JB/T 6358-1992
基本信息
标准号: JB/T 6358-1992
中文名称:带可换导柱可转位平底锪钻
标准类别:机械行业标准(JB)
标准状态:已作废
发布日期:1992-07-01
实施日期:1993-01-01
作废日期:2007-04-01
下载格式:pdf zip
标准分类号
中标分类号:机械>>工艺装备>>J41刀具
关联标准
替代情况:被JB/T 6358-2006代替
出版信息
出版社:机械工业出版社
页数:12 页
标准价格:16.0
出版日期:1993-01-01
相关单位信息
归口单位:成都工具研究所
发布部门:成都工具所
标准简介
本标准规定了带可换导柱可转位平底锪钻的型式尺寸、技术要求、性能试验和标志包装的基本要求。
标准图片预览


标准内容
中华人民共和国机械行业标准
JB/T6358-—92
带可换导柱可转位平底钻
1992-07-01发布
中华人民共和国机械电子工业部1993+01-01实施
华人民共和
机械行业标准
带可换导柱可转位平底总钻
JB/T635892
机电子工业部机械标准化研究所出版发行机械电子工业部机械标准化研究所印刷(北京8144信箱邮编100081)
版权专有不得翻印
开本880×1230
1/16印张7/8
8字数20000
1992年10月第一版
反1992年10月第一次印刷
印数00,001—500
定价2.10元
编号0712
中华人民共和国机械行业标准
带可换导柱可转位平底钻
主题内容与适用范围
JB/T6358—92
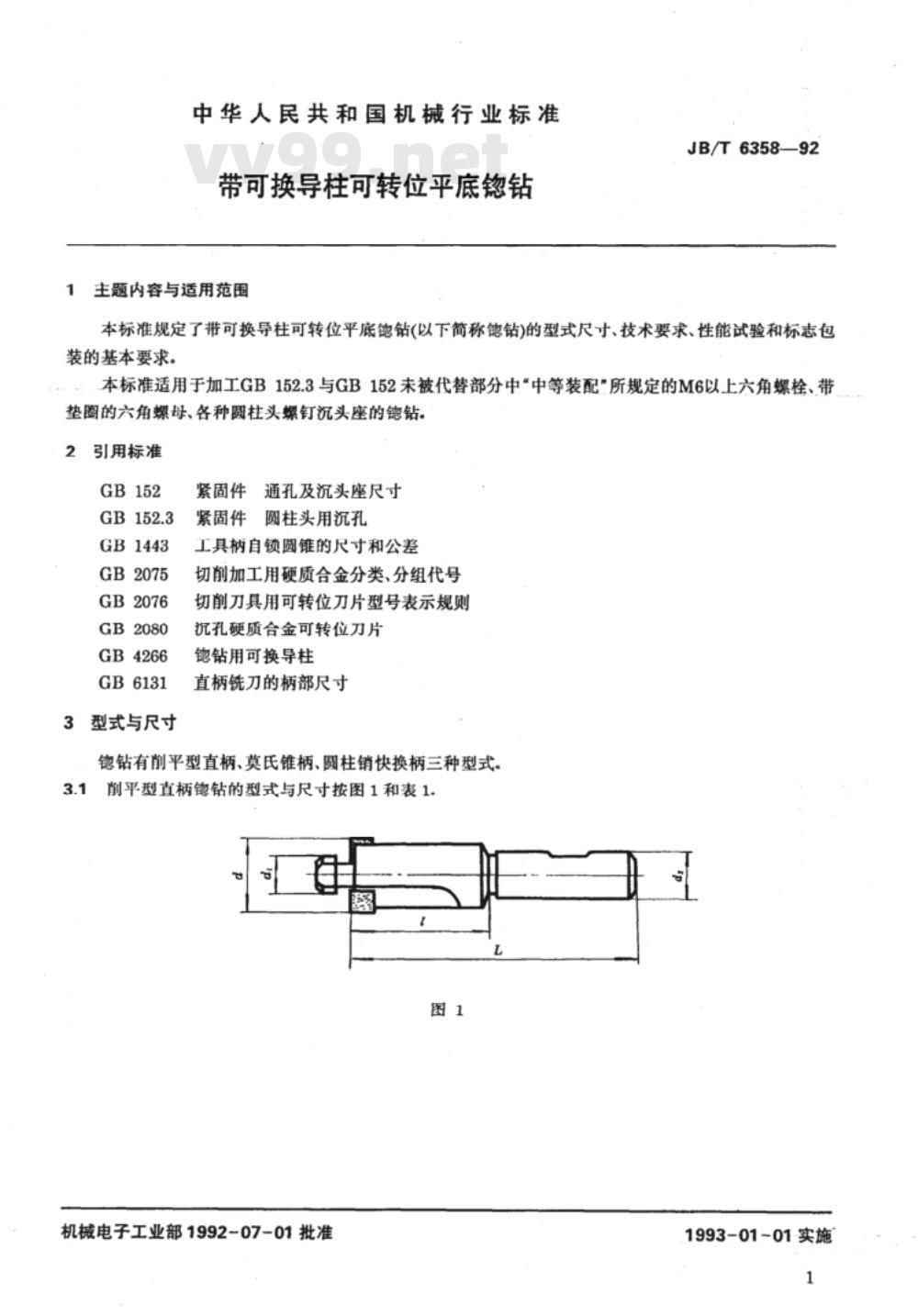
本标准规定了带可换导柱可转位平底铠钻(以下简称德钻)的型式尺寸、技术要求、性能试验和标志包装的基本要求。
