用本标准之外的其他软垫片材料,但应另予说明。对于常压旋柄快开人孔(HG/T21525一2005)和常压快开手孔(HG/T21533一2005)垫片(圈),本标准采用了符合GB/T5574一1994《工业用橡胶板》的橡胶板材料。根据需要,使用者可根据GBT5574的规定,对除本标准规定之外的工业橡胶板的其他性能,如压缩永久变形率',耐酸、碱(腐蚀)性能等技术指标提出补充要求,并由供需双方协商确定。*:压缩永久变形率是与垫片(圈)密封性能有关的指标之一。6.关于焊接材料的选择:
(1)凡符合JB/T4709一2000《钢制压力容器焊接规程》者均按其规定选取焊条。(2)考虑到所有非常压的人孔和手孔都可用于易燃或有毒的受压容器上,因此这些人孔和手孔的受压零件及与其焊成一体的非受压零件的焊接,全部采用了低氢型焊条。(3)不同材料强度的零件焊接,焊条强度取与两焊件中强度级别低的母材相匹配、(4)16Mn钢管与16MnD锻件之间的焊接则取适合于低温钢焊接的E5015-G(J507RH)或E5016-G(J506RH)焊条。09MnD与09MnNiD之间的焊接则按与低强度母材相匹配的原则采用E5015-G(W607)焊条。
四、选用人孔和手孔标准时其他一些问题的说明1.各种人孔和手孔的选用除了应符合本标准中各自规定的工作温度和工作压力范围外,还应根据\《压力容器安全技术监察规程》”、GB150、JB/T4735以及“HG管法兰标准”等规范、标准对人孔和手孔筒节、法兰、法兰盖、螺栓(柱)、垫片各受压零件的型式和材料的使用规定,结合人孔和手孔所在容器的设计条件选定,满足所在容器的设计要求。2.本标准规定的人孔和手孔设计、制造、检验与验收要求是根据“《压力容器要全技术监察规程》”、GB150、JB/T4735等规范、标准所确定的最低技术要求,若人孔和手孔所在的容器图样上对人孔和手孔有更高的或除本标准规定以外的其他要求,则应按照容器图样的要求。3.焊接于容器之后,人孔和手孔筒节的有效补强面积,因涉及所在容器的设计压力、设计温度、腐蚀裕度,人孔和手孔的补强方式(单侧补强还是内伸双侧补强)以及材料等方面因素,故由设计者计算确定,本标准不作统一规定。4.可供腐蚀所用的人孔和手孔壁厚裕量应取扣除强度设计所需以及钢材厚度负偏差之后的零件厚度。属“HG管法兰标准”的法兰、法兰盖零件的腐蚀允许量应按标准法兰考虑。平焊法兰(包括法兰焊环或凸缘)可不考虑腐蚀裕量。5.在不快开的人孔和手孔标准中,将多数公称直径400mm和全部样槽密封面的人孔和手孔加上了括号,并注明“尽量不采用”。这是因为DN400mm的人孔太小不便于人的进出(前已述及)。样283
槽密封面相对突面和凹凸面而言,其结构比较复杂且不便于人孔盖的安装和密封垫片的更换。因此除非必须采用它们之外(警如在要求高密封性能的使用工况需采用棵槽密封面),一般情况下,应尽量不要选用。
6.由于本标准中各种人孔和手孔结构尚不能完全符合衬里人孔和手孔的要求,例如焊接接头及转角等处的磨平和磨圆要求,人孔和手孔绞链、吊臂附件上开设的调节距离用的长孔尺寸(未考虑衬里人孔需要放大),或者对加工有水线槽的法兰密封面(对某些衬里不允许有)等等均不能满足要求,所以本标准不作适用于衬里人孔和手孔的规定。但对于突面、平密封面法兰结构的人孔和手孔,毕竞只需稍加修改并补充有关技术要求,即可使用于某些衬里容器之上。因此这些人孔和手孔可以由使用者在衬里容器的设计中参考使用。7.本标准目前还无法具体规定出各种人孔和手孔的真空使用范围。因为真空操作与内压不同,需联系到介质渗透性、生产上允许介质的泄漏程度、密封法兰的结构和尺寸、法兰密封面型式以及采用的垫片等诸多因素。