CB/T 3689-1995
基本信息
标准号: CB/T 3689-1995
中文名称:船用叶片泵修理技术要求
标准类别:船舶行业标准(CB)
标准状态:现行
发布日期:1995-06-19
实施日期:1996-04-01
下载格式:pdf zip
标准分类号
标准ICS号: 造船和海上建筑物>>船舶和海上建筑物综合>>47.020.20船用发动机和推进系统
中标分类号:公路、水路运输>>船舶维护与修理>>R32船用主辅机及管路附件维护修理
关联标准
出版信息
出版社:中国标准出版社
页数:9页
标准价格:16.0
出版日期:1996-04-01
相关单位信息
起草人:王惠琴、张新声、王福鸿
起草单位:新港船厂
归口单位:天津修船技术研究所
提出单位:全国海洋船标准化技术委员会修船分技术委员会
发布部门:中国船舶工业总公司
标准简介
本标准规定了船用叶片泵的勘验、修理、零件换新、安装及试验验收的技术要求。
本标准适用于以矿物油为介质、7MPa以下的船用双作用叶片泵,其他类型叶片泵也可参照使用。
标准图片预览
标准内容
中华人民共和国船舶行业标准
CB/T3689—1995
船用叶片泵修理技术要求
1995-06-19发布
中国船舶工业总公司发布
1996-04-01实施