本标准适用于加工GB152.3与GB152未被代替部分中“中等装配\所规定的M6以上六角螺栓、带垫圈的六角螺母、各种圆柱头螺钉沉头座的钝钻。2
引用标准
GB1443
GB2075
GB2076
GB2080
GB4266
GB6131
型式与尺寸
紧固件通孔及沉头座尺寸
紧固件圆柱头用沉孔
工具柄自锁圆锥的尺寸和公差
切削加工用硬质合金分类、分组代号切削刀具用可转位刀片型号表示规则沉孔硬质合金可转位刀片
钝钻用可换导柱
直柄铣刀的柄部尺寸
钩钻有削平型直柄、莫氏锥柄、圆柱销快换柄三种型式。3.1
削平型直柄德钻的型式与尺寸按图1和表1.图1
机械电子工业部1992-07-01批准1993-01-01实施
钻代号
18×11
20×11
22×14
24×11
25×16
28×18
32×20
33×22
35×22
36×20
36×22
38×20
38×24
JB/T635892
适用螺
栓或螺
钉规格
钻代号
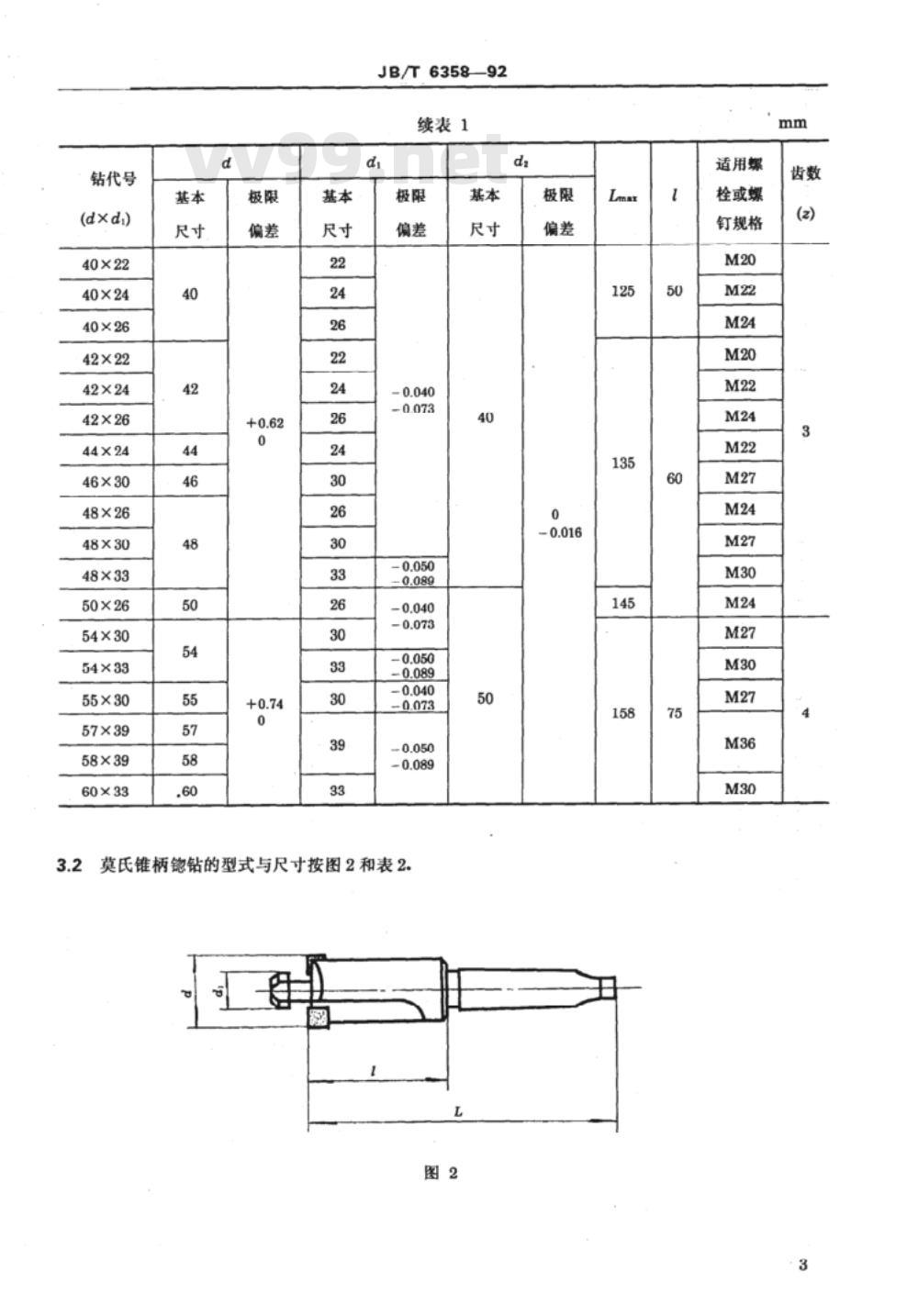
40×22
40×24
40×26
42×22
42×24
42×26
44×24
46×30
48×26
48×30
48×33
50×26
54×30
54×33
55×30
57×39
58×39
60×33
JB/T6358-92
续表1
3.2莫氏锥柄钩钻的型式与尺寸按图2和表2.L
适用螺
栓或螺
钉规格
钻代号
18×11
20×11
22×14
24×11
25×16
28×18
32×20
33×22
35×22
36×20
36×22
38×20
38×24
JB/T635892
圆锥号
适用螺
栓或螺
钉规格
钻代号
40×22
40×24
40×26
42×22
42×24
42×26
44×24
46×30
48×26