但为了解决真空条件下使用人孔和手孔,故建议暂参考HG20583-1998《钢制化工容器结构设计规定》中的5.2.3(3)项规定,对于公称压力不低于0.6MPa的人孔和手孔,可用于真空度小于600mmHg柱)的真空容器;公称压力不低于1.0MPa的人孔和手孔,可用于真空度为600~760mmHg(柱)的真空容器。8.回转盖、水平吊盖和垂直吊盖三种人孔附件形式的比较:从安装的角度来看,回转盖人孔安装位置比较灵活,它可在水平、垂直以及倾斜等全方位布置。但当安装于水平位置时,开启人孔盖不如水平吊盖人孔省力;当安装在垂直位置时,开启人孔盖不如垂直吊盖人孔所占空间紧凑,如图1和图2所示。选取时应根据其体的布置条件的定。图1回转盖人孔开启位置
图2垂直吊盖人孔开启位置
9.不快开回转盖人孔和手孔的回转铰链分两种型式(A型盖轴耳和B型盖轴耳),当人孔和手孔安装于容器顶部时,应选用B型结构以控制人孔和手孔盖的开启角度,可使关闭人孔和手孔盖时省力。
10.所有快开式人孔和手孔宜布置在容器的顶部位置,使其不直接与容器内的液体或固体物料相接触。
11.所有常压人孔和手孔由于其结构和材料的限制,不适用于盛装毒性为中度以上危害介质的容器;同时也应布置在只与气相介质相接触的容器顶部等位置处。12.人孔和手孔质量的确定:
(1)属于引用标准中的零件质量按引用标准的规定选取。其余,材料为碳素钢和低合金钢零件284
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国行业标准
HG/T21534—2005
代替HG21534—1995
旋柄快开手孔
2006-01-01实施
中华人民共和国国家发展和改革委员会发布中华人民共和国国家发展和改革委员会公告VV99.net
2005年第35号
国家发展改革委批准《食品添加剂复合蔬松剂》等102项化工行业标准(标准编号、名称及实施日期见附件),其中化工产品行业标准67项、工程行业标准35项,现予公布。以上标准自2006年1月1日起实施。
以上化工产品行业标准由化工出版社出版,化工工程行业标准由中国计划出版社出版。
附件:35项化工工程行业标准编号及名称中华人民共和国国家发展和改革委员会二〇〇五年七月十日
附件:
标准编号
HG/T20667-
HG/T20672
HG/T20673-
HG/T20674
HG/T20681
HG/T21514
HG/T21515-
HG/T21516
HG/T21517
HG/T21518
HG/T21519
HG/T21520
HG/T21521
HG/T21522
HG/T21523-
HG/T21524
HG/T21525
HG/T21526
HG/T21527
HG/T21528
HG/T21529
HG/T21530
HG/T21531
HG/T21532
HG/T21533
HG/T21534
HG/T21535-
HG/T20682
HG/T20683-
HG/T20685-
HG/T21510-
HG/T21624
HG/T21625
HG/T21626-
HG/T21638
35项化工工程行业标准编号及名称标准名称
化工建设项目环境保护设计规定尿素造粒塔设计规定
压缩机厂房建筑设计规定
化工、石化建(构)筑物荷载设计规定锅炉房、汽机房土建荷载设计条件技术规定钢制人孔和手孔的类型与技术条件常压人孔
回转盖板式平焊法兰人孔
回转盖带颈平焊法兰人孔
回转盖带颈对焊法兰人孔
垂直吊盖板式平焊法兰人孔
垂直吊盖带颈平焊法兰人孔
