JB/T 9207-1999
基本信息
标准号: JB/T 9207-1999
中文名称:钢铁在吸热式气氛中的热处理
标准类别:机械行业标准(JB)
英文名称:Heat treatment of steels in endothermic atmospheres
标准状态:已作废
发布日期:1999-06-24
实施日期:2000-01-01
作废日期:2008-11-01
下载格式:pdf zip
标准分类号
标准ICS号: 机械制造>>25.200热处理
中标分类号:机械>>加工工艺>>J36热处理
关联标准
出版信息
页数:8 页
标准价格:14.0
相关单位信息
归口单位:全国热处理标准化技术委员会
标准简介
JB/T 9207-1999
标准图片预览

标准内容
中华人民共和国机械行业标准
JB/T9207-1999
钢件在吸热式气氛中的热处理
Heat treatment of steeks in endothermic atmospheres1999-06-24发布
国家机械工业局
2000-01-01实施
3B9207—1999
本标准是刘ZRJ36012一8件在吸热式气或中的热处理的修订:您订仪投有关规定过行了编抖性整改,主要技术内容设有改变。本标自实施之起代替20J36012—89本标滑声全国热处理标准化技术委员会提出并财11。本标准负世起草单性:机械1业部第四设计研究、北京机电研流所,本标准资贵起草人;吴启明、于衍铸、张德光、宋小虹,徐跃,本标确下1989年3月29日首款发布,1范围
中华人民井和国机械行业标准
钢件在吸热式气氛中的热处理
Heattreatmentof slcelsin eudothermicalnaspheresJB/T9207—1999免费标准下载网-唯久标准网vv99
81:—89
个标准规定了钢件在吸热式气氮中的源料气、发尘器,热处理炉,热处开质虽挖制、检验及安余等的基一次
本标准适用丁渗碱,比追用于破双共费、光竞或济净率火、正火,氮碳共参及碳等工然2引用标准
下列标准所包含的条文,通过在本标准中引用构成为不标作的条文,本标准出版时,所示版均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准品新版本的可能烂,GR.T 16—19RT
GR/T9152—1988
GBT 11354—1989
JB.门2841—1993
JB.T3999—1999
JBT4155--1999
空标准采用下列定义。
3. 护腔时效
建筑设计放火规范
热处理炉有效加热区测定方法
钢钛琴件廖氨层深度测定利金相组织检验控制气体发生装受基本技术策性钢的瞬与磁函共密率火回火
气体氮碳共渗工
初次用护或停炉后再使用时,空炉升到定温度(调带心低于760),通入载气,瘦内气体磁势迟到基不稳定的过程。
4原料气的种类和要求
4.1种类
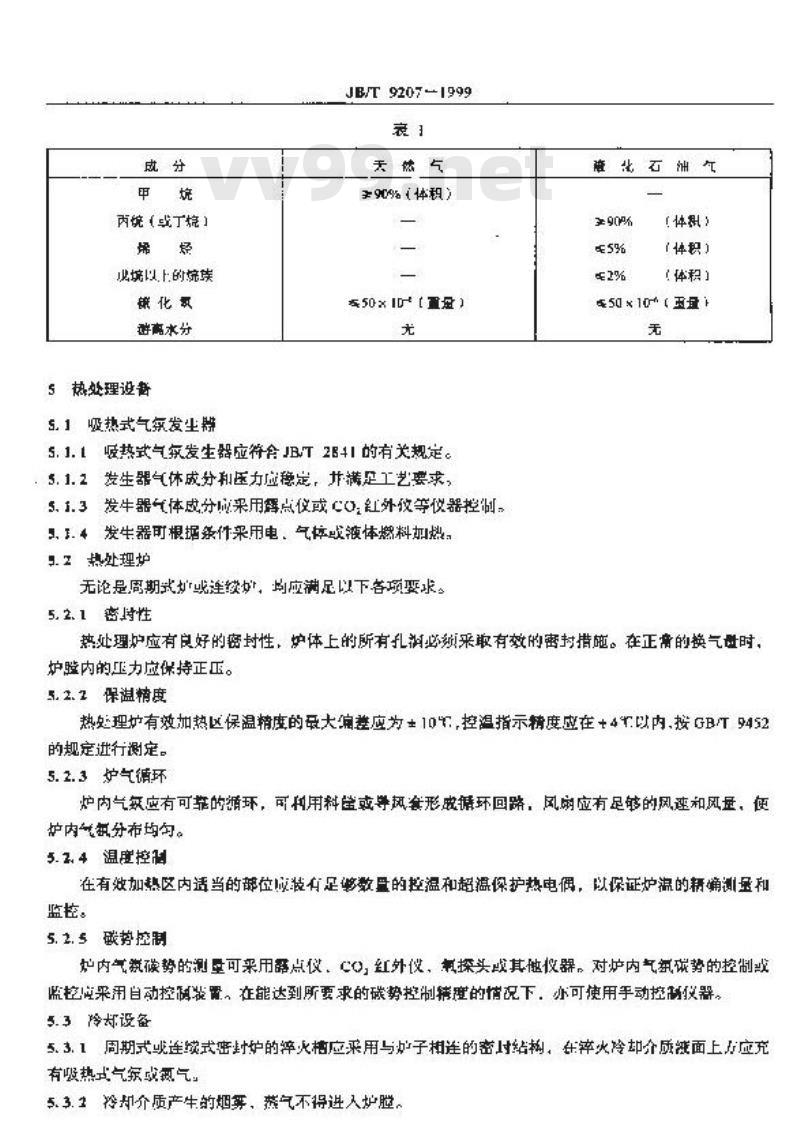
爱热式气筑常用的原料气为天然气和液化石油气。4.2要求
原料气的或分应符合表1列要求,国冠机撼工业局1999-06-24批准2000-01-0实施
丙烷(或丁烷)
此境以上的烷族
锦化斑
避高水分
5热必理设者
5.1吸热式气氛发尘期
JB/T9207-1999
天然气
90%(体积)
50×10【】
5.1.1坚热式气每发生器应符JB/T284I的有关规定。5.1.2发生器气体成分和医力应稳定,书满足工艺要求,5.1.3发牛器气体成分采用露点仪或CO,红外仪等仪器控例。,3.4发生器可根据条件采用电气体或液体燃料加热,.2热处理炉
