JB/T 10813-2007
基本信息
标准号: JB/T 10813-2007
中文名称:秸秆粉碎还田机 锤爪
标准类别:机械行业标准(JB)
英文名称:Smashed straw machine-ammers
标准状态:现行
发布日期:2007-10-08
实施日期:2008-03-01
下载格式:pdf zip
标准分类号
标准ICS号: 农业>>农业机械、工具和设备>>65.060.20耕作机械
中标分类号:农业、林业>>农、林机械与设备>>B91农机具
关联标准
出版信息
出版社:机械工业出版社
书号:15111·8790
页数:7页
标准价格:10.0
出版日期:2008-03-01
相关单位信息
起草人:朱继平、彭卓敏、康建训、丁艳、袁栋、夏敏
起草单位:机械工业耕作机械产品质量检测中心、栾城县虹光铸造配件厂
归口单位:全国农业机械标准化技术委员会
提出单位:中国机械工业联合会
发布部门:中华人民共和国国家发展和改革委员会
标准简介
本标准规定了秸秆粉碎还田机用锤爪的型式尺寸、技术要求、试验方法、检验规则及标志、包装、运输和贮存。本标准适用于秸秆粉碎还田机用锤爪。
标准图片预览

标准内容
ICS 65.060.20
备案号:21827--2007
中华人民共和国机械行业标准
JB/T10813--2007
桔秆粉碎还田机
Smashed straw machine- Ammers2007-10-08发布Www.vV99.net
2008-03-01实施
中华人民共和国国家发展和改革委员会发布前言
1范围,
2规范性引用文件
3型式与尺寸
3.1型式,
3.2型号表示方法,
3.3锤爪的尺寸
4技术要求
外观质量,
检验方法
检验规则..
7.1检验项目.
7.2抽样方
7.3判定规则
8包装、运输和贮存
图1锤爪瓜
锤爪的尺寸
表2被测参数准确度要求
表3检验方法.,
表4不合格分类
表 5合格判定表,
JB/T 10813--2007
本标准由中国机械工业联合会提出:前言
本标推由全国农业机械标准化技术委员会(SAC/TC201)归口JB/T10813—2007
本标准起草单位:机械工业耕作机械产品质量检测中心、栾城县虹光铸造配件厂本标准主要起草人:朱继平、彭卓敏、康建训、丁艳、袁栋、夏敏,本标雄为首次发布。
1范围
秸秆粉碎还田机锤爪
JB/T 108132007
本标准规定了秸秆粉碎还田机用锤爪的型式尺寸、技术要求、检验方法、检验规则、包装、运输和贮存。
本标准适用于秸秆粉碎还田机用锤爪。2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标推的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标推,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。GB/T230.1-2004金属洛氏硬度试验第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)(ISO 6508-I:1999MOD)GB/T231.1一2002金属布氏硬度试验第1部分:试验方法(egVISO6506-1:1999(E))GB/T2828.1一2003计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划 (ISO 2859-1: 1999,DT)