中华人民共和国船舶行业标准
船用叶片泵修理技术要求
主题内容与适用范围
CB/T3689—1995
分类号:R32
本标准规定了船用叶片泵的勘验、修理、零件换新、安装及试验验收的技术要求。本标准适用于以矿物油为介质、7MPa以下的船用双作用叶片泵,其他类型叶片泵也可参照使用。2
引用标准
GB1095-79
GB1144----87
GB1184—80
3勘验
3.1运转检查
平键键和键槽的剖面尺寸
矩形花键尺寸、公差和检验
形状和位置公差未注公差的规定检查泵体结合面及轴密封处的密封情况及泵内有无异常响声;检查泵的工作压力;
检查轴承处的温度。
3.2拆验检查
3.2.1间隙检查
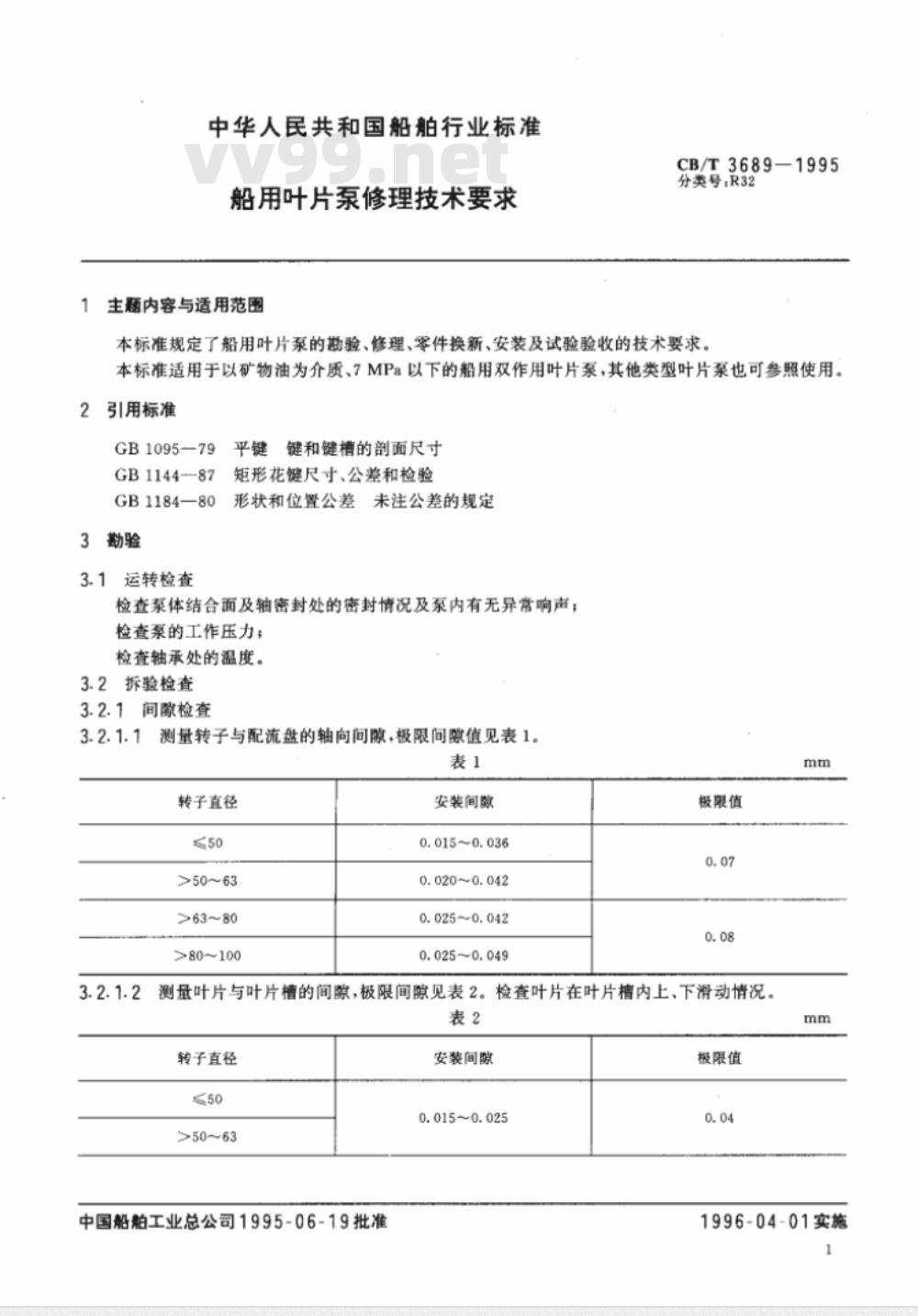
3.2.1.1测量转子与配流盘的轴向间隙,极限间隙值见表1。表1
转子直径
>50~63
>63~80
>80~100
安装间隙
0.0150.036
0.020~0.042
0.025~0.042
0.025~0.049
极限值
测量叶片与叶片槽的间隙,极限间隙见表2。检查叶片在叶片槽内上、下滑动情况。表2
转子直径
>50~63
中国船舶工业总公司1995-06-19批准安装间隙