垂直吊盖带颈对焊法兰人孔
水平吊盖板式平焊法兰人孔
水平吊盖带颈平焊法兰人孔
水平吊盖带颈对焊法兰人孔
常压旋柄快开人孔
椭圆形回转盖快开人孔
回转拱盖快开人孔
常压手孔
板式平焊法兰手孔
带颈平焊法兰手孔
带颈对焊法兰手孔
回转盖带颈对焊法兰手孔
常压快开手孔
旋柄快开手孔
回转盖快开手孔
化学工业炉燃料燃烧设计计算规定化学工业炉耐火、隔热材料设计选用规定化学工业炉名词术语统一规定
橡胶工厂初步设计文件内容深度规定L47型风机逆流式冷却塔通用图
L85型风机逆流式冷却塔通用图(单格)L85型风机逆流式冷却塔通用图(双格)树脂整体地面通用图
被代替标准编号
HG20667-
HG/T20672
HG/T20673-
3-1989
HG/T20674—1989
HG/T20681-
—1990
HG21514—1995
HG 21515—1995
HG21516—1995
HG21517-
HG21518—1995
HG21519——1995
HG21520—1995
HG21521—1995
HG21522—1995
HG21523—1995
HG21524—1995
HG21525—1995
HG21526—1995
HG21527—1995
HG21528—1995
HG21529—1995
HG21530—1995
HG21531—1995
HG21532—1995
HG21533—1995
HG21534—1995
HG21535—1995
HG/T20682-1990
HG/T20683
3-1990
HG/T20685—1990
HG/T21510—1992
HG/T21624—1990
HG/T21625-—1991
HG/T21626—1991
本标准是对HG21514~21535一1995《碳素钢、低合金钢制人孔和手孔》的修订。与HG21514~21535--1995相比,主要改动如下:将所有被引用的过时标准全部更新为最新版本。2增加了全不锈钢材料制人孔和手孔系列。由此,本标准名称修改为《钢制人孔和手孔》。在全部不快开的回转盖、垂直吊盖和水平吊盖人孔的凹凸密封面型式中,增加了公称直径为3
600mm的人孔系列。
增加了09MnNiD低温钢材料制人孔和手孔系列。4
增加了紧固螺栓(柱)的种类。相应在人孔和手孔标记中增加了紧固螺栓(柱)代号项。5
取消了公称直径为400mm的垂直吊盖和水平吊盖人孔系列。6
取消了凹凸密封面的回转拱盖快开人孔系列。7
取消了全部公称压力为2.5MPa和4.0MPa的环连接密封面人孔和手孔系列。8
本标准自实施之日起代替HG21514~21535一1995。本标准由全国化工设备设计技术中心站提出并组织编制。本标准技术内容的解释由全国化工设备技术中心站负责(上海市延安西路376弄22号(永兴商务楼)10楼,邮政编码200040,电话021一32140328)。本标准主编单位和主要起草人:本标准主编单位:中国天辰化学工程公司本标准主要起草人:沈鹏飞孙铁成任杰中华人民共和国行业标准
钢制人孔和手孔
HG/T21514~21535—2005
编制说明
编制说明
