JB/T 3812-1999
基本信息
标准号: JB/T 3812-1999
中文名称:矿用提升机和矿用绞车 盘形制动器用蝶形弹簧
标准类别:机械行业标准(JB)
英文名称:Cup spring for mine hoist and mine winder disc brakes
标准状态:已作废
发布日期:1999-06-28
实施日期:2000-01-01
作废日期:2015-10-01
下载格式:pdf zip
标准分类号
标准ICS号: 采矿和矿产品>>采矿设备>>73.100.40牵引和起重设备
中标分类号:矿业>>矿山机械设备>>D93提升、贮运设备
关联标准
出版信息
页数:10 页
标准价格:15.0
相关单位信息
归口单位:全国矿山机械标准化技术委员会
标准简介
JB/T 3812-1999
标准图片预览


标准内容
ICS73.100.40
中华人民共和国机械行业标准
JB/T3812—1999
矿提升机和矿用绞车
盘形制动器用碟形弹簧
Cup spring for minehoistand
minewinderdiscbrakes
1999-06-28发布
国家机械工业局
2000-01-01实施
JB/T3812—1999
本标准是对JB381284《矿井提升机和矿用绞车盘形制动器用碟形弹簧》进行的修订。本标准与JB3812一84相比,主要技术内容改变如下:根据使用情况改变了碟簧表面粗糙度的要求:一增加了有特殊要求应由供需双方协议规定的有关内容;取消了使用要求和附录A,修改了附录B的有关内容。本标准自实施之日起,代替JB3812—84本标准的附录A是标准的附录。
本标准由全国矿山机械标准化技术委员会提出并归口。本标准负责起草单位:中信重型机械公司。本标准主要起草人:轰虹、杜波、王冰、刘方、郭明。1范围
中华人民共和国机械行业标准
矿井提升机和矿用绞车
盘形制动器用碟形弹簧
Cup springforminehoistand
minewinder disc brakes
JB/T3812-—1999
代替JB3812—84
本标准规定了矿并提升机和矿用绞车盘形制动器用碟形弹簧的型式、基本参数、技术要求、试验方法、检验规则、标志、包装、运输和贮存。本标准适用于矿井提升机和矿用绞车盘形制动器使用的碟形弹簧(以下简称碟簧)。2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB191—1990
GB/T 2241987
GB/T2301991
包装储运图示标志
钢的脱碳层深度测定法
金属洛氏硬度试验方法
GB/T1222—1984弹簧钢
GB/T32791989弹簧热轧薄钢板
YB/T5058一1993弹簧钢、工具钢冷轧钢带3型式和基本参数
碟簧的型式如图1所示。
国家机械工业局1999-06-28批准2000-01-01实施
JB/T3812—1999
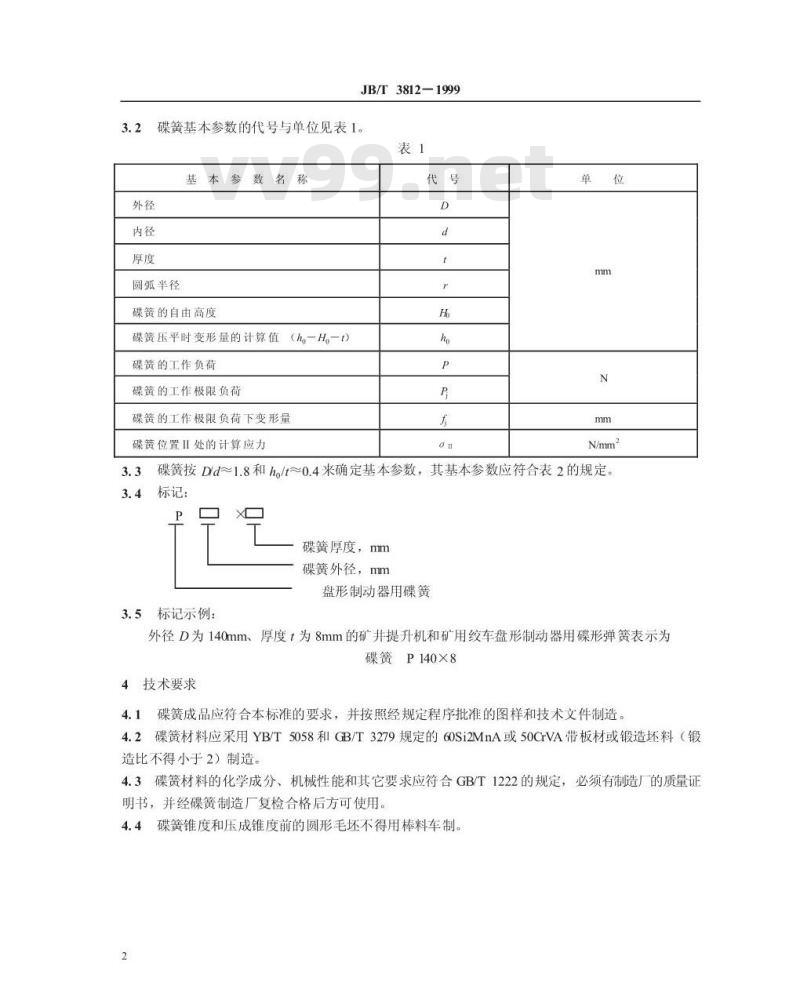
碟簧基本参数的代号与单位见表1。表1
基本参数名称
圆弧半径
碟簧的自由高度
碟簧压平时变形量的计算值(ho-Ho-t)碟簧的工作负荷
碟簧的工作极限负荷
碟簧的工作极限负荷下变形量
碟簧位置Ⅱ处的计算应力
碟簧按Dd~1.8和ho/t~0.4来确定基本参数,其基本参数应符合表2的规定。标记:
