CB/T 3816-1998
基本信息
标准号: CB/T 3816-1998
中文名称:船用液压子母式叶片泵修理技术要求
标准类别:船舶行业标准(CB)
英文名称:Technical requirements for repairing marine hydraulic primary-secondary vane pump
标准状态:现行
发布日期:1998-03-20
实施日期:1998-08-01
下载格式:pdf zip
标准分类号
标准ICS号: 造船和海上建筑物>>船舶和海上建筑物综合>>47.020.20船用发动机和推进系统
中标分类号:公路、水路运输>>船舶维护与修理>>R32船用主辅机及管路附件维护修理
关联标准
出版信息
页数:16页
标准价格:17.0
相关单位信息
标准简介
标准图片预览
标准内容
ICS.47.020.20
备案号:1431—1998
中华人民共和国船舶行业标准
CB/T3816-1998
船用液压子母叶片泵修理技术要求Technical requirementsforrepairingmarine hydraulic primary--secondary vane pump1998--03-20发布
中国船舶工业总公司
1998-08-01实施
CB/T3816-1998
子母叶片泵于七十年代初在我国试制成功,因其具有压力高、流量范圈大且结构紧凑等优点,因此在我国船舶和其它行业中得到推广应用。本标准与ZB/TR32003一90&工程船舶液压元件修理技术要求》和CB/T3683一1995《船用曲轴连杆径向柱塞液马达修理技术要求》等构成工程船用液压设备修理配套标准。本标准的附录A为提示的附录。
本标准由全国海洋船标准化技术委员会修船分技术委员会提出。本标准由天津修船技术研究所归口。本标准起草单位:天津造船公司。本标准主要起草人:左希伯。
1范围
中华人民共和国船舶行业标准
船用液压子母叶片泵修理技术要求Technical requirements for repairingmarine hydraulic primarysecondary vane pump本标准规定了船用中高压子母叶片泵的勘验、修理、装配和试验技术要求。CB/T3816—1998
分类号:R32
本标准适用于同轴双联双作用叶片泵的修理.也适用于单联双作用叶片泵的修理。2引用标准
下列标准所包含的条文.通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB1144--87矩形花键尺寸、公差和检验GB3495.2—87O型橡胶密封图外观质量检验标准GB7040-86旋转轴唇形密封圈用胶料GB11379-89
金属覆盖层工程用铬电镀层
GB/T12611-90
GB/T15326--94
3勘验
3.1运行检查
3.1.1空转运行检查
金属零(部)件镀覆前质量控制技术要求旋转轴唇形密封圈外观质量
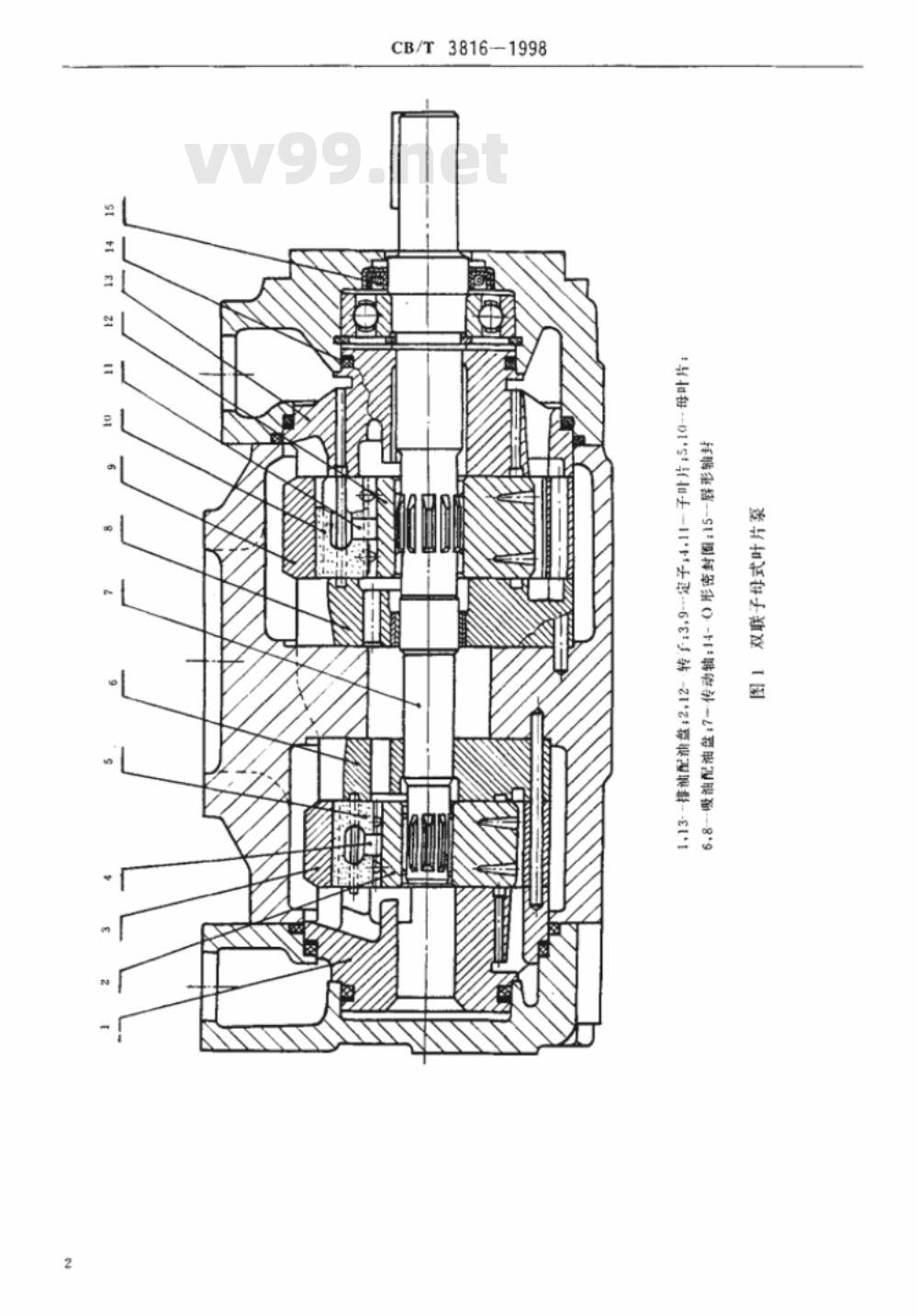
泵装置在额定转速下作空转运行.检查运行是否平稳,是否有不正常的声响和外漏。泵装置结构如图1所示。