0.015~0.025
极限值
1996-04-01实施
转子直径
>63~80
>80~100
CB/T3689-—1995
续表2
安装间隙
0.015~0.030
0.015~0.035
极限值
3.2.2检查定子内表面、配流盘工作端面、转子两端面、叶片槽摩擦面、叶片各工作表面、传动轴密封处的轴颈表面及花键工作表面的磨损情况,有无划痕、裂纹、凹陷与烧伤等缺陷。3.2.3检查泵体外表面锈蚀情况及有无裂纹与损坏等缺陷。3.2.4检查各密封件的使用情况,如有裂纹、老化、变形及损伤等缺陷时应予换新。3.2.5检查滚动轴承的内、外轴承圈及滚珠或滚针的磨损与锈蚀情况,有无裂纹、麻点、凹陷与烧伤,内、外轴承圈的配合处有无松动。4修理
4.1定子
4.1.1定子内表面的轻微拉毛、划痕、磨损等缺陷,可用00号细砂布修磨并抛光的方法修复。4.1.2对于平衡式叶片泵,定子吸油(或排油)区段的曲线部分磨损达到0.15mm时,可将定子翻转180°,修磨抛光后继续使用。
4.1.3定子内表面磨损量大于0.15mm时,应将该定子换新。4.2配流盘
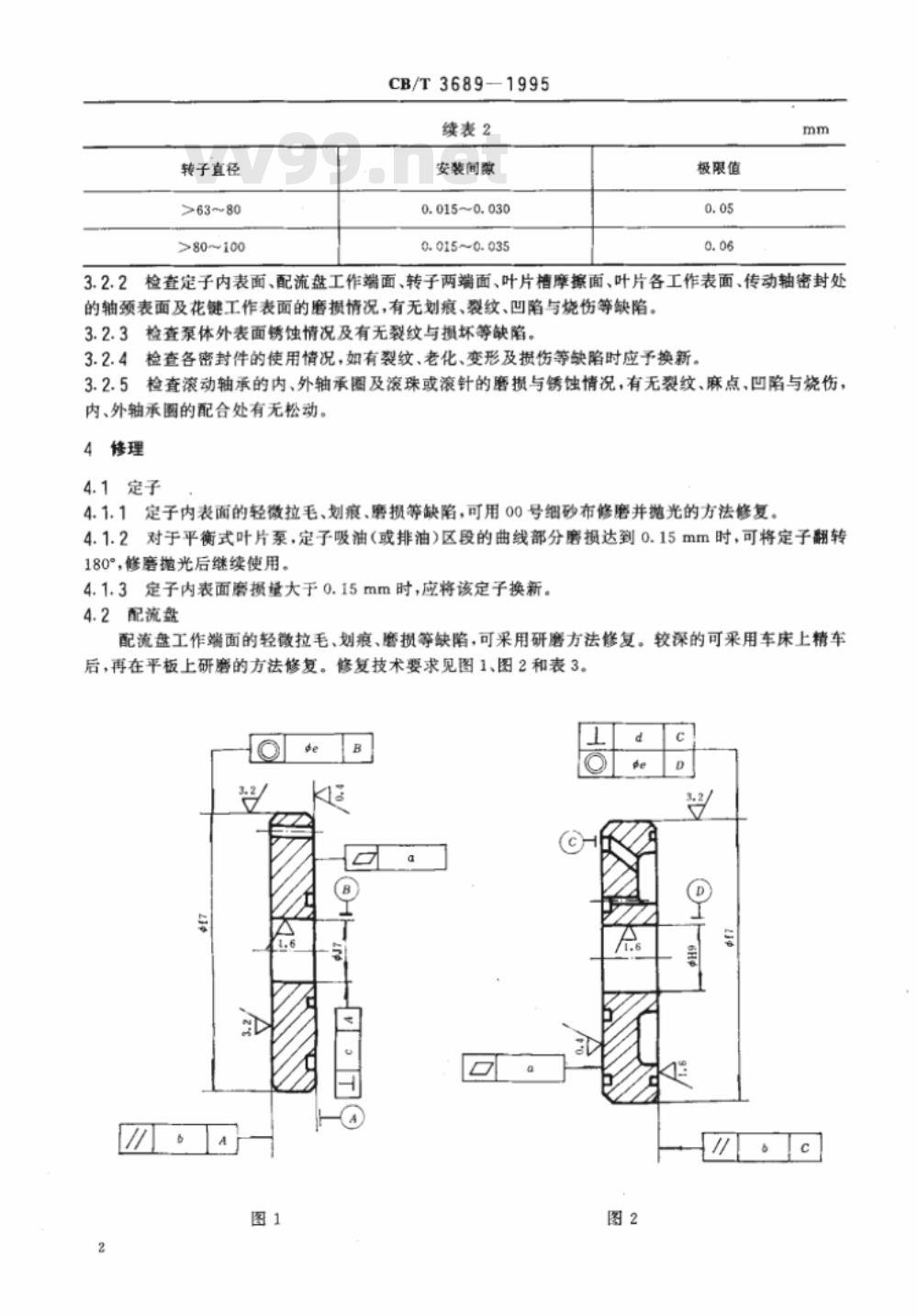
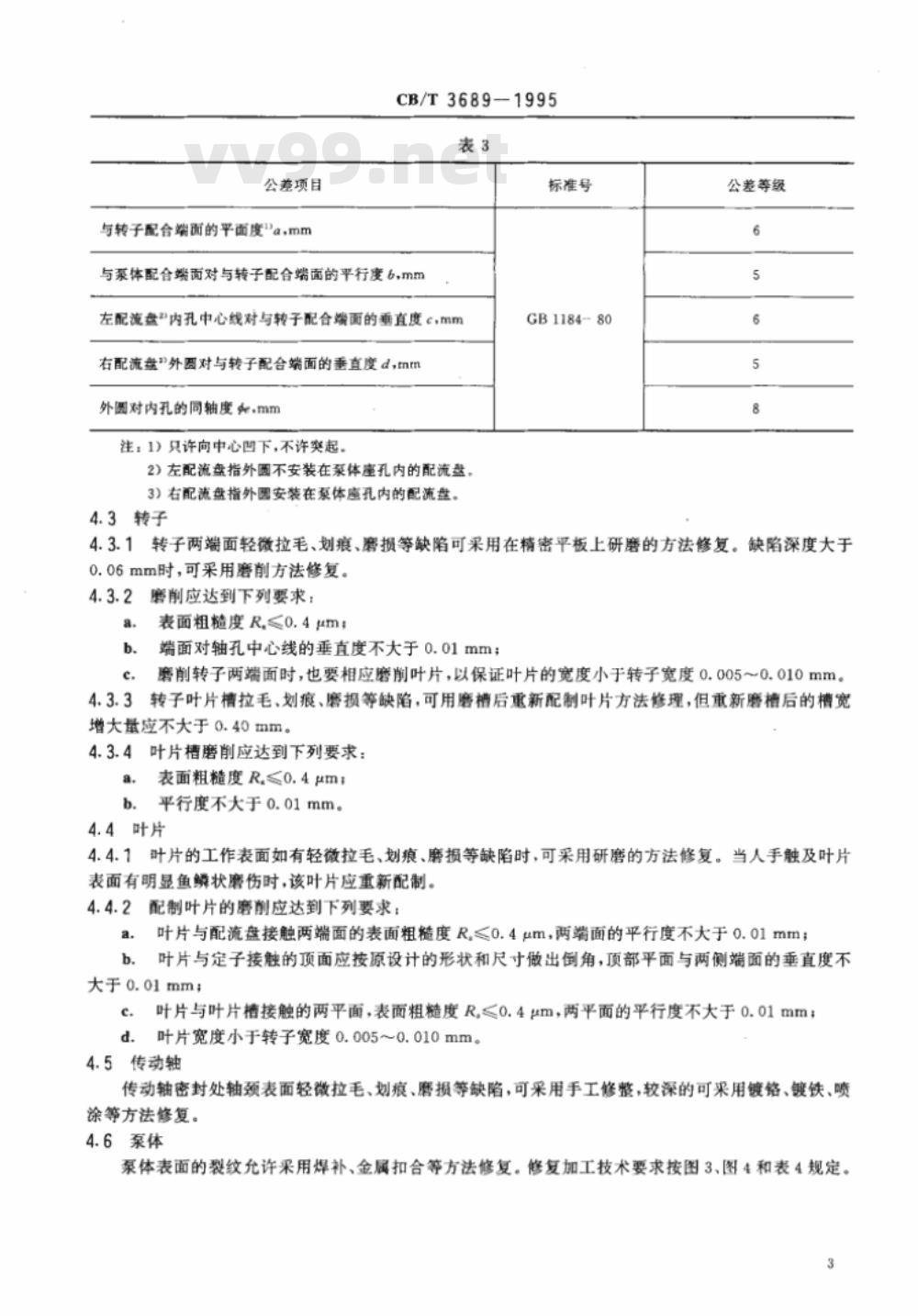