碟簧厚度,mm
碟簧外径,mm
盘形制动器用碟簧
5标记示例:
外径D为140mm、厚度t为8mm的矿井提升机和矿用绞车盘形制动器用碟形弹簧表示为碟簧P140×8
4技术要求
4.1碟簧成品应符合本标准的要求,并按照经规定程序批准的图样和技术文件制造4.2碟簧材料应采用YB/T5058和GB/T3279规定的60Si2MnA或50CrVA带板材或锻造坏料(锻造比不得小于2)制造。
4.3碟簧材料的化学成分、机械性能和其它要求应符合GB/T1222的规定,必须有制造厂的质量证明书,并经碟簧制造厂复检合格后方可使用。4.4碟簧锥度和压成锥度前的圆形毛坏不得用棒料车制。2
注:产的偏差仅限于设计制造样板用4.5
碟簧的热处理硬度为43~50HRC,厚度
单面脱碳层深度
JB/T3812-1999
公称极限
尺寸偏差
强压处理负荷单件重量
淬火次数不得超过两次,表面脱碳层深度应符合表3的规定表3
≤0018t
碟簧表面不允许有疤痕、裂纹、折叠、锈斑和碰伤等缺陷。碟簧表面粗糙度应符合表4的规定表4
加工方法
车削加工
磨削加工
注:表面粗糙度指碟簧环料加热前的表面粗糙度碟簧尺寸的极限偏差应符合表2的规定。4.7
4.8碟簧负荷的波动范围应符合表5的规定表面粗糙度R值
JB/T3812—1999
碟簧的形位公差应符合表6的规定。表6
形位公差名称
D对d的同轴度
支撑面与检查平台间的间隙
两支撑线间的平行度
(检验长度L-d)
负荷(P)的波动范围
外径D为90-120mm
外径D>20-150mm
外径D为90-20mm
外径D>120-150mm
内径d为40-63mm
内径63~80mm
4.10碟簧热处理后应在内锥面进行喷丸强化处理,喷丸后其内锥表面的麻点覆盖率应不小于90%4.11:碟簧喷丸后全部进行强压处理,强压处理负荷按表2的规定,强压处理次数不少于五次,处理后其自由高度H应符合表2的规定。4.12碟簧的疲劳寿命应不低于5×105循环次数。4.13碟簧表面的防腐处理应采用发蓝或磷化等方法。5试验方法
碟簧硬度按GB/T230的规定进行检验。碟簧脱碳层深度按GB/T224的规定进行检验碟簧成品按4.12规定的强压负荷和次数,单片或成组(使用芯轴)的进行压缩试验5.4负荷试验
a)碟簧经压缩试验后进行负荷试验,碟簧负荷试验必须在加载情况下进行,试验时要用润滑剂。两端压板硬度不低于55HRC,表面粗糙度R,值应小于1.6m,上压板上应装有能自动调节水平的球形装置:
b)碟簧应单件或成组的装在心轴上,放在测力试验机平台的中心进行试验,试验机的负荷精确度误差不大于士1%
5.5尺寸检验
a)自由高度应在压缩试验后,在检验平台上用深度卡尺测量碟簧不同部位的三点自由高度,取平均值:
b)内外径同轴度用万用量具检查:c)支撑面与检验平台之间的间隙应在检验平台上用塞尺检查,其间隙的累加总弧长不得大于圆周长的三分之一;
JB/T3812-1999
d)两支撑线间的平行度应在检验平台上用带指示器的测量架测量碟簧的上平面,取其最大与最小的自由高度的差值:
碟簧的内径与外径用精度为0.02mm的相应游标卡尺测量:F碟簧的圆弧半径用专用样板测量。5.6表面粗糙度用比较法或直接测量法进行检验。5.7外观目测或用3倍放大镜检查,有疑议时可用磁粉探伤或染色探伤等试验方法检查。5.8表面防腐处理按有关发蓝、磷化标准的规定进行检查。检验规则