中国船舶工业总公司1998-03-20批准1998--08-01实施
CB/T3816-1998
3.1.2负荷运行检查
CB/T3816-1998
在有条件的情况下进行实船操作或台架负荷运行.检查额定转速和不小于2/3工作压力负荷下运行是否平稳是否有不正常的声响和外漏。本条检查可代替空转运行检查。3.2拆卸检查
3.2.1拆卸前检查
拆卸前.手动盘车数转.检查转动松紧情况和有否阻滞现象。同时.应确认泵的工作转向确认或打上安装复位标记。
3.2.2吸、排油配油盘检查
3.2.2.1检查吸、排油配油盘是否有塑性变形,变形后的平面度应小于规定值的两倍3.2.2.2检查吸、排油配油盘与转子的偶合平面,不得有磨损的周向划痕或局部的凹凸磨损痕迹。3.2.3母叶片检查
3.2.3.1检查母叶片与转子槽和与吸、排油配油盘配合工作面的平行度.其值应不大于规定值的两倍。检查母叶片的轴向宽度.其宽度与定子的宽度差应小于0.05mm。3.2.3.2
检查母叶片工作面的表面粗髓度.要求Ra≤0.80μm。3.2.3.3
3.2.3.4格
检查母叶片与转子槽的配合间隙.其间隙值应小于0.05mm。3.2.3.5检查母叶片顶面随边倒角磨损情况.其倒角应大于0.5mmX45°3.2.4转子检查
3.2.4.1检查转子两端面是否有磨损的周向划痕、凹凸痕迹和拉毛现象。3.2.4.2检查转子两端表面粗糙度.要求Ra≤0.80μm。3.2.4.3检测转子轴向宽度.其宽度与定子宽度差应小于0.05mm。3.2.5定子检查
3.2.5.1检查定子内曲面,特别是圆弧面与吸、排油过渡曲面间不应有不光顺的棱角,3.2.5.2检查定子内曲面是否有周向、轴向拉痕。3.2.6传动轴检查
3.2.6.1检查传动轴轴端的键与键槽有无滚键和接触不良现象。3.2.6.2检查传动轴有无弯曲变形.其直线度应小于0.1mm。3.2.6.3检查传动轴花键两侧面有无滚键和接触不良现象.并用着色法检查花键侧面与转子槽接触的面积应不低于配合面积的60%接触宽度应不小于全宽的2/3。3.2.6.4检查传动轴与滚动轴承的配合不应有松动,与滑动轴承的配合不应有严重磨损。4修理技术要求
4.1易损零件材料
易损零件换新·应尽量采用原材料·必要时可按表1规定选择代用材料。3
零件名称
吸、排油配油盘
子母叶片
4.2易损零件修理
4.2.1吸、排油配油盘
材料牌号
QT600-3
2QA19—4
W18Cr4V
CB/T3816-1998
易损零件材料代用表
标准号
GB1348--88
GB1176—87
GB994188
GB3077—88
YB(T)I-81
主要技术要求
热处理:铸后正火、软氮化
碳度:HB230~320
热处理:津火后回火
硬度:HRC63~66此内容来自唯久标准下载网
热处理:调质、商额泽火、低温回火硬度:HRC48~52
热处理:球化退火后.淬火再低温回火.磨削后补充回火(稳定处理)
硬度:HRC63~66