48×30
48×33
50×26
54×30
54×33
55×30
57×39
58×39
60×33
JB/T6358-92
续表2
3.3圆柱销快换柄锶钻的型式与尺寸按图3和表3Lmex
圆锥号
适用螺
检或螺
钉规格
钻代号
18×11
20×11
22×14
24×11
25×16
28×18
32×20
33×22
35×22
36×20
36×22
38×20
38×24
JB/T6358-92
适用螺
栓或螺
钉规格
钻代号
40×22
40×24
40×26
42×22
42×24
42×26
44×24
46×30
48×26
48×30
48×33
50×26
54×30
54×33
57×39
58×39
60×33
3.4标记示例
JB/T6358-92
续表3
直径d=30mm,d,=17.5mm,d,=25mm,削平型直柄平底钻:可转位平底锶钻30×17.5JB/T6358直径d=30mm,d,=17.5mm,莫氏锥柄平底钝钻可转位平底德钻30×17.5ⅡJB/T6358直径d=30mm,d,严17.5mm,d,=22mm,圆柱销快换柄平底钻:可转位平底钻30×17.5ⅢJB/T63584技术要求
4.1刀片不得有裂纹、崩刃,其余零件不得有裂纹、刻痕、锈迹等影响使用性能的缺陷4.2钩钻刀体及主要零件表面粗糙度值R.按表4。适用螺
栓或螺
钉规格
刀片前面
刀片后面
刀片底面
刀体柄部外圆
导向柱外圆(内外圃)
JB/T635892
德钻的尺寸精度和位置公差以及刀具的装配要求4.3.1
刀片按GB2080,其精度不得低于E级可换导柱按GB4266.
削平型直柄按GB6131.
莫氏锥柄按GB1443。
圆柱销快换柄按附录A(补充件)
锶钻各零件应能互换。
锶钻的位置公差按表5.