配流盘工作端面的轻微拉毛、划痕、磨损等缺陷,可采用研磨方法修复。较深的可采用车床上精车后,再在平板上研磨的方法修复。修复技术要求见图1、图2和表3。K
公差项目
与转子配合端面的平面度\a,mmCB/T3689-1995
标准号
与票体配合端面对与转子配合端面的平行度6,mm左配流盘\内孔中心线对与转子配合端面的垂直度c,mm右配流盘\外圆对与转子配合端面的垂直度d,tnrm外圆对内孔的同轴度e.mm
注:1)只许向中心凹下,不许突起。2)左配流盘指外圆不安装在体座孔内的配流盘,3)右配流盘指外圆安装在泵体座孔内的配流盘。4.3转子
GB1184-80
公差等级
4.3.1转子两端面轻微拉毛、划痕、磨损等缺陷可采用在精密平板上研磨的方法修复。缺陷深度大于0.06mm时,可采用磨削方法修复。4.3.2磨削应达到下列要求:
表面粗糙度R,≤0.4μm;
端面对轴孔中心线的垂直度不大于0.01mm;磨削转子两端面时,也要相应磨削叶片,以保证叶片的宽度小于转子宽度0.005~0.010mm。4.3.3转子叶片槽拉毛、划痕、磨损等缺陷,可用磨槽后重新配制叶片方法修理,但重新磨槽后的槽宽增大量应不大于0.40mm。
4.3.4叶片槽磨削应达到下列要求:a.