无论是周期就扩战连续,均应满足以下各项要求。5. 2. 1密时性
鹿北石洲尔
(体制》
【体积】
(体积】
450×10(量
热处理炉应有良好的密封性,炉体上的所有孔润必须采取有效的密挝措随。在正痛的换气盘时,炉服内的压力应保持正压。
5.2.2保温精度
热起理炉有效加热区保温精度的录大编差应为+10%,控温指示精度应在+4T以内.按GB/T452的规定进行测定。
5.2.3炉气循环
炉内气氧应有可靠的循环,可利用科留或导风囊形皮循环回路,风扇应有足够的风速和风量,便炉内气氛分布均勾。
5.2. 4温度控制
在有效加热区内适当的部位成装有足够数受的控温和超温保护热电佣,以保证炉温的帮确测量和监控。
5.2.5碳势控制
炉内气费碳势的测量可采用爵点仪,CO,红外仪,氧探头或其他仪器,对炉内气氛碳势的控制或监挖采用自动控阅装置,在能达到所要求的碳势控制猜度的情况下,办可使用手动控器。5.3冷却设备
5.3.1周期式或连续式密封炉的痒火应采用与炉子相连的密时结构,在锌火冷却介质溅面上片应充有吸热式气氛或氯气
5.3.冷却价质产生的烟等,蒸气不得进入炉膛,2
JB/T9207—1995
5.3.3率火摊应有揽押循环装置,保证工件均匀的冷却。5.3.4冷却介质的温度应能控制在翼求的范周内,必要时应配置而获和冷却装实。5.4设备检查
对设备和仪变应定期检查知校正,并作出记录。6炉内气氛
6.1载气
用吸热式气氛作载气
6.2客化气
用大然气、内烷或厂烷作高化气。成分必须赖定,其要求和4.2原料气相同。6.3添加气
在酸鼠共和做共时还需添加签气6.4滤合和滴
载气和化气宜在炉外混后通入炉内。流量应按护型、炉容积,炉压、磁势和工件表面积币定,戴气、离化气和添加气的管路上与应设有流虽计和调书阀。7热处理工艺
.1表面障备
7.1.1在装炉前,所有1件、料盘和夹其应清选干净,并除去水分:7.1.2件1作表面不应有氧化和脱碳层(复碳1艺除外)7.2工件装炉
了,2,1工件必须放在有效加热区内,并合理地效暨别支撑,保证气瓶均匀畅通。了,2,2减控制T2过程,等批工性按需要装人同样材料和预先热处理的试样。7.3操作
7.3.1新化剂使用时、应光经充分烘下再进行还原处理。使用过程中应定期补充懈化剂。7.3.2新炉和停炉后重新开炉,应进行炉时效。7.3.3发空器和热处理炉膛连续使用时,应定期烧嵌期。7.3.4操作前应艳查热电惕、炉用仪表和气氯控制仪器等是否正常运行。7.7.5浮磁后不直接产火的工件,应在吸热式气氛或原气保护下冷却制.工艺感定温度以下,愁后转全空气中冷却,
8质量控制与检验
8. 1 外观
工件表面不充许有裂较、磁恢、锈蚀及算化皮:8.2表面硬度和硬化压深度
潜碳和碳氮北游应符合T399的规定:氛碳共整应符合JB/T4155及G白/T11354的规定。8.3表面含碳丝
JB/T9207-1999
渗惯率火1件表百含账量应根据产-品要求控赖,设定值般为10.8%10器:℃控制构度为
8.4金相织
迹符合工件的技术要求,或符合相虚标准的规定。B.5变彩
工件的变形成符合技术要求。
9记录
操作括及检验名应做出以下记录备者:a)[计号,名称,材料、教早或事:h)使用的设备;
e)艺参数:
温度:
时间:
气氮成分及用盐:
炉内气氧碳势;
济火冷却介和温度,
回火温度和时间。
d)检验:
硬化层深度:
丧面食碳盟:
硬度(表面心部;
金柑组统(表面心部)
e)检验结论!