成品碟簧应经制造厂的技术检查部门检验合格方可出厂。碟簧的检查及试验项目:
a)外观:
b)硬度;
c)各部尺寸及形位公差;
d)负荷;
e)表面处理质量。
6.3按6.2规定的项目进行检验,产品批的抽检数量应为该批总数的5%~10%,但每次检验数量不应少于五件,不多于100件,在抽检中如有一件(或组)不合格,该产品批应全部进行分选或返修后再提交检验。
6.4对检验方法、检验规则有特殊要求时,可由供需双方协商规定。7标志、包装、运输和贮存
碟簧在包装前应清理干净,并涂防锈油。7.1
2碟簧应包装可靠,每箱重量不超过60kg。7.2
7.3包装箱内应附有产品合格证书,合格证包括下列内容:a)制造厂名称;
b)产品名称及标记;
c)件数:
d))制造日期;
e)技术检查部门签章。
7.4包装箱外部应标明:
a)制造厂名称、商标及厂址;
b)产品名称及标记:
c)收货单位及地址:
d)件数:
e)毛重;
f)“小心轻放”、“怕湿”等标记;g)出厂日期。
JB/T3812-1999
5产品应贮存在通风、干燥的仓库内。在正常情况下,自出厂之日起18个月内应不锈蚀7.5
5对标志、包装、运输和贮存有特殊要求时,应由供需双方协议规定。7.6
JB/T3812-1999
附录A
(标准的附录)
碟形弹簧导向件
碟形弹簧的导向采用导杆,导向件与碟簧之间的间隙应符合表A1的规定。表Al
碟簧内径d
>30-50
>50-80
导向件导向表面的硬度最低不应小于55HRC,导向表面的粗糙度R值应小于3.2um。A2免费标准下载网-唯久标准网vv99
机械行业标准
矿井提升机和矿用绞车
盘形制动器用碟形弹簧
JB/T3812—1999
机械工业部机械标准化研究所出版发行机械工业部机械标准化研究所印刷(北京首体南路2号邮编100044)*
1/16印张3/4字数16.000
开本880×1230
1999年7月第一版
1999年7月第一次印刷
印数1-500
定价1000元
99-149
66682
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国机械行业标准
JB/T3812—1999
矿提升机和矿用绞车
盘形制动器用碟形弹簧
Cup spring for minehoistand
minewinderdiscbrakes
1999-06-28发布
国家机械工业局
2000-01-01实施
JB/T3812—1999
本标准是对JB381284《矿井提升机和矿用绞车盘形制动器用碟形弹簧》进行的修订。本标准与JB3812一84相比,主要技术内容改变如下:根据使用情况改变了碟簧表面粗糙度的要求:一增加了有特殊要求应由供需双方协议规定的有关内容;取消了使用要求和附录A,修改了附录B的有关内容。本标准自实施之日起,代替JB3812—84本标准的附录A是标准的附录。
本标准由全国矿山机械标准化技术委员会提出并归口。本标准负责起草单位:中信重型机械公司。本标准主要起草人:轰虹、杜波、王冰、刘方、郭明。1范围
中华人民共和国机械行业标准
矿井提升机和矿用绞车
盘形制动器用碟形弹簧
Cup springforminehoistand
minewinder disc brakes
JB/T3812-—1999
代替JB3812—84