表面粗糙度R.≤0.4μm
平行度不大于0.01mm。
4.4叶片
4.4.1叶片的工作表面如有轻微拉毛、划痕、磨损等缺陷时,可采用研磨的方法修复。当人手触及叶片表面有明显鱼鳞状磨伤时,该叶片应重新配制。4.4.2配制叶片的磨削应达到下列要求:a.
叶片与配流盘接触两端面的表面粗糙度R,≤0.4μm,两端面的平行度不大于0.01mm;叶片与定子接触的顶面应按原设计的形状和尺寸做出倒角,顶部平面与两侧端面的垂直度不大于0.01mm;
叶片与叶片植接触的两平面,表面粗糙度R,≤0.4um,两平面的平行度不大于0.01mm:c.
d.叶片宽度小于转子宽度0.005~0.010mm。4.5传动轴
传动轴密封处轴颈表面轻微拉毛、划痕、磨损等缺陷,可采用手工修整,较深的可采用镀铬、镀铁、喷涂等方法修复。
4.6泵体
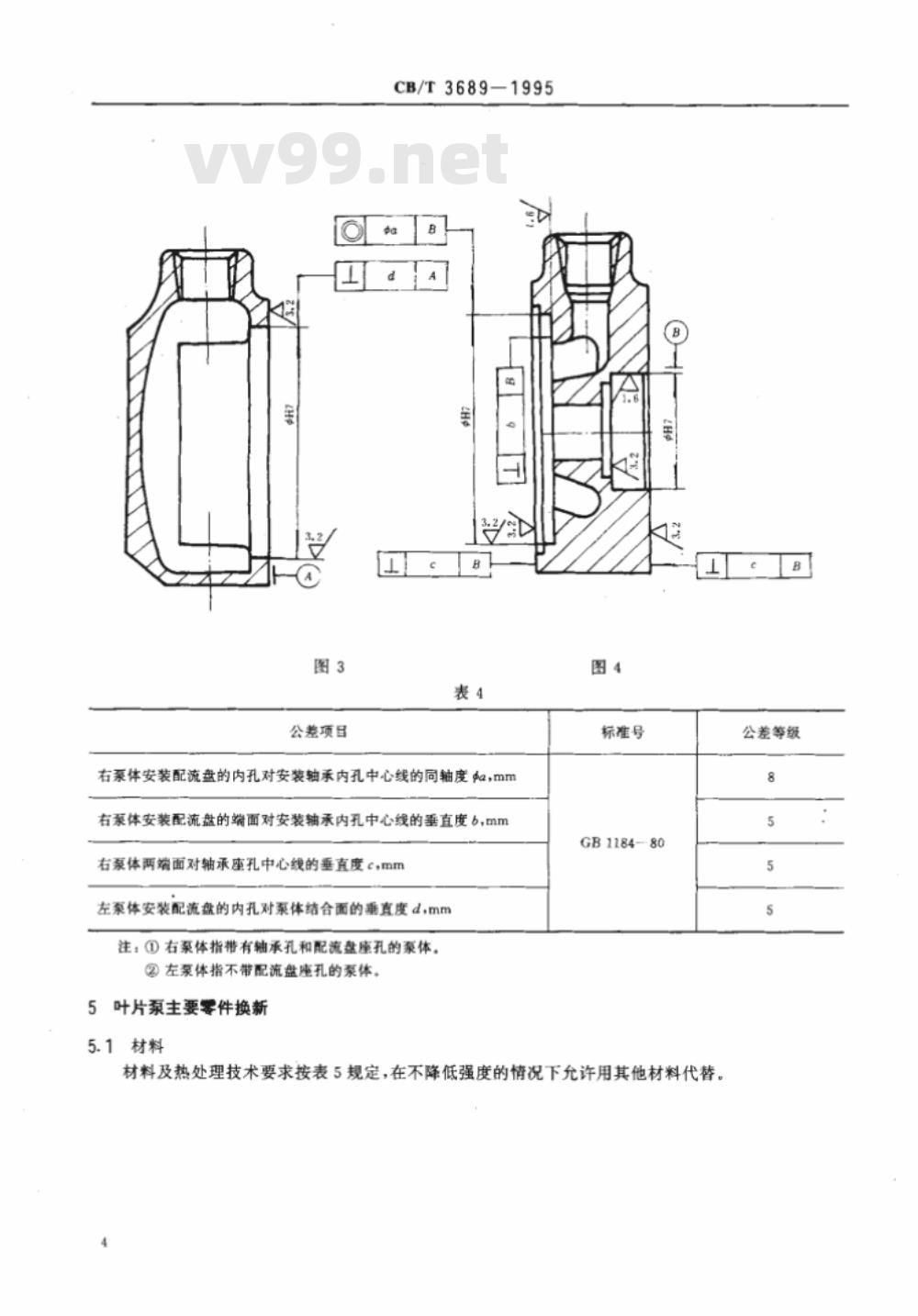
泵体表面的裂纹允许采用焊补、金属扣合等方法修复。修复加工技术要求按图3、图4和表4规定。3
公差项
CB/T3689-1995
右泵体安装配流盘的内孔对安装轴承内孔中心线的同轴度da,mm右泵体安装配流盘的端面对安装轴承内孔中心线的垂直度b,mm右泵体两端面对轴承座孔中心线的垂直度c,mm左泵体安装配流盘的内孔对体结合面的垂直度d,mm注:①右泵体指带有轴承孔和配流盘座孔的泵体。②左泵体指不带配流盘座孔的体。5叶片泵主要零件换新
5.1材料
标准号
GB 1184---80
材料及热处理技术要求按表5规定,在不降低强度的情况下允许用其他材料代替。公差等级
零件名称
配疣盘
传动轴
5.2定子www.vv99.net
滚动轴承钢
合金工具锅
合金结构钢
合金结构钢
高速工具钢
铸铝青铜
灰铸铁
耐磨铸铁
合金结构钢
合金结构钢
(用作轴承内滚道时)
灰铸铁
CB/T3689-1995
Cr12Mov
38CrMoAl
12CrNi3
W18Cr4V
ZCuAl10Fe3
锑铜铸铁
40MnVB
40CrNi
HT 300
5.2.1定子加工技术要求见图5。5级
标准号
YB(T)1---80
GB1299—85
GB307788
GB3077-88
YB(T)2—80
GB1176—87
GB9439—88
GB 3077--88
GB9439-88
热处理
表面漳火
渗碳淬火
火+回火
人工时效
表面淬火
渗碳漳火
人工时效
>1 764
23622607
CB/T3689-1995