4.2.1.1配油盘若因刚性不足.存在塑性变形且其平面度超过0.1mm时,应作换新处理。4.2.1.2在无塑性变形的前提下,基工作平面存在不允许的缺陷,可采用加工方法修理,加工后所有油孔、油槽和盲孔等均应适当加深、加宽、复形光整,不应有尖角毛刺。磨削加工后应进行消磁。4.2.1.3在刚性足够的前提下,为提高工件的耐磨性.可采用镀铬方法修理。考虑镀铬层影响.应对所有油槽、盲孔、通孔作复形光整。待镀表面的预处理质量符合GB/T12611一90第3章有关规定。镀铬磨削后的外观质量、硬度、层厚和结合强度等要求应符合GB11379-87第8章有关规定。4.2.1.4修理后的吸、排油配油盘的形位公差和表面粗糙度等应符合图2、图3规定。CB/T3816-1998
图2吸油配油盘
CB/T3816--1998
图3排油配油盘
4.2.2子母叶片
CB/T38161998
4.2.2.1磨损后的母叶片其顶面轴向随边例角若小于等于0.5mm×45°.可进行加工修整.倒角为1mm×45,锐边除毛刺但不应倒圆。4.2.2.2·磨损后的母叶片若其径向长度磨损大于等于全长的1/20时,应考虑换新。4.2.2.3
磨损后的母叶片其径向长度相互差大于等于0.03mm时,应整套加工修理。调直后的母叶片·其平行度应符合图4规定。he
图4母叶片
4.2.2.5磨损后的母叶片若其轴向宽度超差,可与转子、定子等偶配件配套加工修理.但磨削量应不超过原设计宽度的1/30,
4.2.2.6换新的母叶片可与转子槽单件选配或整套配套加工,叶片的加厚应不超过原设计厚度的1/50。单件选配的子母叶片应对称配置。4.2.2.7磨损后的母叶片若其轴向宽度与定子宽度差大于等于0.05mm或其与转子的间大于等于0.05mm时.可采用镀络方法修理。键铬前的表面预处理质量应符合GB/T12611一90第3章有关规定。镀铬磨削后的表面质量、硬度、层厚和结合强度等要求应符合GB11379--89第8章有关规定。镀铬层磨削后应进行削磁。
4.2.2.8修理后子母叶片的形位公差和表面粗糙度要求见图4、图5。f6
图5子叶片
4.2.3转子
CB/T3816-1998
4.2.3.1磨损后的转子端面和转子槽可采用镀铬方法修理,镀铬前必要时应进行加工修整.表面粗糙度可比图6规定降低级。镀铬前的表面预处理A向
图6转子
度铬磨削后的质量要求同4.2.1.3规定由
CB/T3816-1998
4.2.3.2磨损的转子槽可与母叶片配套加工修理。转子槽宽度的增加不应超过原设计宽度的1/50。3磨损的转子其轴向宽度超差,可与母叶片、定子等偶配件配套加工修理,其磨削量不应超过原4.2.3.3
设计宽度的1/30。
4.2.3.4修理后的转子叶片槽在外圆柱面上的分度误差应不大于50°,4.2.3.5
5修理后的转子叶片槽与转子径向的夹角应符合原设计规定,其夹角允差为士30”。4.2.3.6
5磨损的转子花键槽可采用镀方法与传动轴花键配对修理,修理要求同4.2.1.3规定。加工dxDe×B
后的尺寸公差应符合GB1144中N×df。
的装配精度要求。
4.2.3.7修理后转子的形位公差和表面粗糙度要求见图6。4.2.4定子