本标准规定了矿并提升机和矿用绞车盘形制动器用碟形弹簧的型式、基本参数、技术要求、试验方法、检验规则、标志、包装、运输和贮存。本标准适用于矿井提升机和矿用绞车盘形制动器使用的碟形弹簧(以下简称碟簧)。2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB191—1990
GB/T 2241987
GB/T2301991
包装储运图示标志
钢的脱碳层深度测定法
金属洛氏硬度试验方法
GB/T1222—1984弹簧钢
GB/T32791989弹簧热轧薄钢板
YB/T5058一1993弹簧钢、工具钢冷轧钢带3型式和基本参数
碟簧的型式如图1所示。
国家机械工业局1999-06-28批准2000-01-01实施
JB/T3812—1999
碟簧基本参数的代号与单位见表1。表1
基本参数名称
圆弧半径
碟簧的自由高度
碟簧压平时变形量的计算值(ho-Ho-t)碟簧的工作负荷
碟簧的工作极限负荷
碟簧的工作极限负荷下变形量
碟簧位置Ⅱ处的计算应力
碟簧按Dd~1.8和ho/t~0.4来确定基本参数,其基本参数应符合表2的规定。标记:
碟簧厚度,mm
碟簧外径,mm
盘形制动器用碟簧
5标记示例:
外径D为140mm、厚度t为8mm的矿井提升机和矿用绞车盘形制动器用碟形弹簧表示为碟簧P140×8
4技术要求
4.1碟簧成品应符合本标准的要求,并按照经规定程序批准的图样和技术文件制造4.2碟簧材料应采用YB/T5058和GB/T3279规定的60Si2MnA或50CrVA带板材或锻造坏料(锻造比不得小于2)制造。
4.3碟簧材料的化学成分、机械性能和其它要求应符合GB/T1222的规定,必须有制造厂的质量证明书,并经碟簧制造厂复检合格后方可使用。4.4碟簧锥度和压成锥度前的圆形毛坏不得用棒料车制。2
注:产的偏差仅限于设计制造样板用4.5
碟簧的热处理硬度为43~50HRC,厚度
单面脱碳层深度
JB/T3812-1999
公称极限
尺寸偏差
强压处理负荷单件重量
淬火次数不得超过两次,表面脱碳层深度应符合表3的规定表3
≤0018t
碟簧表面不允许有疤痕、裂纹、折叠、锈斑和碰伤等缺陷。碟簧表面粗糙度应符合表4的规定表4
加工方法
车削加工
磨削加工
注:表面粗糙度指碟簧环料加热前的表面粗糙度碟簧尺寸的极限偏差应符合表2的规定。4.7
4.8碟簧负荷的波动范围应符合表5的规定表面粗糙度R值
JB/T3812—1999
碟簧的形位公差应符合表6的规定。表6
形位公差名称
D对d的同轴度
支撑面与检查平台间的间隙
两支撑线间的平行度
(检验长度L-d)
负荷(P)的波动范围
外径D为90-120mm
外径D>20-150mm
外径D为90-20mm
外径D>120-150mm
内径d为40-63mm
内径63~80mm
4.10碟簧热处理后应在内锥面进行喷丸强化处理,喷丸后其内锥表面的麻点覆盖率应不小于90%4.11:碟簧喷丸后全部进行强压处理,强压处理负荷按表2的规定,强压处理次数不少于五次,处理后其自由高度H应符合表2的规定。4.12碟簧的疲劳寿命应不低于5×105循环次数。4.13碟簧表面的防腐处理应采用发蓝或磷化等方法。5试验方法
碟簧硬度按GB/T230的规定进行检验。碟簧脱碳层深度按GB/T224的规定进行检验碟簧成品按4.12规定的强压负荷和次数,单片或成组(使用芯轴)的进行压缩试验5.4负荷试验