5.2.2定子内表面等径圆弧部分径向跳动按GB1184规定的8级精度。5.2.3定子内表面等径圆弧部分对外圆中心线的同轴度按GB1184规定的8级精度。5.2.4定子内表面过度曲线必须光滑连接,不得有折角、棱面出现。5.3转子
5.3.1转子加工技术要求见图6。A
5.3.2转子内花键孔加工技术要求按GB1144。5.3.3叶片槽加工技术要求见4.3.3。5.4叶片
叶片加工技术要求见4.4.2。
5.5配流盘
配流盘加工技术要求见图1、图2和表3。5.6泵体
泵体加工技术要求见图3、图4和表4。5.7传动轴
5.7.1传动轴加工技术要求见图7。图6
CB/T3689-1995
5.7.2传动轴外花键部分加工技术要求按GB1144;键槽部分加工技术要求按GB1095。6安装
6.1叶片与叶片槽的配合间隙按表2规定。叶片涂油安装于转子叶片槽内时,叶片能靠自重自由落下。6.2转子与配流盘的轴向间隙按表1规定。6.3泵装配完毕用手转动应灵活、无卡滞现象。试验与验收
泵装船后应做效用试验,试验时间一般不得小于1h。试验应符合下述要求:
滚动轴承温度不得大于70℃;
密封处只允许轻微渗漏,泄漏量每小时不得超过3滴;泵性能参数应满足其系统装置的正常工作。附加说明:
本标准由全国海洋船舶标准化技术委员会修船分技术委员会提出。本标准由天津修船技术研究所归口。本标准由天津新港船厂负责起草。本标准主要起草人王惠琴、张新声、王福鸿。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
CB/T3689—1995
船用叶片泵修理技术要求
1995-06-19发布
中国船舶工业总公司发布
1996-04-01实施
中华人民共和国船舶行业标准
船用叶片泵修理技术要求
主题内容与适用范围
CB/T3689—1995
分类号:R32
本标准规定了船用叶片泵的勘验、修理、零件换新、安装及试验验收的技术要求。本标准适用于以矿物油为介质、7MPa以下的船用双作用叶片泵,其他类型叶片泵也可参照使用。2
引用标准
GB1095-79
GB1144----87
GB1184—80
3勘验
3.1运转检查
平键键和键槽的剖面尺寸
矩形花键尺寸、公差和检验
形状和位置公差未注公差的规定检查泵体结合面及轴密封处的密封情况及泵内有无异常响声;检查泵的工作压力;
检查轴承处的温度。
3.2拆验检查
3.2.1间隙检查
3.2.1.1测量转子与配流盘的轴向间隙,极限间隙值见表1。表1
转子直径
>50~63
>63~80
>80~100
安装间隙
0.0150.036
0.020~0.042
0.025~0.042