4.2.4.1磨损后的内曲面.其轻度磨损棱角可采用油石打磨光题,严重的磨损棱角和其它缺陷应采用加工方法修理。磨削加工后、定子内曲面的几何形状应符合原设计规定且精磨后应进行光整加工。修理后的定子内曲面.其径向尺寸的增大应不大于0.2mm。4.2.4.2加工深度如果超过表面热处理强化层,应重新进行热处理。热处理应在精磨前进行.加工后的内曲面表面硬度应不小于HRC63。4.2.4.3磨损后的定子内曲面可采用键铬方法修理。镀铬前后的质量要求应符合4.2.1.3规定。4.2.4.4
修理后定子的形位公差和表面粗糙度见图7。9
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
备案号:1431—1998
中华人民共和国船舶行业标准
CB/T3816-1998
船用液压子母叶片泵修理技术要求Technical requirementsforrepairingmarine hydraulic primary--secondary vane pump1998--03-20发布
中国船舶工业总公司
1998-08-01实施
CB/T3816-1998
子母叶片泵于七十年代初在我国试制成功,因其具有压力高、流量范圈大且结构紧凑等优点,因此在我国船舶和其它行业中得到推广应用。本标准与ZB/TR32003一90&工程船舶液压元件修理技术要求》和CB/T3683一1995《船用曲轴连杆径向柱塞液马达修理技术要求》等构成工程船用液压设备修理配套标准。本标准的附录A为提示的附录。
本标准由全国海洋船标准化技术委员会修船分技术委员会提出。本标准由天津修船技术研究所归口。本标准起草单位:天津造船公司。本标准主要起草人:左希伯。
1范围
中华人民共和国船舶行业标准
船用液压子母叶片泵修理技术要求Technical requirements for repairingmarine hydraulic primarysecondary vane pump本标准规定了船用中高压子母叶片泵的勘验、修理、装配和试验技术要求。CB/T3816—1998
分类号:R32
本标准适用于同轴双联双作用叶片泵的修理.也适用于单联双作用叶片泵的修理。2引用标准
下列标准所包含的条文.通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB1144--87矩形花键尺寸、公差和检验GB3495.2—87O型橡胶密封图外观质量检验标准GB7040-86旋转轴唇形密封圈用胶料GB11379-89
金属覆盖层工程用铬电镀层
GB/T12611-90
GB/T15326--94
3勘验
3.1运行检查
3.1.1空转运行检查
金属零(部)件镀覆前质量控制技术要求旋转轴唇形密封圈外观质量
泵装置在额定转速下作空转运行.检查运行是否平稳,是否有不正常的声响和外漏。泵装置结构如图1所示。
中国船舶工业总公司1998-03-20批准1998--08-01实施
CB/T3816-1998
3.1.2负荷运行检查
CB/T3816-1998
在有条件的情况下进行实船操作或台架负荷运行.检查额定转速和不小于2/3工作压力负荷下运行是否平稳是否有不正常的声响和外漏。本条检查可代替空转运行检查。3.2拆卸检查
3.2.1拆卸前检查
拆卸前.手动盘车数转.检查转动松紧情况和有否阻滞现象。同时.应确认泵的工作转向确认或打上安装复位标记。