f)处理日期:
&)操作者和检验省签名,
10安全
10.1安全设施
,」滤北石油气储的布登必须符合G」16一1第六节“化石油气储罐的布觅和防火间臣的就定
)在安全阐离区内不准有火源,可燃材料及与储港无关的群筑设范,特别不准有地下乳,近风井等,
」应防止口光直接照射绪,并应设有喷淋降温设施c)成组放置储链时,储雄间距至少应是最大储苹直径的二处之一,且不得小于1m10.1.2发生器和热理炉都必须设有防慢装置,女防据膜或防探盖。10.2安全摄作
JB9207-1999
[0.2.1发生器和热处理炉的研有驾道、阀门和接头都不允许漏气,并应等常尬替。[0.2.2热处理炉排气管应点燃,车尚应通风良好。10.2.3在炉内温度低于760时,禁止通人受热式气短,工要求在低于700%通气时,必统事先用工业鼠排尽炉内空气
10.2.4在发坐故障或突然停电时,应采取以下紧急措:&)应接通务月电;或
b制惜性气体(或99.5%氧气)實换炉内气体
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
JB/T9207-1999
钢件在吸热式气氛中的热处理
Heat treatment of steeks in endothermic atmospheres1999-06-24发布
国家机械工业局
2000-01-01实施
3B9207—1999
本标准是刘ZRJ36012一8件在吸热式气或中的热处理的修订:您订仪投有关规定过行了编抖性整改,主要技术内容设有改变。本标自实施之起代替20J36012—89本标滑声全国热处理标准化技术委员会提出并财11。本标准负世起草单性:机械1业部第四设计研究、北京机电研流所,本标准资贵起草人;吴启明、于衍铸、张德光、宋小虹,徐跃,本标确下1989年3月29日首款发布,1范围
中华人民井和国机械行业标准
钢件在吸热式气氛中的热处理
Heattreatmentof slcelsin eudothermicalnaspheresJB/T9207—1999免费标准下载网-唯久标准网vv99
81:—89
个标准规定了钢件在吸热式气氮中的源料气、发尘器,热处理炉,热处开质虽挖制、检验及安余等的基一次
本标准适用丁渗碱,比追用于破双共费、光竞或济净率火、正火,氮碳共参及碳等工然2引用标准
下列标准所包含的条文,通过在本标准中引用构成为不标作的条文,本标准出版时,所示版均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准品新版本的可能烂,GR.T 16—19RT
GR/T9152—1988
GBT 11354—1989
JB.门2841—1993
JB.T3999—1999
JBT4155--1999
空标准采用下列定义。
3. 护腔时效
建筑设计放火规范
热处理炉有效加热区测定方法
钢钛琴件廖氨层深度测定利金相组织检验控制气体发生装受基本技术策性钢的瞬与磁函共密率火回火
气体氮碳共渗工
初次用护或停炉后再使用时,空炉升到定温度(调带心低于760),通入载气,瘦内气体磁势迟到基不稳定的过程。
4原料气的种类和要求
4.1种类
爱热式气筑常用的原料气为天然气和液化石油气。4.2要求
原料气的或分应符合表1列要求,国冠机撼工业局1999-06-24批准2000-01-0实施
丙烷(或丁烷)
此境以上的烷族
锦化斑
避高水分
5热必理设者
5.1吸热式气氛发尘期
JB/T9207-1999
天然气
90%(体积)
50×10【】
5.1.1坚热式气每发生器应符JB/T284I的有关规定。5.1.2发生器气体成分和医力应稳定,书满足工艺要求,5.1.3发牛器气体成分采用露点仪或CO,红外仪等仪器控例。,3.4发生器可根据条件采用电气体或液体燃料加热,.2热处理炉
无论是周期就扩战连续,均应满足以下各项要求。5. 2. 1密时性
鹿北石洲尔
(体制》
【体积】
(体积】
450×10(量
热处理炉应有良好的密封性,炉体上的所有孔润必须采取有效的密挝措随。在正痛的换气盘时,炉服内的压力应保持正压。
5.2.2保温精度
热起理炉有效加热区保温精度的录大编差应为+10%,控温指示精度应在+4T以内.按GB/T452的规定进行测定。