0.025~0.049
极限值
测量叶片与叶片槽的间隙,极限间隙见表2。检查叶片在叶片槽内上、下滑动情况。表2
转子直径
>50~63
中国船舶工业总公司1995-06-19批准安装间隙
0.015~0.025
极限值
1996-04-01实施
转子直径
>63~80
>80~100
CB/T3689-—1995
续表2
安装间隙
0.015~0.030
0.015~0.035
极限值
3.2.2检查定子内表面、配流盘工作端面、转子两端面、叶片槽摩擦面、叶片各工作表面、传动轴密封处的轴颈表面及花键工作表面的磨损情况,有无划痕、裂纹、凹陷与烧伤等缺陷。3.2.3检查泵体外表面锈蚀情况及有无裂纹与损坏等缺陷。3.2.4检查各密封件的使用情况,如有裂纹、老化、变形及损伤等缺陷时应予换新。3.2.5检查滚动轴承的内、外轴承圈及滚珠或滚针的磨损与锈蚀情况,有无裂纹、麻点、凹陷与烧伤,内、外轴承圈的配合处有无松动。4修理
4.1定子
4.1.1定子内表面的轻微拉毛、划痕、磨损等缺陷,可用00号细砂布修磨并抛光的方法修复。4.1.2对于平衡式叶片泵,定子吸油(或排油)区段的曲线部分磨损达到0.15mm时,可将定子翻转180°,修磨抛光后继续使用。
4.1.3定子内表面磨损量大于0.15mm时,应将该定子换新。4.2配流盘
配流盘工作端面的轻微拉毛、划痕、磨损等缺陷,可采用研磨方法修复。较深的可采用车床上精车后,再在平板上研磨的方法修复。修复技术要求见图1、图2和表3。K
公差项目
与转子配合端面的平面度\a,mmCB/T3689-1995
标准号
与票体配合端面对与转子配合端面的平行度6,mm左配流盘\内孔中心线对与转子配合端面的垂直度c,mm右配流盘\外圆对与转子配合端面的垂直度d,tnrm外圆对内孔的同轴度e.mm
注:1)只许向中心凹下,不许突起。2)左配流盘指外圆不安装在体座孔内的配流盘,3)右配流盘指外圆安装在泵体座孔内的配流盘。4.3转子
GB1184-80
公差等级
4.3.1转子两端面轻微拉毛、划痕、磨损等缺陷可采用在精密平板上研磨的方法修复。缺陷深度大于0.06mm时,可采用磨削方法修复。4.3.2磨削应达到下列要求:
表面粗糙度R,≤0.4μm;
端面对轴孔中心线的垂直度不大于0.01mm;磨削转子两端面时,也要相应磨削叶片,以保证叶片的宽度小于转子宽度0.005~0.010mm。4.3.3转子叶片槽拉毛、划痕、磨损等缺陷,可用磨槽后重新配制叶片方法修理,但重新磨槽后的槽宽增大量应不大于0.40mm。
4.3.4叶片槽磨削应达到下列要求:a.