3.2.2吸、排油配油盘检查
3.2.2.1检查吸、排油配油盘是否有塑性变形,变形后的平面度应小于规定值的两倍3.2.2.2检查吸、排油配油盘与转子的偶合平面,不得有磨损的周向划痕或局部的凹凸磨损痕迹。3.2.3母叶片检查
3.2.3.1检查母叶片与转子槽和与吸、排油配油盘配合工作面的平行度.其值应不大于规定值的两倍。检查母叶片的轴向宽度.其宽度与定子的宽度差应小于0.05mm。3.2.3.2
检查母叶片工作面的表面粗髓度.要求Ra≤0.80μm。3.2.3.3
3.2.3.4格
检查母叶片与转子槽的配合间隙.其间隙值应小于0.05mm。3.2.3.5检查母叶片顶面随边倒角磨损情况.其倒角应大于0.5mmX45°3.2.4转子检查
3.2.4.1检查转子两端面是否有磨损的周向划痕、凹凸痕迹和拉毛现象。3.2.4.2检查转子两端表面粗糙度.要求Ra≤0.80μm。3.2.4.3检测转子轴向宽度.其宽度与定子宽度差应小于0.05mm。3.2.5定子检查
3.2.5.1检查定子内曲面,特别是圆弧面与吸、排油过渡曲面间不应有不光顺的棱角,3.2.5.2检查定子内曲面是否有周向、轴向拉痕。3.2.6传动轴检查
3.2.6.1检查传动轴轴端的键与键槽有无滚键和接触不良现象。3.2.6.2检查传动轴有无弯曲变形.其直线度应小于0.1mm。3.2.6.3检查传动轴花键两侧面有无滚键和接触不良现象.并用着色法检查花键侧面与转子槽接触的面积应不低于配合面积的60%接触宽度应不小于全宽的2/3。3.2.6.4检查传动轴与滚动轴承的配合不应有松动,与滑动轴承的配合不应有严重磨损。4修理技术要求
4.1易损零件材料
易损零件换新·应尽量采用原材料·必要时可按表1规定选择代用材料。3
零件名称
吸、排油配油盘
子母叶片
4.2易损零件修理
4.2.1吸、排油配油盘
材料牌号
QT600-3
2QA19—4
W18Cr4V
CB/T3816-1998
易损零件材料代用表
标准号
GB1348--88
GB1176—87
GB994188
GB3077—88
YB(T)I-81
主要技术要求
热处理:铸后正火、软氮化
碳度:HB230~320
热处理:津火后回火
硬度:HRC63~66此内容来自唯久标准下载网
热处理:调质、商额泽火、低温回火硬度:HRC48~52
热处理:球化退火后.淬火再低温回火.磨削后补充回火(稳定处理)
硬度:HRC63~66
4.2.1.1配油盘若因刚性不足.存在塑性变形且其平面度超过0.1mm时,应作换新处理。4.2.1.2在无塑性变形的前提下,基工作平面存在不允许的缺陷,可采用加工方法修理,加工后所有油孔、油槽和盲孔等均应适当加深、加宽、复形光整,不应有尖角毛刺。磨削加工后应进行消磁。4.2.1.3在刚性足够的前提下,为提高工件的耐磨性.可采用镀铬方法修理。考虑镀铬层影响.应对所有油槽、盲孔、通孔作复形光整。待镀表面的预处理质量符合GB/T12611一90第3章有关规定。镀铬磨削后的外观质量、硬度、层厚和结合强度等要求应符合GB11379-87第8章有关规定。4.2.1.4修理后的吸、排油配油盘的形位公差和表面粗糙度等应符合图2、图3规定。CB/T3816-1998