a)碟簧经压缩试验后进行负荷试验,碟簧负荷试验必须在加载情况下进行,试验时要用润滑剂。两端压板硬度不低于55HRC,表面粗糙度R,值应小于1.6m,上压板上应装有能自动调节水平的球形装置:
b)碟簧应单件或成组的装在心轴上,放在测力试验机平台的中心进行试验,试验机的负荷精确度误差不大于士1%
5.5尺寸检验
a)自由高度应在压缩试验后,在检验平台上用深度卡尺测量碟簧不同部位的三点自由高度,取平均值:
b)内外径同轴度用万用量具检查:c)支撑面与检验平台之间的间隙应在检验平台上用塞尺检查,其间隙的累加总弧长不得大于圆周长的三分之一;
JB/T3812-1999
d)两支撑线间的平行度应在检验平台上用带指示器的测量架测量碟簧的上平面,取其最大与最小的自由高度的差值:
碟簧的内径与外径用精度为0.02mm的相应游标卡尺测量:F碟簧的圆弧半径用专用样板测量。5.6表面粗糙度用比较法或直接测量法进行检验。5.7外观目测或用3倍放大镜检查,有疑议时可用磁粉探伤或染色探伤等试验方法检查。5.8表面防腐处理按有关发蓝、磷化标准的规定进行检查。检验规则
成品碟簧应经制造厂的技术检查部门检验合格方可出厂。碟簧的检查及试验项目:
a)外观:
b)硬度;
c)各部尺寸及形位公差;
d)负荷;
e)表面处理质量。
6.3按6.2规定的项目进行检验,产品批的抽检数量应为该批总数的5%~10%,但每次检验数量不应少于五件,不多于100件,在抽检中如有一件(或组)不合格,该产品批应全部进行分选或返修后再提交检验。
6.4对检验方法、检验规则有特殊要求时,可由供需双方协商规定。7标志、包装、运输和贮存
碟簧在包装前应清理干净,并涂防锈油。7.1
2碟簧应包装可靠,每箱重量不超过60kg。7.2
7.3包装箱内应附有产品合格证书,合格证包括下列内容:a)制造厂名称;
b)产品名称及标记;
c)件数:
d))制造日期;
e)技术检查部门签章。
7.4包装箱外部应标明:
a)制造厂名称、商标及厂址;
b)产品名称及标记:
c)收货单位及地址:
d)件数:
e)毛重;
f)“小心轻放”、“怕湿”等标记;g)出厂日期。
JB/T3812-1999
5产品应贮存在通风、干燥的仓库内。在正常情况下,自出厂之日起18个月内应不锈蚀7.5
5对标志、包装、运输和贮存有特殊要求时,应由供需双方协议规定。7.6
JB/T3812-1999
附录A
(标准的附录)
碟形弹簧导向件
碟形弹簧的导向采用导杆,导向件与碟簧之间的间隙应符合表A1的规定。表Al
碟簧内径d
>30-50
>50-80
导向件导向表面的硬度最低不应小于55HRC,导向表面的粗糙度R值应小于3.2um。A2免费标准下载网-唯久标准网vv99
机械行业标准
矿井提升机和矿用绞车
盘形制动器用碟形弹簧
JB/T3812—1999
机械工业部机械标准化研究所出版发行机械工业部机械标准化研究所印刷(北京首体南路2号邮编100044)*
1/16印张3/4字数16.000
开本880×1230
1999年7月第一版
1999年7月第一次印刷
印数1-500
定价1000元
99-149
66682
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。