GB/T5680—1998高锰钢铸件
GB/T11352—1989—般工程川铸造碳钢(neqISO3755:1991)3 型式与尺寸
3.1型式
按结构分为有齿锤爪、无齿锤爪两种:有齿锤瓜还可根据齿数区分。3.2型号表示方法
锤瓜的型号表示方法:
标记示例:
齿的个数(无齿不标注)
锤爪摆动半径,单位为mm
材质,铸造高锰钢标M,合金钢标H,普通铸钢不标注FZ表示粉碎锤爪
秸秆粉碎还田机用锤瓜,合金铸钢制造,摆动半径为125mm,三个齿:FZH 125—3
无齿:FZH 125
3.3锤爪的尺寸
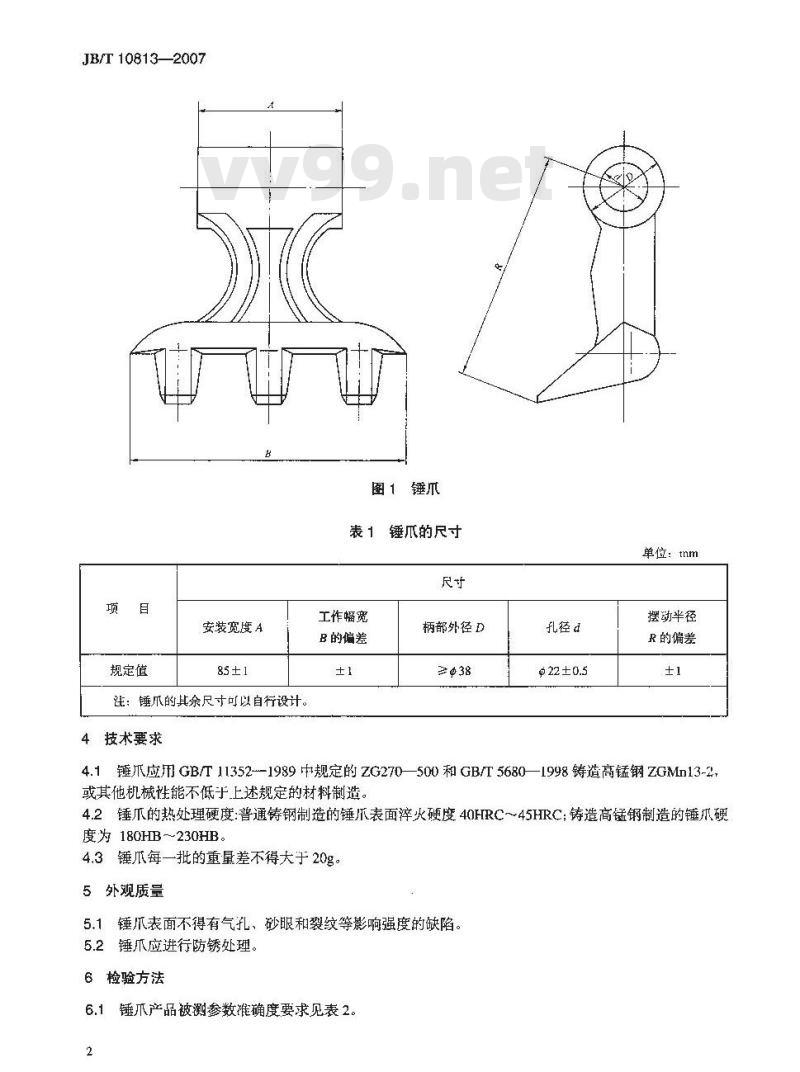
见图 1和表1。
JB/T10813—2007
安装宽度A
规定值
注:锤爪的其余尺寸可以自行设计。技术要求
图1锤爪
表1锤瓜的尺寸
工作幅宽
B的偏差
柄部外径 D
孔径d
单位:tnm
摆动半径
R的偏差
4.1锤爪应用 GB/T 11352--1989中规定的ZG270—500和GB/T5680—1998铸造高锰钢ZGMn13-2,或其他机械性能不低于上述规定的材料制造。4.2锤爪的热处理硬度:普通铸钢制造的锤不表面淬火硬度40HRC~45HRC;铸造高锰钢制造的锤爪硬度为 180HB~230HB
4.3锤瓜每一批的重量差不得大于20g。外观质量
锤瓜表面不得有气孔、砂眼和裂纹等影响强度的缺陷。锤爪应进行防锈处理。
6检验方法
锤爪产品被测参数谁确度要求见表2。2
被测参数
锤爪硬度
锤爪质基差
摆动半径
工作辐宽
安装宽度
柄部外径
锤爪产品质量检验方法见表3。
检验规则
7.1检验项目
锤爪硬度
锤爪质量差
摆动半径
工作幅宽
安装宽度
柄部外径
外观质量
防锈措施
表2被测参数准确度要求
推确度
JB/T10813—2007
±1HRC(洛氏硬度测盘时)
±3%(布氏硬度测量时)
表3检验方法
捡验方法
一般检测链锤爪的齿部硬度,
每个样品
按GB门230.1和GBT231.1的规定测定。测量四点,第一点不计,三点合格为合格称量锤爪每个样品的质量,计算其最大值和最小值之差测量柄部安装孔中心线到锤爪齿端部距离测量锤爪齿部最宽处的尺寸
测量锤底柄部安装孔的直径,两端测量测量锤爪柄部宽度尺寸
测量链瓜安装宽度处柄部外径
被检项目凡不符合本标推要求的均为不合格7.1.1
按被检项目对产品的影响程度,分为A类不合格、B类不合格。项目不合格分类见表4。表 4不合格分类
项目分类
锤爪硬度
锤爪重量差
摆动半径
工作幅宽
安装宽度
柄部外径
外观质费
防锈措施
JB/T10813--2007
7.2抽样方法
7.2.1产品的抽样检验,在生产厂最近一年生产的产品中随机抽取,样本大小为八把,产品的检查批不少于500把。在用户和市场上抽样不受此限,但应为未使用的产品。7.2.2订货单位抽验产品质量时,可按GB/T2828.1规定进行。合格质量水平和检查批量由供货方和订货方协商确定。如有合商规定,则按合同进行。7.2.3产品的出厂检验,生产厂应根据产品结构和质量水平,确定检验项目。7.3判定规则
采用逐项考核,按类判定,以各类所能达到的最低等级定为该批产品的质量等级。合格判定表见表5,AQL为可接收质量限,A.为接收数,R为拒收数。表5合格判定表