图2吸油配油盘
CB/T3816--1998
图3排油配油盘
4.2.2子母叶片
CB/T38161998
4.2.2.1磨损后的母叶片其顶面轴向随边例角若小于等于0.5mm×45°.可进行加工修整.倒角为1mm×45,锐边除毛刺但不应倒圆。4.2.2.2·磨损后的母叶片若其径向长度磨损大于等于全长的1/20时,应考虑换新。4.2.2.3
磨损后的母叶片其径向长度相互差大于等于0.03mm时,应整套加工修理。调直后的母叶片·其平行度应符合图4规定。he
图4母叶片
4.2.2.5磨损后的母叶片若其轴向宽度超差,可与转子、定子等偶配件配套加工修理.但磨削量应不超过原设计宽度的1/30,
4.2.2.6换新的母叶片可与转子槽单件选配或整套配套加工,叶片的加厚应不超过原设计厚度的1/50。单件选配的子母叶片应对称配置。4.2.2.7磨损后的母叶片若其轴向宽度与定子宽度差大于等于0.05mm或其与转子的间大于等于0.05mm时.可采用镀络方法修理。键铬前的表面预处理质量应符合GB/T12611一90第3章有关规定。镀铬磨削后的表面质量、硬度、层厚和结合强度等要求应符合GB11379--89第8章有关规定。镀铬层磨削后应进行削磁。
4.2.2.8修理后子母叶片的形位公差和表面粗糙度要求见图4、图5。f6
图5子叶片
4.2.3转子
CB/T3816-1998
4.2.3.1磨损后的转子端面和转子槽可采用镀铬方法修理,镀铬前必要时应进行加工修整.表面粗糙度可比图6规定降低级。镀铬前的表面预处理A向
图6转子
度铬磨削后的质量要求同4.2.1.3规定由
CB/T3816-1998
4.2.3.2磨损的转子槽可与母叶片配套加工修理。转子槽宽度的增加不应超过原设计宽度的1/50。3磨损的转子其轴向宽度超差,可与母叶片、定子等偶配件配套加工修理,其磨削量不应超过原4.2.3.3
设计宽度的1/30。
4.2.3.4修理后的转子叶片槽在外圆柱面上的分度误差应不大于50°,4.2.3.5
5修理后的转子叶片槽与转子径向的夹角应符合原设计规定,其夹角允差为士30”。4.2.3.6
5磨损的转子花键槽可采用镀方法与传动轴花键配对修理,修理要求同4.2.1.3规定。加工dxDe×B
后的尺寸公差应符合GB1144中N×df。
的装配精度要求。
4.2.3.7修理后转子的形位公差和表面粗糙度要求见图6。4.2.4定子
4.2.4.1磨损后的内曲面.其轻度磨损棱角可采用油石打磨光题,严重的磨损棱角和其它缺陷应采用加工方法修理。磨削加工后、定子内曲面的几何形状应符合原设计规定且精磨后应进行光整加工。修理后的定子内曲面.其径向尺寸的增大应不大于0.2mm。4.2.4.2加工深度如果超过表面热处理强化层,应重新进行热处理。热处理应在精磨前进行.加工后的内曲面表面硬度应不小于HRC63。4.2.4.3磨损后的定子内曲面可采用键铬方法修理。镀铬前后的质量要求应符合4.2.1.3规定。4.2.4.4
修理后定子的形位公差和表面粗糙度见图7。9
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。