人孔和手孔是化学、石油化学工业中各种容器上最普遍使用的零部件之一。自20世纪50年代至今,随着历次颁布的人孔和手孔标准'的相继推行(包括向制造单位配套供应人孔和手孔标准施工图),使人孔和手孔标准的技术不断发展,水平不断提高。几十年实践证明、人孔和手孔标准对减少重复设计,保证产品质量,提高综合效益等方面起到了积极的推进作用、*:历次颁布的人孔和手孔标准有:1958版H标准,1964、1979版JB标准和被本次修订的1995版HG标准。由于相关标准的更新,HG21514~51535--1995人孔和手孔标准(以下简称“HG-95人孔和手孔标准”)已不能与现行的《压力容器安全技术监察规程》、GB150一1998《钢制压力容器》以及HG20592~20614--1997《钢制管法兰、垫片、紧固件(欧洲体系)》(以下简称“HG管法兰标准”)等主要规范、标准相协调;同时,工程上需要增加全不锈钢材料的人孔和手孔。因此,根据中国石油和化工勘察设计协会的安排,由中国天辰化学工程公司对“HG-95人孔和手孔标准”进行修订并编制了本标准,于2003年经过了全国化工设备设计技术中心站技术委员会的审查,现就本标准修订的主要内容以及一些与选用本标准有关的问题说明如下。一、人孔和手孔类型
1.根据用途,本标准包括了快开式和不快开式人孔和手孔两大类,又根据公称压力将人孔和手孔分为常压和非常压两部分,这在各种人孔和手孔标准的名称上已有体现。凡名称前未冠以“常压”者即为非常压人孔和手孔。
2.本着精简的原则,本次修改:(1)取消了公称直径400mm的垂直吊盖和水平吊盖人孔系列。人从DN400人孔中进出太不方便,故予以取消。但为了满足小直径容器的需要或者作为其他的用途,本标准仍保留了公称直径400mm的回转盖人孔系列。
(2)取消了PN二0.6MPa的凹凸密封面回转拱盖快开人孔系列。在0.6MPa低压条件下,与平密封面对比,此密封面在使用上无特别作用;同时又为了与回转盖快开手孔的密封面型式相统一,故作此简化。
(3)本标准中所有采用“HG管法兰标准”中突面法兰密封面的人孔和手孔,仅选用了RF一种密封面型式(密封表面不加工密纹水线),省略了带有密纹水线的RF(A)型式密封面。3.由于“HG管法兰标准”中规定了环连接密封面法兰的下限公称压力为6.3MPa,因此本标准中相应取消了“HG-95人孔和手孔标准”中PN=2.5、4.0MPa;DN=150mm~450mm的各种环连接密封面的人孔和手孔规格。
4.在全部不快开的回转盖、垂直吊盖和水平吊盖人孔的凹凸密封面型式中,增加了比较常用的公称直径600mm的人孔系列。
5.标准中的椭圆形回转盖快开人孔、回转拱盖快开人孔和回转盖快开手孔均系参照了DIN279
28125标准制定的。这些人孔和手孔具有重量轻、结构紧漆等优点,但加工上相对比较麻烦,单件生产成本高,还可能带来供货上的困难,故这些人孔和手孔更适宜于定点制造供应。二、关于引用标准
1.人孔和手孔是容器上的一个受压部件,因此人孔和手孔的设计、制造与检验均应遵等国家或部门颁布的如《压力容器安全技术监察规程》、GB150《钢制压力容器》、JB/T4735一1997《钢制焊接常压容器》等有关规范、标准的规定。2.人孔和手孔可视为容器上带有盲法兰的一种管口,因此对于非常压不快开人孔和手孔,其法兰、法兰盖、螺栓(柱)、螺母以及垫片等主要受压零件,全部采用了“HG管法兰标准”中的零件,并选取了适用于公制配管尺寸系列的管法兰。3.在本标准中所有被引用的标准今后都有可能被修订,而本标准不可能与它们同步修订。因此,当引用的标准修订后,鼓励使用本标准的各方研究是否可以使用这些引用标准的更新版本。三、人孔和手孔材料
1.非常压不快开人孔和手孔:
(1)本标准根据人孔和手孔简节、法兰和法兰盖零件的材料进行分类(分组)编号。这些材料分别取自GB150和“HG管法兰标准”中二者共有的全部材料,编号由I~X共分11类。本标准又根据HG20614一1997《钢制管法兰、垫片、紧固件的选配规定》在每类材料中配用了多种螺栓(柱)和垫片。使用者可根据“HG管法兰标准”中对各种紧固件和垫片所规定的使用范围,结合容器设计的条件选定适用的螺栓(柱)和垫片。各种受压零件材料汇总列于表1。(2)由于GB150中取消了Q235-A钢板材料,故将“HG-95人孔和手孔标准”中全部Q235-A钢板材料改为Q235-B。