围周刃的径向圆跳动
端刃的端面圆跳动
导柱的径向国跳动
柄部的径向圆跳动
相邻齿
>26~30
注:①检查圆跳动时,德钻以刀体公共轴线为基准,导柱以导柱公共轴线为基准。②检查刀刃圆跳动时,应采用同一刀片在同一切削刃上进行。4.3.8
>30~60
刀片的装夹须牢固可靠.刀片与支承面之间应紧密贴合,保证切削过程中不松动,不产生位移。装配后的产品其导向柱应转动灵活。锶钻刀体及主要零件的材料与热处理4.4.1
刀体用合金钢制造,硬度不低于40HRC。4.4.2
导向柱用合金钢制造,硬度不低于55HRC。紧固件用碳素结构钢制造,硬度不低于40HRC.5性能试验
一般规定
钻每批应进行切削性能抽样试验,试验样本数n,合格判定数Ac和不合格判定数Re按表6的规批量范围
51~500
501~8500
5.2试验条件
5.2.1试验机床
JB/T635892
一般情况下采用wwW.vv99.Net
AQL值
试验机床应采用符合精度标准的立式钻床。5.2.2试验材料及技术要求
产品质量稳定时采用
5.2.2.1性能试验的刀片,采用P20硬质合金(按GB2075);试验材料用45钢,硬度为170~200HB。5.2.2.2试件试验前预钻的底孔直径不得大于导柱外圆直径0.1mm,其中心线必须与试验用机床的旋转轴线同轴。
5.2.3切削规范
带可换导柱可转位平底钝钻切削试验按表7的规定。表7
>26~40
>40~60
其他试验条件
0.06~0.12
冷却液为浓度1:20的乳化油水溶液,流量不小于25L/min。5.3试验结果的评定
锶孔深度at
锶孔数
经试验后孔表面粗糙度为Ra6.3um,刀片不得有崩刃和显著的磨钝现象,并应保持其原有性能。6标志包装
6.1标志
钝钻上应标志制造厂商标、铠钻代号.刀片上应标志硬质合金牌号或用途分类分组代号。钝钻包装盒上应标志产品名称、标准号、制造厂名称和商标、德钻代号、刀片材料、件数、制造年月。6.2包装
钻在包装前应经防锈处理,包装必须牢固,并能防止运输过程中的损伤。9
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
JB/T6358-—92
带可换导柱可转位平底钻
1992-07-01发布
中华人民共和国机械电子工业部1993+01-01实施
华人民共和
机械行业标准
带可换导柱可转位平底总钻
JB/T635892
机电子工业部机械标准化研究所出版发行机械电子工业部机械标准化研究所印刷(北京8144信箱邮编100081)
版权专有不得翻印
开本880×1230
1/16印张7/8
8字数20000
1992年10月第一版
反1992年10月第一次印刷
印数00,001—500
定价2.10元
编号0712
中华人民共和国机械行业标准
带可换导柱可转位平底钻
主题内容与适用范围
JB/T6358—92
本标准规定了带可换导柱可转位平底铠钻(以下简称德钻)的型式尺寸、技术要求、性能试验和标志包装的基本要求。
本标准适用于加工GB152.3与GB152未被代替部分中“中等装配\所规定的M6以上六角螺栓、带垫圈的六角螺母、各种圆柱头螺钉沉头座的钝钻。2
引用标准
GB1443
GB2075
GB2076
GB2080
GB4266
GB6131
型式与尺寸
紧固件通孔及沉头座尺寸
紧固件圆柱头用沉孔
工具柄自锁圆锥的尺寸和公差
切削加工用硬质合金分类、分组代号切削刀具用可转位刀片型号表示规则沉孔硬质合金可转位刀片
钝钻用可换导柱
直柄铣刀的柄部尺寸
钩钻有削平型直柄、莫氏锥柄、圆柱销快换柄三种型式。3.1
削平型直柄德钻的型式与尺寸按图1和表1.图1
机械电子工业部1992-07-01批准1993-01-01实施
钻代号
18×11
20×11
22×14
24×11
25×16
28×18
32×20
33×22
35×22
36×20
36×22
38×20
38×24
JB/T635892
适用螺
栓或螺
钉规格
钻代号
40×22
40×24
40×26
42×22
42×24
42×26
44×24
46×30
48×26
48×30
48×33
50×26
54×30
54×33
55×30
57×39
58×39
60×33
JB/T6358-92
续表1
3.2莫氏锥柄钩钻的型式与尺寸按图2和表2.L
适用螺
栓或螺
钉规格
钻代号