项目数
抽样方案
合格品
8包装、运输和贮存
8.1包装件外部应标明:
a)产品型号与名称;
b)包装件质量及总件数:
检查水平
样本字码
样本大小
c)制造厂名称及详细地址:
d)生产日期:
e)产品执行标准编号。
单独发运应包装,包装应牢固可靠。包装件内应附有检验合格证。8.2运输:
订货方和生产企业根据需要协商运输方式。8.3贮存:
应贮存在通风、干燥的场所,并采取防潮、防晒和防雨雪等措施。s-3
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
备案号:21827--2007
中华人民共和国机械行业标准
JB/T10813--2007
桔秆粉碎还田机
Smashed straw machine- Ammers2007-10-08发布Www.vV99.net
2008-03-01实施
中华人民共和国国家发展和改革委员会发布前言
1范围,
2规范性引用文件
3型式与尺寸
3.1型式,
3.2型号表示方法,
3.3锤爪的尺寸
4技术要求
外观质量,
检验方法
检验规则..
7.1检验项目.
7.2抽样方
7.3判定规则
8包装、运输和贮存
图1锤爪瓜
锤爪的尺寸
表2被测参数准确度要求
表3检验方法.,
表4不合格分类
表 5合格判定表,
JB/T 10813--2007
本标准由中国机械工业联合会提出:前言
本标推由全国农业机械标准化技术委员会(SAC/TC201)归口JB/T10813—2007
本标准起草单位:机械工业耕作机械产品质量检测中心、栾城县虹光铸造配件厂本标准主要起草人:朱继平、彭卓敏、康建训、丁艳、袁栋、夏敏,本标雄为首次发布。
1范围
秸秆粉碎还田机锤爪
JB/T 108132007
本标准规定了秸秆粉碎还田机用锤爪的型式尺寸、技术要求、检验方法、检验规则、包装、运输和贮存。
本标准适用于秸秆粉碎还田机用锤爪。2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标推的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标推,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。GB/T230.1-2004金属洛氏硬度试验第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)(ISO 6508-I:1999MOD)GB/T231.1一2002金属布氏硬度试验第1部分:试验方法(egVISO6506-1:1999(E))GB/T2828.1一2003计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划 (ISO 2859-1: 1999,DT)
GB/T5680—1998高锰钢铸件
GB/T11352—1989—般工程川铸造碳钢(neqISO3755:1991)3 型式与尺寸
3.1型式
按结构分为有齿锤爪、无齿锤爪两种:有齿锤瓜还可根据齿数区分。3.2型号表示方法
锤瓜的型号表示方法:
标记示例:
齿的个数(无齿不标注)
锤爪摆动半径,单位为mm
材质,铸造高锰钢标M,合金钢标H,普通铸钢不标注FZ表示粉碎锤爪