(3)本标准规定Ⅲ类(16Mn类)材料用于公称压力下限为1.0MPa的人孔和手孔。这是因为,更低公称压力(如PNO.6MPa)的人孔和手孔筒节材料若采用16MnR材料,其按强度计算的壁厚已经小于GB150中规定的最小壳体壁厚值,因此没有必要再采用高强度的16Mn类材料。(4)IV类材料(15CrMo类)为抗氢、热强钢材料。按本标准所确定的公称压力范围(1.0~6.3MPa)在氢气氛的条件下,当工作温度超过250℃时应采用Cr-Mo钢以抵抗氢气的腐蚀,因此将此类材料的工作温度下限确定为250℃。在本类材料中,将螺柱材料简化为采用35CrMoA一种;受35CrMoA钢螺柱使用温度的限制,其工作温度上限值确定为500℃。公称压力为0.6MPa的人孔和手孔标准规定其最高工作温度为300℃。在此条件下,Cr-Mo钢作为抗氢材料已毋需采用;作为强度用钢,因有其他类材料可选,故也可不必采用。因此将IV类材料的下限公称压力确定为1.0MPa。(5)V,V类(16MnD,0.9MnNiD类)材料人孔和手孔系用于等于或低于一20℃温度下的低温压力容器上,要求人孔和手孔筒节上纵向、筒节与法兰连接的环向焊接接头全部采用焊透结构。但本标准中平焊法兰与筒节连接的焊接接头按照“HG管法兰标准”的规定为未焊透结构。因此V,V类材料仅使用于带颈对焊法兰人孔和手孔上,其公称压力系列只有PN2.5、4.0、6.3MPa三档。280
(扑)
(酶)
国2团
(最)
(晶)
(晶酷)
(晶)
需要非
(晶)
(县区
游8\8
薄8\8
()02
(易)02
(6)在较高工作压力下采用全不锈钢材料的人孔和手孔是不经济的,因此本标准规定的(И~X类)各类不锈钢人孔和手孔主要在工作压力低于1.6MPa的低压范围内使用。又因其配用的紧固零件只考虑了常用的铁素体钢材料(采用8.8级螺栓(柱)和8级螺母)',故本标准限定其工作温度范围为大于一20℃至250℃。
*:根据需要,使用者亦可选配奥氏体不锈钢材料的紧固零件,以扩大全不锈钢人孔和手孔的使用范围。(7)受法兰本身结构以及配用的非金属平垫片使用温度的限制,本标准中全部板式平焊法兰人孔和手孔(公称压力为0.6MPa)的最高使用工作温度限定为300℃。(8)标准中各板式平焊法兰和带颈平焊法兰人孔和手孔由于其筒节与法兰的连接为角接焊接接头且又未焊透,不宜使用于有剧烈循环载荷的场合,因此在这些人孔和手孔标准中没有列人全螺纹螺柱型式的紧固件。
(9)除上述各项说明外,本标准各受压元件材料的使用范围均依照了GB150和\HG管法兰标准”确定。根据不同类材料确定的各种人孔和手孔允许使用的工作压力和工作温度范围详列于各人孔和手孔标准的“工作温度下的最高无冲击工作压力表”中。2.其他人孔和手孔:
(1)本次修订将常压不快开人孔和手孔的原4.6级六角螺栓改为8.8级,相应其螺母改为8级。这样可满足压紧石棉或耐油石棉橡胶板等材料的垫片要求,从而扩大了常压不快开人孔和手孔使用的密封垫片种类(原标准只限于使用软橡胶垫片)。(2)与上节(2)同样的原因,本标准将各种非常压快开人孔和手孔中Q235-A钢板材料全部改为Q235-B。