18×11
20×11
22×14
24×11
25×16
28×18
32×20
33×22
35×22
36×20
36×22
38×20
38×24
JB/T635892
圆锥号
适用螺
栓或螺
钉规格
钻代号
40×22
40×24
40×26
42×22
42×24
42×26
44×24
46×30
48×26
48×30
48×33
50×26
54×30
54×33
55×30
57×39
58×39
60×33
JB/T6358-92
续表2
3.3圆柱销快换柄锶钻的型式与尺寸按图3和表3Lmex
圆锥号
适用螺
检或螺
钉规格
钻代号
18×11
20×11
22×14
24×11
25×16
28×18
32×20
33×22
35×22
36×20
36×22
38×20
38×24
JB/T6358-92
适用螺
栓或螺
钉规格
钻代号
40×22
40×24
40×26
42×22
42×24
42×26
44×24
46×30
48×26
48×30
48×33
50×26
54×30
54×33
57×39
58×39
60×33
3.4标记示例
JB/T6358-92
续表3
直径d=30mm,d,=17.5mm,d,=25mm,削平型直柄平底钻:可转位平底锶钻30×17.5JB/T6358直径d=30mm,d,=17.5mm,莫氏锥柄平底钝钻可转位平底德钻30×17.5ⅡJB/T6358直径d=30mm,d,严17.5mm,d,=22mm,圆柱销快换柄平底钻:可转位平底钻30×17.5ⅢJB/T63584技术要求
4.1刀片不得有裂纹、崩刃,其余零件不得有裂纹、刻痕、锈迹等影响使用性能的缺陷4.2钩钻刀体及主要零件表面粗糙度值R.按表4。适用螺
栓或螺
钉规格
刀片前面
刀片后面
刀片底面
刀体柄部外圆
导向柱外圆(内外圃)
JB/T635892
德钻的尺寸精度和位置公差以及刀具的装配要求4.3.1
刀片按GB2080,其精度不得低于E级可换导柱按GB4266.
削平型直柄按GB6131.
莫氏锥柄按GB1443。
圆柱销快换柄按附录A(补充件)
锶钻各零件应能互换。
锶钻的位置公差按表5.
围周刃的径向圆跳动
端刃的端面圆跳动
导柱的径向国跳动
柄部的径向圆跳动
相邻齿
>26~30
注:①检查圆跳动时,德钻以刀体公共轴线为基准,导柱以导柱公共轴线为基准。②检查刀刃圆跳动时,应采用同一刀片在同一切削刃上进行。4.3.8
>30~60
刀片的装夹须牢固可靠.刀片与支承面之间应紧密贴合,保证切削过程中不松动,不产生位移。装配后的产品其导向柱应转动灵活。锶钻刀体及主要零件的材料与热处理4.4.1
刀体用合金钢制造,硬度不低于40HRC。4.4.2
导向柱用合金钢制造,硬度不低于55HRC。紧固件用碳素结构钢制造,硬度不低于40HRC.5性能试验
一般规定
钻每批应进行切削性能抽样试验,试验样本数n,合格判定数Ac和不合格判定数Re按表6的规批量范围
51~500
501~8500
5.2试验条件
5.2.1试验机床
JB/T635892
一般情况下采用wwW.vv99.Net
AQL值
试验机床应采用符合精度标准的立式钻床。5.2.2试验材料及技术要求
产品质量稳定时采用
5.2.2.1性能试验的刀片,采用P20硬质合金(按GB2075);试验材料用45钢,硬度为170~200HB。5.2.2.2试件试验前预钻的底孔直径不得大于导柱外圆直径0.1mm,其中心线必须与试验用机床的旋转轴线同轴。
5.2.3切削规范
带可换导柱可转位平底钝钻切削试验按表7的规定。表7
>26~40
>40~60
其他试验条件
0.06~0.12
冷却液为浓度1:20的乳化油水溶液,流量不小于25L/min。5.3试验结果的评定
锶孔深度at
锶孔数
经试验后孔表面粗糙度为Ra6.3um,刀片不得有崩刃和显著的磨钝现象,并应保持其原有性能。6标志包装
6.1标志
钝钻上应标志制造厂商标、铠钻代号.刀片上应标志硬质合金牌号或用途分类分组代号。钝钻包装盒上应标志产品名称、标准号、制造厂名称和商标、德钻代号、刀片材料、件数、制造年月。6.2包装
钻在包装前应经防锈处理,包装必须牢固,并能防止运输过程中的损伤。9
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。