表面粗糙度R.≤0.4μm
平行度不大于0.01mm。
4.4叶片
4.4.1叶片的工作表面如有轻微拉毛、划痕、磨损等缺陷时,可采用研磨的方法修复。当人手触及叶片表面有明显鱼鳞状磨伤时,该叶片应重新配制。4.4.2配制叶片的磨削应达到下列要求:a.
叶片与配流盘接触两端面的表面粗糙度R,≤0.4μm,两端面的平行度不大于0.01mm;叶片与定子接触的顶面应按原设计的形状和尺寸做出倒角,顶部平面与两侧端面的垂直度不大于0.01mm;
叶片与叶片植接触的两平面,表面粗糙度R,≤0.4um,两平面的平行度不大于0.01mm:c.
d.叶片宽度小于转子宽度0.005~0.010mm。4.5传动轴
传动轴密封处轴颈表面轻微拉毛、划痕、磨损等缺陷,可采用手工修整,较深的可采用镀铬、镀铁、喷涂等方法修复。
4.6泵体
泵体表面的裂纹允许采用焊补、金属扣合等方法修复。修复加工技术要求按图3、图4和表4规定。3
公差项
CB/T3689-1995
右泵体安装配流盘的内孔对安装轴承内孔中心线的同轴度da,mm右泵体安装配流盘的端面对安装轴承内孔中心线的垂直度b,mm右泵体两端面对轴承座孔中心线的垂直度c,mm左泵体安装配流盘的内孔对体结合面的垂直度d,mm注:①右泵体指带有轴承孔和配流盘座孔的泵体。②左泵体指不带配流盘座孔的体。5叶片泵主要零件换新
5.1材料
标准号
GB 1184---80
材料及热处理技术要求按表5规定,在不降低强度的情况下允许用其他材料代替。公差等级
零件名称
配疣盘
传动轴
5.2定子www.vv99.net
滚动轴承钢
合金工具锅
合金结构钢
合金结构钢
高速工具钢
铸铝青铜
灰铸铁
耐磨铸铁
合金结构钢
合金结构钢
(用作轴承内滚道时)
灰铸铁
CB/T3689-1995
Cr12Mov
38CrMoAl
12CrNi3
W18Cr4V
ZCuAl10Fe3
锑铜铸铁
40MnVB
40CrNi
HT 300
5.2.1定子加工技术要求见图5。5级
标准号
YB(T)1---80
GB1299—85
GB307788
GB3077-88
YB(T)2—80
GB1176—87
GB9439—88
GB 3077--88
GB9439-88
热处理
表面漳火
渗碳淬火
火+回火
人工时效
表面淬火
渗碳漳火
人工时效
>1 764
23622607
CB/T3689-1995
5.2.2定子内表面等径圆弧部分径向跳动按GB1184规定的8级精度。5.2.3定子内表面等径圆弧部分对外圆中心线的同轴度按GB1184规定的8级精度。5.2.4定子内表面过度曲线必须光滑连接,不得有折角、棱面出现。5.3转子
5.3.1转子加工技术要求见图6。A
5.3.2转子内花键孔加工技术要求按GB1144。5.3.3叶片槽加工技术要求见4.3.3。5.4叶片
叶片加工技术要求见4.4.2。
5.5配流盘
配流盘加工技术要求见图1、图2和表3。5.6泵体
泵体加工技术要求见图3、图4和表4。5.7传动轴
5.7.1传动轴加工技术要求见图7。图6
CB/T3689-1995
5.7.2传动轴外花键部分加工技术要求按GB1144;键槽部分加工技术要求按GB1095。6安装
6.1叶片与叶片槽的配合间隙按表2规定。叶片涂油安装于转子叶片槽内时,叶片能靠自重自由落下。6.2转子与配流盘的轴向间隙按表1规定。6.3泵装配完毕用手转动应灵活、无卡滞现象。试验与验收
泵装船后应做效用试验,试验时间一般不得小于1h。试验应符合下述要求:
滚动轴承温度不得大于70℃;
密封处只允许轻微渗漏,泄漏量每小时不得超过3滴;泵性能参数应满足其系统装置的正常工作。附加说明:
本标准由全国海洋船舶标准化技术委员会修船分技术委员会提出。本标准由天津修船技术研究所归口。本标准由天津新港船厂负责起草。本标准主要起草人王惠琴、张新声、王福鸿。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。