3.在本标准中,除各回转盖快开人孔和手孔标准上采用的35号钢活节螺栓和25号钢六角螺母表面要求发蓝处理外,其他非标紧固零件表面都不经处理。如果所在容器图样中对紧固零件表面有氧化、镀锌钝化等处理要求时,则应按照容器图样的规定。4.各类材料在各级工作温度下的最高无冲击工作压力的确定:对于非常压不快开人孔和手孔,本标准全部采用了HG20604一1997《钢制管法兰压力-温度等级(欧洲体系)》中的数据。HG20604是将法兰、法兰盖以及紧固螺栓(柱)作为一个整体“接头”考虑的。给出了同类材料“接头”在不同工作温度下最高允许的无冲击工作压力值。另外,对本标准中各类规格、材料的人孔和手孔简节进行强度计算结果表明,人孔和手孔的筒节同样也都能满足上述在不同工作温度下的最高无冲击工作压力值。因此,HG20604中的数据可作为本标准的数据。对于非常压快开人孔和手孔,原“HG-95人孔和手孔标准”的温度-压力等级系以200℃温度为基准确定的。即工作温度200℃的最高无冲击工作压力等于公称压力,低于或高于200℃时分别作降温升压或升温降压使用。本标准参照“HG管法兰标准”的编制原则改以100C工作温度为基准,对应100℃工作温度的最高无冲击工作压力等于公称压力,超过100℃时则升温降压使用。这样可与非常压不快开人孔和手孔取得一致。降低一点工作压力,对快开式人孔和手孔的更可靠使用也是有利的。
5.人扎和手孔用密封垫片(圈)材料在化工和石油化工生产中,由于介质特性、操作参数等工况条件的不同,要求对密封垫片有广泛的选择性。因此本标准在各类人孔和手孔材料中规定了多种常用垫片材料,供使用者根据不同介282
质、温度和压力灵活选用,从而极大地扩大了本标准的应用范围。需要指出,对于非常压不快开人孔和手孔,在各个人孔和手孔标准明细表的垫片栏中,列出的仅以相应“HG管法兰标准”中垫片标准名称表示的垫片材料,不是实际垫片的材料,垫片的实际材料还需要通过本标准规定的垫片标记表达。常压不快开和非常压快开人孔和手孔垫片,因均属于非标准垫片,所以本标准仅采用了石棉和耐油石棉橡胶板材料。由于垫片材料的品种少,所以使用者可结合实际使用经验选用本标准之外的其他软垫片材料,但应另予说明。对于常压旋柄快开人孔(HG/T21525一2005)和常压快开手孔(HG/T21533一2005)垫片(圈),本标准采用了符合GB/T5574一1994《工业用橡胶板》的橡胶板材料。根据需要,使用者可根据GBT5574的规定,对除本标准规定之外的工业橡胶板的其他性能,如压缩永久变形率',耐酸、碱(腐蚀)性能等技术指标提出补充要求,并由供需双方协商确定。*:压缩永久变形率是与垫片(圈)密封性能有关的指标之一。6.关于焊接材料的选择:
(1)凡符合JB/T4709一2000《钢制压力容器焊接规程》者均按其规定选取焊条。(2)考虑到所有非常压的人孔和手孔都可用于易燃或有毒的受压容器上,因此这些人孔和手孔的受压零件及与其焊成一体的非受压零件的焊接,全部采用了低氢型焊条。(3)不同材料强度的零件焊接,焊条强度取与两焊件中强度级别低的母材相匹配、(4)16Mn钢管与16MnD锻件之间的焊接则取适合于低温钢焊接的E5015-G(J507RH)或E5016-G(J506RH)焊条。09MnD与09MnNiD之间的焊接则按与低强度母材相匹配的原则采用E5015-G(W607)焊条。