5.2.3炉气循环
炉内气氧应有可靠的循环,可利用科留或导风囊形皮循环回路,风扇应有足够的风速和风量,便炉内气氛分布均勾。
5.2. 4温度控制
在有效加热区内适当的部位成装有足够数受的控温和超温保护热电佣,以保证炉温的帮确测量和监控。
5.2.5碳势控制
炉内气费碳势的测量可采用爵点仪,CO,红外仪,氧探头或其他仪器,对炉内气氛碳势的控制或监挖采用自动控阅装置,在能达到所要求的碳势控制猜度的情况下,办可使用手动控器。5.3冷却设备
5.3.1周期式或连续式密封炉的痒火应采用与炉子相连的密时结构,在锌火冷却介质溅面上片应充有吸热式气氛或氯气
5.3.冷却价质产生的烟等,蒸气不得进入炉膛,2
JB/T9207—1995
5.3.3率火摊应有揽押循环装置,保证工件均匀的冷却。5.3.4冷却介质的温度应能控制在翼求的范周内,必要时应配置而获和冷却装实。5.4设备检查
对设备和仪变应定期检查知校正,并作出记录。6炉内气氛
6.1载气
用吸热式气氛作载气
6.2客化气
用大然气、内烷或厂烷作高化气。成分必须赖定,其要求和4.2原料气相同。6.3添加气
在酸鼠共和做共时还需添加签气6.4滤合和滴
载气和化气宜在炉外混后通入炉内。流量应按护型、炉容积,炉压、磁势和工件表面积币定,戴气、离化气和添加气的管路上与应设有流虽计和调书阀。7热处理工艺
.1表面障备
7.1.1在装炉前,所有1件、料盘和夹其应清选干净,并除去水分:7.1.2件1作表面不应有氧化和脱碳层(复碳1艺除外)7.2工件装炉
了,2,1工件必须放在有效加热区内,并合理地效暨别支撑,保证气瓶均匀畅通。了,2,2减控制T2过程,等批工性按需要装人同样材料和预先热处理的试样。7.3操作
7.3.1新化剂使用时、应光经充分烘下再进行还原处理。使用过程中应定期补充懈化剂。7.3.2新炉和停炉后重新开炉,应进行炉时效。7.3.3发空器和热处理炉膛连续使用时,应定期烧嵌期。7.3.4操作前应艳查热电惕、炉用仪表和气氯控制仪器等是否正常运行。7.7.5浮磁后不直接产火的工件,应在吸热式气氛或原气保护下冷却制.工艺感定温度以下,愁后转全空气中冷却,
8质量控制与检验
8. 1 外观
工件表面不充许有裂较、磁恢、锈蚀及算化皮:8.2表面硬度和硬化压深度
潜碳和碳氮北游应符合T399的规定:氛碳共整应符合JB/T4155及G白/T11354的规定。8.3表面含碳丝
JB/T9207-1999
渗惯率火1件表百含账量应根据产-品要求控赖,设定值般为10.8%10器:℃控制构度为
8.4金相织
迹符合工件的技术要求,或符合相虚标准的规定。B.5变彩
工件的变形成符合技术要求。
9记录
操作括及检验名应做出以下记录备者:a)[计号,名称,材料、教早或事:h)使用的设备;
e)艺参数:
温度:
时间:
气氮成分及用盐:
炉内气氧碳势;
济火冷却介和温度,
回火温度和时间。
d)检验:
硬化层深度:
丧面食碳盟:
硬度(表面心部;
金柑组统(表面心部)
e)检验结论!
f)处理日期:
&)操作者和检验省签名,
10安全
10.1安全设施
,」滤北石油气储的布登必须符合G」16一1第六节“化石油气储罐的布觅和防火间臣的就定
)在安全阐离区内不准有火源,可燃材料及与储港无关的群筑设范,特别不准有地下乳,近风井等,
」应防止口光直接照射绪,并应设有喷淋降温设施c)成组放置储链时,储雄间距至少应是最大储苹直径的二处之一,且不得小于1m10.1.2发生器和热理炉都必须设有防慢装置,女防据膜或防探盖。10.2安全摄作
JB9207-1999
[0.2.1发生器和热处理炉的研有驾道、阀门和接头都不允许漏气,并应等常尬替。[0.2.2热处理炉排气管应点燃,车尚应通风良好。10.2.3在炉内温度低于760时,禁止通人受热式气短,工要求在低于700%通气时,必统事先用工业鼠排尽炉内空气
10.2.4在发坐故障或突然停电时,应采取以下紧急措:&)应接通务月电;或
b制惜性气体(或99.5%氧气)實换炉内气体
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。