秸秆粉碎还田机用锤瓜,合金铸钢制造,摆动半径为125mm,三个齿:FZH 125—3
无齿:FZH 125
3.3锤爪的尺寸
见图 1和表1。
JB/T10813—2007
安装宽度A
规定值
注:锤爪的其余尺寸可以自行设计。技术要求
图1锤爪
表1锤瓜的尺寸
工作幅宽
B的偏差
柄部外径 D
孔径d
单位:tnm
摆动半径
R的偏差
4.1锤爪应用 GB/T 11352--1989中规定的ZG270—500和GB/T5680—1998铸造高锰钢ZGMn13-2,或其他机械性能不低于上述规定的材料制造。4.2锤爪的热处理硬度:普通铸钢制造的锤不表面淬火硬度40HRC~45HRC;铸造高锰钢制造的锤爪硬度为 180HB~230HB
4.3锤瓜每一批的重量差不得大于20g。外观质量
锤瓜表面不得有气孔、砂眼和裂纹等影响强度的缺陷。锤爪应进行防锈处理。
6检验方法
锤爪产品被测参数谁确度要求见表2。2
被测参数
锤爪硬度
锤爪质基差
摆动半径
工作辐宽
安装宽度
柄部外径
锤爪产品质量检验方法见表3。
检验规则
7.1检验项目
锤爪硬度
锤爪质量差
摆动半径
工作幅宽
安装宽度
柄部外径
外观质量
防锈措施
表2被测参数准确度要求
推确度
JB/T10813—2007
±1HRC(洛氏硬度测盘时)
±3%(布氏硬度测量时)
表3检验方法
捡验方法
一般检测链锤爪的齿部硬度,
每个样品
按GB门230.1和GBT231.1的规定测定。测量四点,第一点不计,三点合格为合格称量锤爪每个样品的质量,计算其最大值和最小值之差测量柄部安装孔中心线到锤爪齿端部距离测量锤爪齿部最宽处的尺寸
测量锤底柄部安装孔的直径,两端测量测量锤爪柄部宽度尺寸
测量链瓜安装宽度处柄部外径
被检项目凡不符合本标推要求的均为不合格7.1.1
按被检项目对产品的影响程度,分为A类不合格、B类不合格。项目不合格分类见表4。表 4不合格分类
项目分类
锤爪硬度
锤爪重量差
摆动半径
工作幅宽
安装宽度
柄部外径
外观质费
防锈措施
JB/T10813--2007
7.2抽样方法
7.2.1产品的抽样检验,在生产厂最近一年生产的产品中随机抽取,样本大小为八把,产品的检查批不少于500把。在用户和市场上抽样不受此限,但应为未使用的产品。7.2.2订货单位抽验产品质量时,可按GB/T2828.1规定进行。合格质量水平和检查批量由供货方和订货方协商确定。如有合商规定,则按合同进行。7.2.3产品的出厂检验,生产厂应根据产品结构和质量水平,确定检验项目。7.3判定规则
采用逐项考核,按类判定,以各类所能达到的最低等级定为该批产品的质量等级。合格判定表见表5,AQL为可接收质量限,A.为接收数,R为拒收数。表5合格判定表
项目数
抽样方案
合格品
8包装、运输和贮存
8.1包装件外部应标明:
a)产品型号与名称;
b)包装件质量及总件数:
检查水平
样本字码
样本大小
c)制造厂名称及详细地址:
d)生产日期:
e)产品执行标准编号。
单独发运应包装,包装应牢固可靠。包装件内应附有检验合格证。8.2运输:
订货方和生产企业根据需要协商运输方式。8.3贮存:
应贮存在通风、干燥的场所,并采取防潮、防晒和防雨雪等措施。s-3
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。