四、选用人孔和手孔标准时其他一些问题的说明1.各种人孔和手孔的选用除了应符合本标准中各自规定的工作温度和工作压力范围外,还应根据\《压力容器安全技术监察规程》”、GB150、JB/T4735以及“HG管法兰标准”等规范、标准对人孔和手孔筒节、法兰、法兰盖、螺栓(柱)、垫片各受压零件的型式和材料的使用规定,结合人孔和手孔所在容器的设计条件选定,满足所在容器的设计要求。2.本标准规定的人孔和手孔设计、制造、检验与验收要求是根据“《压力容器要全技术监察规程》”、GB150、JB/T4735等规范、标准所确定的最低技术要求,若人孔和手孔所在的容器图样上对人孔和手孔有更高的或除本标准规定以外的其他要求,则应按照容器图样的要求。3.焊接于容器之后,人孔和手孔筒节的有效补强面积,因涉及所在容器的设计压力、设计温度、腐蚀裕度,人孔和手孔的补强方式(单侧补强还是内伸双侧补强)以及材料等方面因素,故由设计者计算确定,本标准不作统一规定。4.可供腐蚀所用的人孔和手孔壁厚裕量应取扣除强度设计所需以及钢材厚度负偏差之后的零件厚度。属“HG管法兰标准”的法兰、法兰盖零件的腐蚀允许量应按标准法兰考虑。平焊法兰(包括法兰焊环或凸缘)可不考虑腐蚀裕量。5.在不快开的人孔和手孔标准中,将多数公称直径400mm和全部样槽密封面的人孔和手孔加上了括号,并注明“尽量不采用”。这是因为DN400mm的人孔太小不便于人的进出(前已述及)。样283
槽密封面相对突面和凹凸面而言,其结构比较复杂且不便于人孔盖的安装和密封垫片的更换。因此除非必须采用它们之外(警如在要求高密封性能的使用工况需采用棵槽密封面),一般情况下,应尽量不要选用。
6.由于本标准中各种人孔和手孔结构尚不能完全符合衬里人孔和手孔的要求,例如焊接接头及转角等处的磨平和磨圆要求,人孔和手孔绞链、吊臂附件上开设的调节距离用的长孔尺寸(未考虑衬里人孔需要放大),或者对加工有水线槽的法兰密封面(对某些衬里不允许有)等等均不能满足要求,所以本标准不作适用于衬里人孔和手孔的规定。但对于突面、平密封面法兰结构的人孔和手孔,毕竞只需稍加修改并补充有关技术要求,即可使用于某些衬里容器之上。因此这些人孔和手孔可以由使用者在衬里容器的设计中参考使用。7.本标准目前还无法具体规定出各种人孔和手孔的真空使用范围。因为真空操作与内压不同,需联系到介质渗透性、生产上允许介质的泄漏程度、密封法兰的结构和尺寸、法兰密封面型式以及采用的垫片等诸多因素。但为了解决真空条件下使用人孔和手孔,故建议暂参考HG20583-1998《钢制化工容器结构设计规定》中的5.2.3(3)项规定,对于公称压力不低于0.6MPa的人孔和手孔,可用于真空度小于600mmHg柱)的真空容器;公称压力不低于1.0MPa的人孔和手孔,可用于真空度为600~760mmHg(柱)的真空容器。8.回转盖、水平吊盖和垂直吊盖三种人孔附件形式的比较:从安装的角度来看,回转盖人孔安装位置比较灵活,它可在水平、垂直以及倾斜等全方位布置。但当安装于水平位置时,开启人孔盖不如水平吊盖人孔省力;当安装在垂直位置时,开启人孔盖不如垂直吊盖人孔所占空间紧凑,如图1和图2所示。选取时应根据其体的布置条件的定。图1回转盖人孔开启位置
图2垂直吊盖人孔开启位置
9.不快开回转盖人孔和手孔的回转铰链分两种型式(A型盖轴耳和B型盖轴耳),当人孔和手孔安装于容器顶部时,应选用B型结构以控制人孔和手孔盖的开启角度,可使关闭人孔和手孔盖时省力。
10.所有快开式人孔和手孔宜布置在容器的顶部位置,使其不直接与容器内的液体或固体物料相接触。
11.所有常压人孔和手孔由于其结构和材料的限制,不适用于盛装毒性为中度以上危害介质的容器;同时也应布置在只与气相介质相接触的容器顶部等位置处。12.人孔和手孔质量的确定:
(1)属于引用标准中的零件质量按引用标准的规定选取。其余,材料为碳素钢和低合金钢零件284
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。